Охлаждающая пластина пирометаллургического реактора и её изготовление
Номер патента: 5547
Опубликовано: 28.04.2005
Авторы: Койо Илкка, Мякинен Пертти, Хугг Эро, Коота Раймо
Формула / Реферат
1. Способ повышения способности к теплопередаче охлаждающей пластины пирометаллургического реактора с проточным каналом для охлаждающей воды, изготовленной из высокотеплопроводного металла, причем охлаждающая пластина из обработанной давлением меди имеет множество сформированных механическим способом каналов, существенно круглых в поперечном сечении внутри этой пластины, отличающийся тем, что площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра и длины проточного канала, путем нарезания резьбы или канавок в виде рифлей на внутреннюю поверхность проточного канала с помощью разжимной оправки.
2. Охлаждающая пластина пирометаллургического реактора, изготовленная из высокотеплопроводного металла и имеющая множество проточных каналов для охлаждающей воды, изготовленная из обработанной давлением медной пластины, внутри которой механическим способом выполнены проточные каналы, отличающаяся тем, что площадь поверхности канала, который имеет существенно круглое поперечное сечение, увеличена, без увеличения диаметра и длины проточного канала, нарезанием резьбы или канавок в виде рифлей на внутренней поверхности каналов.
3. Охлаждающая пластина по п.2, отличающаяся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки.

Текст
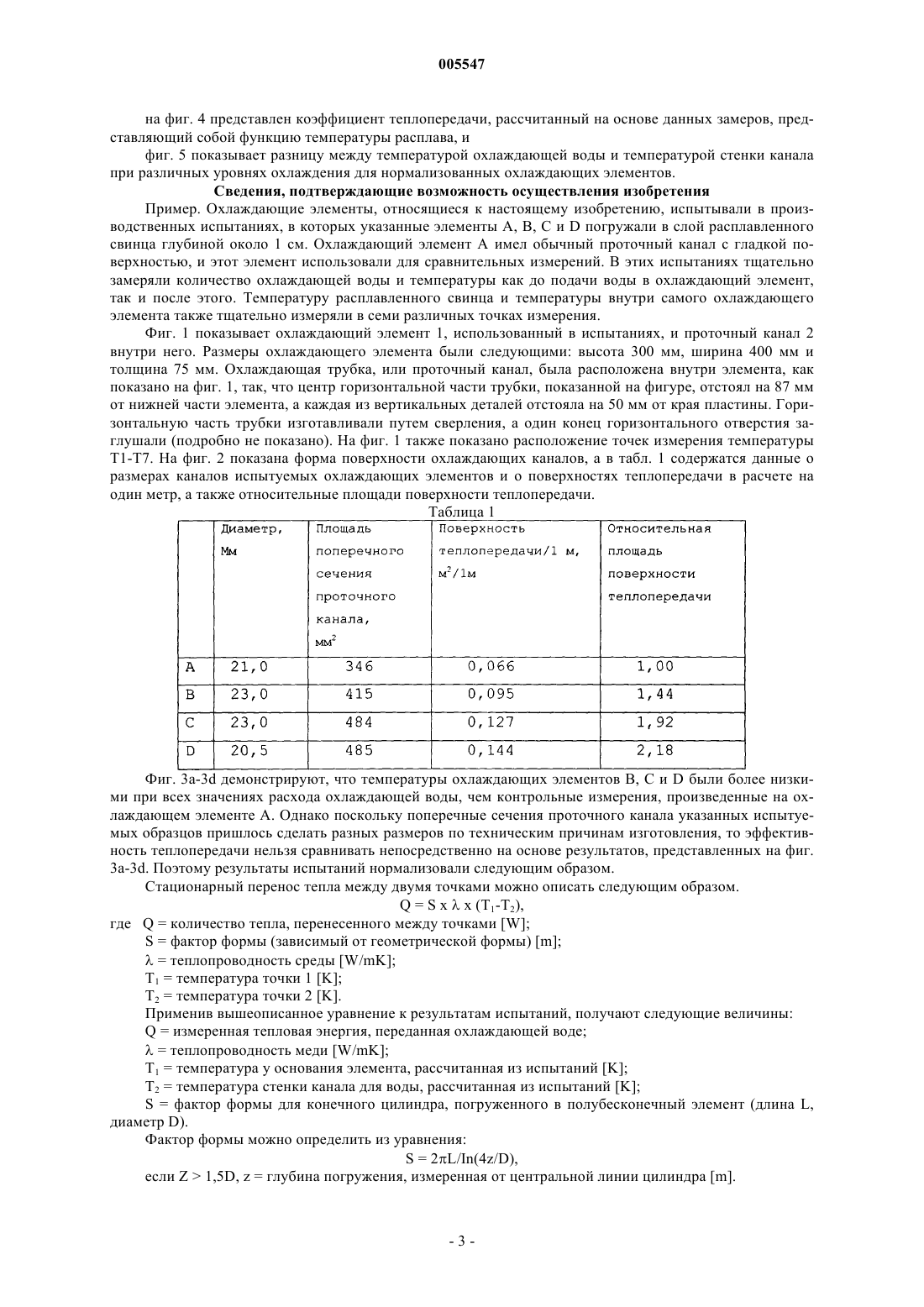
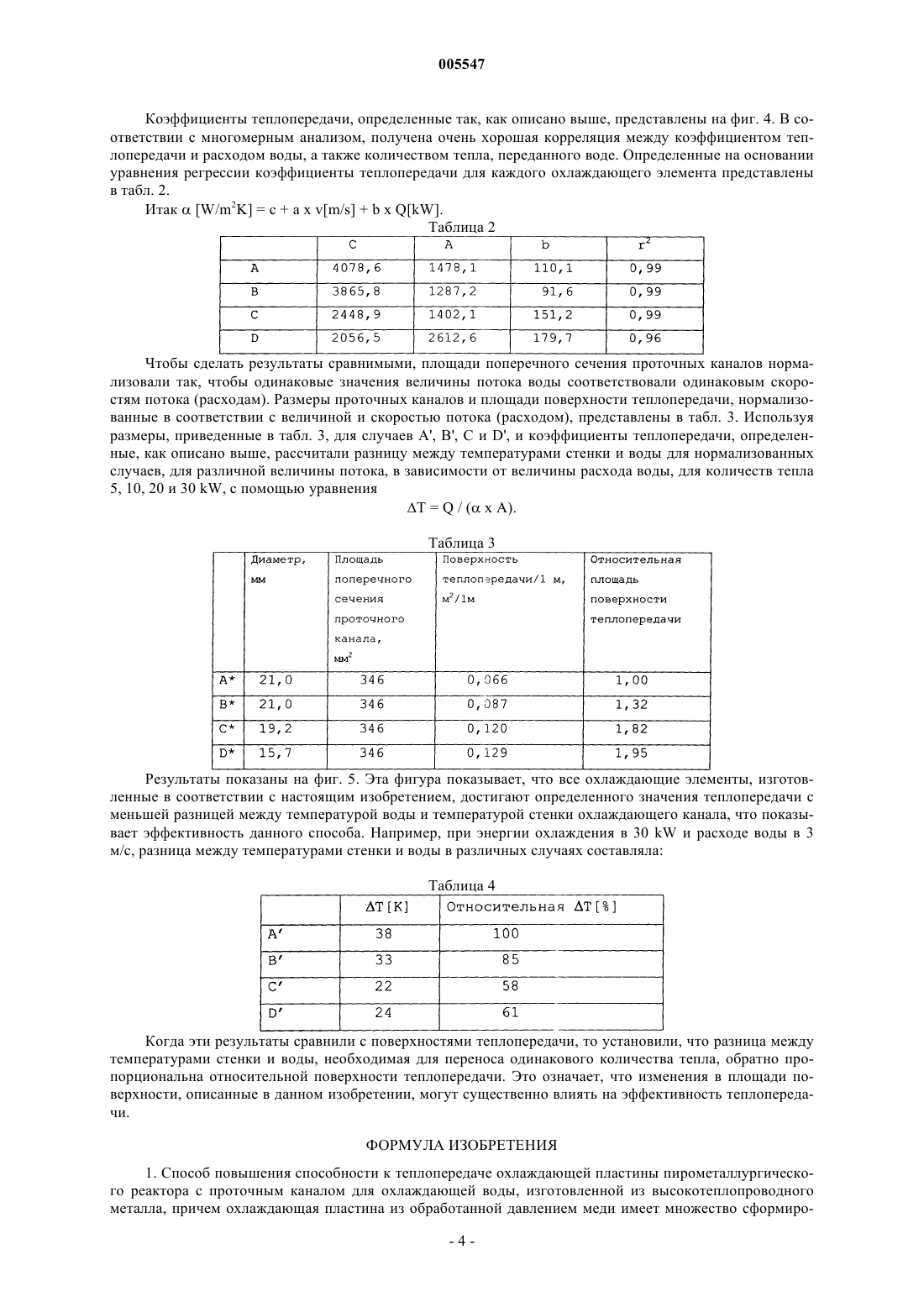
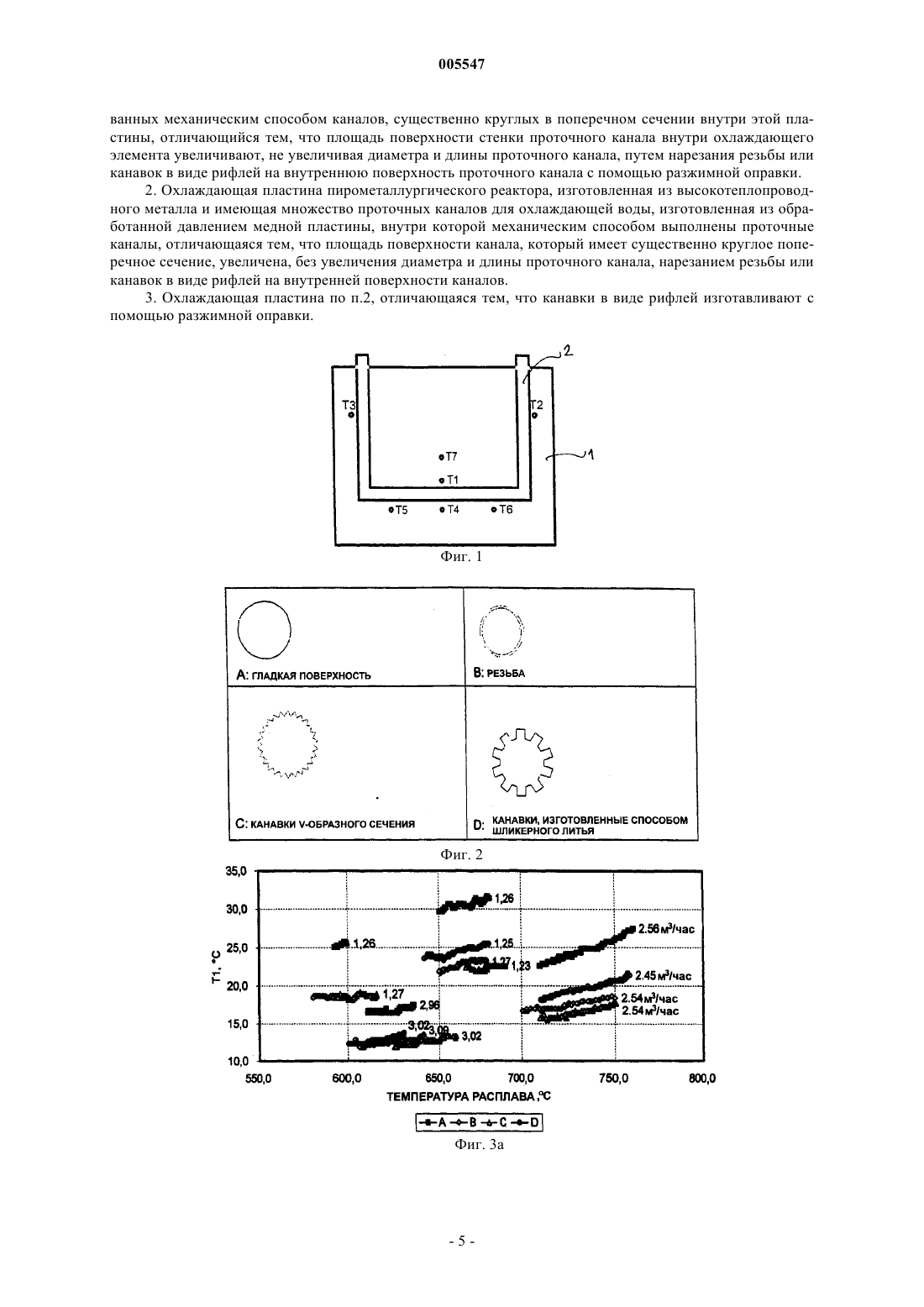
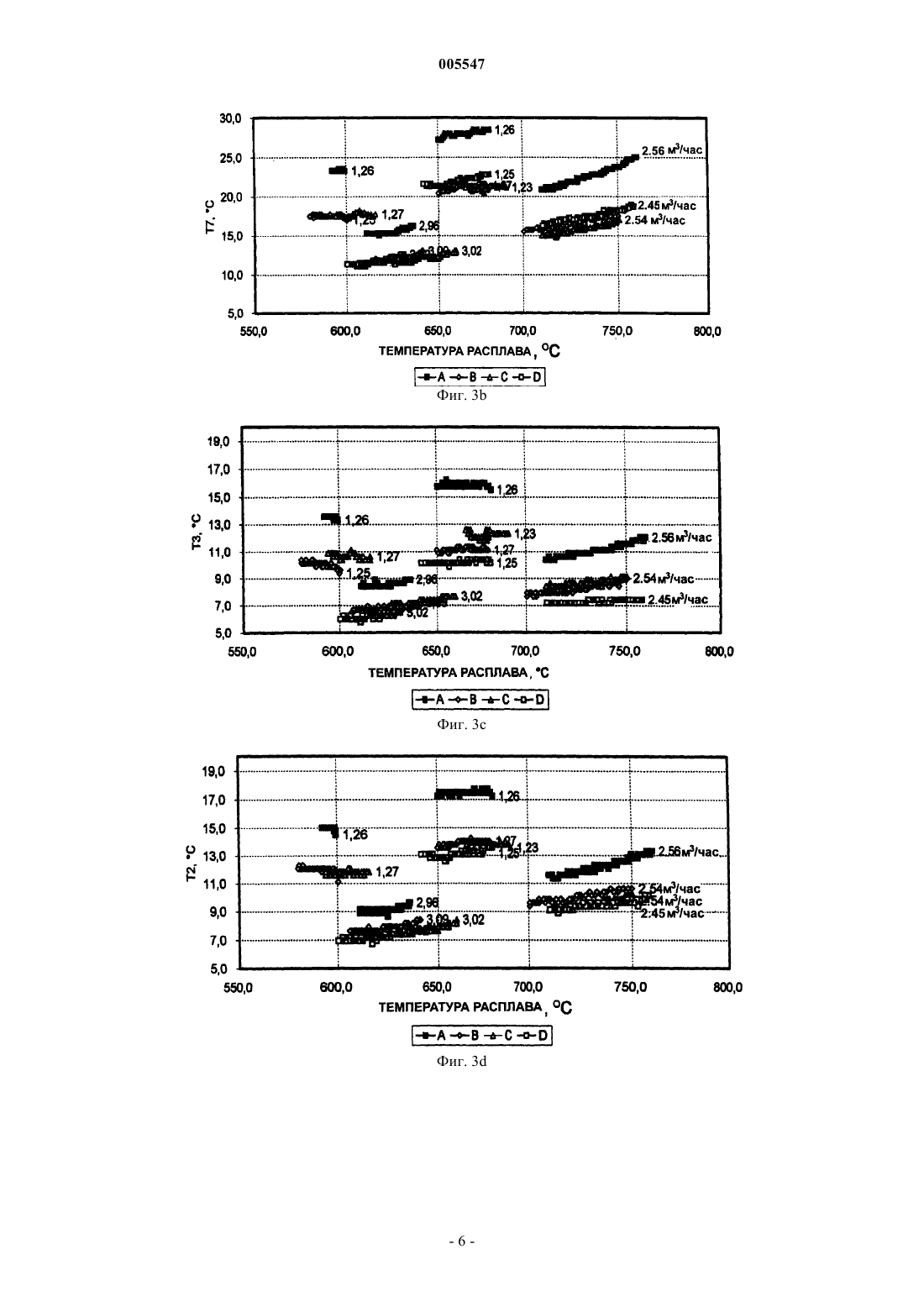
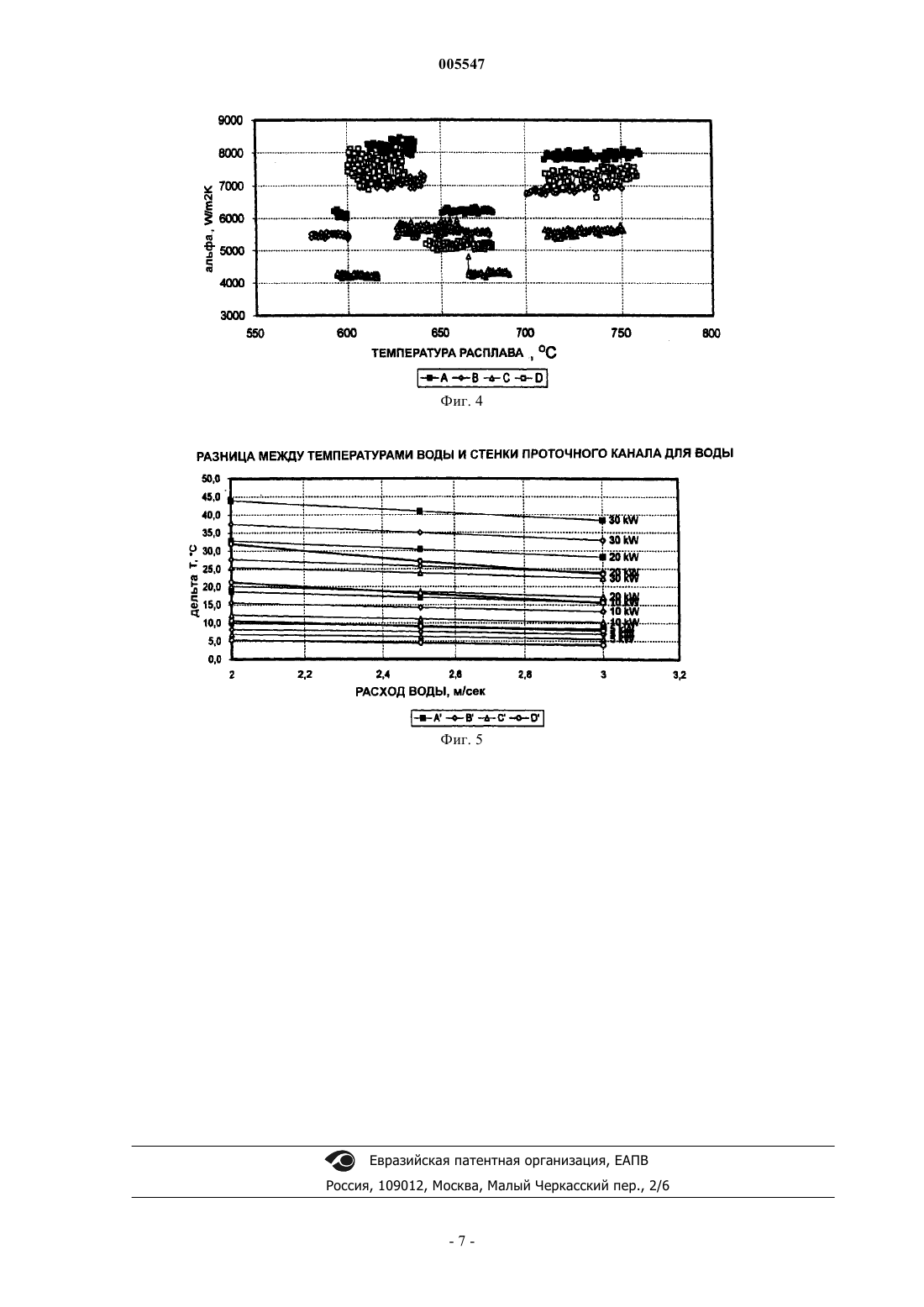
005547 Область техники, к которой относится изобретение Настоящее изобретение касается способа изготовления охлаждающего элемента с проточными каналами для пирометаллургических реакторов. Для того, чтобы повысить способность элемента к теплопередаче, площадь поверхности стенки проточного канала, который традиционно является круглым в поперечном сечении, увеличивают, не увеличивая диаметра или длины проточного канала. Изобретение касается также элемента, изготовленного этим способом. Предшествующий уровень техники Огнеупорный материал реакторов, используемых в пирометаллургическом процессе, защищен охлаждающими элементами с водяным охлаждением, так что в результате охлаждения тепло, поступающее к огнеупорным поверхностям, передается через охлаждающие элементы воде, вследствие чего износ внутренней облицовки значительно уменьшается по сравнению с реактором, в котором