Способ соединения расширяемых труб
Номер патента: 6464
Опубликовано: 29.12.2005
Авторы: Зейслинг Дюрре Ханс, Коул Энтони Томас, Ден Бур Йоханнис Йосефус, Димитриадис Клистенис, Фоллебрегт Ян Эрик, Андерсон Марк Вильсон

Формула / Реферат
1. Способ соединения расширяемых труб и расширения соединенных труб, в котором соединяют трубы и расширяют соединенные трубы в радиальном направлении, отличающийся тем, что упомянутые трубы соединяют с помощью кузнечной сварки при одновременном обдуве нагретых концов труб восстановительным газом в течение по меньшей мере части операции кузнечной сварки для удаления с концов упомянутых труб, свариваемых кузнечной сваркой, оксидов и ограничения количества неоднородностей в области соединения упомянутых концов труб, свариваемых кузнечной сваркой, при этом обдувающий газ представляет собой невзрывоопасную смесь по существу инертного газа и восстановительного газа, причем упомянутые концы труб нагревают, пропуская высокочастотный электрический ток в направлении по окружности через стенки труб вблизи от упомянутых концов, которые должны быть соединены.
2. Способ по п.1, отличающийся тем, что упомянутые трубы имеют прорези и/или другие отверстия на концах или поблизости от концов, свариваемых кузнечной сваркой, причем эти прорези и/или другие отверстия заполнены во время процесса кузнечной сварки термостойким наполнителем.
3. Способ по п.2, отличающийся тем, что упомянутые концы труб нагревают, пропуская высокочастотный электрический ток в направлении по окружности через стенки трубчатых деталей поблизости от упомянутых концов этих деталей, которые должны быть соединены, и упомянутый термостойкий наполнитель содержит электропроводный керамический материал.
4. Способ по п.2, отличающийся тем, что прорези и/или отверстия, выходящие на торцы упомянутых труб, имеют увеличенную ширину на концах этих труб для предотвращения сваривания боковых стенок этих прорезей и/или отверстий при соединении упомянутых концов труб при помощи кузнечной сварки.
5. Способ по п.1, отличающийся тем, что упомянутые концы труб как расширяют, так и сгибают с получением смятой или волнистой формы перед операцией кузнечной сварки, после чего эти смятые или волнистые концы труб сваривают при помощи кузнечной сварки и выпрямляют с получением по существу цилиндрической формы в ходе последующего процесса расширения.
6. Способ по п.5, отличающийся тем, что упомянутые трубы в области свариваемых концов имеют по существу сплошную стенку без прорезей и содержат группу расположенных в шахматном порядке прорезей и/или других отверстий на удалении от свариваемых концов, при этом при расширении сваренные концы труб, первоначально смятые или волнистые, выпрямляются, приобретая по существу цилиндрическую форму, а прорези и/или другие отверстия увеличиваются в размере.
7. Способ по п.1, отличающийся тем, что упомянутые концы пары, по меньшей мере, частично накладывающихся друг на друга труб соединяют при помощи кузнечной сварки путем нагрева перекрывающихся концов этих труб до температуры кузнечной сварки и сжатия нагретых частично перекрывающихся концов вместе при одновременном их обдуве в течение по меньшей мере части операции кузнечной сварки.
8. Способ по п.7, отличающийся тем, что во внутреннюю трубу устанавливают устройство кузнечной сварки, которое нагревает конец трубы, подает обдувающий восстановительный газ в зазор, остающийся между перекрывающимися концами труб, и затем прижимает внешнюю поверхность нагретого конца внутренней трубы к внутренней поверхности внешней трубы для соединения упомянутых концов труб при помощи кузнечной сварки.
9. Способ по любому из пп.1-8, отличающийся тем, что упомянутые концы труб имеют зубчатую или синусоидальную форму и обеспечивают уменьшение воздействия на концы труб, сваренные кузнечной сваркой, во время процесса расширения и/или выпрямления.
10. Способ по п.1, отличающийся тем, что упомянутый обдувающий газ содержит в объемном исчислении более 90% по существу инертного газа, например азота, гелия или аргона, и более 2% водорода.
