Система удаления краски с формы глубокой печати
Формула / Реферат
1. Система удаления краски с формы глубокой печати, содержащая
элемент для удаления краски, который при эксплуатации образует зону контакта с формой глубокой печати и на который переносятся излишки краски для глубокой печати во время относительного перемещения между элементом для удаления краски и формой глубокой печати;
узел ракельного ножа, расположенный за зоной контакта и взаимодействующий с элементом для удаления краски, чтобы удалить краску для глубокой печати с элемента для удаления краски;
систему подогрева узла ракельного ножа;
резервуар для сбора краски, в который помещается краска, удаленная с элемента для удаления краски; и
систему подогрева резервуара для сбора краски.
2. Система по п.1, в которой система подогрева узла ракельного ножа включает одну или более нагревательных труб, проходящих через узел ракельного ножа или прилегающих к нему для подачи нагретой текучей среды.
3. Система по п.1 или 2, дополнительно содержащая механический рыхлитель для облегчения удаления краски с узла ракельного ножа.
4. Система по любому из предшествующих пунктов, дополнительно содержащая систему подачи растворителя к элементу для удаления краски в области между зоной контакта и узлом ракельного ножа.
5. Система по п.4, в которой система подачи растворителя включает в себя увлажняющий валик, взаимодействующий с элементом для удаления краски для переноса пленки растворителя на элемент для удаления краски.
6. Система по п.5, дополнительно содержащая резервуар подачи растворителя, присоединенный для подачи растворителя к увлажняющему валику.
7. Система по п.5 или 6, в которой увлажняющий валик снабжен компоновкой канавок или анилоксовым валиком.
8. Система по п.7, в которой канавки проходят в основном параллельно оси увлажняющего валика или по кругу.
9. Система по любому из предшествующих пунктов, в которой резервуар для сбора краски включает в себя систему для транспортировки собираемой краски к выходу из резервуара.
10. Система по п.9, в которой система транспортировки включает в себя установленный с возможностью вращения шнек.
11. Система по любому из предшествующих пунктов, дополнительно содержащая систему транспортировки, соединенную с резервуаром для сбора краски, для транспортировки собранной краски в резервуар для хранения, при этом система транспортировки включает в себя подогреваемый трубопровод.
12. Система по п.11, дополнительно содержащая установленный с возможностью вращения в подогреваемом трубопроводе вращающийся шнек.
13. Система по п.10 или 12, в которой шнеки приводятся в движение общим приводным электродвигателем.
14. Система по любому из предшествующих пунктов, в которой элемент для удаления краски включает в себя установленный с возможностью вращения цилиндр.
15. Система глубокой печати, включающая форму глубокой печати; красочный аппарат для переноса краски на форму глубокой печати и систему удаления краски с формы глубокой печати по любому из предшествующих пунктов для удаления излишков краски с формы глубокой печати.

Текст
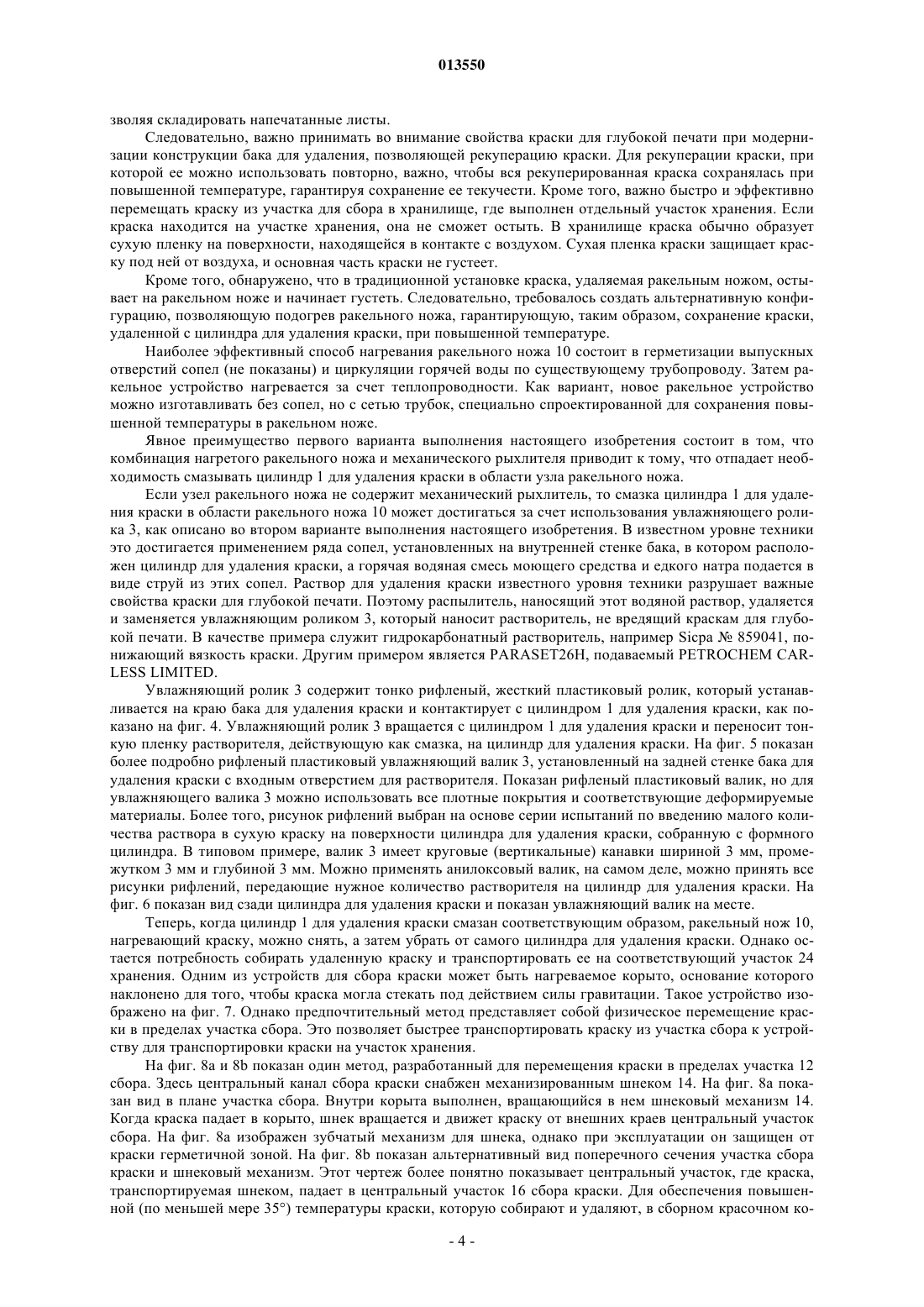
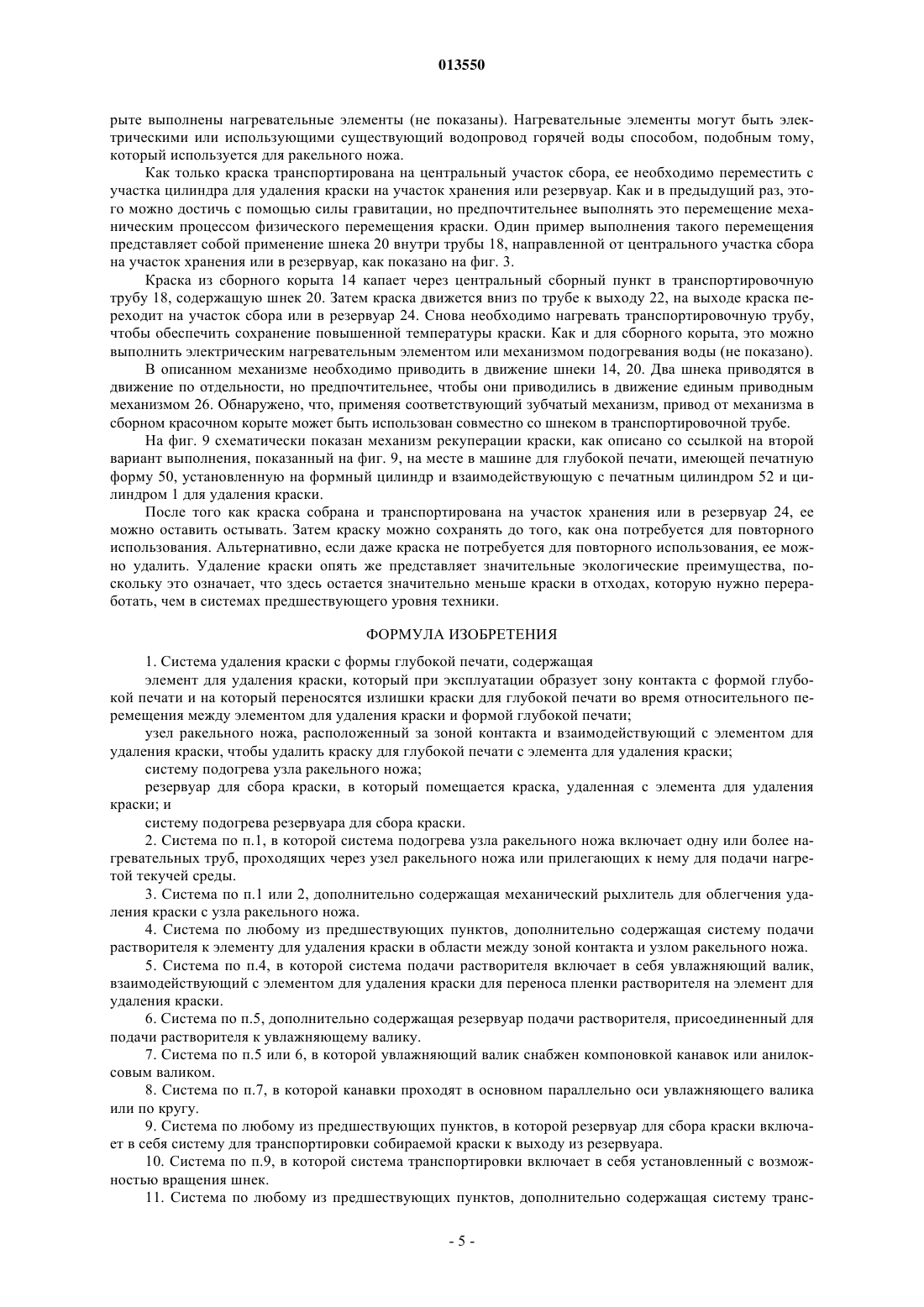
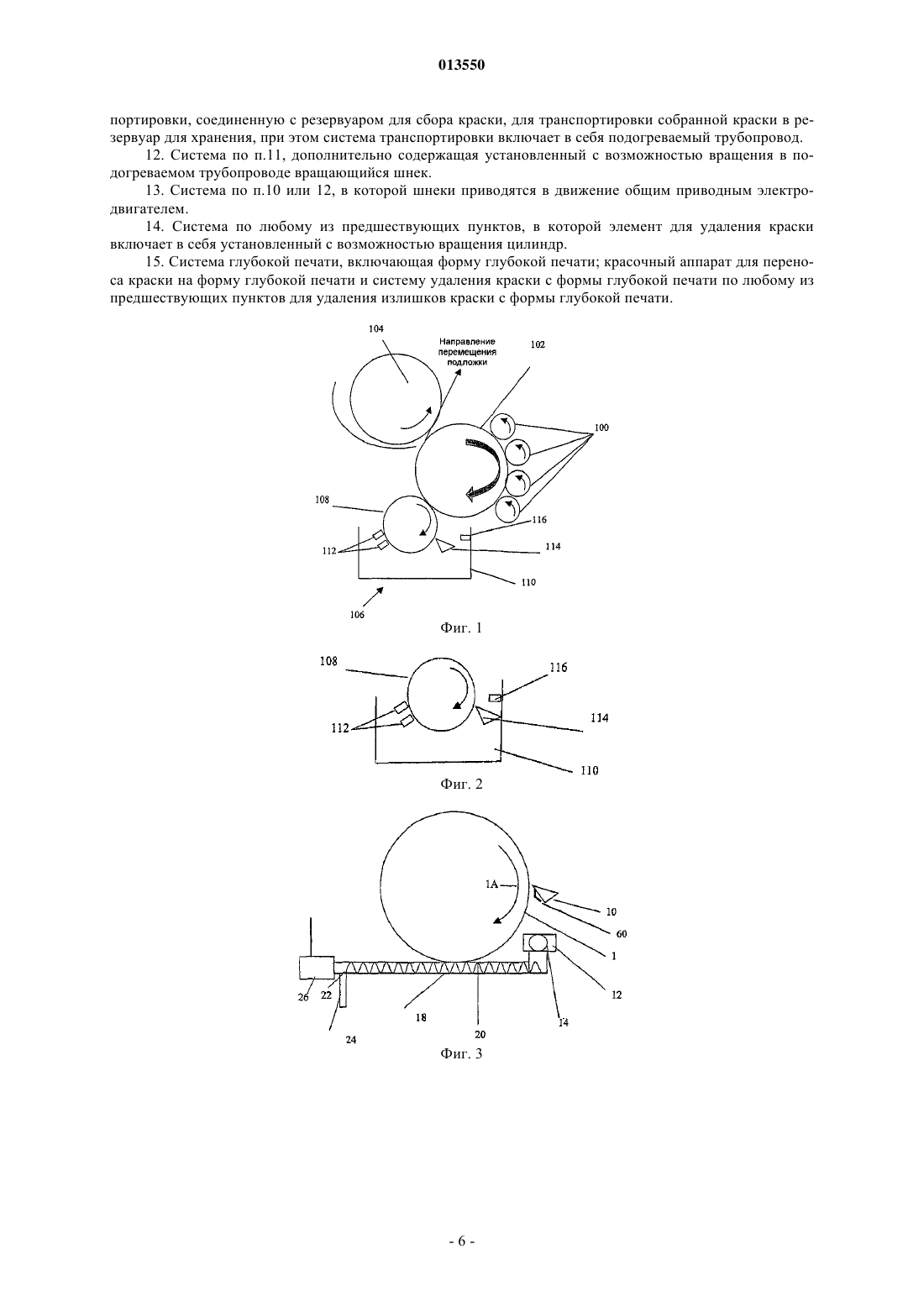
013550 Настоящее изобретение относится к усовершенствованной системе удаления краски машины глубокой печати, предназначенной для печатания банкнот и других ценных бумаг. Ценные бумаги печатаются и печатались много лет глубокой печатью. Термин глубокая печать,как общий термин, обозначает использование несущих поверхностей для печатных красок, обычно печатных цилиндров или печатных форм, на которых гравируется тот рисунок, который нужно напечат/ать и углубления заполняются печатной краской для переноса на печатаемую подложку для создания документа. В настоящей заявке термин глубокая печать используется в отношении процесса печати выгравированным стальным штампом, в котором хромированные, выгравированные стальные или никелированные формы или цилиндры используются, и не включает процесс ротационной глубокой печати или глубокой печати. Термин "форма" используется для обозначения любой поверхности для печатных красок. Кроме того, это изобретение не относится к низковязким печатным краскам для традиционной глубокой печати, где требуется абсолютно