Вибропресс и способ вибропрессования с его использованием
Формула / Реферат
1. Вибропресс вертикального типа для вибропрессования архитектурно-строительной смеси, содержащий станину, центральный элемент в виде установленной с возможностью вертикального перемещения и открытой сверху и снизу формовочной матрицы с тягами, имеющей по меньшей мере одну полость с отверстием для уплотняемой архитектурно-строительной смеси, средство сдавливающего воздействия сверху на архитектурно-строительную смесь в матрице, выполненное в виде имеющего возможность вертикального перемещения ползуна с пуансонами, соответствующими отверстиям в матрице, средство вибрационного воздействия снизу на архитектурно-строительную смесь в матрице, выполненное в виде вибростола с расположенным между ним и матрицей поддоном и приводным устройством, приводные устройства для перемещения ползуна с пуансонами и матрицы в виде раздельных кулаков, взаимодействующих с ответными роликами, выполненные с цикловым управлением от общего приводного двигателя с системой механических передач к кулакам, а также вспомогательные узлы в виде зажимных рычагов для прижима матрицы с поддоном к вибростолу, уравновешивателей масс ползуна с пуансонами и матрицы с тягами и зажимными рычагами и амортизаторов, установленных между вибростолом и станиной, отличающийся тем, что приводное устройство вибростола выполнено в виде встроенного в стол гидровибратора, который выполнен с обеспечением изменения параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия и содержит силовой гидроцилиндр, гидровозбудитель виброимпульсов, цикловой аккумулятор, насосную станцию и систему гидроканалов, гидровозбудитель содержит поршневой клапан с возвратной пружиной и тормозным плунжером и шариковый сервоклапан с нажимным плунжером и пружиной, причем поршневой клапан выполнен с возможностью автоматического открытия при высоком давлении жидкости в месте соединения входа гидровозбудителя, циклового аккумулятора и выхода нагнетания насосной станции и автоматического закрытия при низком давлении, а также с обеспечением во время автоматического открытия поступления жидкости под давлением из циклового аккумулятора в силовой гидроцилиндр, а во время автоматического закрытия - заполнения циклового аккумулятора жидкостью из насосной станции для формирования в силовом гидроцилиндре импульсов жидкости для вибрационного воздействия, а поршневой сервоклапан снабжен пружиной, выполненной с возможностью регулирования ее сжатия посредством сервомеханизма дистанционного и/или программного управления для обеспечения регулирования давления жидкости, времени открытия и закрытия поршневого клапана для изменения частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия.
2. Вибропресс по п.1, отличающийся тем, что насосная станция выполнена с возможностью дистанционного и/или программного регулирования подачи жидкости и давления на своем выходе.
3. Способ вибропрессования архитектурно-строительной смеси на вибропрессе вертикального типа по п.1, включающий этап засыпки рабочей архитектурно-строительной смеси в полости матрицы вибропресса, которую осуществляют с вибрационным воздействием на указанную рабочую смесь от вибростола вибропресса, формование из последней изделий путем сдавливающего воздействия на рабочую архитектурно-строительную смесь сверху пуансонами вибропресса и вибрационного воздействия от вибростола снизу, при этом формование изделий осуществляют в два этапа, на одном из которых производят предварительное виброуплотнение рабочей архитектурно-строительной смеси, а на другом - окончательное виброуплотнение, на этапе засыпки рабочей смеси и этапах формования из нее изделий осуществляют изменение параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия, величины которых на упомянутых этапах устанавливают в зависимости от состава рабочей смеси, причем на этапе засыпки рабочей смеси частоту вибрационного воздействия устанавливают составляющей 80-100% от максимальной величины, а амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия -составляющими 20-50% от максимальной величины, а на этапах предварительного и окончательного виброуплотнения частоту устанавливают составляющей, соответственно, 50-80 и 10-50% от максимальной величины, а упомянутые амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия - составляющими 50-70% от максимальной величины на этапе предварительного виброуплотнения и 70-100% от максимальной величины на этапе окончательного уплотнения.
4. Способ по п.3, в котором частоту вибрационного воздействия устанавливают в диапазоне 10-100 Гц, а амплитуду удельной силы вибрационного воздействия устанавливают в диапазоне 10-200 кПа при амплитуде виброперемещений 1-3 мм.

Текст
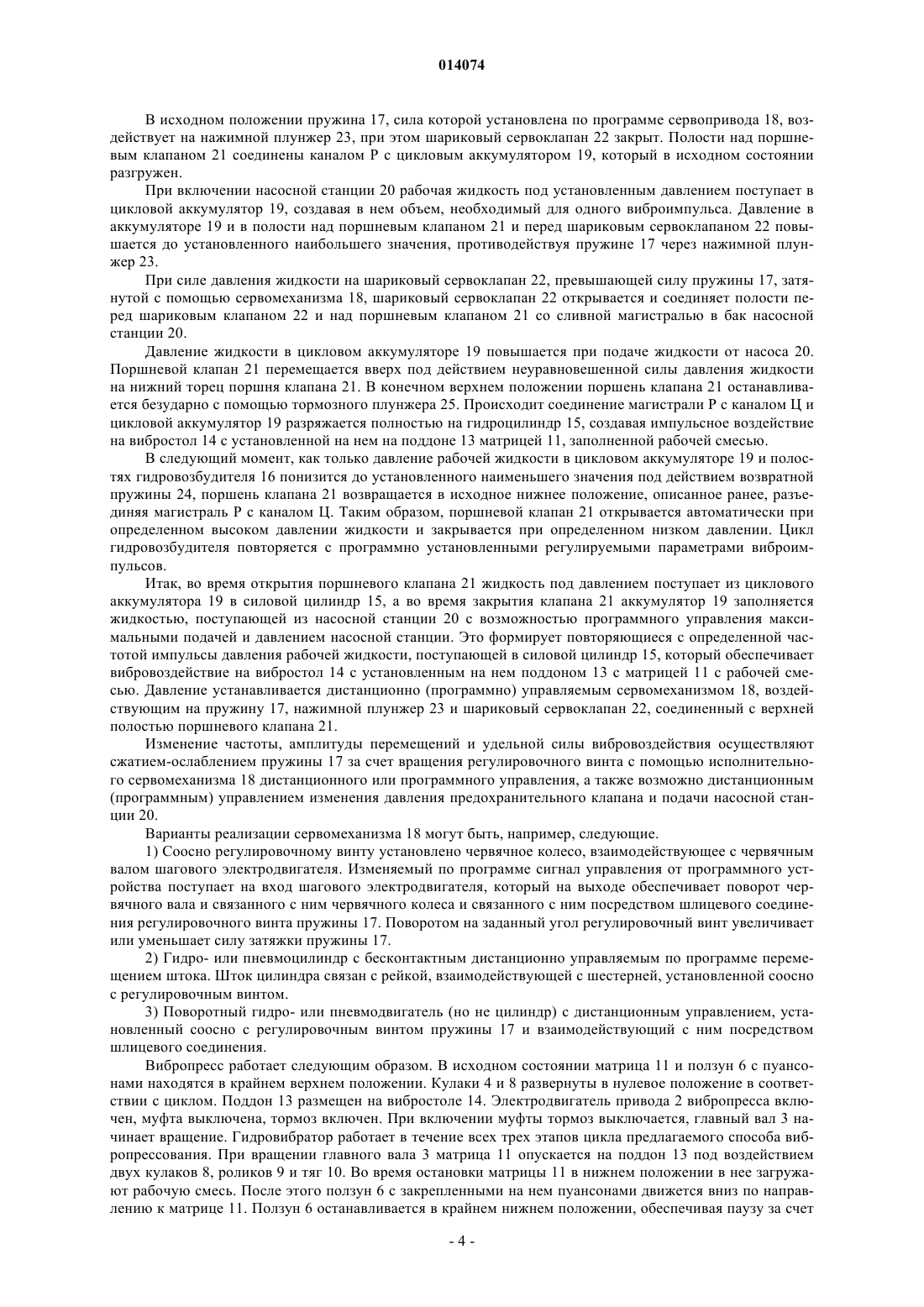
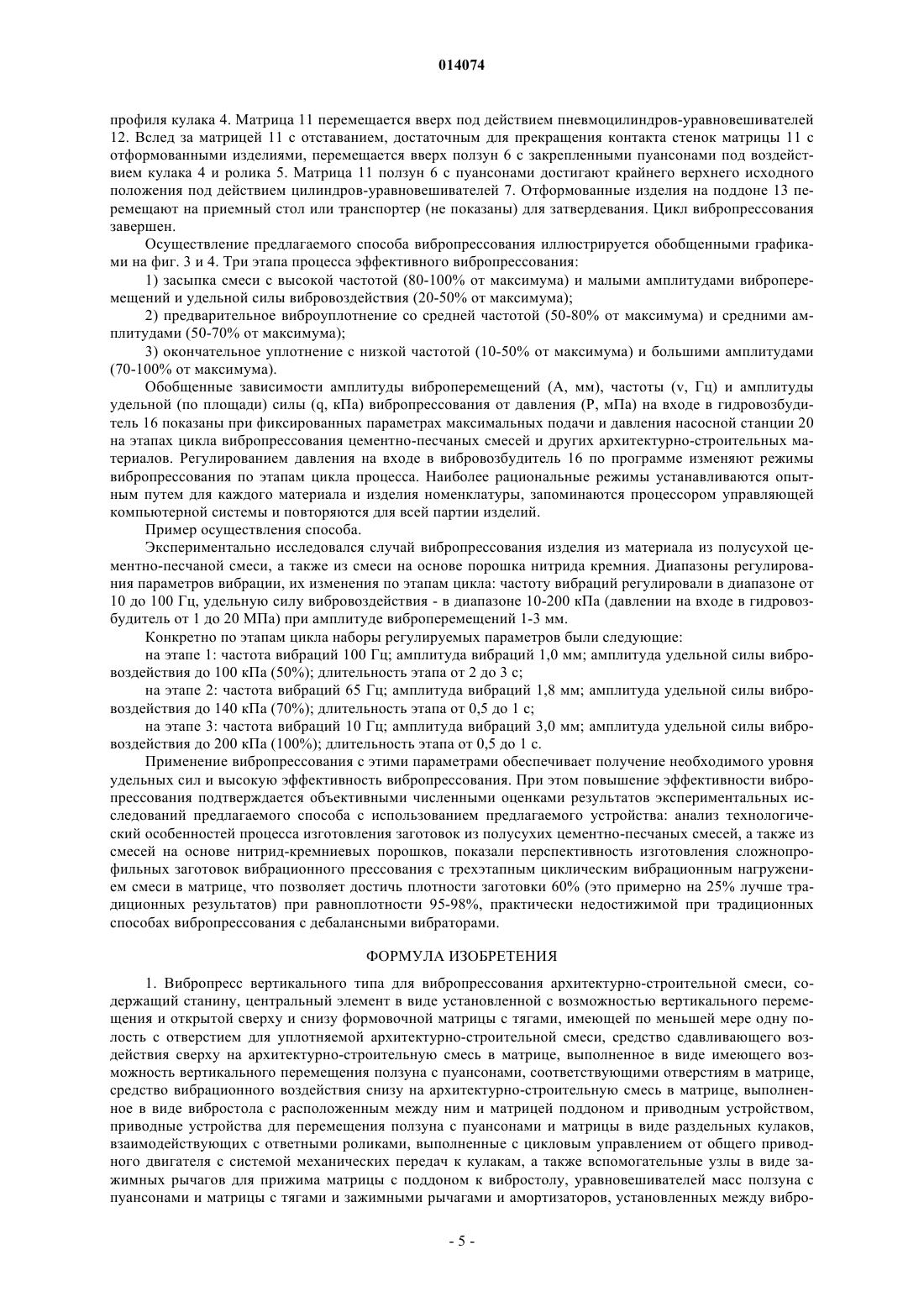
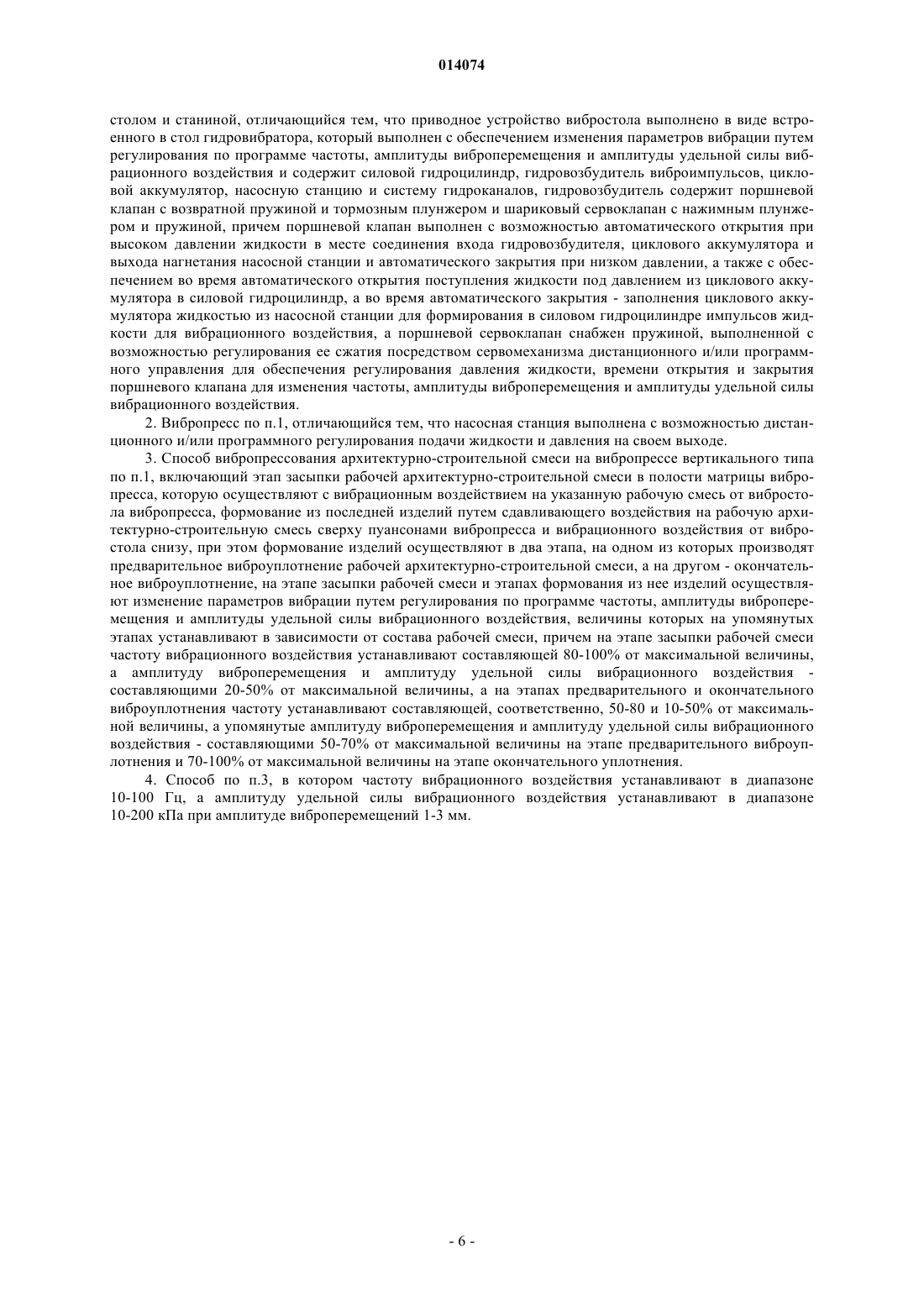
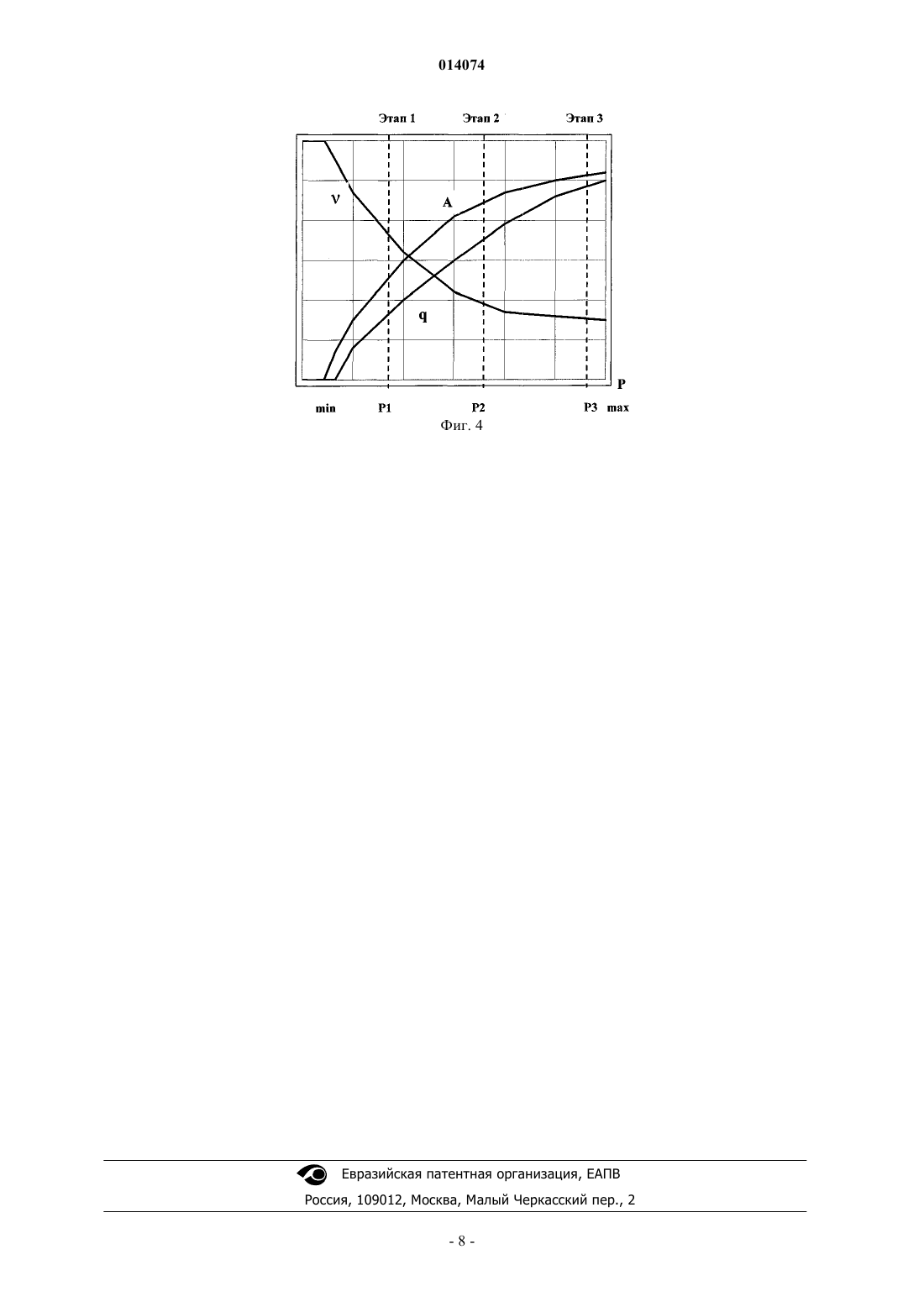
