Способ транспортировки и установки расширяемых стальных труб
Формула / Реферат
1. Способ транспортировки и установки стальной трубы (1), содержащий
- придание трубе (1) плоской формы;
- транспортировку трубы (1) в плоской форме к месту (6), где труба (1) должна быть установлена; и
- возвратное придание трубе (1) объемной конфигурации;
отличающийся тем, что
- перед установкой трубы в указанном месте (6) трубе (1) вновь придают объемную конфигурацию и
- трубу (1) расширяют вдоль, по меньшей мере, существенной части ее длины после установки трубы (1) в указанном месте (6).
2. Способ по п.1, в котором нерасширенную трубу (1) в плоской форме наматывают на барабан (9) перед транспортировкой трубы (1) в указанное место (6) и разматывают с барабана (9) перед возвратным приданием трубе (1) объемной конфигурации.
3. Способ по п.1, в котором нерасширенную трубу (1) заранее оснащают сеткой из отверстий или ослабленных участков (8), которые раскрываются и деформируются во время процесса расширения.
4. Способ по п.3, в котором сетку выполняют на противоположных сторонах вдоль окружности трубы, располагая продольные или спиральные последовательности отверстий или ослабленных участков (8), причем эти последовательности формируют продольную или спиральную полосу, по которой стенка трубы складывается на этапе придания нерасширенной трубе (1) плоской формы.
5. Способ по п.3, в котором труба (1) содержит зигзагообразную сетку из удлиненных прорезей (8) или удлиненных ослабленных областей, которые раскрываются в процессе расширения с образованием, по существу, призматической формы.
6. Способ по п.1, в котором трубе (1) вновь придают объемную конфигурацию путем пропускания трубы через коническую конструкцию (2).
7. Способ по п.6, в котором коническая конструкция (2) содержит трубчатый проход, сформированный последовательностью роликов (3), и/или трубчатую направляющую воронку (5), у которой внутренний диаметр отверстия, по существу, равен внешнему диаметру нерасширенной трубы (1), которой вновь придана объемная конфигурация.
8. Способ по п.1, в котором трубу (1) вводят во вновь приданной объемной конфигурации, нерасширенной и, по существу, имеющей цилиндрическую или овальную форму, в подземную скважину или другую полость (6) и расширяют вдоль внутренней стенки (16) полости (6) для формирования трубчатой облицовки указанной полости (6).
9. Способ по п.1, в котором используют трубу (1), применяемую на месторождении нефти, и изготавливают ее из стали формовочной марки.
10. Способ по п.9, в котором трубу (1) снабжают последовательностью изогнутых пружинных центраторов (12), прикрепленных, по меньшей мере, с одного конца с возможностью скольжения к внешней поверхности трубы, при этом центраторы (12) сплющиваются, когда нерасширенной трубе (1) придают плоскую форму, и деформируются с образованием изогнутой формы, когда трубе (1) вновь придают объемную конфигурацию.
11. Способ по п.9, в котором труба (1) представляет собой трубу с прорезями, предназначенную для использования в подземной скважине (6) и которую снабжают непроницаемой оберткой (15) в местах, в которых требуется применение непроницаемой расширенной трубы (1).
12. Способ по п.11, в котором непроницаемую обертку (15) образуют из деформируемого резинового рукава и/или намотанного листа непроницаемого материала или материала типа ткани, которому на месте придают свойства непроницаемости.
13. Способ по п.11, в котором трубу (1) расширяют с помощью раздвижной расширительной оправки (20, 30-36), которую в сложенном состоянии вводят в нерасширенную трубу, но которой вновь придана объемная конфигурация, и затем раздвигают и перемещают в осевом направлении через трубу (1) в процессе расширения.