другой принцип составления краски. Оно скорее относится к пастообразным краскам для печати гравированным стальным штампом. В глубокой печати на выгравированные печатные формы краска подается одним или более шаблонным красочным валиком, с помощью которого рисунок краски различного цвета переносится на печатную форму. Затем печатные формы очищают посредством стирания с помощью цилиндра для удаления краски, который вращается в направлении противоположном формному цилиндру и который удаляет излишки краски, находящиеся снаружи углублений формы глубокой печати. Затем форму, на которой краска присутствует только в выгравированных зонах, применяют для печати на подложке. Рисунок печати, выгравированный на форме, переносится под давлением около 500 бар на запечатываемую подложку, которая может быть бумажным или пластиковым материалом в виде листа или рулона. Настоящее изобретение в особенности имеет отношение к процессу удаления краски, где краску счищают с поверхности формы глубокой печати, но оставляют краску в углублениях. Особенно оно относится к рекуперации краски, снятой с формы глубокой печати цилиндром для удаления краски. Цилиндр для удаления краски обычно расположен в баке, при этом комбинация сопел впрыскивает струю свежего смывающего раствора, также для очистки цилиндра для удаления краски применяют щетки и ракельные устройства. Счищаемую с цилиндра для удаления краски краску затем перерабатывают в системе обработки жидких промышленных отходов и удаляют как отходы. Широко известно, что процесс глубокой печати, несмотря на обеспечение повышенной защиты, является дорогим и неэкономичным в отношении расхода краски. Считается, что до 66% краски, используемой в процессе глубокой печати, уходит в отходы и перерабатывается в системах обработки жидких промышленных отходов. Это и расточительно, и не экологично. Было установлено, что процесс, позволяющий рекуперировать краску с цилиндра для удаления краски способом, подходящим для повторного использования, позволил бы получить и значительное снижение стоимости, и явные экологические преимущества. Согласно настоящему изобретению система удаления краски с формы глубокой печати содержит элемент для удаления краски, который при эксплуатации образует зону контакта с формой глубокой печати и в который переносятся излишки краски для глубокой печати при перемещении между элементом для удаления краски и формой глубокой печати; узел ракельного ножа, расположенный за зоной контакта и взаимодействующий с элементом для удаления краски, чтобы удалить краску с элемента для удаления краски; систему подогрева узла ракельного ножа; резервуар для сбора краски, в который собирается краска, удаляемая с элемента для удаления краски; и систему подогрева резервуара для сбора краски. Изобретатель обнаружил, что восстанавливать излишки краски для глубокой печати можно, но важно гарантировать, что краска не затвердеет до того, как ее соберут. Поэтому эта проблема решается выполнением системы подогрева узла ракельного ножа и системы подогрева резервуара для сбора краски. Таким образом, краска не затвердевает, при этом ее можно хранить в дополнительном сборном резервуаре. В предпочтительном варианте выполнения механический рыхлитель для краски применяется для предотвращения накапливания краски в узле ракельного ножа. Накопленная на ракельном ноже краска может затвердевать, образуя твердую неровную поверхность на ракельном ноже. Это препятствует транспортировке краски с ракельного ножа и снижает эффективность ракельного ножа при удалении краски с элемента для удаления краски, что в конечном итоге приводит к накоплению краски на элементе для удаления краски. Для предотвращения накапливания краски на элементе для удаления краски и ракельном ноже вместо механического рыхлителя можно использовать систему подачи растворителя, подающую растворитель на элемент для удаления краски в области между зоной контакта и узлом ракельного ножа. Система подачи растворителя может содержать одно или более распылительных сопел, но предпочтительно со-1 013550 держит увлажняющий валик, взаимодействующий с элементом для удаления краски для переноса пленки растворителя на элемент для удаления краски. Увлажняющий валик имеет преимущество в том, что он не только переносит растворитель