Текст
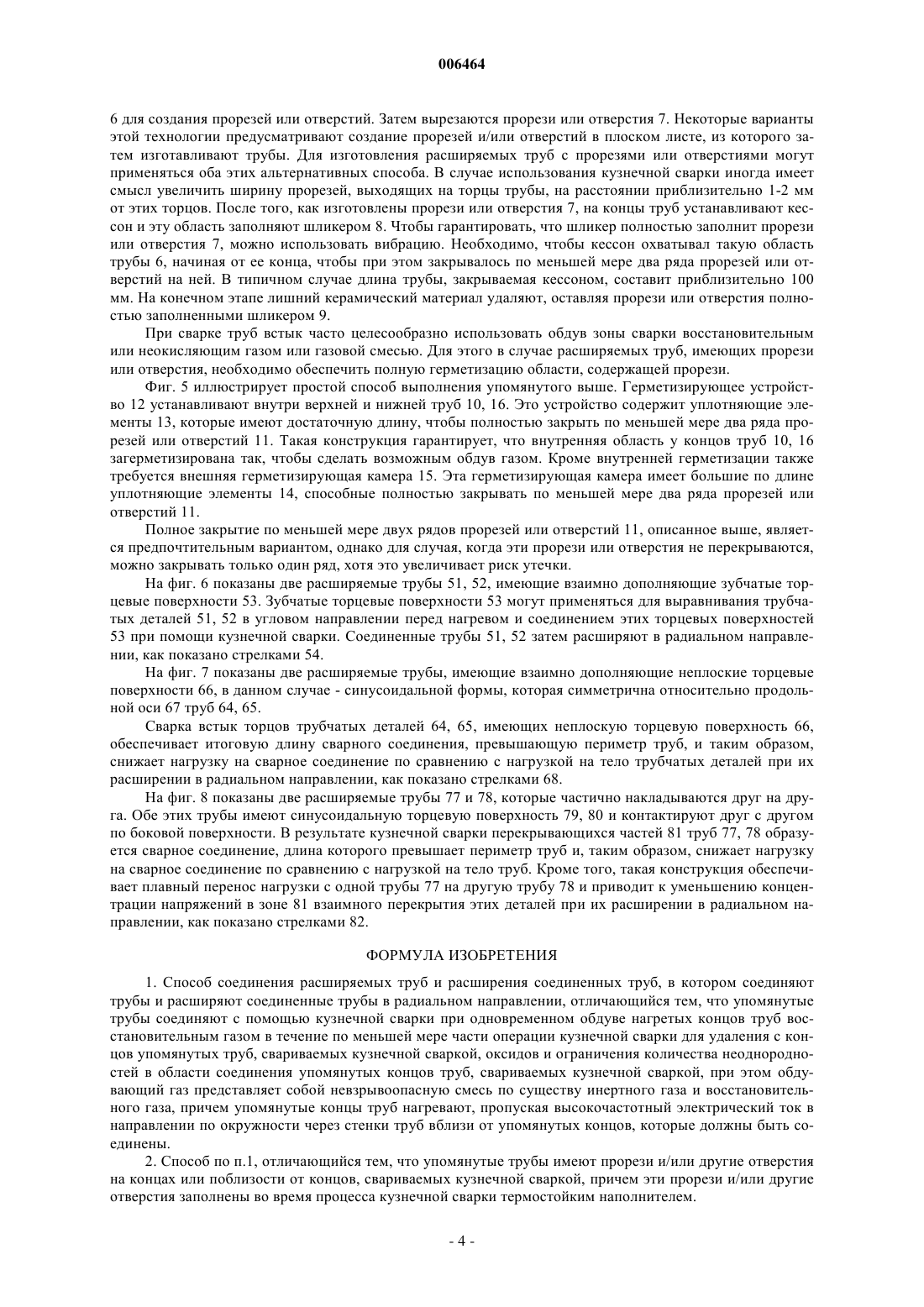
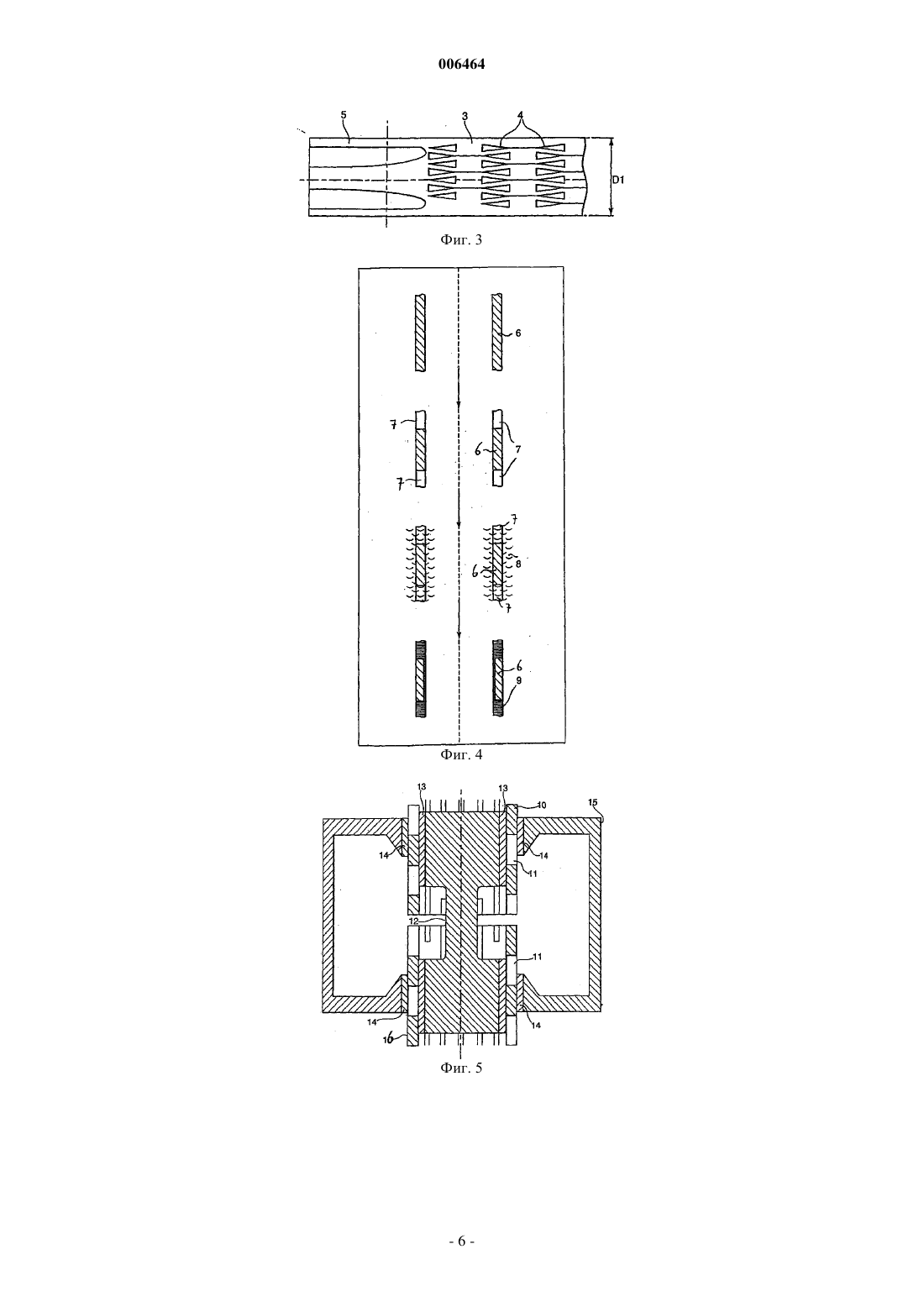
006464 Уровень техники Настоящее изобретение относится к способу соединения расширяемых труб. Расширяемые трубы находят все более широкое применение в скважинах по добыче нефти и газа и могут иметь прорези или другие отверстия, которые увеличиваются в размерах в результате расширения,либо эти трубы могут иметь сплошную "не прорезанную" стенку, которая растягивается по окружности при помощи расширительного устройства, например, расширительного конуса и/или группы роликов. Расширяемые трубы в основном соединяют при помощи механических соединителей, так как сварка может привести, по меньшей мере, к некоторому упрочнению и/или снижению прочности стенки трубы в области сварного соединения, упрочнение будет затруднять процесс расширения или даже сделает его невыполнимым, в то время как снижение прочности может привести к достаточно легкой деформации, короблению и/или разрыву в зоне сварки. Кроме того, определенные проблемы возникают при сварке между собой нижних труб обсадной колонны со щелевидными продольными прорезями. Прежде всего, трудно обеспечить полную герметизацию расширяемых труб с прорезями, делающую возможным обдув неокисляющими или восстановительными газами или газовыми смесями и удаление воздуха. Во-вторых, сварка неподготовленных нижних труб обсадной колонны со щелевидными продольными прорезями может также привести к заварке прорезей на концах этих труб. Это затрудняет расширение и препятствует должному функционированию расширяемых труб с прорезями. Из международной заявки на патент WO 98/33619 известно соединение труб при помощи сварки аморфным припоем, а из международной заявки на патент WO 0230611 известно соединение расширяемых труб при помощи лазерной сварки. Однако эти способы соединения требуют большой затраты времени и очень точного позиционирования торцов труб друг относительно друга, а также механической обработки этих торцов для получения максимально плоской их формы, поэтому такие технологии невозможно использовать, например, на буровой установке, морской нефтяной платформе или баржетрубоукладчике. Настоящее изобретение решает задачу предложения способа соединения расширяемых труб при помощи относительно быстрой и простой операции сварки, которую можно выполнять на буровой установке, морской платформе или барже-трубоукладчике с большей легкостью по сравнению со способами сварки, соответствующими известному уровню техники, и при выполнении которой создается сварное соединение высокого качества, обеспечивающее уменьшение изменения прочности стенки трубы в зоне сварки до минимального уровня. Сущность изобретения Способ согласно настоящему изобретению, включает соединение труб и расширение соединенных труб в радиальном направлении, при этом упомянутые трубы соединяют с помощью кузнечной сварки при одновременном обдуве нагретых концов труб восстановительным газом в течение по меньшей мере части операции кузнечной сварки, в результате чего с концов упомянутых труб, свариваемых кузнечной сваркой, удаляют оксиды и ограничивают количество неоднородностей в области соединения упомянутых концов труб, свариваемых кузнечной сваркой, причем обдувающий газ представляет собой невзрывоопасную смесь по существу инертного газа и восстановительного газа, причем упомянутые концы труб нагревают, пропуская высокочастотный электрический ток в направлении по окружности через стенки труб поблизости от упомянутых концов труб, которые должны быть соединены. Трубы могут содержать прорези и/или другие отверстия на концах или поблизости от концов труб,свариваемых кузнечной сваркой, причем эти прорези и/или другие отверстия заполнены во время процесса кузнечной сварки термостойким наполнителем. Этот термостойкий наполнитель может содержать электропроводный керамический материал. Кроме того, если желательно