нет охлаждения. Уменьшение износа происходит благодаря вызываемому охлаждением эффекту, который приводит к получению так называемого аутогенного внутреннего покрытия, образующегося на поверхности теплоустойчивой внутренней облицовки из шлака и других веществ, осажденных из расплавленных фаз. Обычно охлаждающие элементы изготавливают двумя способами: во-первых, элементы можно изготовить с помощью литья в песчаные формы, при котором охлаждающие трубы, изготовленные из высокотеплопроводного материала, такого как медь, отверждают в песчаной форме и охлаждают вокруг этих труб с помощью воздуха или воды, во время литья. Элемент, отливаемый вокруг этих труб, также изготавливают из высокотеплопроводного материала, предпочтительно из меди. Этот способ изготовления описан в патенте Великобритании 1386645. Одна из проблем, связанных с этим способом, состоит в неравномерном прилегании труб, выполняющих роль охлаждающего канала, к окружающему их отливаемому материалу. Вокруг некоторых из этих труб может совсем не быть отливаемого элемента, а часть трубы может полностью расплавиться, и таким образом, оказаться слившейся с элементом. Если между охлаждающей трубой и расположенной вокруг нее частью отливаемого элемента не образуется никакого металлического соединения, то теплопередача будет неэффективной. Опять-таки, если труба полностью расплавилась, то это препятствует протеканию охлаждающей воды. Литейные свойства отливаемого материала можно улучшить, например, путем добавления фосфора к меди, чтобы улучшить металлическое соединение, образующееся между трубами и материалом отливки, но в этом случае теплопроводные свойства (теплопроводность) меди значительно ослабляются, даже очень небольшой добавкой фосфора. Одно из преимуществ этого способа, которое стоит упомянуть, состоит в том, что затраты на изготовление сравнительно низкие, а также в том, что он не зависит от размеров. В другом используемом способе изготовления стеклянные трубы в форме канала отверждают, образуя форму для охлаждающего элемента; после отливки эту форму разбивают, получая канал внутри элемента. В патенте США 4382585 описывается другой, широко используемый способ изготовления охлаждающих элементов, согласно которому элемент изготавливают, например, из прокатанной или кованной толстолистовой меди, путем механического изготовления в нем необходимых каналов. Преимущество изготовленного этим способом элемента состоит в том, что он имеет плотную прочную структуру и обеспечивает хорошую теплопередачу от элемента к охлаждающей