Бочаров Юрий Александрович (RU) Изобретение относится к обработке давлением и может быть использовано для вибропрессования архитектурно-строительной смеси. Вибропресс содержит станину и центральный элемент в виде подвижной формовочной матрицы с тягами. Матрица имеет по меньшей мере одну полость с отверстием для уплотняемой смеси. Для сдавливающего воздействия на смесь сверху предусмотрено средство в виде ползуна с пуансонами. Снизу на смесь воздействуют с помощью вибростола с поддоном и приводным устройством. Приводное устройство представляет собой встроенный в стол гидровибратор. Последний обеспечивает изменение параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия. Гидровибратор содержит силовой гидроцилиндр, гидровозбудитель виброимпульсов, цикловой аккумулятор, насосную станцию и систему гидроканалов. Параметры вибрации изменяют на этапах засыпки смеси и формования из нее изделий, которые ведут в два этапа. В результате обеспечивается повышение эффективности процесса вибропрессования и улучшение качества полученных изделий. 014074 Область техники Изобретение относится к вибропрессам вертикального типа с гидравлическими вибраторами и способам вибропрессования с их использованием. Уровень техники Одними из наиболее известных вибропрессов вертикального типа являются вибропрессы американской компании Бессер (Besser). Наиболее близкими к предлагаемым объектам изобретения - вибропресс и способ вибропрессования с его использованием - являются устройство и способ по патенту США 4978488 (1990) с включением в тексте описания ссылки на патент США 4395213 (1983). Описанный вибропресс содержит станину вертикального типа со стойками-направляющими, приводной блок для вала с кулаками, ответными для кулаков роликами для ползуна с пуансонами и для матрицы, открытой сверху и снизу, и с вибропрессуемой смесью, поддон матрицы, цилиндрыуравновешиватели ползуна и матрицы, устройства прижима матрицы с поддоном к вибростолу, вибраторы вибростола и его амортизаторы. В указанном вибропрессе использованы дебалансные вибраторы с приводом от электродвигателей. Частоту вибраций (обычно 25 или 50 Гц) устанавливают применением электродвигателей с частотой вращения 1500 или 3000 об/мин, которая не изменяется в течение цикла, амплитуду в течение цикла вибропрессования устанавливают по программе перестановкой дебалансных масс. Для этого вал вибратора могут не останавливать во время цикла вибропрессования, а поворот дебалансных масс могут осуществлять встроенным в полость приводного вала перемещаемым поршневым механизмом преимущественно пневмопривода с программным управлением. Вал вибратора вращают с практически постоянной угловой скоростью (постоянной частотой вращения). Амплитуду вибрации могут изменять по программе за счет перемещения контрбаланса, который эксцентрически вызывает вибрацию и двигатель продолжает вращаться во время всего цикла прессования изделия, после чего останавливают приводной электродвигатель системы. Непрерывно вращаемый узел вала содержит закрепленную эксцентриковую часть и переставляемую контрбалансную массу. Узел вала имеет цилиндр с поршнем, присоединенным к контрбалансной массе для вращательного движения груза относительно закрепленной эксцентриковой части. Возврат массы в исходное положение выполняет пружина с заранее установленным уровнем силы. Применение дебалансных вибраторов ограничивает возможности эффективного вибропрессования изделий большого объема и особенно изделий из новых полистирол-бетонных материалов для приготовления современных изделий архитектурно-строительных блоков, где кроме цементно-песчаных рабочих смесей применяют полистирол-бетонные рабочие смеси и другие материалы, требующие для оптимизации процесса формования применения переменного в течение цикла вибровоздействия на рабочую смесь с изменяемыми параметрами вибрации: частотой и амплитудами виброперемещений и удельных сил вибраций. Указанный в американском патенте вибропресс также использован для реализации способа вибропрессования с программно изменяемой в течение этапов цикла вибропрессования амплитудой и практически постоянной частотой вибраций. По этому способу цементно-песчаную смесь (далее рабочая смесь) подают в открытую сверху и снизу матрицу, расположенную на поддоне. Во время формования изделия на рабочую смесь воздействуют сверху статической силой, которую создают формующие пуансоны и снизу динамическими вибрациями, которые создают вибраторы, воздействующие на поддон с установленной на нем матрицей. После окончания формования силовое и вибрационное воздействия прекращают, пуансоны и матрица удаляют, а изделия на поддоне передают для окончательного затвердевания. Ограничением способа является наличие только двух этапов цикла вибропрессования и регулирование практически только одного параметра амплитуды виброперемещений, что значительно сужает функциональные возможности способа, не дает возможности оптимизировать процесс изменением частоты и удельных сил вибраций, снижает эффективность вибропрессования и качество получаемых изделий. Раскрытие изобретения Технической задачей изобретения является повышение эффективности процесса вибропрессования и качества (высоких величин плотности до 60% и равноплотности до 95-98%) изделий из бетонных смесей с разными типами примесей (песчано-, полистирол- и т.