Текст
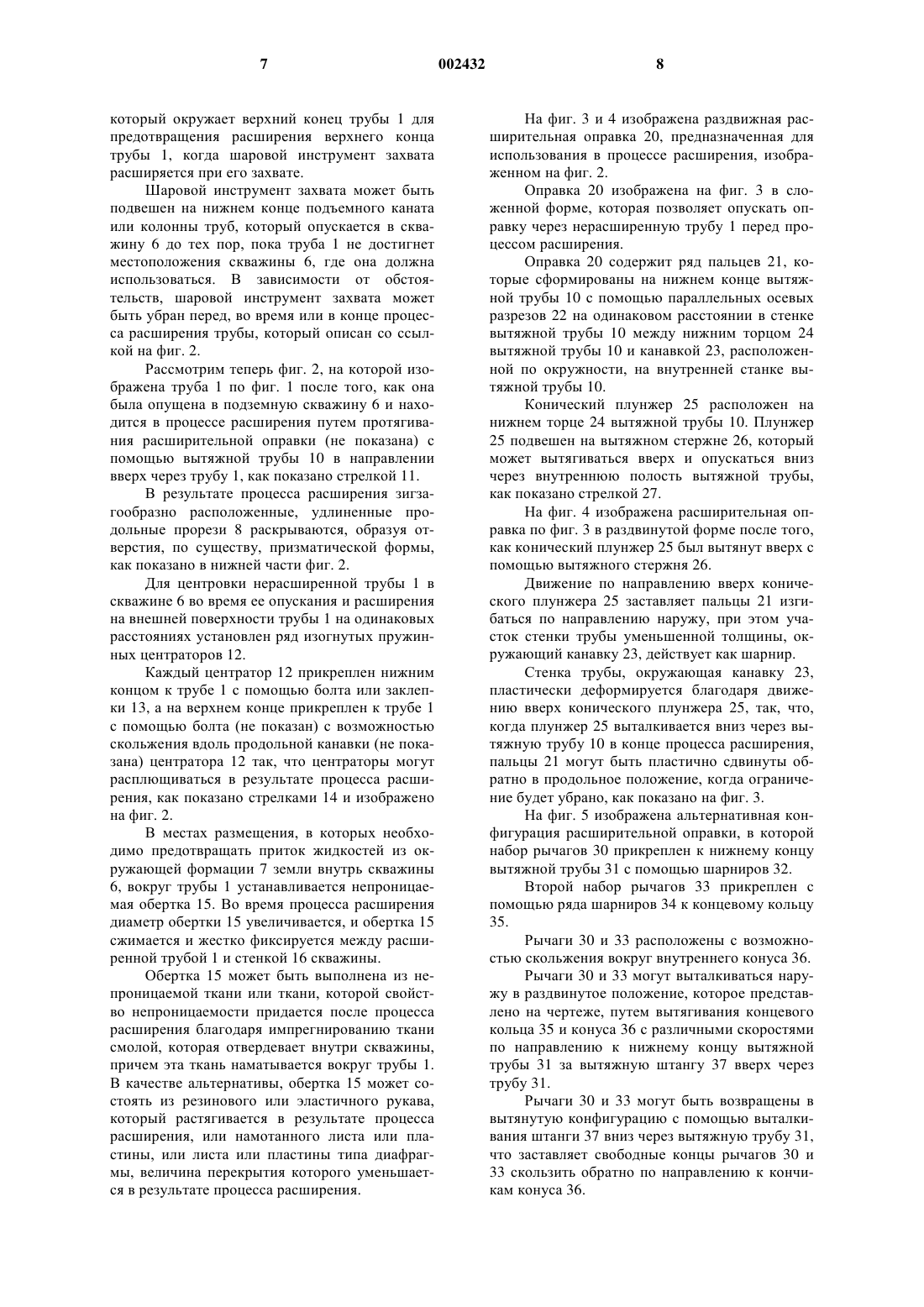
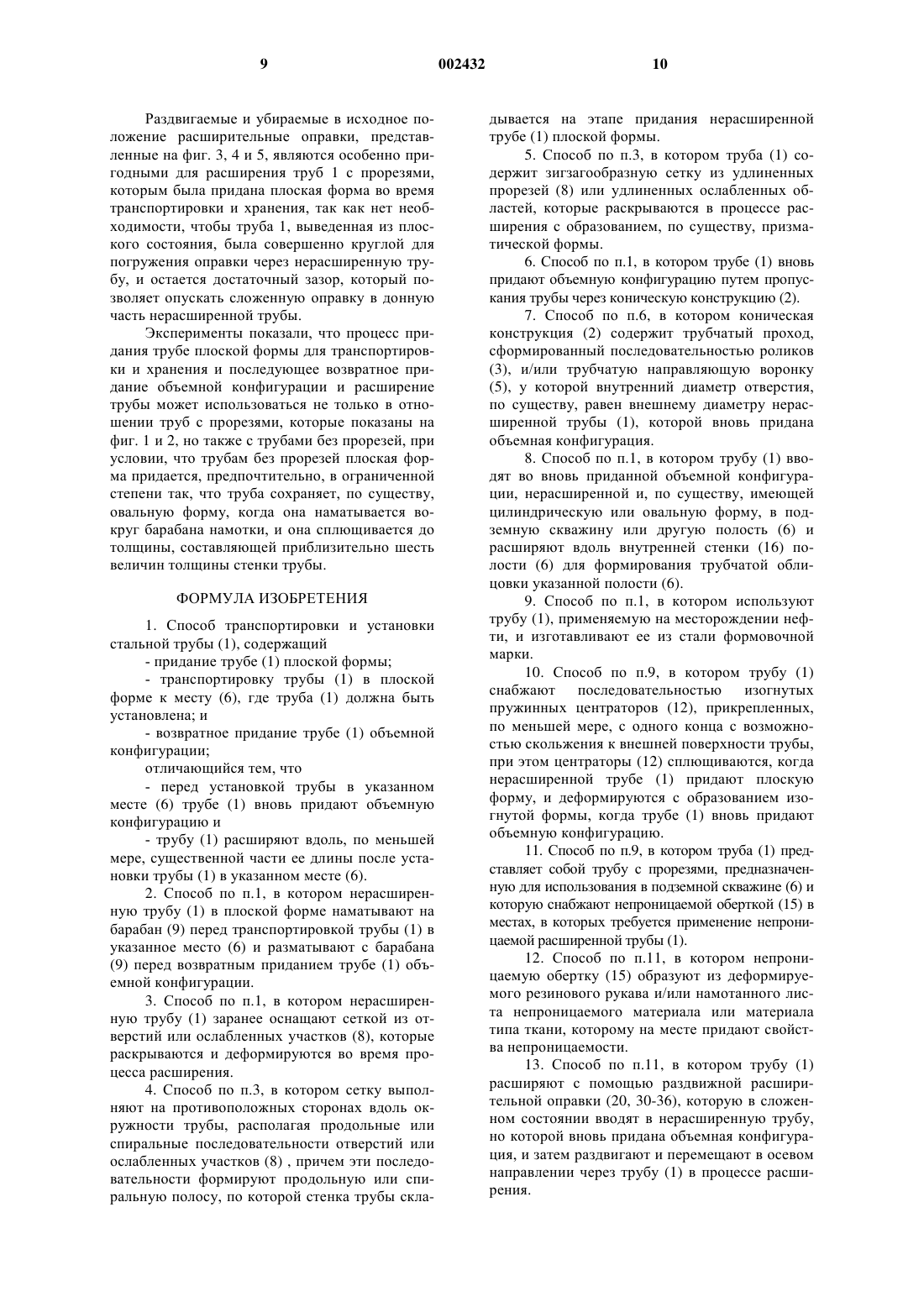
1 Предпосылки изобретения Настоящее изобретение относится к способу транспортировки и установки расширяемых стальных труб. Расширяемые стальные трубы с прорезями известны из описания Европейского патента ЕР 0643795, и расширяемые трубы без прорезей или сплошные трубы, изготовленные из формуемых сталей, известны из заявки на международный патент, публикацияWO 98/00626. В этих источниках информации описано,что для пластичного расширения трубы, при котором внутренний и внешний диаметр трубы увеличивается, может использоваться, по существу, коническая оправка. Общая проблема, связанная с этими и другими известными стальными трубами, состоит в том, что они представляют собой объемные и хрупкие длинномерные изделия, которые трудно транспортировать с места их производства до места использования, что приводит к высоким затратам на транспортировку и хранение. Кроме того, для составления из них колонны труб требуется большое количество соединителей. Настоящее изобретение направлено на способ, который позволяет осуществлять дешевую и эффективную транспортировку расширяемых стальных труб с места производства до места их промышленного использования, где их подвергают расширению и установке. Из описания американского патента 3 811 633 известна расширяемая трубчатая структура, которую в сложенном виде наматывают на барабан для хранения. Эта известная структура содержит пару параллельных удлиненных лент, которые взаимно соединены профильными боковыми стенками, сложенными так, что они образуют плоскую структуру во время хранения и раскладываются, когда трубу разматывают с формированием, по существу,квадратной в сечении трубы, которая не является цилиндрической и не является расширяемой. Кроме того, известно наматывание шлангов, которые используются, например, в домашнем хозяйстве или в пожарном оборудовании, в плоском виде на барабан или на катушку. Однако такие шланги изготавливают из пластиковой ткани и/или эластичных материалов, которые по своей природе являются гибкими, так, что шлангу легко можно придать плоскую форму, в то время, как придание плоской формы стальным трубам для промышленного использования до настоящего времени не известно. Поэтому в настоящем описании термин стальная труба исключает, по существу, гибкие неметаллические шланги, которые не устанавливаются на месте, а используются в режиме перемещения, например, в домашнем хозяйстве,в саду или при тушении пожара. В описании американского патента 3 934 660 описан способ формирования обсадной трубы скважины на месте, в котором 2 упругая металлическая лента изгибается так, что образуется свернутая в цилиндр форма, и закрепляется в этом виде с помощью взрывных болтов, после чего свернутая обсадная труба помещается в скважину. Затем производится установка обсадной трубы путем освобождения болтов так, что обсадная труба разворачивается и прижимается к стенкам скважины. Способ транспортировки и установки стальной трубы в соответствии с преамбулой п.1 формулы изобретения известен из международной публикации WO 98/07957. В этом известном способе стальная обсадная труба наматывается в сложенном плоском виде на барабан. Обсадная труба в плоском виде после разматывания с барабана и перед введением в скважину дополнительно складывается так, что образуется серпообразная форма сечения, которая позволяет передвигать плоскую обсадную трубу внутри скважины. После того, как сложенная плоская обсадная труба, которой придана серпообразная форма, будет помещена на место внутри скважины, где она должна быть установлена, эту обсадную трубу серпообразной формы надувают так, что ей придают цилиндрическую форму, после чего в обсадную трубу может быть вставлен надувной пакер для пластической деформации верхней части обсадной трубы так, чтобы образовалось плотное соединение с уже установленной секцией обсадной трубы. Складывание плоской обсадной трубы с приданием ее сечению серпообразной формы создает высокие напряжения, и если эту обсадную трубу перемещают через изогнутую секцию скважины, она