среде, такой как вода. Недостатки способа состоят в ограничениях по размеру, а также в его высокой стоимости. Способность охлаждающих элементов поглощать тепло можно представить с помощью следующей формулы:Q =х А х T,где Q = количество переносимого тепла [W];= коэффициент теплопередачи между стенкой проточного канала и водой [W/Km2]; А = площадь поверхности теплопередачи [m2];T = разница в температурах между стенкой проточного канала и водой [K]. Коэффициент теплопередачиможно теоретически определить из формулыD = гидравлический диаметр канала [м];= плотность воды [кг/м 3];- динамическая вязкость; Рr = число Прандтля [ ]. Таким образом, в соответствии с вышеизложенным, можно изменить количество тепла, переносимого в охлаждающем элементе, путем изменения разницы температур, коэффициента теплопередачи или площади поверхности теплопередачи.-1 005547 Разница между температурами стенки и трубы ограничена тем фактом, что вода кипит при 100 С, и теплопередающая способность при нормальном давлении значительно ухудшается из-за кипения. На практике, выгоднее работать при возможно более низкой температуре стенки проточного канала. Коэффициент теплопередачи можно значительно изменить путем изменения скорости потока (расхода), т.е. путем изменения числа Рейнольдса. Однако возможности этого изменения ограничены увеличенной потерей давления в трубах по мере увеличения расхода, что ведет к повышению затрат на перекачку охлаждающей воды, и капиталовложения на насосы также значительно возрастают после того, как превышен определенный лимит. При обычном способе площадь поверхности теплопередачи можно изменить путем увеличения диаметра охлаждающего канала и/или его длины. Однако диаметр охлаждающего канала нельзя увеличивать неограниченно, так, чтобы это оставалось экономически оправданным, поскольку увеличение диаметра канала ведет к увеличению количества воды, требующейся для получения определенной величины расхода, и кроме того, к увеличению затрат энергии на перекачку. С другой стороны, диаметр канала ограничен физическим размером охлаждающего элемента, который, с целью сведения к минимуму капиталовложений, предпочтительно изготавливают настолько маленьким и легким, насколько это возможно. Ограничение длины канала определяется физическим размером самого охлаждающего элемента,т.