п.), разных объемов и номенклатуры. Для изготовления современных изделий кроме цементно-песчаных рабочих смесей применяют полистиролбетонные рабочие смеси и другие материалы, требующие для оптимизации процесса формования применения переменного в течение трех этапов цикла вибровоздействия на рабочую смесь с изменяемыми параметрами вибрации: частотой в диапазоне 10-100 Гц, амплитудой удельных сил вибраций 10-200 кПа и амплитудой виброперемещений 1-3 мм. В заявляемых устройстве вибропресса и способе вибропрессования с его использованием эта задача решается посредством применения встроенного в вибростол оригинального гидровибратора с гидровозбудителем виброимпульсов, который обеспечивает переменные, регулируемые дистанционно по программе частоту, амплитуду перемещения и величину удельной силы воздействия на изделие и его виброуплотнение в течение трех этапов процесса формования: заполнения матрицы пресс-формы, предварительного виброуплотнения и окончательного виброуплотнения.-1 014074 Вибропресс вертикального типа для вибропрессования архитектурно-строительной смеси содержит станину, центральный элемент в виде установленной с возможностью вертикального перемещения и открытой сверху и снизу формовочной матрицы с тягами, имеющей по меньшей мере одну полость с отверстием для уплотняемой архитектурно-строительной смеси. Также вибропресс содержит средство сдавливающего воздействия сверху на архитектурно-строительную смесь в матрице, выполненное в виде имеющего возможность вертикального перемещения ползуна с пуансонами, соответствующими отверстиям в матрице, и средство вибрационного воздействия снизу на архитектурно-строительную смесь в матрице, выполненное в виде вибростола с расположенным между ним и матрицей поддоном и приводным устройством. Также есть приводные устройства для перемещения ползуна с пуансонами и матрицы в виде раздельных кулаков, взаимодействующих с ответными роликами, выполненные с цикловым управлением от общего приводного двигателя с системой механических передач к кулакам. Также есть вспомогательные узлы в виде зажимных рычагов для прижима матрицы с поддоном к вибростолу, уравновешивателей масс ползуна с пуансонами и матрицы с тягами и зажимными рычагами и амортизаторов,установленных между вибростолом и станиной. Предлагаемый вибропресс отличается тем, что приводное устройство вибростола выполнено в виде встроенного в стол гидровибратора, который выполнен с обеспечением изменения параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия. Гидровибратор содержит силовой гидроцилиндр, гидровозбудитель виброимпульсов, цикловой аккумулятор, насосную станцию и систему гидроканалов. Гидровозбудитель содержит поршневой клапан с возвратной пружиной и тормозным плунжером и шариковый сервоклапан с нажимным плунжером и пружиной. Причем поршневой клапан выполнен с возможностью автоматического открытия при высоком давлении жидкости в месте соединения входа гидровозбудителя, циклового аккумулятора и выхода нагнетания насосной станции и автоматического закрытия при низком давлении, а также с обеспечением во время автоматического открытия поступления жидкости под давлением из циклового аккумулятора в силовой гидроцилиндр, а во время автоматического закрытия - заполнения циклового аккумулятора жидкостью из насосной станции для формирования в силовом гидроцилиндре импульсов жидкости для вибрационного воздействия. Поршневой сервоклапан снабжен пружиной, выполненной с возможностью регулирования ее сжатия посредством сервомеханизма дистанционного и/или программного управления для обеспечения регулирования давления жидкости, времени открытия и закрытия поршневого клапана для изменения частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия. Для расширения возможностей вибропресса насосная станция также может иметь возможность дистанционного и/или программного регулирования подачи жидкости и давления на своем выходе. С помощью такого вибропресса с встроенным гидровибратором и с такими возможностями регулирования параметров вибрации предлагается реализовать способ вибропрессования архитектурностроительной смеси, включающий этап засыпки рабочей архитектурно-строительной смеси в полости матрицы вибропресса, которую осуществляют с вибрационным воздействием на указанную рабочую смесь от вибростола вибропресса, формование из последней изделий путем сдавливающего воздействия на рабочую архитектурно-строительную смесь сверху пуансонами вибропресса и вибрационного воздействия от вибростола снизу. При этом формование изделий осуществляют в два этапа, на одном из которых производят предварительное виброуплотнение рабочей архитектурно-строительной смеси, а на другом - окончательное виброуплотнение. На этапе засыпки рабочей смеси и этапах формования из нее изделий осуществляют