Устройство и способ удаления ржавчины и краски
Формула / Реферат
1. Способ удаления ржавчины и краски с металлической поверхности (3) посредством индукционного нагрева, отличающийся тем, что индукционный нагрев осуществляют посредством индукционной катушки (1), которую перемещают по металлической поверхности (3), с обеспечением постоянного количества подводимой энергии на единицу площади независимо от скорости перемещения индукционной катушки (1) относительно металлической поверхности (3).
2. Способ по п.1, отличающийся тем, что частоту и силу тока в индукционной катушке (1) регулируют вручную или автоматически посредством модуля (5) управления для достижения предпочтительной температуры и предпочтительного температурного профиля в металле.
3. Устройство для удаления ржавчины и краски с металлической поверхности (3) посредством индукционного нагрева, отличающееся тем, что оно выполнено с возможностью обеспечения постоянного количества подводимой энергии на единицу площади независимо от скорости его перемещения относительно металлической поверхности (3).
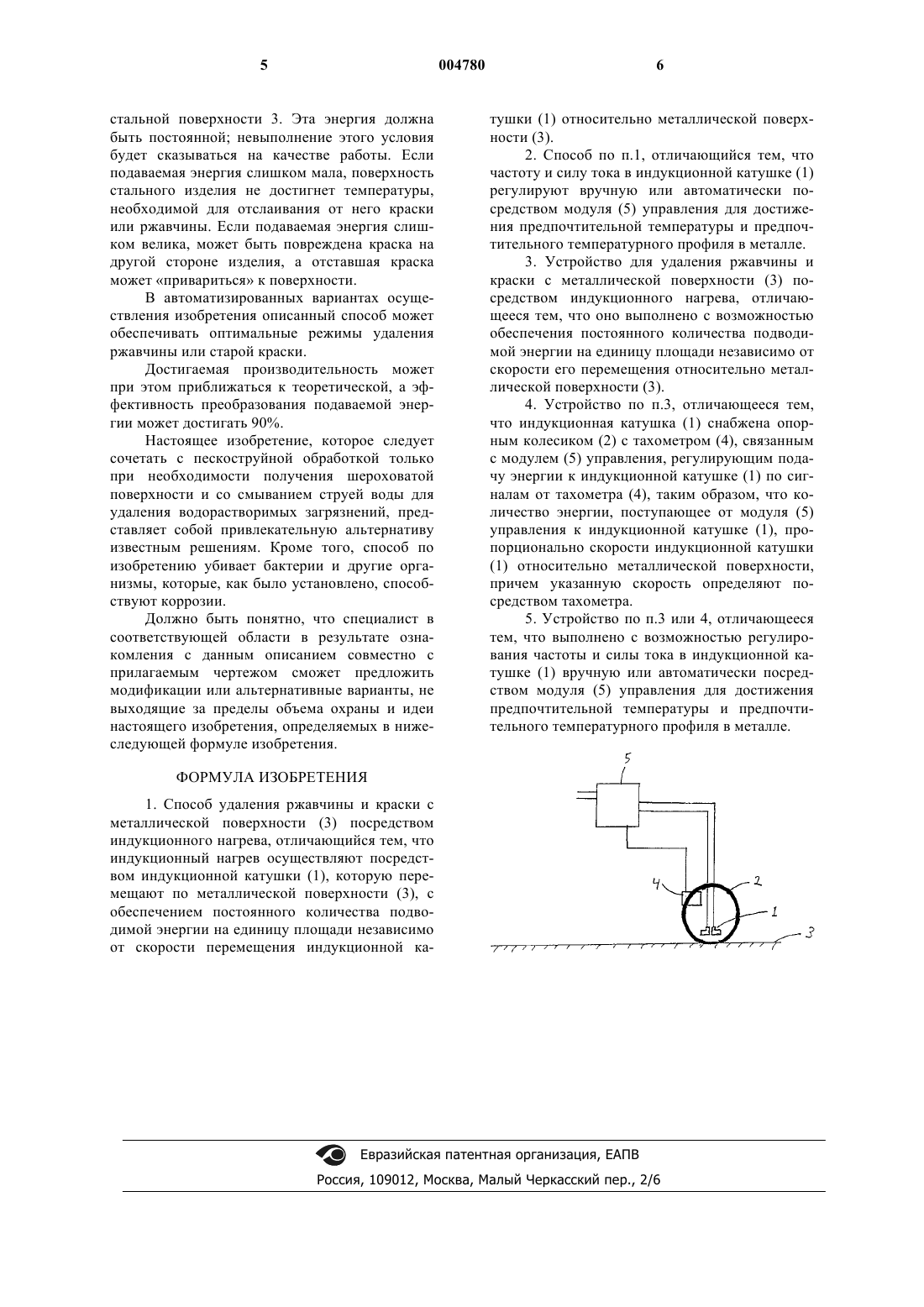
4. Устройство по п.3, отличающееся тем, что индукционная катушка (1) снабжена опорным колесиком (2) с тахометром (4), связанным с модулем (5) управления, регулирующим подачу энергии к индукционной катушке (1) по сигналам от тахометра (4) таким образом, что количество энергии, поступающее от модуля (5) управления к индукционной катушке (1), пропорционально скорости индукционной катушки (1) относительно металлической поверхности, причем указанную скорость определяют посредством тахометра.