е. тем размером охлаждающего канала, который может поместиться в данном месте. Сущность изобретения Настоящее изобретение касается способа изготовления охлаждающего элемента для пирометаллургического реактора, из высокотеплопроводного материала, такого как медь, в котором способность к теплопередаче указанного охлаждающего элемента значительно увеличена путем увеличения площади поверхности теплопередачи, поскольку экономически более выгодно изготавливать более тонкий охлаждающий элемент. Это осуществляют таким образом, что площадь поверхности стенки проточного канала увеличивают, не увеличивая диаметр или длину охлаждающего канала. Поверхность проточного канала в охлаждающем элементе, по существу круглого в поперечном сечении, увеличивают посредством изготовления канавок или резьбы на внутренней поверхности канала, с помощью соответствующей механической обработки. В результате этого, требуется меньшая разница между температурами воды и стенки охлаждающего канала при одинаковом количестве тепла, и кроме того, требуется более низкая температура охлаждающего элемента. Изобретение также касается охлаждающего элемента, изготовленного этим способом. Существенные признаки изобретения видны из прилагаемой формулы изобретения. В охлаждающем элементе, описываемом в настоящем изобретении, площадь поверхности теплопередачи увеличена таким образом, что несмотря на то, что проточный канал охлаждающего элемента в основном круглый в поперечном сечении, стенка его не гладкая, а контур ее слегка изменен, и за счет этого создается увеличенная площадь поверхности теплопередачи при том же самом поперечном сечении проточного канала (при одинаковых количествах воды обеспечиваются одинаковые расходы), в расчете на единицу длины охлаждающего канала. Это увеличение площади поверхности можно получить следующими способами: Охлаждающий элемент, полученный механическим способом, например, прокаткой или ковкой, в котором по меньшей мере один проточный канал, круглый в поперечном сечении, изготавливают механически, например, путем просверливания, а после этого на внутренней поверхности проточного канала нарезают резьбу. Поперечное сечение канала остается по существу круглым. Охлаждающий элемент, полученный механическим способом, в котором путем механической обработки изготавливают по меньшей мере один проточный канал, круглый в поперечном сечении, а после этого на внутренней поверхности проточного канала протачивают канавки в виде рифлей. Поперечное сечение канала остается по существу круглым. Канавки в виде рифлей предпочтительно получают с помощью так называемой разжимной оправки,которую протягивают через проточный канал. Проточку канавок можно осуществлять, например, в полости, закрытой с одного конца, и в этом