на элемент для удаления краски, но также перемешивает краску на элементы для удаления краски, способствуя растворению краски. Дальнейшему растворению краски может содействовать выполнение не гладкой поверхности на увлажняющем валике, например, используя компоновку канавок или дополнительных выступов. Сборный резервуар для краски может иметь скошенное основание такое, при котором собираемая краска течет в направлении выхода, но как вариант, система транспортировки, например вращающийся шнек или другой транспортирующий механизм может быть выполнена внутри сборного резервуара для краски. Кроме того, система дополнительно предпочтительно содержит систему транспортировки, соединенную с резервуаром для сбора краски, для транспортировки собранной краски в емкость для хранения,при этом система транспортировки включает нагретый трубопровод. Аналогично, если поддерживать трубопровод нагретым, краска не затвердеет и, таким образом, ее легко можно транспортировать в емкость для хранения. Эта транспортировка может происходить под действием сил гравитации или предпочтительно с использованием шнека или другого транспортирующего механизма. Некоторые примеры системы удаления краски с формы глубокой печати согласно настоящему изобретению далее будут описаны и сопоставлены с системами предшествующего уровня техники со ссылкой на прилагаемые чертежи, на которых показано фиг. 1 - схематический вид традиционной машины глубокой печати вместе с системой удаления краски; фиг. 2 - система удаления краски, доказанная на фиг. 1 более подробно; фиг. 3 - часть системы удаления краски в соответствии с первым вариантом выполнения настоящего изобретения; фиг. 4 - часть системы удаления краски в соответствии со вторым вариантом выполнения настоящего изобретения; фиг. 5 - аксонометрическое изображение увлажняющего ролика и установки для увлажнения растворителем; фиг. 6 - вид сзади системы удаления краски, показанной на фиг. 4; фиг. 7 - первый пример резервуара для сбора краски; фиг. 8 а и 8b - второй пример резервуара для сбора краски на видах в плане и поперечном сечении соответственно; фиг. 9 - машина глубокой печати, включающая систему удаления краски, показанную на фиг. 4. На фиг. 1 схематически показаны накатные валики 100, печатная форма 102, печатный цилиндр 104 и устройство 106 для удаления краски, включающее цилиндр 108 для удаления краски, размещенный в баке 110 и взаимодействующий со щетками 112 и ракельным ножом 114, и распрыскиватель 116 смывочного раствора типовой машины глубокой печати предшествующего уровня техники. Стрелки указывают направления вращения различных устройств. Печатную форму 102 глубокой печати полностью покрывают краской с помощью каждого накатного валика 100. Каждый накатный валик переносит краску различного цвета на печатную форму 102. На данном этапе печатная форма 102, по существу, полностью покрыта краской, а ее излишки на поверхности формы подлежат удалению так, чтобы краска оставалась только в выгравированных участках формы. Цилиндр 108 для удаления краски, прижимаемый с усилием к печатному цилиндру 102, очищает поверхность печатной формы и посредством стирающего действия удаляет излишки краски с поверхности печатной формы. Затем печатная форма 102 вращается,образуя зону контакта с печатным цилиндром 104. Подложка вводится в эту зону контакта между печатной формой и печатным цилиндром, и краска вытесняется из углублений на подложку под очень высоким давлением. Для того чтобы цилиндр 108 для удаления краски эффективно удалял краску с поверхности печатной формы, его нужно чистить каждый раз после завершения удаления краски. Для ясности, на фиг. 2 отдельно показана схема процесса удаления краски согласно известному уровню техники. В настоящее время этот процесс состоит из двух главных этапов. На первом этапе ракельный нож 114 с большим усилием приводится в контакт с цилиндром 108 и соскребает излишнюю краску. Когда ракельный нож 114 находится в прямом контакте, необходимо выполнить смазку смывочным раствором. В настоящее время этот смывочный раствор распыляется из отверстий или из сопел 116, смонтированных на задней стенке смывочного бака непосредственно над ракельным ножом 114. Смывочный раствор состоит из смеси горячей воды, моющего средства и едкого натра. Затем цилиндр 108 для удаления краски вращается вокруг дополнительного ряда сопел (не показаны). Первые из этих распылителей от ракельного ножа 114 распыляют смывочный раствор, а второй ряд распылителей располагается между рядами щеток 112 (обычно 4 ряда). Щетки дополнительно скребут поверхность цилиндра 108 для снятия краски, удаляя краску, не удаленную ракельным ножом 114. Второе ракельное устройство (не показано) на внешней стороне смывочного бака удаляет весь раствор и остатки краски, делая цилиндр для удаления краски достаточно чистым для выполнения другой операции очищения печатной формы.