дополнительно изгибается,что легко может привести к короблению или разрывам обсадной трубы. Настоящее изобретение направлено на преодоление проблем, связанных с технологиями установки известного уровня техники, и на способ установки, который не требует применения складывания обсадной трубы в серпообразной форме во время установки, а также не требует использования металлической полоски, которая сама разворачивается, прижимаясь к стенкам скважины или к стенкам другой полости. Краткое описание изобретения Способ в соответствии с настоящим изобретением отличается тем, что перед тем как труба будет расположена на месте установки,эту трубу сначала переводят из плоской формы,по существу, в цилиндрическую или овальную форму и тем, что выведенную, таким образом,из плоской формы трубу расширяют в радиальном направлении вдоль, по меньшей мере, существенной части ее длины, после того как труба будет помещена на место ее установки. Было обнаружено, что пластичные свойства, которые требуются для придания стальным трубам, по существу, гибких свойств так, чтобы они могли быть расширяемыми, могут также ис 3 пользоваться для придания плоской формы нерасширенной трубе во время транспортировки и возвратного придания ей объемной конфигурации на месте, где она должна использоваться. Следует понимать, что транспортировка нерасширенных стальных труб в плоской форме существенно снижает объем транспортируемых труб и затраты, связанные с транспортировкой. Предпочтительно, нерасширенную трубу наматывают на барабан перед транспортировкой трубы к месту, где она должна использоваться, и разматывают с барабана намотки перед возвратным приданием трубе объемной конфигурации. Предпочтительно, трубу изготавливают из стали формовочной марки и/или в ней заранее формируют определенную сетку из отверстий или ослабленных участков, которые раскрываются и деформируются во время процесса расширения. Предпочтительно, указанная сетка формируется таким образом, что на противоположных сторонах по окружности трубы располагаются продольные или спиральные последовательности отверстий или ослабленных участков, причем эти последовательности определяют продольную или спиральную ленту, по которой стенка трубы складывается во время этапа придания нерасширенной трубе плоской формы. На подходящей трубе вышеуказанного вида сформирована зигзагообразная сетка из удлиненных прорезей или удлиненных ослабленных областей, которые раскрываются во время процесса расширения с образованием отверстий, по существу, призматической формы. Такая расширяемая труба с прорезями приведена в описании Европейского патента ЕР 0643795. Используемый в этом описании термин придание трубе плоской формы означает, что труба деформируется с приданием ей действительно плоской формы или, по существу, овальной формы, и что термин возвратное придание трубе объемной конфигурации означает, что степень округлости трубы увеличивается так,что труба принимает, по существу, цилиндрическую или овальную форму. Эксперименты показали, что расширяемым стальным трубам, в которых сформирована зигзагообразная сетка из частично перекрывающихся прорезей, выполненных в осевом направлении, может быть придана плоская форма так, что противоположные стенки трубы будут соприкасаться друг с другом, когда плоскую нерасширенную трубу наматывают вокруг барабана намотки, и затем нерасширенная труба может быть выведена из плоской формы с приданием ей почти цилиндрической формы. Поскольку полость, такая как скважина или корродированная труба, в которую устанавливается труба, выведенная из плоской формы,имеет больший размер по сравнению с внешним диаметром нерасширенной трубы, нерасширен 002432 4 ной трубе не требуется придание идеальной цилиндрической формы. Кроме того, при расширении трубы с помощью, например, конической расширительной оправки не требуется использовать в начальной точке нерасширенную трубу идеально цилиндрической формы, при этом с помощью конической оправки трубу можно расширить с приданием ей, по существу, цилиндрической формы. Расширяемые твердые трубы, изготовленные из стали формовочной марки, предпочтительно