случае оправку извлекают наружу. Изготовление полости в канале, открытом с обоих концов, осуществляют либо путем проталкивания, либо путем извлечения специально предназначенного инструмента через проточный канал. Ясно, что во всех выше описанных способах, в случае, если в проточном канале имеются поперечно расположенные части канала, по отношению к направлению литья, то эти части изготавливают механически, путем механической обработки, например, с помощью сверления, а отверстия, не относящиеся к этому каналу, заглушают. Преимущество способа, описанного в настоящем изобретении, выявляли при сравнении с прототипом, с помощью приведенного ниже примера. Перечень фигур чертежей Для иллюстрации настоящего изобретения к примеру прилагается несколько чертежей, в которых фиг. 1 представляет принципиальную схему охлаждающего элемента, использованного в испытаниях,фиг. 2 представляет профиль поперечного сечения испытуемого охлаждающего элемента,фиг. 3a-3d представляют температуру внутри элемента в разных точках измерения, в зависимости от температуры расплава,-2 005547 на фиг. 4 представлен коэффициент теплопередачи, рассчитанный на основе данных замеров, представляющий собой функцию температуры расплава, и фиг. 5 показывает разницу между температурой охлаждающей воды и температурой стенки канала при различных уровнях охлаждения для нормализованных охлаждающих элементов. Сведения, подтверждающие возможность осуществления изобретения Пример. Охлаждающие элементы, относящиеся к настоящему изобретению, испытывали в производственных испытаниях, в которых указанные элементы А, В, С и D погружали в слой расплавленного свинца глубиной около 1 см. Охлаждающий элемент А имел обычный проточный канал с гладкой поверхностью, и этот элемент использовали для сравнительных измерений. В этих испытаниях тщательно замеряли количество охлаждающей воды и температуры как до подачи воды в охлаждающий элемент,так и после этого. Температуру расплавленного свинца и температуры внутри самого охлаждающего элемента также тщательно измеряли в семи различных точках измерения. Фиг. 1 показывает охлаждающий элемент 1, использованный в испытаниях, и проточный канал 2 внутри него. Размеры охлаждающего элемента были следующими: высота 300 мм, ширина 400 мм и толщина 75 мм. Охлаждающая трубка, или проточный канал, была расположена внутри элемента, как показано на фиг. 1, так, что центр горизонтальной части трубки, показанной на фигуре, отстоял на 87 мм от нижней части элемента, а каждая из вертикальных деталей отстояла