обеспечить газонепроницаемость в области сварного соединения, делающую возможным обдув неокисляющим или восстановительным газом или газовой смесью, необходимо создать протяженные области герметичности с внешней и внутренней стороны. Концы труб, которые должны быть сварены, можно как расширять, так и сгибать, с получением смятой или волнистой формы перед операцией кузнечной сварки, после чего эти смятые или волнистые концы труб сваривают при помощи кузнечной сварки и выпрямляют с получением фактически цилиндрической формы в ходе последующего процесса расширения трубы. В этом случае данные трубы в области свариваемых концов могут иметь фактически сплошную стенку без прорезей и могут содержать группу расположенных в шахматном порядке прорезей и/или других отверстий на удалении от свариваемых концов, в результате чего при расширении трубы сваренные концы, первоначально смятые или волнистые, выпрямляются, приобретая фактически цилиндрическую форму, а прорези и/или другие отверстия увеличиваются в размере. Трубы можно соединять при помощи кузнечной сварки, например, в стволе скважины, при этом концы нагревают до температуры кузнечной сварки и сжимают вместе при одновременном обдуве этих нагретых концов восстановительным газом в течение по меньшей мере части операции кузнечной сварки. В этом случае концы труб могут, по меньшей мере, частично накладываться друг на друга, при этом во внутреннюю трубу устанавливают устройство кузнечной сварки, которое нагревает конец трубчатой-1 006464 детали, подает обдувающий восстановительный газ в зазор, остающийся между перекрывающимися концами труб, и затем прижимает внешнюю поверхность нагретого конца внутренней трубы к внутренней поверхности внешней трубы, чтобы создать соединение упомянутых концов при помощи кузнечной сварки. В качестве возможного варианта концы труб могут иметь зубчатую форму или взаимно дополняющую синусоидальную форму, чтобы уменьшить воздействие на концы труб, сваренных кузнечной сваркой, во время процесса расширения и/или выпрямления. Предпочтительно, чтобы обдувающий газ представлял собой невзрывоопасную смесь, по существу,инертного газа и восстановительного газа, причем эта смесь может содержать в объемном исчислении более 90%, по существу, инертного газа, например, азота, гелия или аргона, и более 2% водорода. Для нагрева концов труб до уровня, достаточного для возникновения металлургической связи, может использоваться широкий диапазон способов нагрева. Эти способы нагрева могут включать электрический, электромагнитный, индукционный, инфракрасный, дуговой нагрев и/или нагрев за счет трения,либо комбинацию этих и/или других способов нагрева. При использовании термина "кузнечная сварка" в этом описании подразумевается, что он охватывает все способы, которые содержат периферийный нагрев концов труб и последующее соединение нагретых концов в результате образования металлургической связи, включая способы сварки, которые в общем известны как сварка плавлением, сварка трением, стыковая сварка сопротивлением и/или стыковая сварка оплавлением. Из патентов США 4,566,625; 4,736,084; 4,669,650 и 5,721,413, выданных на имя Пер Г. Мое(Per H. Мое), известно, что может оказаться полезным обдув концов труб непосредственно перед операцией кузнечной сварки и во время нее восстановительным газом, например, водородом или монооксидом углерода, в результате чего с нагретых концов труб удаляется оксидная пленка и достигается создание металлургической связи с минимальным количеством неоднородностей. Из патентов США 2,719,207 и 4,728,760 также известно использование невзрывоопасных смесей, содержащих в объемном исчислении приблизительно 95%, по существу, инертного газа, например, аргона, азота и/или гелия, и приблизительно 5% восстановительного газа, например водорода и/или монооксида углерода, для стыковой сварки оплавлением и индукционной стыковой