сплющиваются с приданием им, по существу, овальной формы, когда они наматываются на барабан, после чего округлость нерасширенной трубы увеличивается перед процессом расширения. Отметим, что расширение трубы с использованием расширительного конуса позволяет получить, по существу, цилиндрическую расширенную трубу. Таким образом, следует понимать, что придание плоской формы расширяемым трубам существенно снижает транспортные расходы и расходы на хранение, поскольку при хранении труб, которые являются одновременно нерасширенными и сплющенными, возникает эффект согласованного взаимодействия, при этом временное придание плоской формы во время транспортировки и хранения не влияет на округлость расширенной трубы. Предпочтительно, трубе вновь придают объемную конфигурацию путем протягивании плоской нерасширенной трубы в продольном направлении через коническую конструкцию,которая содержит трубчатое отверстие, сформированное набором роликов, и/или трубчатую направляющую воронку, причем это отверстие имеет внутренний диаметр, который, по существу, равен внешнему диаметру нерасширенной трубы, выведенной из плоского состояния. Способ в соответствии с настоящим изобретением особенно пригоден для использования с расширяемыми трубами, которые изготовлены из стали формовочной марки и используются для помещения в подземную скважину или в коррозирующую трубу и затем расширяются для формирования стальной обкладки внутри скважины или внутри существующей трубы. Используемый в настоящем описании термин сталь формовочной марки означает, что в результате процесса расширения сталь подвергается, по существу, деформационному упрочнению. Предпочтительно, труба изготавливается из высокопрочной марки стали, которая может быть подвергнута формованию и которая имеет остаточное отношение прочности к пределу прочности на разрыв меньше чем 0,8 и остаточную прочность, по меньшей мере, 275 МПа. Подходящие стали такого рода представляют собой двухфазные (DP) высокопрочные,низколегированные сплавы стали (HSLA),имеющие экспоненту n степени деформацион 5 ного упрочнения, по меньшей мере, 0,6 и, предпочтительно, по меньшей мере, 0,16. Если труба должна вводиться в трубчатую полость, такую как скважина или подземный или наземный трубопровод, и должна перемещаться по центру этой полости, то эта труба может быть снабжена набором изогнутых пружинных центраторов, которые, по меньшей мере, с одного конца закреплены с возможностью скольжения на внешней поверхности трубы,причем этим центраторам также придается плоская форма, когда нерасширенная труба складывается в плоской форме, и которые деформируются с образованием низкопрофильной формы, когда трубе вновь придают объемную конфигурацию. Если труба выполнена с прорезями и должна использоваться в области, где требуется непроницаемая стенка трубы, то вокруг трубы может быть установлена непроницаемая обертка или эластичный рукав для обеспечения уплотнения жидкости. Предпочтительно, труба расширяется с помощью раздвижной расширительной оправки,которая в сложенной форме вводится в нерасширенную трубу, выведенную из плоского состояния, и затем раздвигается и перемещается в осевом направлении через трубу во время процесса расширения трубы. Краткое описание чертежей Настоящее изобретение будет описано более подробно на конкретном примере со ссылками на прилагаемые чертежи, на которых фиг. 1 изображает вид расширяемой трубы с прорезями, верхний конец которой имеет плоскую форму и которую протягивают через коническую конструкцию, придающую трубе, по существу, цилиндрическую форму, показанную снизу; фиг. 2 - трубу по фиг. 1 во время процесса расширения, при котором коническая расширительная оправка протягивается через трубу; фиг. 3 - схематически вид сбоку сложенной раздвижной конической оправки, предназначенной для расширения трубы по фиг. 2, выполненной с прорезями; фиг. 4 - схематически вид сбоку раздвинутой конической оправки по фиг. 3 в процессе расширения трубы по фиг. 2; фиг. 5 - в изометрии альтернативный вариант воплощения раздвижной оправки, предназначенной для использования в способе в соответствии с настоящим изобретением. Подробное описание предпочтительных вариантов воплощения Рассмотрим фиг. 1, на которой изображена нерасширенная расширяемая труба 1 с прорезями, имеющая на верхнем конце плоскую форму,причем нижний конец ее был переведен, по существу, в цилиндрическую форму с помощью конической конструкции 2. 