на 50 мм от края пластины. Горизонтальную часть трубки изготавливали путем сверления, а один конец горизонтального отверстия заглушали (подробно не показано). На фиг. 1 также показано расположение точек измерения температуры Т 1-Т 7. На фиг. 2 показана форма поверхности охлаждающих каналов, а в табл. 1 содержатся данные о размерах каналов испытуемых охлаждающих элементов и о поверхностях теплопередачи в расчете на один метр, а также относительные площади поверхности теплопередачи. Таблица 1 Фиг. 3a-3d демонстрируют, что температуры охлаждающих элементов В, С и D были более низкими при всех значениях расхода охлаждающей воды, чем контрольные измерения, произведенные на охлаждающем элементе А. Однако поскольку поперечные сечения проточного канала указанных испытуемых образцов пришлось сделать разных размеров по техническим причинам изготовления, то эффективность теплопередачи нельзя сравнивать непосредственно на основе результатов, представленных на фиг. 3a-3d. Поэтому результаты испытаний нормализовали следующим образом. Стационарный перенос тепла между двумя точками можно описать следующим образом.Q = S хх (T1-T2),где Q = количество тепла, перенесенного между точками [W];T1 = температура точки 1 [K]; Т 2 = температура точки 2 [K]. Применив вышеописанное уравнение к результатам испытаний, получают следующие величины:T1 = температура у основания элемента, рассчитанная из испытаний [K]; Т 2 = температура стенки канала для воды, рассчитанная из испытаний [K];S = фактор формы для конечного цилиндра, погруженного в полубесконечный элемент (длина L,диаметр D). Фактор формы можно определить из уравнения:S = 2L/In(4z/D),если Z1,5D, z = глубина погружения, измеренная от центральной линии цилиндра [m].-3 005547 Коэффициенты теплопередачи, определенные так, как описано выше, представлены на фиг. 4. В соответствии с многомерным анализом, получена очень хорошая корреляция между коэффициентом теплопередачи и расходом воды, а также количеством тепла, переданного воде. Определенные на основании уравнения регрессии коэффициенты теплопередачи для каждого охлаждающего элемента представлены в табл. 2. Итак[W/m2K] = с + a x v[m/s] + b x Q[kW]. Таблица 2 Чтобы сделать результаты сравнимыми, площади поперечного сечения проточных каналов нормализовали так, чтобы одинаковые значения величины потока воды соответствовали одинаковым скоростям потока (расходам). Размеры проточных каналов и площади поверхности теплопередачи, нормализованные в соответствии с величиной и скоростью потока (расходом), представлены