-2 013550 Примеры вариантов выполнения системы удаления краски в соответствии с настоящим изобретением показаны на фиг. 3 и 4 и более подробно на фиг. 5, 6 и 8. Как показано на фиг. 3 система удаления краски состоит из цилиндра для удаления краски или валика 1, вращающегося в направлении, показанном стрелкой 1 А. За зоной контакта между печатным цилиндром и цилиндром для удаления краски устанавливают нагретый ракельный нож 10, который касается поверхности цилиндра 1 для удаления краски. В предпочтительном варианте выполнения, показанном на фиг. 3, механический рыхлитель 60 расположен таким образом, что контактирует и перемещается вдоль нагретого ракельного ножа 10, облегчая удаление краски с ракельного устройства и не допуская накопление сухой краски. Краска на поверхности цилиндра 1 для удаления краски, удаленная ракельным ножом 10, падает в сборное корыто 12 и транспортируется шнеком 14 в центральное отверстие 16, направленное вниз (фиг. 8 а), откуда она капает вниз в горизонтальную транспортировочную трубу 18, в которой установлен с возможностью вращения шнек 20 транспортировочной трубы. Вращение шнека 20 перемещает краску по трубе 18 к выходу 22, откуда краска поступает на участок 24 хранения. Шнеки 14, 18 приводятся в движение общим приводным электродвигателем 26. Изобретателем было обнаружено, что большую часть краски, находящуюся на цилиндре для удаления краски, можно рекуперировать, выполнив соответствующее хранилище под ракельным ножом, а затем при необходимости передать краску из хранилища в соответствующую область хранения. Это достигается множеством модификаций секции для удаления краски машины для глубокой печати, в результате получается значительная экономия краски. В этом варианте выполнения усовершенствованная секция для удаления краски состоит из трех ключевых модификаций: с выполненным механическим рыхлителем 60 для облегчения удаления краски с нагретого ракельного ножа 10,с выполненным участком 12 сбора краски непосредственно под ракельным ножом 10,с устройствами 18, 20 для транспортировки краски из участка 12 сбора на участок хранения или резервуар 24. Во втором варианте выполнения, изображенном на фиг. 4, система удаления краски состоит из увлажняющего цилиндра или валика 3, выполненного напротив поверхности цилиндра 1 для удаления краски и расположенного в резервуаре или корыте 4 с растворителем, который снабжается по трубе 5 подачи растворителя из источника растворителя (не показан). За увлажняющим цилиндром 3 в направлении вращения цилиндра 1 для удаления краски установлен нагретый ракельный нож 10, который касается поверхности цилиндра 1 для удаления краски. Затем краска с поверхности цилиндра 1 для удаления краски удаляется нагретым ракельным ножом 19 и капает в сборное корыто 12. Краску транспортируют на участок 24 хранения так же, как и в варианте выполнения, показанном на фиг. 3. Нагретый ракельный нож 10 может включать в себя механический смеситель, как подробно описано в предыдущем варианте выполнения, хотя это не так существенно, так как растворитель из системы подачи растворителя снижает вероятность высыхания и накопления краски на ракельном ноже. В этом варианте выполнения усовершенствованная секция для удаления краски содержит три ключевых модификации: с выполнением увлажняющего валика 3 непосредственно перед ракельным ножом 10,с выполнением участка 12 сбора краски непосредственно под ракельным ножом 10,с устройствами 18, 20 для транспортировки краски из участка 12 сбора краски на участок хранения или резервуар 24. Из предыдущего обсуждения должно быть ясно, что возможны различные изменения этих модификаций. Например, увлажняющий ролик 3 