сварки. Описание предпочтительных вариантов реализации изобретения Далее в качестве примера более подробно будут описаны предпочтительные варианты способа, соответствующего настоящему изобретению, со ссылкой на сопровождающие чертежи, на которых показано на фиг. 1- вид сбоку с частичным разрезом имеющей прорези трубы круглого сечения после установки; на фиг. 2 - поперечное сечение трубы, показанной на фиг. 1, после того, как конец трубы был смят для получения волнистой формы; на фиг. 3 - вид сбоку трубы, показанной на фиг. 2, иллюстрирующий переход от средней части с прорезями к волнистому концу, который затем приваривается к волнистому концу смежной трубы; на фиг. 4 - этапы, необходимые в одном из вариантов реализации предлагаемого способа для обеспечения заполнения прорезей или отверстий, созданных в различных расширяемых трубах, огнеупорным материалом, который позволяет сваривать концы этих деталей кузнечной сваркой без заваривания этих прорезей или отверстий; на фиг. 5 - узел герметизации, используемый для кузнечной сварки расширяемых труб с прорезями или отверстиями, в котором области внешней и внутренней герметизации значительно расширены, по сравнению с применяющимися для труб, не имеющих прорезей и отверстий; на фиг. 6 - пара расширяемых труб, имеющих зубчатые концы, входящие во взаимный контакт, которые соединяют при помощи кузнечной сварки; на фиг. 7 - пара расширяемых труб, имеющих концы синусоидальной формы, входящие во взаимный контакт, которые соединяют при помощи кузнечной сварки; и на фиг. 8 - пара расширяемых труб, имеющих перекрывающиеся концы синусоидальной формы, которые соединяют при помощи кузнечной сварки. Расширяемые трубы с прорезями, показанные на фиг. 1-8, можно использовать в нефтяных и газовых скважинах для контроля, например, выноса песка. Для этой цели на трубы можно устанавливать конструкцию из фильтров с определенным размером ячейки, чтобы предотвратить попадание песка в ствол скважины во время добычи. Трубы с установленными на них фильтрами подают на место установки в скважине, в типичном случае с длиной 10 м. Из патента США 5924745 известно соединение перекрывающихся концов секций расширяемых труб при помощи резьбовых соединений, имеющих прорези. Прорези в обеих частях резьбового соединения совмещают и фиксируют во время монтажа труб на площадке буровой установки. После того, как труба опустилась на заданную глубину в стволе скважины, ее расширяют, проталкивая через нее конус,чтобы обеспечить тесный контакт между внешней стенкой расширенной трубы и горной породой или внутренней стенкой обсадной колонны.-2 006464 Соединения с прорезями, известные из патента США 5924745, имеют такую конструкцию, что усилие расширения, которое необходимо приложить к конусу для расширения этого соединения, аналогично усилию, прикладываемому к трубе с прорезями. Это существенно, так как позволяет продвигать конус по стволу скважины без риска коробления нерасширенной секции трубы ниже конуса. Однако известные соединения с прорезями являются дорогостоящими элементами и монтаж этих соединений при опускании труб в ствол скважины - рискованная операция. Задачей способа кузнечной сварки, соответствующего настоящему изобретению, является замена резьбового соединения, известного из патента США 5924745, сварным соединением для преодоления недостатков упомянутых резьбовых соединений. Соответствующий настоящему изобретению способ может быть использован для кузнечной сварки концов трубы 1, имеющей прорези на части поверхности, как показано на фиг. 1, с концами соседних расширяемых труб, имеющих прорези на части поверхности (не показаны). Нерасширенная труба 1 имеет диаметр D2, который по меньшей мере на 10% меньше диаметра расширенной трубы (не показана) после расширения в стволе скважины. Поверхности 2 торцов трубы подвергают механической обработке в соответствии с требованиями, предъявляемыми