в табл. 3. Используя размеры, приведенные в табл. 3, для случаев А', В', С и D', и коэффициенты теплопередачи, определенные, как описано выше, рассчитали разницу между температурами стенки и воды для нормализованных случаев, для различной величины потока, в зависимости от величины расхода воды, для количеств тепла 5, 10, 20 и 30 kW, с помощью уравнения Результаты показаны на фиг. 5. Эта фигура показывает, что все охлаждающие элементы, изготовленные в соответствии с настоящим изобретением, достигают определенного значения теплопередачи с меньшей разницей между температурой воды и температурой стенки охлаждающего канала, что показывает эффективность данного способа. Например, при энергии охлаждения в 30 kW и расходе воды в 3 м/с, разница между температурами стенки и воды в различных случаях составляла: Таблица 4 Когда эти результаты сравнили с поверхностями теплопередачи, то установили, что разница между температурами стенки и воды, необходимая для переноса одинакового количества тепла, обратно пропорциональна относительной поверхности теплопередачи. Это означает, что изменения в площади поверхности, описанные в данном изобретении, могут существенно влиять на эффективность теплопередачи. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ повышения способности к теплопередаче охлаждающей пластины пирометаллургического реактора с проточным каналом для охлаждающей воды, изготовленной из высокотеплопроводного металла, причем охлаждающая пластина из обработанной давлением меди имеет множество сформиро-4 005547 ванных механическим способом каналов, существенно круглых в поперечном сечении внутри этой пластины, отличающийся тем, что площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра и длины проточного канала, путем нарезания резьбы или канавок в виде рифлей на внутреннюю поверхность проточного канала с помощью разжимной оправки. 2. Охлаждающая пластина пирометаллургического реактора, изготовленная из высокотеплопроводного металла и имеющая множество проточных каналов для охлаждающей воды, изготовленная из обработанной давлением медной пластины, внутри которой механическим способом выполнены проточные каналы, отличающаяся тем, что площадь поверхности канала, который имеет существенно круглое поперечное сечение, увеличена, без увеличения диаметра и длины проточного канала, нарезанием резьбы или канавок в виде рифлей на внутренней поверхности каналов. 3. Охлаждающая пластина по п.2, отличающаяся тем, что канавки в виде рифлей изготавливают с помощью разжимной оправки.