6 Коническая конструкция 2 содержит пару направляющих колес 3, имеющих округлую внешнюю поверхность 4, которые сжимают трубу 1, создавая, по существу, цилиндрическую форму, и направляющее кольцо 5, имеющее внутреннюю поверхность из материала с низким коэффициентом трения, причем кольцо 5 служит для направления трубы 1 в скважину 6, которая проходит через подземную формацию 7. Труба 1 содержит обычную сетку, по меньшей мере, из частично перекрывающихся зигзагообразно расположенных прорезей 8,прорезанных через или частично через стенку трубы 1 во время производства. На заводе при изготовлении труба была расплющена путем пропускания трубы 1 через пару роликов (не показаны), имеющих, по существу, плоскую внешнюю поверхность и которые расположены на определенном расстоянии друг от друга, которое равняется приблизительно тройной толщине стенок трубы 1. При изготовлении на заводе расплющенную трубу 1 наматывали на барабан 9 намотки, который затем транспортировали к месту расположения скважины, где трубу 1 разматывают с барабана 9 намотки, и затем ей вновь придают объемную конфигурацию в направляющей конической конструкции 2 и опускают в подземную скважину 6. Для обеспечения плавного погружения нерасширенной трубы 1 в скважину 6, к нижнему концу выведенной из плоского состояния трубы 1 могут быть прикреплены концевое кольцо 17 или торцевая секция. Предпочтительно, концевое кольцо 17 или торцевая секция изготавливаются из относительно мягкого материала, такого как алюминий, пластмасса или цемент,который легко деформируется и/или разрушается в процессе расширения и который, если необходимо, может быть легко удален с помощью бурильного или перемалывающего инструмента. На верхнем торце концевого кольца 17 может быть сформирован ряд параллельных осевых прорезей 18 (не показаны), которые соответствуют прорезям 8, сформированным на нижнем конце трубы 1. На верхнем торце концевого кольца 17 между прорезями 18 и 8 формируют пальцы 19, при этом верхний торец кольца 17 и нижний конец трубы 1 могут быть соединены друг с другом винтами или с помощью связей, сваркой или пайкой твердым припоем. Пальцы 19 на верхнем торце концевого кольца 17 позволяют производить полное расширение нижнего конца трубы 1 с прорезями в процессе расширения. Если верхний конец трубы 1 также должен быть погружен внутрь скважины 6, так называемый шаровой инструмент захвата (не показан) может быть введен с верхнего конца выведенной из плоского состояния трубы 1. Шаровой инструмент захвата должен иметь рукав, 7 который окружает верхний конец трубы 1 для предотвращения расширения верхнего конца трубы 1, когда шаровой инструмент захвата расширяется при его захвате. Шаровой инструмент захвата может быть подвешен на нижнем конце подъемного каната или колонны труб, который опускается в скважину 6 до тех пор, пока труба 1 не достигнет местоположения скважины 6, где она должна использоваться. В зависимости от обстоятельств, шаровой инструмент захвата может быть убран перед, во время или в конце процесса расширения трубы, который описан со ссылкой на фиг. 2. Рассмотрим теперь фиг. 2, на которой изображена труба 1 по фиг. 1 после того, как она была опущена в подземную скважину 6 и находится в процессе расширения путем протягивания расширительной оправки (не показана) с помощью вытяжной трубы 10 в направлении вверх через трубу 1, как показано стрелкой 11. В результате процесса расширения зигзагообразно расположенные, удлиненные продольные прорези 8 раскрываются, образуя отверстия, по существу, призматической формы,как показано в нижней части фиг. 2. Для центровки нерасширенной трубы 1 в скважине 6 во время ее опускания и расширения на внешней поверхности трубы 1 на одинаковых расстояниях установлен ряд изогнутых пружинных центраторов 12. Каждый центратор 12 