при осуществлении процесса сварки на площадке буровой установки. Средняя часть 3 трубы имеет прорези 4, при этом на обоих концах трубы имеются области 5, где прорези отсутствуют. На фиг. 2 показана сплошная, не имеющая прорезей, область 5 конца трубы, которая смята таким образом, что ее внешний диаметр был равен диаметру D1 нерасширенной трубы при опускании в ствол скважины. После этого среднюю часть 3 также уменьшают до того же диаметра D1, сжимая прорези, выполненные в теле трубы при механической обработке, как показано на фиг. 3. При этом предполагается, что средняя часть остается цилиндрической. На конечном этапе трубу 3 снабжают расширяемой конструкцией песчаного фильтра (не показана). На площадке буровой установки волнистые области 5 концов двух секций трубы сваривают кузнечной сваркой при одновременном обдуве нагретых концов этих секций восстановительным газом в течение, по меньшей мере, части операции кузнечной сварки. После того, как цепочка нерасширенных труб, соединенных кузнечной сваркой, достигла заданной глубины, через них сверху вниз или в обратном направлении проталкивают конус. В результате имеющие прорези трубы расширяют до увеличенного диаметра D2, и волнистые концевые области соединений, сваренные кузнечной сваркой, выпрямляются и снова достигают своего исходного диаметра, близкого диаметру D2 расширенных частей труб с прорезями. Преимуществами соединения, созданного при помощи кузнечной сварки, являются следующие:- работа с секциями труб на площадке буровой установки радикально упрощается, так как выравнивание секций труб легко осуществить путем выравнивания волнистых концевых областей этих секций;- концевые области секций не имеют прорезей, что облегчает процесс нагрева; обеспечен непрерывный путь прохождения электрического тока. Усилие, прикладываемое к конусу, необходимое для придания определенной формы сплошным концевым областям труб, имеющих прорези, значительно ниже усилия, требующегося для расширения этих областей, так как концевые области всего лишь "выпрямляют"; нет необходимости увеличивать периметр трубы.- Большая величина отношения между диаметром трубы во время ее опускания в ствол скважины и диаметром этой трубы после установки, так как это отношение не ограничено максимальным коэффициентом расширения труб, не имеющих прорезей.- Упомянутое отношение диаметров зависит от доли периметра трубы, на которой имеются прорези. Альтернативные способ соединения и конструкция свариваемых труб с прорезями предусматривают, что труба имеет первоначальный диаметр, равный требуемому при опускании этой детали в ствол скважины. Обе концевых области такой трубы, имеющей прорези, расширяют до того диаметра трубы,который она должна иметь после установки в скважину. Средняя часть трубы и определенная зона обеих расширенных концевых областей имеют прорези. Затем расширенные концевые области (сплошную зону и зону с прорезями) сминают, чтобы снова уменьшить их диаметр до диаметра имеющей прорези зоны трубы. После этого процедура идентична описанной выше. Ограничением такого процесса является то, что максимальная величина отношения между диаметрами до и после расширения, которая может быть достигнута, зависит от максимального коэффициента расширения сплошной трубы. Чтобы во время кузнечной сварки предотвратить заваривание прорезей или отверстий, являющихся необходимым элементом в различных конструкциях расширяемых труб, необходимо заполнить эти прорези или отверстия материалом, который не соединяется с помощью сварки и который не будет мешать процессам сварки и расширения. Фиг. 4 иллюстрирует этапы, необходимые для заполнения прорезей или отверстий шликером, который застывает внутри них. На первом этапе данной операции необходимо подготовить сплошную трубу-3 006464 6 для создания прорезей или отверстий. Затем вырезаются прорези или отверстия 7. Некоторые варианты этой