МПК / Метки
МПК: B21D 53/06, F27D 1/12, F28F 1/40
Метки: охлаждающая, пластина, реактора, пирометаллургического, изготовление
Код ссылки
<a href="https://eas.patents.su/8-5547-ohlazhdayushhaya-plastina-pirometallurgicheskogo-reaktora-i-eyo-izgotovlenie.html" rel="bookmark" title="База патентов Евразийского Союза">Охлаждающая пластина пирометаллургического реактора и её изготовление</a>
Охлаждающий элемент пирометаллургического реактора и его изготовление
Номер патента: 2584
Опубликовано: 27.06.2002
Авторы: Хугг Эро, Мякинен Пертти, Коота Раймо, Койо Илкка
МПК: F27D 1/12, B22D 11/00, F28F 1/40...
Метки: элемент, охлаждающий, реактора, пирометаллургического, изготовление
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, причем указанный элемент изготавливают из высокотеплопроводного металла посредством шликерного литья и он имеет, по меньшей мере, один проточный канал для охлаждающей воды, отличающийся тем, что для повышения способности охлаждающего элемента к теплопередаче площадь поверхности стенки проточного канала внутри охлаждающего элемента увеличивают, не увеличивая диаметра...
Охлаждающая плита для охлаждающих шахтных печей
Номер патента: 3520
Опубликовано: 26.06.2003
Авторы: Хилле Хартмут, Хайнрих Петер
Метки: охлаждающая, шахтных, охлаждающих, плита, печей
Формула / Реферат:
1. Охлаждающая плита для шахтных печей, оборудованных огнеупорной футеровкой, в частности доменных печей, с охлаждающими каналами (2), заполненными охладителем, причем, по меньшей мере, обращенные к внутреннему пространству печи фронтальные стороны состоят из блоков, выполненных с пазами (4) для приема и фиксирования огнеупорного материала, предпочтительно из меди или низколегированного сплава с медью, и причем для каждой охлаждающей плиты два...
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Сааринен Ристо, Койо Илкка, Йокилааксо Ари
МПК: C21B 7/10
Метки: составной, помощью, зоны, изготовленный, элемент, металлургического, охлаждающий, реактора, производства, указанного, составного, способ, охлаждающего, способа, расплавленной, элемента
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Изготовление дорожных знаков
Номер патента: 1276
Опубликовано: 25.12.2000
Автор: Виролайнен Рейма Эйнари
МПК: G09F 13/16
Метки: дорожных, изготовление, знаков
Формула / Реферат:
1. Способ изготовления дорожных и аналогичных знаков, отражающих свет в обратном направлении и содержащих символы знака, заключающийся в том, что световозвращающий слой прикрепляют к жесткому или гибкому материалу основания, а к наружной поверхности указанного слоя прикрепляют материалы, образующие символы знака, отличающийся тем, что содержит отдельные этапы: - размещения указанного световозвращающего слоя сплошным образом, по меньшей мере, по...
Материнская пластина и устройство для отделения осадка от нее
Номер патента: 3575
Опубликовано: 26.06.2003
Авторы: Пейриани Рональд Ли, Армстронг Ривилл Уэйн, Бейли Дейвид, Эрикссон Ола, Хааг Ян Андерс, Сибата Кей, Суга Ясуо
МПК: C25C 7/08
Метки: отделения, нее, осадка, пластина, материнская, устройство
Формула / Реферат:
1. Материнская пластина, используемая в качестве катода при электрорафинировании металла или получении металла электролизом, содержащая на своей кромке или вблизи нее средство (16, 24, 36) для создания неравномерности в нарастании осадка (4) металла, выполненное в виде канавки со стенками, проходящими под острым углом друг к другу, причем канавка расширяется в сторону поверхности материнской пластины и выполнена с возможностью использования в...
Предыдущий патент: Флотационный механизм и камера
Следующий патент: Составной набор ювелирных украшений
Случайный патент: Пигментная композиция, способ ее получения и применение