5. Устройство по п.3 или 4, отличающееся тем, что выполнено с возможностью регулирования частоты и силы тока в индукционной катушке (1) вручную или автоматически посредством модуля (5) управления для достижения предпочтительной температуры и предпочтительного температурного профиля в металле.

Текст
1 Область техники, к которой относится изобретение Настоящее изобретение относится к устройству и способу удаления ржавчины и краски с металлической поверхности. Уровень техники По имеющимся оценкам, затраты, связанные с коррозией, составляют 3-4% от валового национального продукта западного мира. Только в Норвегии миллионы квадратных метров защищаются от коррозии с помощью краски. Для того чтобы достигнуть хороших результатов, поверхности, подлежащие окраске, должны быть очищены и предварительно обработаны. В промышленных применениях эта задача обычно решается посредством пескоструйной обработки, сошлифовки или смывания струей воды. Используются также комбинации данных способов. Самым распространенным способом является пескоструйная обработка. Старую краску и ржавчину удаляют путем обдувки поверхности песком или другими подходящими агентами. Данный процесс является дорогим и трудоемким. Его преимущество заключается в том, что процесс обдувки создает шероховатую поверхность, за счет чего обеспечивается хорошая адгезия свежей краски. Кроме того, применяемое оборудование является дешевым и простым в отношении использования и обслуживания. Недостаток указанного способа состоит в использовании большого количества песка, что создает много пыли. При этом оборудование является тяжелым и громоздким, способ имеет низкую производительность и не удаляет жир и другие загрязнения, такие как растворимые соли, сульфаты и т.п. Смывание струей воды представляет собой способ удаления краски и ржавчины, который получает все большее распространение. Его достоинства в том, что устраняются проблемы,связанные с пылью, снижается количество отходов, обеспечивается удаление водорастворимых загрязнений. Недостатки способа заключаются в том, что применяемое оборудование является дорогим и неудобным для обслуживания,стальная поверхность не приобретает шероховатости, теряется большое количество воды, причем общее потребление воды является значительным (это составляет проблему, например,на корабле), причем обработанная поверхность перед нанесением краски должна быть просушена. Способ сошлифовки больше не применяется в широких масштабах. Он, в основном, используется при локальных ремонтных работах. Очень часто на поверхности, подлежащей очистке, в неповрежденном виде сохраняется краска. В оптимальном случае требуется только удалить краску, поскольку шероховатость стальной поверхности сохраняется неизменной. В качестве примера могут быть названы энерге 004780 2 тические установки, трубопроводы которых подвергают пескоструйной обработке даже тогда, когда сохранилось без повреждений 95% существующей краски. Аналогичная ситуация имеет место в установках морского бурения. Количество ограничений на применение пескоструйной обработки возрастает, и постоянно предпринимаются (но не завершаются успехом) попытки создания альтернативных способов. Сущность изобретения Задача, на решение которой направлено настоящее изобретение, заключается в устранении рассмотренных недостатков и в создании способа и устройства, обеспечивающих более эффективное удаление краски и ржавчины. Поставленная задача решена с помощью способа по п.1 и устройства по п.5. Ссылка на чертеж Дополнительные достоинства и предпочтительные варианты осуществления изобретения описаны в зависимых пунктах и в описании,содержащем ссылки на прилагаемый чертеж,который иллюстрирует предпочтительный вариант осуществления изобретения. Сведения, подтверждающие возможность осуществления изобретения В соответствии с настоящим изобретением ржавчину и старую краску удаляют посредством индукционного нагрева. Одновременно с поверхности удаляются жир и другие загрязнения. Способ по изобретению является быстрым,надежным и не создающим значительных объемов отходов. Индукционный нагрев ферромагнитных металлов осуществляется с помощью магнитных полей. Данный принцип нагрева является известным: он используется для нагрева стали при выполнении операции гибки и пробивки отверстий, а также при сварке стали и труб, например, в процессе производства деталей кузова в автомобильной промышленности. При индукционном нагреве стали до 250300 С она нагревается без нагрева ржавчины и краски. При этом стальное изделие расширяется, и ржавчина будет отслаиваться от него, поскольку имеет существенно меньший коэффициент расширения, чем сталь. Таким образом, ржавчина будет отслаиваться (отставать), как результат нагрева поверхности. Оборудование для генерации индукционного тепла само по себе известно, причем нагрев стальных изделий посредством индукционного нагрева использовался в течение ряда лет. Однако, хотя в патенте США 5938965 предложено удалять краску, накапливающуюся на крючках в автоматической установке для окрашивания распылением, путем проводки указанных крючков через индукционный нагреватель, использование индукционного нагрева для удаления ржавчины и краски с крупных поверхностей из уровня техники неизвестно. 