можно заменить разбрызгивателем, а краску не транспортировать в добавочный резервуар для хранения, а оставлять в сборном корыте. Модификации двух вариантов выполнения позволяют эффективно собирать и транспортировать краску на завершающий участок сбора. Следует признать, что благодаря специфике краски для глубокой печати, ни одна из этих задач не является формальной. Подробное обсуждение необходимых свойств и образцы формул красок для глубокой печати можно найти в ЕР 0340163, поэтому здесь они подробно не приводятся. В контексте этого документа необходимо только понимать, что краски для глубокой печати обычно закрепляются при подогревании и имеют специальные реологические свойства и свойства образовывать твердое пленочное покрытие. Краски для глубокой печати, закрепляющиеся при нагревании,созданы для того, чтобы печатать при повышенной температуре порядка 70-80 С. Повышенная температура служит для двух целей, во-первых, реология краски изменяется при повышении температуры, при этом краски становятся менее вязкими и текут свободнее в выгравированные линии формы. При комнатной температуре краски очень плотные и совсем не растекаются. Во-вторых, повышенная температура вызывает процесс отвердевания, таким образом, что краски начинают затвердевать почти сразу же после контакта с бумагой, когда они начинают остывать. Обычно краски становятся сухими на ощупь почти немедленно после нанесения на бумагу. Фактическая консистенция толстого слоя краски полностью не отвердевает в течение нескольких часов, но тонкий сухой слой пленки образуется на поверхности, по-3 013550 зволяя складировать напечатанные листы. Следовательно, важно принимать во внимание свойства краски для глубокой печати при модернизации конструкции бака для удаления, позволяющей рекуперацию краски. Для рекуперации краски, при которой ее можно использовать повторно, важно, чтобы вся рекуперированная краска сохранялась при повышенной температуре, гарантируя сохранение ее текучести. Кроме того, важно быстро и эффективно перемещать краску из участка для сбора в хранилище, где выполнен отдельный участок хранения. Если краска находится на участке хранения, она не сможет остыть. В хранилище краска обычно образует сухую пленку на поверхности, находящейся в контакте с воздухом. Сухая пленка краски защищает краску под ней от воздуха, и основная часть краски не густеет. Кроме того, обнаружено, что в традиционной установке краска, удаляемая ракельным ножом, остывает на ракельном ноже и начинает густеть. Следовательно, требовалось создать альтернативную конфигурацию, позволяющую подогрев ракельного ножа, гарантирующую, таким образом, сохранение краски,удаленной с цилиндра для удаления краски, при повышенной температуре. Наиболее эффективный способ нагревания ракельного ножа 10 состоит в герметизации выпускных отверстий сопел (не показаны) и циркуляции горячей воды по существующему трубопроводу. Затем ракельное устройство нагревается за счет теплопроводности. Как вариант, новое ракельное устройство можно изготавливать без сопел, но с сетью трубок, специально спроектированной для сохранения повышенной температуры в ракельном ноже. Явное преимущество первого варианта выполнения настоящего изобретения состоит в том, что комбинация нагретого ракельного ножа и механического рыхлителя приводит к тому, что отпадает необходимость смазывать цилиндр 1 для удаления краски в области узла ракельного ножа. Если узел ракельного ножа не содержит механический рыхлитель, то смазка цилиндра 1 для удаления краски в области ракельного ножа 10 может достигаться за счет использования увлажняющего ролика 3, как описано во втором варианте выполнения настоящего изобретения. В известном уровне техники это достигается применением ряда сопел, установленных на внутренней стенке бака, в котором расположен цилиндр для удаления краски, а горячая водяная смесь моющего средства и едкого натра подается в виде струй из этих сопел. Раствор для удаления краски известного уровня техники разрушает важные свойства краски для глубокой печати. Поэтому распылитель, наносящий этот водяной раствор, удаляется и заменяется увлажняющим роликом 3, который наносит растворитель, не вредящий краскам для глубокой печати. В качестве примера служит гидрокарбонатный растворитель, например