прикреплен нижним концом к трубе 1 с помощью болта или заклепки 13, а на верхнем конце прикреплен к трубе 1 с помощью болта (не показан) с возможностью скольжения вдоль продольной канавки (не показана) центратора 12 так, что центраторы могут расплющиваться в результате процесса расширения, как показано стрелками 14 и изображено на фиг. 2. В местах размещения, в которых необходимо предотвращать приток жидкостей из окружающей формации 7 земли внутрь скважины 6, вокруг трубы 1 устанавливается непроницаемая обертка 15. Во время процесса расширения диаметр обертки 15 увеличивается, и обертка 15 сжимается и жестко фиксируется между расширенной трубой 1 и стенкой 16 скважины. Обертка 15 может быть выполнена из непроницаемой ткани или ткани, которой свойство непроницаемости придается после процесса расширения благодаря импрегнированию ткани смолой, которая отвердевает внутри скважины,причем эта ткань наматывается вокруг трубы 1. В качестве альтернативы, обертка 15 может состоять из резинового или эластичного рукава,который растягивается в результате процесса расширения, или намотанного листа или пластины, или листа или пластины типа диафрагмы, величина перекрытия которого уменьшается в результате процесса расширения. 8 На фиг. 3 и 4 изображена раздвижная расширительная оправка 20, предназначенная для использования в процессе расширения, изображенном на фиг. 2. Оправка 20 изображена на фиг. 3 в сложенной форме, которая позволяет опускать оправку через нерасширенную трубу 1 перед процессом расширения. Оправка 20 содержит ряд пальцев 21, которые сформированы на нижнем конце вытяжной трубы 10 с помощью параллельных осевых разрезов 22 на одинаковом расстоянии в стенке вытяжной трубы 10 между нижним торцом 24 вытяжной трубы 10 и канавкой 23, расположенной по окружности, на внутренней станке вытяжной трубы 10. Конический плунжер 25 расположен на нижнем торце 24 вытяжной трубы 10. Плунжер 25 подвешен на вытяжном стержне 26, который может вытягиваться вверх и опускаться вниз через внутреннюю полость вытяжной трубы,как показано стрелкой 27. На фиг. 4 изображена расширительная оправка по фиг. 3 в раздвинутой форме после того,как конический плунжер 25 был вытянут вверх с помощью вытяжного стержня 26. Движение по направлению вверх конического плунжера 25 заставляет пальцы 21 изгибаться по направлению наружу, при этом участок стенки трубы уменьшенной толщины, окружающий канавку 23, действует как шарнир. Стенка трубы, окружающая канавку 23,пластически деформируется благодаря движению вверх конического плунжера 25, так, что,когда плунжер 25 выталкивается вниз через вытяжную трубу 10 в конце процесса расширения,пальцы 21 могут быть пластично сдвинуты обратно в продольное положение, когда ограничение будет убрано, как показано на фиг. 3. На фиг. 5 изображена альтернативная конфигурация расширительной оправки, в которой набор рычагов 30 прикреплен к нижнему концу вытяжной трубы 31 с помощью шарниров 32. Второй набор рычагов 33 прикреплен с помощью ряда шарниров 34 к концевому кольцу 35. Рычаги 30 и 33 расположены с возможностью скольжения вокруг внутреннего конуса 36. Рычаги 30 и 33 могут выталкиваться наружу в раздвинутое положение, которое представлено на чертеже, путем вытягивания концевого кольца 35 и конуса 36 с различными скоростями по направлению к нижнему концу вытяжной трубы 31 за вытяжную штангу 37 вверх через трубу 31. Рычаги 30 и 33 могут быть возвращены в вытянутую конфигурацию с помощью выталкивания штанги 37 вниз через вытяжную трубу 31,что заставляет свободные концы рычагов 30 и 33 скользить обратно по направлению к кончикам конуса 36. 