изменение параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия, величины которых на упомянутых этапах устанавливают в зависимости от состава рабочей смеси. Причем на этапе засыпки рабочей смеси частоту вибрационного воздействия устанавливают составляющей 80-100% от максимальной величины, а амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия - составляющими 20-50% от максимальной величины, а на этапах предварительного и окончательного виброуплотнения частоту устанавливают составляющей соответственно 50-80% и 10-50% от максимальной величины, а упомянутые амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия - составляющими 50-70% от максимальной величины на этапе предварительного виброуплотнения и 70-100% от максимальной величины на этапе окончательного уплотнения. Частоту вибраций устанавливают преимущественно в диапазоне 10-100 Гц, амплитуду удельной силы вибровоздействия устанавливают в диапазоне 10-200 кПа при амплитуде виброперемещений 1-3 мм (такие диапазоны величин параметров вибраций эффективнее обеспечить предлагаемым вибропрессом с встроенным гидровибратором, чем с дебалансным вибратором). Перечень чертежей На фиг. 1 - комбинированная кинематическая и гидравлическая схема вибропресса. На фиг. 2 - разрез гидровибратора, встроенного в вибростол. На фиг. 3 - обобщенная циклограмма этапов вибропрессования в виде графика регулирования давления на входе в гидровозбудитель по времени.-2 014074 На фиг. 4 - обобщенные графики непрерывного изменения параметров вибраций: амплитуды перемещений, частоты и амплитуды удельной силы вибровоздействия в зависимости от величины регулируемого давления на входе в гидровозбудитель в процессе вибропрессования с отметкой фиксированных величин параметров на каждом из этапов цикла вибропрессования. Осуществление изобретения На фиг. 1, 2 позициями обозначены: 1 - станина вибропресса вертикального типа с двумя стойкаминаправляющими; 2 - приводной блок (электродвигатель, зубчатая передача 1, муфта-тормоз, промежуточный вал, зубчатая передача 2); 3 - главный вал для привода кулаков; 4 - центральный приводной кулак (для ползуна); 5 - ответный центральный ролик; 6 - ползун с пуансонами, взаимодействующими с матрицей; 7 - цилиндры-уравновешиватели ползуна с пуансонами; 8 - боковые приводные кулаки для матрицы; 9 - ответные боковые ролики; 10 - тяги матрицы; 11 - формовочная матрица, открытая сверху и снизу; 12 - возвратные цилиндры-уравновешиватели матрицы, тяг и зажимных рычагов; 13 - поддон матрицы; 14 - вибростол; в составе гидровибратора: 15 - силовой исполнительный гидроцилиндр с пружиной возврата поршня; 16 - гидровозбудитель виброимпульсов в сборе; 17 - пружина с управляемой силой затяжки от сервомеханизма 18 управления переменными параметрами виброимпульсов гидровозбудителя; 18 - дистанционно (программно) управляемое исполнительное устройство (сервомеханизм) для управления гидровозбудителем 16 через пружину 17; 19 - цикловой гидроаккумулятор; 20 - типовая гидростанция питания с регулируемыми подачей и давлением; 21 - поршневой клапан; 22 - шариковый сервоклапан управления поршневым клапаном 21; 23 - нажимной плунжер от пружины 17 на шарик сервоклапана 22; 24 - возвратная пружина поршневого клапана 21; 25 - тормозной плунжер поршневого клапана 21. Сокращенные обозначения на фиг. 1, 2: ДУ - дистанционное управление; ПУ - программное управление. На фиг. 2 также буквенно обозначены: Р - подвод потока от насосной станции 20 на вход гидровозбудителя 16 с присоединенным цикловым аккумулятором 19; С - слив в бак насосной станции 20, Ц подвод потока от гидровозбудителя 16 к силовому цилиндру 15. Пунктирными линиями со стрелками на элементе 16 схемы фиг. 1 условно обозначена обратная связь по перепаду давления, который переключает поршневой клапан 21 гидровозбудителя 16. На фиг. 1 не показаны зажимные рычаги с резиновыми баллонами для прижима матрицы 11 с поддоном 13 к вибростолу 14; баллоны и амортизаторы вибростола 14. Вибропресс выполнен вертикального типа с двухстоечной станиной 1, в верхней части которой расположен приводной блок 2, состоящий из электродвигателя, зубчатой передачи 1, фрикционной дисковой муфты-тормоза, промежуточного вала, который связан зубчатой передачей 2 с главным валом 3. На главном валу 3 закреплены центральный 4 и два боковых 8 приводных кулака, спрофилированные в соответствии с циклом для перемещения ползуна 6 с пуансонами, закрепленными на нем, и матрицы 11. Центральный кулак 4 взаимодействует с роликом 5, закрепленным на ползуне 6. Ползун 6 под воздействием центрального кулака 4 может перемещаться вертикально в направляющих станины 1. Масса ползуна 6 с пуансонами уравновешена с помощью пневматических поршневых цилиндровуравновешивателей 7, штоки которых закреплены на ползуне 6, а сила, развиваемая цилиндрамиуравновешивателями 7, достаточна для постоянного прижима ролика 5 к кулаку 4 и возвратного хода ползуна 6 в исходную верхнюю позицию. Два боковых кулака 8 взаимодействуют с матрицей 11 с помощью тяг 