Sicpa859041, понижающий вязкость краски. Другим примером является PARASET26H, подаваемый PETROCHEM CARLESS LIMITED. Увлажняющий ролик 3 содержит тонко рифленый, жесткий пластиковый ролик, который устанавливается на краю бака для удаления краски и контактирует с цилиндром 1 для удаления краски, как показано на фиг. 4. Увлажняющий ролик 3 вращается с цилиндром 1 для удаления краски и переносит тонкую пленку растворителя, действующую как смазка, на цилиндр для удаления краски. На фиг. 5 показан более подробно рифленый пластиковый увлажняющий валик 3, установленный на задней стенке бака для удаления краски с входным отверстием для растворителя. Показан рифленый пластиковый валик, но для увлажняющего валика 3 можно использовать все плотные покрытия и соответствующие деформируемые материалы. Более того, рисунок рифлений выбран на основе серии испытаний по введению малого количества раствора в сухую краску на поверхности цилиндра для удаления краски, собранную с формного цилиндра. В типовом примере, валик 3 имеет круговые (вертикальные) канавки шириной 3 мм, промежутком 3 мм и глубиной 3 мм. Можно применять анилоксовый валик, на самом деле, можно принять все рисунки рифлений, передающие нужное количество растворителя на цилиндр для удаления краски. На фиг. 6 показан вид сзади цилиндра для удаления краски и показан увлажняющий валик на месте. Теперь, когда цилиндр 1 для удаления краски смазан соответствующим образом, ракельный нож 10,нагревающий краску, можно снять, а затем убрать от самого цилиндра для удаления краски. Однако остается потребность собирать удаленную краску и транспортировать ее на соответствующий участок 24 хранения. Одним из устройств для сбора краски может быть нагреваемое корыто, основание которого наклонено для того, чтобы краска могла стекать под действием силы гравитации. Такое устройство изображено на фиг. 7. Однако предпочтительный метод представляет собой физическое перемещение краски в пределах участка сбора. Это позволяет быстрее транспортировать краску из участка сбора к устройству для транспортировки краски на участок хранения. На фиг. 8 а и 8b показан один метод, разработанный для перемещения краски в пределах участка 12 сбора. Здесь центральный канал сбора краски снабжен механизированным шнеком 14. На фиг. 8 а показан вид в плане участка сбора. Внутри корыта выполнен, вращающийся в нем шнековый механизм 14. Когда краска падает в корыто, шнек вращается и движет краску от внешних краев центральный участок сбора. На фиг. 8 а изображен зубчатый механизм для шнека, однако при эксплуатации он защищен от краски герметичной зоной. На фиг. 8b показан альтернативный вид поперечного сечения участка сбора краски и шнековый механизм. Этот чертеж более понятно показывает центральный участок, где краска,транспортируемая шнеком, падает в центральный участок 16 сбора краски. Для обеспечения повышенной (по меньшей мере 35) температуры краски, которую собирают и удаляют, в сборном красочном ко-4 013550 рыте выполнены нагревательные элементы (не показаны). Нагревательные элементы могут быть электрическими или использующими существующий водопровод горячей воды способом, подобным тому,который используется для ракельного ножа. Как только краска транспортирована на центральный участок сбора, ее необходимо переместить с участка цилиндра для удаления краски на участок хранения или резервуар. Как и в предыдущий раз, этого можно достичь с помощью силы гравитации, но предпочтительнее выполнять это перемещение механическим процессом физического перемещения краски. Один пример выполнения такого перемещения представляет собой применение шнека 20 внутри трубы 18, направленной от центрального участка сбора на участок хранения или в резервуар, как показано на фиг. 3. Краска из сборного корыта 14 капает через центральный сборный пункт в транспортировочную трубу 18, содержащую шнек 20. Затем краска движется вниз по трубе к выходу 22, на выходе краска переходит на участок сбора или в резервуар 24. Снова необходимо нагревать транспортировочную трубу,чтобы обеспечить сохранение повышенной температуры краски. Как и для сборного корыта, это можно выполнить электрическим нагревательным элементом или механизмом подогревания воды (не показано). В описанном механизме необходимо