технологии предусматривают создание прорезей и/или отверстий в плоском листе, из которого затем изготавливают трубы. Для изготовления расширяемых труб с прорезями или отверстиями могут применяться оба этих альтернативных способа. В случае использования кузнечной сварки иногда имеет смысл увеличить ширину прорезей, выходящих на торцы трубы, на расстоянии приблизительно 1-2 мм от этих торцов. После того, как изготовлены прорези или отверстия 7, на концы труб устанавливают кессон и эту область заполняют шликером 8. Чтобы гарантировать, что шликер полностью заполнит прорези или отверстия 7, можно использовать вибрацию. Необходимо, чтобы кессон охватывал такую область трубы 6, начиная от ее конца, чтобы при этом закрывалось по меньшей мере два ряда прорезей или отверстий на ней. В типичном случае длина трубы, закрываемая кессоном, составит приблизительно 100 мм. На конечном этапе лишний керамический материал удаляют, оставляя прорези или отверстия полностью заполненными шликером 9. При сварке труб встык часто целесообразно использовать обдув зоны сварки восстановительным или неокисляющим газом или газовой смесью. Для этого в случае расширяемых труб, имеющих прорези или отверстия, необходимо обеспечить полную герметизацию области, содержащей прорези. Фиг. 5 иллюстрирует простой способ выполнения упомянутого выше. Герметизирующее устройство 12 устанавливают внутри верхней и нижней труб 10, 16. Это устройство содержит уплотняющие элементы 13, которые имеют достаточную длину, чтобы полностью закрыть по меньшей мере два ряда прорезей или отверстий 11. Такая конструкция гарантирует, что внутренняя область у концов труб 10, 16 загерметизирована так, чтобы сделать возможным обдув газом. Кроме внутренней герметизации также требуется внешняя герметизирующая камера 15. Эта герметизирующая камера имеет большие по длине уплотняющие элементы 14, способные полностью закрывать по меньшей мере два ряда прорезей или отверстий 11. Полное закрытие по меньшей мере двух рядов прорезей или отверстий 11, описанное выше, является предпочтительным вариантом, однако для случая, когда эти прорези или отверстия не перекрываются,можно закрывать только один ряд, хотя это увеличивает риск утечки. На фиг. 6 показаны две расширяемые трубы 51, 52, имеющие взаимно дополняющие зубчатые торцевые поверхности 53. Зубчатые торцевые поверхности 53 могут применяться для выравнивания трубчатых деталей 51, 52 в угловом направлении перед нагревом и соединением этих торцевых поверхностей 53 при помощи кузнечной сварки. Соединенные трубы 51, 52 затем расширяют в радиальном направлении, как показано стрелками 54. На фиг. 7 показаны две расширяемые трубы, имеющие взаимно дополняющие неплоские торцевые поверхности 66, в данном случае - синусоидальной формы, которая симметрична относительно продольной оси 67 труб 64, 65. Сварка встык торцов трубчатых деталей 64, 65, имеющих неплоскую торцевую поверхность 66,обеспечивает итоговую длину сварного соединения, превышающую периметр труб, и таким образом,снижает нагрузку на сварное соединение по сравнению с нагрузкой на тело трубчатых деталей при их расширении в радиальном направлении, как показано стрелками 68. На фиг. 8 показаны две расширяемые трубы 77 и 78, которые частично накладываются друг на друга. Обе этих трубы имеют синусоидальную торцевую поверхность 79, 80 и контактируют друг с другом по боковой поверхности. В результате кузнечной сварки перекрывающихся частей 81 труб 77, 78 образуется сварное соединение, длина которого превышает периметр труб и, таким образом, снижает нагрузку на сварное соединение по сравнению с нагрузкой на тело труб. Кроме того, такая конструкция обеспечивает плавный перенос нагрузки с одной трубы 77 на другую трубу 78 и приводит к уменьшению концентрации напряжений в зоне 81 взаимного перекрытия этих деталей при их расширении в радиальном направлении, как показано стрелками 82. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ соединения расширяемых труб и расширения соединенных труб, в котором соединяют трубы и расширяют соединенные трубы в радиальном направлении, отличающийся тем, что упомянутые трубы соединяют с помощью кузнечной сварки при одновременном обдуве нагретых концов труб восстановительным газом в течение по меньшей мере части операции кузнечной сварки для удаления с концов упомянутых труб, свариваемых кузнечной сваркой, оксидов и ограничения количества неоднородностей в области соединения упомянутых концов труб, свариваемых кузнечной сваркой, при этом обдувающий газ представляет собой невзрывоопасную смесь по существу инертного газа и восстановительного газа, причем упомянутые концы труб нагревают, пропуская высокочастотный электрический ток в направлении по окружности через стенки труб вблизи от упомянутых концов, которые должны быть соединены. 2. Способ по п.1, отличающийся тем, что упомянутые трубы имеют прорези и/или другие отверстия на концах или поблизости от концов, свариваемых кузнечной сваркой, причем эти прорези и/или другие отверстия заполнены во время процесса кузнечной сварки термостойким наполнителем.-4 006464 3. Способ по п.2, отличающийся тем, что упомянутые концы труб нагревают, пропуская высокочастотный электрический ток в направлении по окружности через стенки трубчатых деталей поблизости от упомянутых концов этих деталей, которые должны быть соединены, и упомянутый термостойкий наполнитель содержит электропроводный керамический материал. 4. Способ по п.2, отличающийся тем, что прорези и/или отверстия, выходящие на торцы упомянутых труб, имеют увеличенную ширину на концах этих труб для предотвращения сваривания боковых стенок этих прорезей и/или отверстий при соединении упомянутых концов труб при помощи кузнечной сварки. 5. Способ по п.1, отличающийся тем, что упомянутые концы труб как расширяют, так и сгибают с получением смятой или волнистой формы перед операцией кузнечной сварки, после чего эти смятые или волнистые концы труб сваривают при помощи кузнечной сварки и выпрямляют с получением по существу цилиндрической формы в ходе последующего процесса расширения. 6. Способ по п.5, отличающийся тем, что упомянутые трубы в области свариваемых концов имеют по существу сплошную стенку без прорезей и содержат группу расположенных в шахматном порядке прорезей и/или других отверстий на удалении от свариваемых концов, при этом при расширении сваренные концы труб, первоначально смятые или волнистые, выпрямляются, приобретая по существу цилиндрическую форму, а прорези и/или другие отверстия увеличиваются в размере. 7. Способ по п.1, отличающийся тем, что упомянутые концы пары, по меньшей мере, частично накладывающихся друг на друга труб соединяют при помощи кузнечной сварки путем нагрева перекрывающихся концов этих труб до температуры кузнечной сварки и сжатия нагретых частично перекрывающихся концов вместе при одновременном их обдуве в течение по меньшей мере части операции кузнечной сварки. 8. Способ по п.7, отличающийся тем, что во внутреннюю трубу устанавливают устройство кузнечной сварки, которое нагревает конец трубы, подает обдувающий восстановительный газ в зазор, остающийся между перекрывающимися концами труб, и затем прижимает внешнюю поверхность нагретого конца внутренней трубы к внутренней поверхности внешней трубы для соединения упомянутых концов труб при помощи кузнечной сварки. 9. Способ по любому из пп.1-8, отличающийся тем, что упомянутые концы труб имеют зубчатую или синусоидальную форму и обеспечивают уменьшение воздействия на концы труб, сваренные кузнечной сваркой, во время процесса расширения и/или выпрямления. 10. Способ по п.1, отличающийся тем, что упомянутый обдувающий газ содержит в объемном исчислении более 90% по существу инертного газа, например азота, гелия или аргона, и более 2% водорода.