10 с роликами 9. В нижней части станины 1 размещен вибростол 14, который имеет возможность перемещаться вертикально в направляющих (не показаны) в пределах амплитуды под воздействием вибраций. На вибростоле 14 сверху размещается поддон 13, а на него устанавливается открытая сверху и снизу матрица 11. Матрица 11 во время вибраций плотно прижимается к поддону 13 и вибростолу 14 зажимными рычагами (не показаны) под воздействием беспоршневых резиновых баллонов (не показаны). Снизу вибростол 14 опирается на баллоны и амортизаторы (не показаны), установленные на станине 1 для уменьшения шума и воздействия вибраций на станину 1. Масса матрицы 11, двух тяг 10 и двух зажимных рычагов уравновешена с помощью пневматических поршневых цилиндров-уравновешивателей 12, скрепленных со станиной 1. Сила уравновешивателей 12 обеспечивает постоянный прижим роликов 9 к кулакам 8 и возвращение матрицы в исходную верхнюю позицию. В вибростол 14 встроен гидровибратор, состоящий из силового цилиндра 15 и гидровозбудителя виброимпульсов 16 с пружиной 17, регулируемой дистанционно (программно) управляемым сервомеханизмом 18 для изменения параметров вибраций гидровибратора. Цикловой аккумулятор 19 и гидроагрегат типовой насосной станции 20 гидровибратора установлены в непосредственной близости от него. Гидровозбудитель 16 виброимпульсов, изображенный на фиг. 2 в исходном положении, содержит поршневой клапан 21 с возвратной пружиной 24 и тормозным плунжером 25, шариковый сервоклапан 22, нажимной плунжер 23, регулируемую пружину 17, сервомеханизм 18, типовой цикловой аккумулятор 19, максимальный объем жидкости в котором достаточен для обеспечения одного максимально возможного виброимпульса гидровибратора. Достаточно сложная система коммутации гидроканалов между основными элементами гидровозбудителя 16 также подробно показана на фиг. 2. Гидровозбудитель виброимпульсов работает следующим образом.-3 014074 В исходном положении пружина 17, сила которой установлена по программе сервопривода 18, воздействует на нажимной плунжер 23, при этом шариковый сервоклапан 22 закрыт. Полости над поршневым клапаном 21 соединены каналом Р с цикловым аккумулятором 19, который в исходном состоянии разгружен. При включении насосной станции 20 рабочая жидкость под установленным давлением поступает в цикловой аккумулятор 19, создавая в нем объем, необходимый для одного виброимпульса. Давление в аккумуляторе 19 и в полости над поршневым клапаном 21 и перед шариковым сервоклапаном 22 повышается до установленного наибольшего значения, противодействуя пружине 17 через нажимной плунжер 23. При силе давления жидкости на шариковый сервоклапан 22, превышающей силу пружины 17, затянутой с помощью сервомеханизма 18, шариковый сервоклапан 22 открывается и соединяет полости перед шариковым клапаном 22 и над поршневым клапаном 21 со сливной магистралью в бак насосной станции 20. Давление жидкости в цикловом аккумуляторе 19 повышается при подаче жидкости от насоса 20. Поршневой клапан 21 перемещается вверх под действием неуравновешенной силы давления жидкости на нижний торец поршня клапана 21. В конечном верхнем положении поршень клапана 21 останавливается безударно с помощью тормозного плунжера 25. Происходит соединение магистрали Р с каналом Ц и цикловой аккумулятор 19 разряжается полностью на гидроцилиндр 15, создавая импульсное воздействие на вибростол 14 с установленной на нем на поддоне 13 матрицей 11, заполненной рабочей смесью. В следующий момент, как только давление рабочей жидкости в цикловом аккумуляторе 19 и полостях гидровозбудителя 16 понизится до установленного наименьшего значения под действием возвратной пружины 24, поршень клапана 21 возвращается в исходное нижнее положение, описанное ранее, разъединяя магистраль Р с каналом Ц. Таким образом, поршневой клапан 21 открывается автоматически при определенном высоком давлении жидкости и закрывается при определенном низком давлении. Цикл гидровозбудителя повторяется с программно установленными регулируемыми параметрами виброимпульсов. Итак, во время открытия поршневого клапана 21 жидкость под давлением поступает из циклового аккумулятора 19 в силовой цилиндр 15, а во время закрытия клапана 21 аккумулятор 19 заполняется жидкостью, поступающей из насосной станции 20 с возможностью программного управления максимальными подачей и давлением насосной станции. Это формирует повторяющиеся с определенной частотой импульсы давления рабочей жидкости, поступающей в силовой цилиндр 15, который обеспечивает вибровоздействие на вибростол 14 с установленным на нем поддоном 13 с матрицей 11 с рабочей смесью. Давление устанавливается дистанционно (программно) управляемым сервомеханизмом 18, воздействующим на пружину 17, нажимной плунжер 23 и шариковый сервоклапан 22, соединенный с верхней полостью поршневого клапана 21. Изменение частоты, амплитуды перемещений и удельной силы вибровоздействия осуществляют сжатием-ослаблением пружины 17 за счет вращения регулировочного винта с помощью исполнительного сервомеханизма 18 дистанционного или программного управления, а также возможно дистанционным(программным) управлением изменения давления предохранительного клапана и подачи насосной станции 20. Варианты реализации сервомеханизма 18 могут быть, например, следующие. 