3 Крайне важно, чтобы стальная поверхность 3 не была перегрета. Выделяемое тепло должно быть постоянным, даже при изменениях скорости перемещения индукционной катушки 1 относительно стального изделия. В соответствии с настоящим изобретением количество энергии, подводимой к стальной поверхности 3,варьируют в зависимости от скорости перемещения индукционной катушки 1 относительно стальной поверхности 3. Тем самым обеспечивается постоянный температурный профиль в стальном изделии. Согласно настоящему изобретению выполнение указанного условия достигается размещением индукционной катушки в рамке, снабженной колесиком 2. Колесико 2 катится по стальной поверхности, причем скорость колесика используется для регулировки количества подводимой энергии. Чем медленнее вращается колесико 2, тем меньше энергии прикладывается к катушке. Если скорость вращения возрастает, подводимая энергия увеличивается. В кратком изложении, количество энергии в расчете на единичную площадь стальной поверхности на один оборот колесика остается постоянным, независимо от угловой скорости вращения. Частота переменного тока (в Гц), подводимого к индукционной катушке, определяет глубину проникновения магнитного поля в стальное изделие. Устройство по изобретению позволяет управлять частотой (а следовательно,и глубиной проникновения) поля. За счет управления силой тока (т.е. подводимой мощностью, измеряемой в кВт) и одновременно управления частотой, может быть достигнута требуемая температура в требуемом слое стальной поверхности 3. В процессе нагрева используется около 90% подводимой энергии. Это означает, что потери, связанные с преобразованием энергии,малы по сравнению с обычными способами нагрева стальных изделий. В прошлом для удаления ржавчины и краски со стальных поверхностей применялись газовые факелы. Данный способ был эффективным, однако, поскольку только 5-10% подводимой энергии преобразовывалось в тепло и поскольку тепло, поступающее из газового факела, должно было проникать через ржавчину и другие поверхностные слои, этот известный способ оказался дорогим по сравнению с другими известными способами, такими как пескоструйная обработка и т.д. При применении индукционного нагрева в соответствии с настоящим изобретением нагревается только слой стали толщиной, например,0,5 мм в течение ограниченного интервала времени, после чего сталь быстро охлаждается за счет теплопроводности. Как следствие, исключается приваривание отслоившейся краски к поверхности. Кроме того, тепло при этом не достигает противоположной стороны стального изделия, если его толщина превышает 3 мм. За 4 счет этого устраняется опасность повреждения краски, которая может быть нанесена на указанную противоположную сторону изделия. При удалении краски посредством индукционного нагрева важно обеспечить контроль над температурой стального изделия. Если используется ручное оборудование, не имеющее собственного привода, необходимо наличие источника питания, способного регулировать ток питания в зависимости от скорости перемещения индукционной катушки 1 по поверхности изделия. Согласно настоящему изобретению эта регулировка осуществляется следующим образом. Индукционная катушка 1, непосредственно подающая тепло к стальной поверхности 3,установлена на свободно вращающемся колесике 2, которое обеспечивает заданное расстояние от указанной катушки 1 до поверхности 3. Колесико 2 связано с тахометром 4, который посылает сигналы на регулятор 5 напряжения в блоке трансформатора (не изображен). Благодаря этому при увеличении скорости повышается напряжение питания, с соответствующим увеличением количества энергии, подаваемой в единицу времени. Как следствие, энергия, подводимая к единичной площади, остается неизменной, независимо от скорости. Модуль 5 управления напряжением (т.е. регулятор напряжения) может содержать стандартный силовой регулирующий компонент(СРК), такой как регулятор импеданса, тиристор или триак. Выбор конкретного типа СРК зависит от конкретного применения и предпочтительной функции. В альтернативном варианте может быть использована комбинация вышеназванных СРК,с обеспечением возможности реализации различных функциональных режимов. Тахометр 4 может быть стробоскопического типа или представлять собой любой другой счетчик числа оборотов, который способен формировать сигналы для модуля 5 управления на основе СРК. В дополнение к регулировке частоты, силы тока и других параметров, может регулироваться также расстояние между индукционной катушкой 1 и стальной поверхностью 3. При этом индукционная катушка установлена на колесике 2 с возможностью закрепления на заданном расстоянии от изделия с возможностью регулирования этого расстояния. Частота и сила тока в индукционной катушке 1 могут регулироваться вручную или автоматически с помощью соответствующего средства, имеющегося в модуле 5 управления,для того чтобы получить в металлической поверхности требуемую температуру и требуемый температурный профиль (т.