МПК / Метки
МПК: B23K 13/00
Метки: труб, расширяемых, способ, соединения
Код ссылки
<a href="https://eas.patents.su/8-6464-sposob-soedineniya-rasshiryaemyh-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Способ соединения расширяемых труб</a>
Соединитель для колонны расширяемых труб.
Номер патента: 689
Опубликовано: 28.02.2000
Автор: Лобек Вильхельмус Христианус Мария
МПК: E21B 17/08, F16L 13/14
Метки: колонны, труб, соединитель, расширяемых
Формула / Реферат:
1. Соединитель для соединения примыкающих участков колонны расширяемых труб, содержащих расширяемую втулку (1, 6, 16), которая при использовании расположена коаксиально относительно конца каждого из примыкающих участков (2, 3, 8, 9, 18, 19) труб, и средства (5, 11, 21) для прикрепления втулки (1, 6, 16) к указанным концам, отличающийся тем, что втулка (1, 6, 16) сконструирована для соединения участков (2, 3, 8, 9, 18, 19) колонны из расширяемых...
Соединительный узел расширяемых, снабженных прорезями обсадных труб
Номер патента: 500
Опубликовано: 26.08.1999
Автор: Кэмпбелл Элэсдэйр
МПК: E21B 17/08
Метки: снабженных, соединительный, расширяемых, труб, прорезями, узел, обсадных
Формула / Реферат:
1. Соединительный узел расширяемых, снабженных прорезями обсадных труб (10), содержащий два конца труб (22, 24), выполненные с возможностью соединения между собой, отличающийся тем, что конец одной трубы образует охватываемый участок (28), конец другой трубы - охватывающий участок (30), причем эти концы труб выполнены с возможностью обеспечения зацепления между собой с сохранением этого зацепления после их расширения. 2. Соединительный узел по...
Способ транспортировки и установки расширяемых стальных труб
Номер патента: 2432
Опубликовано: 25.04.2002
Автор: Лохбек Вильхельмус Кристианус Мария
МПК: E21B 19/22, B65H 75/34
Метки: труб, способ, стальных, транспортировки, расширяемых, установки
Формула / Реферат:
1. Способ транспортировки и установки стальной трубы (1), содержащий - придание трубе (1) плоской формы; - транспортировку трубы (1) в плоской форме к месту (6), где труба (1) должна быть установлена; и - возвратное придание трубе (1) объемной конфигурации; отличающийся тем, что - перед установкой трубы в указанном месте (6) трубе (1) вновь придают объемную конфигурацию и - трубу (1) расширяют вдоль, по меньшей мере, существенной части ее длины...
Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения, и трубы, используемые для реализации этого способа
Номер патента: 3339
Опубликовано: 24.04.2003
МПК: F16L 59/18
Метки: зоны, двух, труб, способа, этого, реализации, трубопровода, способ, площадке, трубы, металлических, используемые, барже, укладываемого, монтажной, соединения, море, изоляции
Формула / Реферат:
1. Способ соединения на барже или на монтажной площадке двух металлических труб укладываемого в море трубопровода и изоляции зоны этого соединения посредством нанесения наружного теплоизолирующего покрытия, непроницаемого для воды, устойчивого к внешнему давлению и полученного путем отверждения материала, нанесенного на эти трубы, в соответствии с которым используют металлические трубы (T1, T2), подлежащие механическому соединению в...
Маркировка соединений труб
Номер патента: 6174
Опубликовано: 27.10.2005
Авторы: Коул Энтони Томас, Ден Бур Йоханнис Йосефус, Димитриадис Клистенис, Зейслинг Дюрре Ханс
МПК: G01V 15/00, F16L 13/02, E21B 47/00...
Метки: маркировка, труб, соединений
Формула / Реферат:
1. Способ маркировки расположения соединения труб, содержащий следующие операции: создание полости в концевой поверхности одного из соединяемых концов трубы; введение отметки в полость; последующее соединение концов труб сваркой. 2. Способ по п.1, в котором концы труб соединены кузнечной сваркой. 3. Способ по п.1 или 2, в котором трубы, по существу, имеют дисковидные концевые поверхности, которые прижаты друг к другу при соединении концов труб....
Предыдущий патент: Способ получения концентрированного сока из хурмы
Следующий патент: Защитное устройство для медицинской иглы (варианты) и устройство для сбора текучей среды
Случайный патент: Производные 2, 3, 6-тризамещённого-4-пиримидона