1) Соосно регулировочному винту установлено червячное колесо, взаимодействующее с червячным валом шагового электродвигателя. Изменяемый по программе сигнал управления от программного устройства поступает на вход шагового электродвигателя, который на выходе обеспечивает поворот червячного вала и связанного с ним червячного колеса и связанного с ним посредством шлицевого соединения регулировочного винта пружины 17. Поворотом на заданный угол регулировочный винт увеличивает или уменьшает силу затяжки пружины 17. 2) Гидро- или пневмоцилиндр с бесконтактным дистанционно управляемым по программе перемещением штока. Шток цилиндра связан с рейкой, взаимодействующей с шестерней, установленной соосно с регулировочным винтом. 3) Поворотный гидро- или пневмодвигатель (но не цилиндр) с дистанционным управлением, установленный соосно с регулировочным винтом пружины 17 и взаимодействующий с ним посредством шлицевого соединения. Вибропресс работает следующим образом. В исходном состоянии матрица 11 и ползун 6 с пуансонами находятся в крайнем верхнем положении. Кулаки 4 и 8 развернуты в нулевое положение в соответствии с циклом. Поддон 13 размещен на вибростоле 14. Электродвигатель привода 2 вибропресса включен, муфта выключена, тормоз включен. При включении муфты тормоз выключается, главный вал 3 начинает вращение. Гидровибратор работает в течение всех трех этапов цикла предлагаемого способа вибропрессования. При вращении главного вала 3 матрица 11 опускается на поддон 13 под воздействием двух кулаков 8, роликов 9 и тяг 10. Во время остановки матрицы 11 в нижнем положении в нее загружают рабочую смесь. После этого ползун 6 с закрепленными на нем пуансонами движется вниз по направлению к матрице 11. Ползун 6 останавливается в крайнем нижнем положении, обеспечивая паузу за счет-4 014074 профиля кулака 4. Матрица 11 перемещается вверх под действием пневмоцилиндров-уравновешивателей 12. Вслед за матрицей 11 с отставанием, достаточным для прекращения контакта стенок матрицы 11 с отформованными изделиями, перемещается вверх ползун 6 с закрепленными пуансонами под воздействием кулака 4 и ролика 5. Матрица 11 ползун 6 с пуансонами достигают крайнего верхнего исходного положения под действием цилиндров-уравновешивателей 7. Отформованные изделия на поддоне 13 перемещают на приемный стол или транспортер (не показаны) для затвердевания. Цикл вибропрессования завершен. Осуществление предлагаемого способа вибропрессования иллюстрируется обобщенными графиками на фиг. 3 и 4. Три этапа процесса эффективного вибропрессования: 1) засыпка смеси с высокой частотой (80-100% от максимума) и малыми амплитудами виброперемещений и удельной силы вибровоздействия (20-50% от максимума); 2) предварительное виброуплотнение со средней частотой (50-80% от максимума) и средними амплитудами (50-70% от максимума); 3) окончательное уплотнение с низкой частотой (10-50% от максимума) и большими амплитудами(70-100% от максимума). Обобщенные зависимости амплитуды виброперемещений (А, мм), частоты (v, Гц) и амплитуды удельной (по площади) силы (q, кПа) вибропрессования от давления (Р, мПа) на входе в гидровозбудитель 16 показаны при фиксированных параметрах максимальных подачи и давления насосной станции 20 на этапах цикла вибропрессования цементно-песчаных смесей и других архитектурно-строительных материалов. Регулированием давления на входе в вибровозбудитель 16 по программе изменяют режимы вибропрессования по этапам цикла процесса. Наиболее рациональные режимы устанавливаются опытным путем для каждого материала и изделия номенклатуры, запоминаются процессором управляющей компьютерной системы и повторяются для всей партии изделий. Пример осуществления способа. Экспериментально исследовался случай вибропрессования изделия из материала из полусухой цементно-песчаной смеси, а также из смеси на основе порошка нитрида кремния. Диапазоны регулирования параметров вибрации, их изменения по этапам цикла: частоту вибраций регулировали в диапазоне от 10 до 100 Гц, удельную силу вибровоздействия - в диапазоне 10-200 кПа (давлении на входе в гидровозбудитель от 1 до 20 МПа) при амплитуде виброперемещений 1-3 мм. Конкретно по этапам цикла наборы регулируемых параметров были следующие: на этапе 1: частота вибраций 100 Гц; амплитуда вибраций 1,0 мм; амплитуда удельной силы вибровоздействия до 100 кПа (50%); длительность этапа от 2 до 3 с; на этапе 2: частота вибраций 65 Гц; амплитуда вибраций 1,8 мм; амплитуда удельной силы вибровоздействия до 140 кПа (70%); длительность этапа от 0,5 до 1 с; на этапе 3: частота вибраций 10 Гц; амплитуда вибраций 3,0 мм; амплитуда удельной силы вибровоздействия до 200 кПа (100%); длительность этапа от 0,5 до 1 с. Применение вибропрессования