9 Раздвигаемые и убираемые в исходное положение расширительные оправки, представленные на фиг. 3, 4 и 5, являются особенно пригодными для расширения труб 1 с прорезями,которым была придана плоская форма во время транспортировки и хранения, так как нет необходимости, чтобы труба 1, выведенная из плоского состояния, была совершенно круглой для погружения оправки через нерасширенную трубу, и остается достаточный зазор, который позволяет опускать сложенную оправку в донную часть нерасширенной трубы. Эксперименты показали, что процесс придания трубе плоской формы для транспортировки и хранения и последующее возвратное придание объемной конфигурации и расширение трубы может использоваться не только в отношении труб с прорезями, которые показаны на фиг. 1 и 2, но также с трубами без прорезей, при условии, что трубам без прорезей плоская форма придается, предпочтительно, в ограниченной степени так, что труба сохраняет, по существу,овальную форму, когда она наматывается вокруг барабана намотки, и она сплющивается до толщины, составляющей приблизительно шесть величин толщины стенки трубы. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ транспортировки и установки стальной трубы (1), содержащий- возвратное придание трубе (1) объемной конфигурации; отличающийся тем, что- перед установкой трубы в указанном месте (6) трубе (1) вновь придают объемную конфигурацию и- трубу (1) расширяют вдоль, по меньшей мере, существенной части ее длины после установки трубы (1) в указанном месте (6). 2. Способ по п.1, в котором нерасширенную трубу (1) в плоской форме наматывают на барабан (9) перед транспортировкой трубы (1) в указанное место (6) и разматывают с барабана(9) перед возвратным приданием трубе (1) объемной конфигурации. 3. Способ по п.1, в котором нерасширенную трубу (1) заранее оснащают сеткой из отверстий или ослабленных участков (8), которые раскрываются и деформируются во время процесса расширения. 4. Способ по п.3, в котором сетку выполняют на противоположных сторонах вдоль окружности трубы, располагая продольные или спиральные последовательности отверстий или ослабленных участков (8) , причем эти последовательности формируют продольную или спиральную полосу, по которой стенка трубы скла 002432 10 дывается на этапе придания нерасширенной трубе (1) плоской формы. 5. Способ по п.3, в котором труба (1) содержит зигзагообразную сетку из удлиненных прорезей (8) или удлиненных ослабленных областей, которые раскрываются в процессе расширения с образованием, по существу, призматической формы. 6. Способ по п.1, в котором трубе (1) вновь придают объемную конфигурацию путем пропускания трубы через коническую конструкцию (2). 7. Способ по п.6, в котором коническая конструкция (2) содержит трубчатый проход,сформированный последовательностью роликов(5), у которой внутренний диаметр отверстия,по существу, равен внешнему диаметру нерасширенной трубы (1), которой вновь придана объемная конфигурация. 8. Способ по п.1, в котором трубу (1) вводят во вновь приданной объемной конфигурации, нерасширенной и, по существу, имеющей цилиндрическую или овальную форму, в подземную скважину или другую полость (6) и расширяют вдоль внутренней стенки (16) полости (6) для формирования трубчатой облицовки указанной полости (6). 9. Способ по п.1, в котором используют трубу (1), применяемую на месторождении нефти, и изготавливают ее из стали формовочной марки. 10. Способ по п.9, в котором трубу (1) снабжают последовательностью изогнутых пружинных центраторов (12), прикрепленных,по меньшей мере, с одного конца с возможностью скольжения к внешней поверхности трубы,при этом центраторы (12) сплющиваются, когда нерасширенной трубе (1) придают плоскую форму, и деформируются с образованием изогнутой формы, когда трубе (1) вновь придают объемную конфигурацию. 11. Способ по п.9, в котором труба (1) представляет собой трубу с прорезями, предназначенную для использования в подземной скважине (6) и которую снабжают непроницаемой оберткой (15) в местах, в которых требуется применение непроницаемой расширенной трубы (1). 12. Способ по п.11, в котором непроницаемую обертку (15) образуют из деформируемого резинового рукава и/или намотанного листа непроницаемого материала или материала типа ткани, которому на месте придают свойства непроницаемости. 13. Способ по п.11, в котором трубу (1) расширяют с помощью раздвижной расширительной оправки (20, 30-36), которую в сложенном состоянии вводят в нерасширенную трубу,но которой вновь придана объемная конфигурация, и затем раздвигают и перемещают в осевом направлении через трубу (1) в процессе расширения.