е. заданную глубину слоя, имеющего определенную температуру). Существенным свойством предложенного способа является энергия, поставляемая к стальной поверхности 3. Эта энергия должна быть постоянной; невыполнение этого условия будет сказываться на качестве работы. Если подаваемая энергия слишком мала, поверхность стального изделия не достигнет температуры,необходимой для отслаивания от него краски или ржавчины. Если подаваемая энергия слишком велика, может быть повреждена краска на другой стороне изделия, а отставшая краска может привариться к поверхности. В автоматизированных вариантах осуществления изобретения описанный способ может обеспечивать оптимальные режимы удаления ржавчины или старой краски. Достигаемая производительность может при этом приближаться к теоретической, а эффективность преобразования подаваемой энергии может достигать 90%. Настоящее изобретение, которое следует сочетать с пескоструйной обработкой только при необходимости получения шероховатой поверхности и со смыванием струей воды для удаления водорастворимых загрязнений, представляет собой привлекательную альтернативу известным решениям. Кроме того, способ по изобретению убивает бактерии и другие организмы, которые, как было установлено, способствуют коррозии. Должно быть понятно, что специалист в соответствующей области в результате ознакомления с данным описанием совместно с прилагаемым чертежом сможет предложить модификации или альтернативные варианты, не выходящие за пределы объема охраны и идеи настоящего изобретения, определяемых в нижеследующей формуле изобретения. 6 тушки (1) относительно металлической поверхности (3). 2. Способ по п.1, отличающийся тем, что частоту и силу тока в индукционной катушке (1) регулируют вручную или автоматически посредством модуля (5) управления для достижения предпочтительной температуры и предпочтительного температурного профиля в металле. 3. Устройство для удаления ржавчины и краски с металлической поверхности (3) посредством индукционного нагрева, отличающееся тем, что оно выполнено с возможностью обеспечения постоянного количества подводимой энергии на единицу площади независимо от скорости его перемещения относительно металлической поверхности (3). 4. Устройство по п.3, отличающееся тем,что индукционная катушка (1) снабжена опорным колесиком (2) с тахометром (4), связанным с модулем (5) управления, регулирующим подачу энергии к индукционной катушке (1) по сигналам от тахометра (4), таким образом, что количество энергии, поступающее от модуля (5) управления к индукционной катушке (1), пропорционально скорости индукционной катушки(1) относительно металлической поверхности,причем указанную скорость определяют посредством тахометра. 5. Устройство по п.3 или 4, отличающееся тем, что выполнено с возможностью регулирования частоты и силы тока в индукционной катушке (1) вручную или автоматически посредством модуля (5) управления для достижения предпочтительной температуры и предпочтительного температурного профиля в металле. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ удаления ржавчины и краски с металлической поверхности (3) посредством индукционного нагрева, отличающийся тем, что индукционный нагрев осуществляют посредством индукционной катушки (1), которую перемещают по металлической поверхности (3), с обеспечением постоянного количества подводимой энергии на единицу площади независимо от скорости перемещения индукционной ка Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2/6
МПК / Метки
Метки: ржавчины, краски, устройство, способ, удаления
Код ссылки
<a href="https://eas.patents.su/4-4780-ustrojjstvo-i-sposob-udaleniya-rzhavchiny-i-kraski.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство и способ удаления ржавчины и краски</a>
Способ для удаления краски с подложки
Номер патента: 1445
Опубликовано: 23.04.2001
Авторы: Лолор Анжела Мэри, Брэли Джоанна Мэй, Уиттон Колин Альфред
МПК: C09D 9/00
Метки: краски, подложки, способ, удаления
Формула / Реферат:
1. Способ удаления краски с поверхности подложки, где поверхность вводят в контакт с водной фазой двухфазной жидкой смывной композиции, включающей водную фазу, которая содержит воду, растворенное водорастворимое активирующее соединение и органический растворитель, включающий бензиловый спирт, причем органический растворитель присутствует в водной фазе в концентрациях около уровня насыщения (для условий окружающей среды для способа), и включающей...