с этими параметрами обеспечивает получение необходимого уровня удельных сил и высокую эффективность вибропрессования. При этом повышение эффективности вибропрессования подтверждается объективными численными оценками результатов экспериментальных исследований предлагаемого способа с использованием предлагаемого устройства: анализ технологический особенностей процесса изготовления заготовок из полусухих цементно-песчаных смесей, а также из смесей на основе нитрид-кремниевых порошков, показали перспективность изготовления сложнопрофильных заготовок вибрационного прессования с трехэтапным циклическим вибрационным нагружением смеси в матрице, что позволяет достичь плотности заготовки 60% (это примерно на 25% лучше традиционных результатов) при равноплотности 95-98%, практически недостижимой при традиционных способах вибропрессования с дебалансными вибраторами. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Вибропресс вертикального типа для вибропрессования архитектурно-строительной смеси, содержащий станину, центральный элемент в виде установленной с возможностью вертикального перемещения и открытой сверху и снизу формовочной матрицы с тягами, имеющей по меньшей мере одну полость с отверстием для уплотняемой архитектурно-строительной смеси, средство сдавливающего воздействия сверху на архитектурно-строительную смесь в матрице, выполненное в виде имеющего возможность вертикального перемещения ползуна с пуансонами, соответствующими отверстиям в матрице,средство вибрационного воздействия снизу на архитектурно-строительную смесь в матрице, выполненное в виде вибростола с расположенным между ним и матрицей поддоном и приводным устройством,приводные устройства для перемещения ползуна с пуансонами и матрицы в виде раздельных кулаков,взаимодействующих с ответными роликами, выполненные с цикловым управлением от общего приводного двигателя с системой механических передач к кулакам, а также вспомогательные узлы в виде зажимных рычагов для прижима матрицы с поддоном к вибростолу, уравновешивателей масс ползуна с пуансонами и матрицы с тягами и зажимными рычагами и амортизаторов, установленных между вибро-5 014074 столом и станиной, отличающийся тем, что приводное устройство вибростола выполнено в виде встроенного в стол гидровибратора, который выполнен с обеспечением изменения параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия и содержит силовой гидроцилиндр, гидровозбудитель виброимпульсов, цикловой аккумулятор, насосную станцию и систему гидроканалов, гидровозбудитель содержит поршневой клапан с возвратной пружиной и тормозным плунжером и шариковый сервоклапан с нажимным плунжером и пружиной, причем поршневой клапан выполнен с возможностью автоматического открытия при высоком давлении жидкости в месте соединения входа гидровозбудителя, циклового аккумулятора и выхода нагнетания насосной станции и автоматического закрытия при низком давлении, а также с обеспечением во время автоматического открытия поступления жидкости под давлением из циклового аккумулятора в силовой гидроцилиндр, а во время автоматического закрытия - заполнения циклового аккумулятора жидкостью из насосной станции для формирования в силовом гидроцилиндре импульсов жидкости для вибрационного воздействия, а поршневой сервоклапан снабжен пружиной, выполненной с возможностью регулирования ее сжатия посредством сервомеханизма дистанционного и/или программного управления для обеспечения регулирования давления жидкости, времени открытия и закрытия поршневого клапана для изменения частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия. 2. Вибропресс по п.1, отличающийся тем, что насосная станция выполнена с возможностью дистанционного и/или программного регулирования подачи жидкости и давления на своем выходе. 3. Способ вибропрессования архитектурно-строительной смеси на вибропрессе вертикального типа по п.1, включающий этап засыпки рабочей архитектурно-строительной смеси в полости матрицы вибропресса, которую осуществляют с вибрационным воздействием на указанную рабочую смесь от вибростола вибропресса, формование из последней изделий путем сдавливающего воздействия на рабочую архитектурно-строительную смесь сверху пуансонами вибропресса и вибрационного воздействия от вибростола снизу, при этом формование изделий осуществляют в два этапа, на одном из которых производят предварительное виброуплотнение рабочей архитектурно-строительной смеси, а на другом - окончательное виброуплотнение, на этапе засыпки рабочей смеси и этапах формования из нее изделий осуществляют изменение параметров вибрации путем регулирования по программе частоты, амплитуды виброперемещения и амплитуды удельной силы вибрационного воздействия, величины которых на упомянутых этапах устанавливают в зависимости от состава рабочей смеси, причем на этапе засыпки рабочей смеси частоту вибрационного воздействия устанавливают составляющей 80-100% от максимальной величины,а амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия составляющими 20-50% от максимальной величины, а на этапах предварительного и окончательного виброуплотнения частоту устанавливают составляющей, соответственно, 50-80 и 10-50% от максимальной величины, а упомянутые амплитуду виброперемещения и амплитуду удельной силы вибрационного воздействия - составляющими 50-70% от максимальной величины на этапе предварительного виброуплотнения и 70-100% от максимальной величины на этапе окончательного уплотнения. 4. Способ по п.3, в котором частоту вибрационного воздействия устанавливают в диапазоне 10-100 Гц, а амплитуду удельной силы вибрационного воздействия устанавливают в диапазоне 10-200 кПа при амплитуде виброперемещений 1-3 мм.