МПК / Метки
МПК: B65H 75/34, E21B 19/22
Метки: стальных, способ, установки, транспортировки, расширяемых, труб
Код ссылки
<a href="https://eas.patents.su/7-2432-sposob-transportirovki-i-ustanovki-rasshiryaemyh-stalnyh-trub.html" rel="bookmark" title="База патентов Евразийского Союза">Способ транспортировки и установки расширяемых стальных труб</a>
Соединитель для колонны расширяемых труб.
Номер патента: 689
Опубликовано: 28.02.2000
Автор: Лобек Вильхельмус Христианус Мария
МПК: F16L 13/14, E21B 17/08
Метки: соединитель, колонны, труб, расширяемых
Формула / Реферат:
1. Соединитель для соединения примыкающих участков колонны расширяемых труб, содержащих расширяемую втулку (1, 6, 16), которая при использовании расположена коаксиально относительно конца каждого из примыкающих участков (2, 3, 8, 9, 18, 19) труб, и средства (5, 11, 21) для прикрепления втулки (1, 6, 16) к указанным концам, отличающийся тем, что втулка (1, 6, 16) сконструирована для соединения участков (2, 3, 8, 9, 18, 19) колонны из расширяемых...
Соединительный узел расширяемых, снабженных прорезями обсадных труб
Номер патента: 500
Опубликовано: 26.08.1999
Автор: Кэмпбелл Элэсдэйр
МПК: E21B 17/08
Метки: соединительный, обсадных, снабженных, труб, прорезями, узел, расширяемых
Формула / Реферат:
1. Соединительный узел расширяемых, снабженных прорезями обсадных труб (10), содержащий два конца труб (22, 24), выполненные с возможностью соединения между собой, отличающийся тем, что конец одной трубы образует охватываемый участок (28), конец другой трубы - охватывающий участок (30), причем эти концы труб выполнены с возможностью обеспечения зацепления между собой с сохранением этого зацепления после их расширения. 2. Соединительный узел по...
Устройство для транспортировки и установки палубы морской платформы для нефтедобычи
Номер патента: 1285
Опубликовано: 25.12.2000
Авторы: Удэн Жан-Кристоф, Тома Пьер-Арман
МПК: B63B 35/00
Метки: платформы, транспортировки, морской, устройство, установки, палубы, нефтедобычи
Формула / Реферат:
1. Устройство для транспортировки и установки палубы (1) на платформу для морской нефтедобычи, включающее плавучую баржу (10), предназначенную для поддержания палубы (1) и оборудованную механизмами для переноса этой палубы (1) из ее положения опоры на барже (10) в положение на опорах (3) платформы, отличающееся тем, что оно дополнительно включает несущий каркас (11) для палубы (1), служащий для расположения ее на барже (10), и устройство для...
Деформируемый скважинный сетчатый фильтр и способ его установки
Номер патента: 332
Опубликовано: 29.04.1999
Авторы: Кентер Корнелис Ян, Эммен Якобус Хендрикус Петрус Мария, Росс Брент Рейнольдс, Сэмуэль Аллан Джеймс, Доннелли Мартин, Рейнен Паулюс Херманус Франсискус, Лохбек Вильхельмус Христианус Мария
МПК: B01D 29/58, B01D 39/08, B01D 39/10...
Метки: сетчатый, фильтр, скважинный, способ, деформируемый, установки
Формула / Реферат:
1. Деформируемый скважинный сетчатый фильтр, препятствующий проникновению твердых частиц в предназначенную для добычи углеводородов скважину, который расположен вокруг несущей трубы (3,10), которая растягивается в радиальном направлении при перемещении внутри нее в осевом направлении растягивающей оправки (12), отличающийся тем, что имеет, по меньшей мере, один имеющий форму трубы фильтрующий слой (14) или несколько чешуйчатых фильтрующих листов...
Способ и устройство для испытания стыка, образованного соединением двух труб
Номер патента: 1130
Опубликовано: 30.10.2000
Авторы: Питрас Бернд-Георг, Холлингсворт Джимми Лоренс
МПК: G01N 3/00
Метки: двух, устройство, испытания, способ, труб, стыка, соединением, образованного
Формула / Реферат:
1. Способ испытания стыка (114, 214), образованного соединением двух труб (101, 102, 201, 202), содержащий стадии a) закрепления одной из труб (101, 201); b) приложения силы для смещения другой из труб (102, 202) относительно первой трубы (102, 202); и c) устранения воздействия силы; отличающийся тем, что способ дополнительно содержит стадию d) сравнения конечного положения другой трубы (102, 202) с положением, которое она занимала перед...