приводить в движение шнеки 14, 20. Два шнека приводятся в движение по отдельности, но предпочтительнее, чтобы они приводились в движение единым приводным механизмом 26. Обнаружено, что, применяя соответствующий зубчатый механизм, привод от механизма в сборном красочном корыте может быть использован совместно со шнеком в транспортировочной трубе. На фиг. 9 схематически показан механизм рекуперации краски, как описано со ссылкой на второй вариант выполнения, показанный на фиг. 9, на месте в машине для глубокой печати, имеющей печатную форму 50, установленную на формный цилиндр и взаимодействующую с печатным цилиндром 52 и цилиндром 1 для удаления краски. После того как краска собрана и транспортирована на участок хранения или в резервуар 24, ее можно оставить остывать. Затем краску можно сохранять до того, как она потребуется для повторного использования. Альтернативно, если даже краска не потребуется для повторного использования, ее можно удалить. Удаление краски опять же представляет значительные экологические преимущества, поскольку это означает, что здесь остается значительно меньше краски в отходах, которую нужно переработать, чем в системах предшествующего уровня техники. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Система удаления краски с формы глубокой печати, содержащая элемент для удаления краски, который при эксплуатации образует зону контакта с формой глубокой печати и на который переносятся излишки краски для глубокой печати во время относительного перемещения между элементом для удаления краски и формой глубокой печати; узел ракельного ножа, расположенный за зоной контакта и взаимодействующий с элементом для удаления краски, чтобы удалить краску для глубокой печати с элемента для удаления краски; систему подогрева узла ракельного ножа; резервуар для сбора краски, в который помещается краска, удаленная с элемента для удаления краски; и систему подогрева резервуара для сбора краски. 2. Система по п.1, в которой система подогрева узла ракельного ножа включает одну или более нагревательных труб, проходящих через узел ракельного ножа или прилегающих к нему для подачи нагретой текучей среды. 3. Система по п.1 или 2, дополнительно содержащая механический рыхлитель для облегчения удаления краски с узла ракельного ножа. 4. Система по любому из предшествующих пунктов, дополнительно содержащая систему подачи растворителя к элементу для удаления краски в области между зоной контакта и узлом ракельного ножа. 5. Система по п.4, в которой система подачи растворителя включает в себя увлажняющий валик,взаимодействующий с элементом для удаления краски для переноса пленки растворителя на элемент для удаления краски. 6. Система по п.5, дополнительно содержащая резервуар подачи растворителя, присоединенный для подачи растворителя к увлажняющему валику. 7. Система по п.5 или 6, в которой увлажняющий валик снабжен компоновкой канавок или анилоксовым валиком. 8. Система по п.7, в которой канавки проходят в основном параллельно оси увлажняющего валика или по кругу. 9. Система по любому из предшествующих пунктов, в которой резервуар для сбора краски включает в себя систему для транспортировки собираемой краски к выходу из резервуара. 10. Система по п.9, в которой система транспортировки включает в себя установленный с возможностью вращения шнек. 11. Система по любому из предшествующих пунктов, дополнительно содержащая систему транс-5 013550 портировки, соединенную с резервуаром для сбора краски, для транспортировки собранной краски в резервуар для хранения, при этом система транспортировки включает в себя подогреваемый трубопровод. 12. Система по п.11, дополнительно содержащая установленный с возможностью вращения в подогреваемом трубопроводе вращающийся шнек. 13. Система по п.10 или 12, в которой шнеки приводятся в движение общим приводным электродвигателем. 14. Система по любому из предшествующих пунктов, в которой элемент для удаления краски включает в себя установленный с возможностью вращения цилиндр. 15. Система глубокой печати, включающая форму глубокой печати; красочный аппарат для переноса краски на форму глубокой печати и систему удаления краски с формы глубокой печати по любому из предшествующих пунктов для удаления излишков краски с формы глубокой печати.