МПК / Метки
МПК: B28B 3/06, F15B 21/12, B30B 11/14
Метки: способ, вибропресс, вибропрессования, использованием
Код ссылки
<a href="https://eas.patents.su/9-14074-vibropress-i-sposob-vibropressovaniya-s-ego-ispolzovaniem.html" rel="bookmark" title="База патентов Евразийского Союза">Вибропресс и способ вибропрессования с его использованием</a>
Способ интерпретации сейсмических фаций с использованием текстурного анализа и нейронных сетей
Номер патента: 4551
Опубликовано: 24.06.2004
Авторы: Мэй Стивен Р., Уэст Брайан П.
МПК: G01V 7/00
Метки: анализа, сетей, текстурного, фаций, нейронных, интерпретации, использованием, способ, сейсмических
Формула / Реферат:
1. Способ идентификации сейсмических фаций в объеме сейсмических данных, заключающийся в том, что (a) вычисляют множество начальных текстурных атрибутов, характеризующих объем сейсмических данных, (b) конструируют вероятностную нейронную сеть на основании вычисленных начальных текстурных атрибутов, (c) вычисляют классификацию фаций в части объема сейсмических данных, (d) повторяют шаги с (a) по (c) до тех пор, пока вычисленные классификации...
Способ удаления вредных веществ из сигарет и табака перед их использованием и устройство для его осуществления.
Номер патента: 155
Опубликовано: 29.10.1998
Автор: Гиолвас Георгиос
МПК: B01J 19/12, A62D 3/00, A24B 15/18...
Метки: удаления, веществ, осуществления, табака, устройство, сигарет, использованием, вредных, способ
Формула / Реферат:
1. Способ удаления вредных веществ из сигарет и табака перед их использованием, заключающийся в том, что сигареты или табак помещают в камеру, а удаление вредных веществ осуществляют путем воздействия на упомянутые сигареты или табак парами специальной жидкости, отличающийся тем, что в качестве специальной жидкости используют смесь, содержащую около 75% спирта 92° и около 25% перекиси водорода (Н2О2), указанную жидкость нагревают непосредственно...
Способ производства консервов с использованием дефростированного растительного сырья
Номер патента: 1571
Опубликовано: 23.04.2001
Авторы: Эльдарханов Аднан Саидович, Квасенков Олег Иванович, Эльдарханова Ирина Борисовна
МПК: A23B 7/045, A23B 7/10, A23L 1/212...
Метки: способ, использованием, сырья, дефростированного, производства, консервов, растительного
Формула / Реферат:
Способ производства консервов с использованием дефростированного растительного сырья, предусматривающий фасовку твердых компонентов и заливочной жидкости в тару, ее герметизацию и стерилизацию, отличающийся тем, что в состав заливочной жидкости вводят растворимую соль пищевой кислоты с поливалентным металлом, выбранным из группы макро- и микроэлементов.
Способ алкилирования с использованием катализатора, содержащего твердую кислоту и гидрирующий металл
Номер патента: 11022
Опубликовано: 30.12.2008
Авторы: Зейдендорп Стефан, Сант Ян, Ван Брукховен Эмануэль Херманус, Винклер Нильс
МПК: C10G 29/20, C07C 2/58
Метки: металл, содержащего, твердую, использованием, кислоту, способ, алкилирования, гидрирующий, катализатора
Формула / Реферат:
1. Способ алкилирования насыщенных углеводородов, который включает контакт насыщенных углеводородов, имеющих от 4 до 10 атомов углерода, с алкилирующим агентом, содержащим по меньшей мере один олефин, имеющий от 2 до 10 атомов углерода, в присутствии катализатора, содержащего твердую кислоту, выбранную из группы, состоящей из цеолитов, оксида кремния-оксида алюминия, сульфатных оксидов, смешанных оксидов циркония, молибдена, вольфрама или...
Способ добычи нефти с использованием эмульсии
Номер патента: 1304
Опубликовано: 25.12.2000
Автор: Брэгг Джеймс Р
МПК: E21B 33/138
Метки: способ, эмульсии, нефти, добычи, использованием
Формула / Реферат:
1. Эмульсия, стабилизированная твердыми веществами, предназначенная для использования при добыче углеводородов из пористой подземной формации, причем эмульсия включает: (a) первую жидкость; (b) капельки второй жидкости, взвешенной в первой жидкости, причем средний диаметр капелек меньше, чем средний диаметр горловины пор пористой подземной формации; и (c) твердые частицы, которые нерастворимы в обеих первой жидкости и второй жидкости при...
Предыдущий патент: Устройство для перемещения по вертикальной поверхности, содержащее вакуумный захват, и вакуумный захват
Следующий патент: Лопастная машина (варианты)