Способ удаления волос и устройство для его осуществления
Номер патента: 2834
Опубликовано: 31.10.2002
Авторы: Шалев Пинчас, Азар Зион
МПК: A61N 5/067, A45D 26/00
Метки: удаления, устройство, осуществления, способ, волос
Формула / Реферат:
1. Устройство для удаления волос на участке кожи, содержащее корпус, имеющий отверстие, причем в корпусе образована полость, охватывающая некоторый объем воздуха, когда отверстие вводят в контакт с участком кожи; включаемый источник тепла, расположенный в корпусе, с помощью которого быстро нагревают объем воздуха до температуры, достаточной для разрушения волоса путем передачи тепла от нагретого воздуха вдоль длины волоса к его фолликуле;...
Способ удаления конденсирующихся паров из потока природного газа у устья скважины, устройство для его осуществления и устьевой узел, включающий такое устройство
Номер патента: 4226
Опубликовано: 26.02.2004
Автор: Тьенк Виллинк Корнелис Антони
МПК: B01D 45/16, E21B 43/34
Метки: природного, газа, способ, устьевой, устья, узел, включающий, осуществления, удаления, такое, потока, конденсирующихся, устройство, скважины, паров
Формула / Реферат:
1. Способ удаления конденсирующихся паров из потока природного газа, содержащий стадии: (A) пропускания потока природного газа со сверхзвуковой скоростью через канал сверхзвукового инерционного сепаратора (1, 23, 306, 358) для охлаждения текучей среды до температуры, ниже температуры или давления, при которых конденсирующиеся пары начинают конденсироваться с образованием отдельных капель и/или частиц; (B) отделения капель и/или частиц от газа и...
Способ удаления вредных веществ из сигарет и табака перед их использованием и устройство для его осуществления.
Номер патента: 155
Опубликовано: 29.10.1998
Автор: Гиолвас Георгиос
МПК: A62D 3/00, B01J 19/12, A24B 15/18...
Метки: сигарет, устройство, табака, способ, использованием, вредных, осуществления, веществ, удаления
Формула / Реферат:
1. Способ удаления вредных веществ из сигарет и табака перед их использованием, заключающийся в том, что сигареты или табак помещают в камеру, а удаление вредных веществ осуществляют путем воздействия на упомянутые сигареты или табак парами специальной жидкости, отличающийся тем, что в качестве специальной жидкости используют смесь, содержащую около 75% спирта 92° и около 25% перекиси водорода (Н2О2), указанную жидкость нагревают непосредственно...
Способ и устройство для удаления жидкости из волокнистого полуфабриката или бумажной массы
Номер патента: 942
Опубликовано: 26.06.2000
Авторы: Бачанд Джефри П., Кабрера Уай Лопез Кэрэм Луис Фернандо
Метки: устройство, способ, удаления, волокнистого, жидкости, массы, полуфабриката, бумажной
Формула / Реферат:
1. Устройство для удаления жидкости из волокнистого полуфабриката или бумажной массы, находящейся на сетке, которая расположена над упомянутым устройством, включающее шабрильное устройство, содержащее основной шабер и скользящий шабер, зазор, образованный между основным шабером и скользящим шабером, для удаления жидкости через него, упомянутый основной шабер, имеющий опорную поверхность передней кромки, примыкающую к сетке для опирания ее, и...
Предыдущий патент: Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Следующий патент: Способ получения термически конвертируемых легких продуктов и электричества
Случайный патент: Способ шумопоглощения и шумоглушитель, основанный на теории преломления звуковых лучей