МПК / Метки
МПК: B41F 9/10, B41F 9/08, B41F 9/16
Метки: удаления, система, глубокой, печати, краски, формы
Код ссылки
<a href="https://eas.patents.su/9-13550-sistema-udaleniya-kraski-s-formy-glubokojj-pechati.html" rel="bookmark" title="База патентов Евразийского Союза">Система удаления краски с формы глубокой печати</a>
Композиция краски для струйной печати на подложки для печатной формы, способ её получения и метод получения литографической печатной формы
Номер патента: 7913
Опубликовано: 27.02.2007
Авторы: Ельмрот Ханс-Эрик, Спиес Йоаким Хорст, Рербек Алекс, Хаунструп Стен
МПК: C09D 11/00
Метки: печати, метод, формы, краски, подложки, способ, композиция, получения, литографической, печатной, струйной
Формула / Реферат:
1. Водная краска, включающая полимер или сополимер с кислотными группами, где по меньшей мере одна из указанных групп превращена в соответствующий амид. 2. Водная краска по п.1, отличающаяся тем, что указанный амид получен из аммиака, алкиламина или диалкиламина. 3. Водная краска по п.1, отличающаяся тем, что краска дополнительно включает от 0,001 мас.% до насыщения одной или нескольких жирных кислот и необязательно один или несколько из...
Ик-поглощающая краска для глубокой печати
Номер патента: 13482
Опубликовано: 30.04.2010
Авторы: Мюллер Эдгар, Десплан Клод-Ален, Демартин Маэдер Марлиз, Дего Пьер
МПК: B41M 3/14, C09D 11/02
Метки: ик-поглощающая, краска, печати, глубокой
Формула / Реферат:
1. Краска для процесса печати с гравированным стальным штампом, содержащая полимерное органическое связующее и поглощающий инфракрасное излучение материал, причем указанная краска обладает пастообразной консистенцией при значении вязкости по меньшей мере 3 Па×с и предпочтительно не менее 5 Па×с, отличающаяся тем, что указанный поглощающий инфракрасное излучение материал содержит соединение переходного элемента и что его инфракрасное...
Способ удаления краски
Номер патента: 8834
Опубликовано: 31.08.2007
Авторы: Нелессен Бернхард, Нортфлит Кристина
МПК: D21H 17/59, D21C 5/02, D21H 17/13...
Метки: краски, удаления, способ
Формула / Реферат:
1. Способ удаления краски с печатной бумаги, включающий получение волокнистой массы из бумаги с образованием водной суспензии, добавление к бумаге добавки для удаления краски и удаление отделенной краски флотацией, причем добавка включает органомодифицированный силоксан, включающий звенья формулы [R1aZbSiO(4-a-b)/2]n в которой каждый R1 независимо выбран из атома водорода, алкильной, арильной, алкенильной, аралкильной, алкарильной, алкоксильной,...
Устройство и способ удаления ржавчины и краски
Номер патента: 4780
Опубликовано: 26.08.2004
Авторы: Алвеберг Бьорн Эрик, Баан Том Арне
Метки: способ, удаления, ржавчины, краски, устройство
Формула / Реферат:
1. Способ удаления ржавчины и краски с металлической поверхности (3) посредством индукционного нагрева, отличающийся тем, что индукционный нагрев осуществляют посредством индукционной катушки (1), которую перемещают по металлической поверхности (3), с обеспечением постоянного количества подводимой энергии на единицу площади независимо от скорости перемещения индукционной катушки (1) относительно металлической поверхности (3). 2. Способ по п.1,...
Способ для удаления краски с подложки
Номер патента: 1445
Опубликовано: 23.04.2001
Авторы: Брэли Джоанна Мэй, Лолор Анжела Мэри, Уиттон Колин Альфред
МПК: C09D 9/00
Метки: краски, подложки, способ, удаления
Формула / Реферат:
1. Способ удаления краски с поверхности подложки, где поверхность вводят в контакт с водной фазой двухфазной жидкой смывной композиции, включающей водную фазу, которая содержит воду, растворенное водорастворимое активирующее соединение и органический растворитель, включающий бензиловый спирт, причем органический растворитель присутствует в водной фазе в концентрациях около уровня насыщения (для условий окружающей среды для способа), и включающей...
Предыдущий патент: Дверь для стиральной машины или сушильного барабана
Следующий патент: Способ изготовления плетеных конструкций и элемент для плетения
Случайный патент: Устройство для получения изображения радужной оболочки глаза