Материнская пластина и устройство для отделения осадка от нее
Номер патента: 3575
Опубликовано: 26.06.2003
Авторы: Эрикссон Ола, Хааг Ян Андерс, Сибата Кей, Пейриани Рональд Ли, Суга Ясуо, Бейли Дейвид, Армстронг Ривилл Уэйн
Формула / Реферат
1. Материнская пластина, используемая в качестве катода при электрорафинировании металла или получении металла электролизом, содержащая на своей кромке или вблизи нее средство (16, 24, 36) для создания неравномерности в нарастании осадка (4) металла, выполненное в виде канавки со стенками, проходящими под острым углом друг к другу, причем канавка расширяется в сторону поверхности материнской пластины и выполнена с возможностью использования в качестве шарнирного элемента при удалении с материнской пластины осадка (4) металла путем отклонения его относительно материнской пластины с разламыванием осадка (4) на два отдельных куска вдоль неравномерности нарастания.
2. Материнская пластина, используемая в качестве катода при электрорафинировании металла или получении металла электролизом, содержащая на своей кромке, противоположной месту расположения подвесного стержня, или вблизи нее средство (16, 24, 36) для создания неравномерности в нарастании осадка (4) металла, обеспечивающее плотность тока вблизи этой кромки, отличную от плотности тока вблизи других частей материнской пластины, и используемое в качестве шарнирного элемента при удалении с материнской пластины осадка (4) металла путем отклонения его относительно материнской пластины с разламыванием осадка (4) на два отдельных куска вдоль неравномерности нарастания.
3. Пластина по п.2, отличающаяся тем, что средство (16, 24, 36, 43, 53) для создания неравномерности обеспечено за счет разницы длины между катодом и соответствующим анодом в электролитическом процессе.

Текст
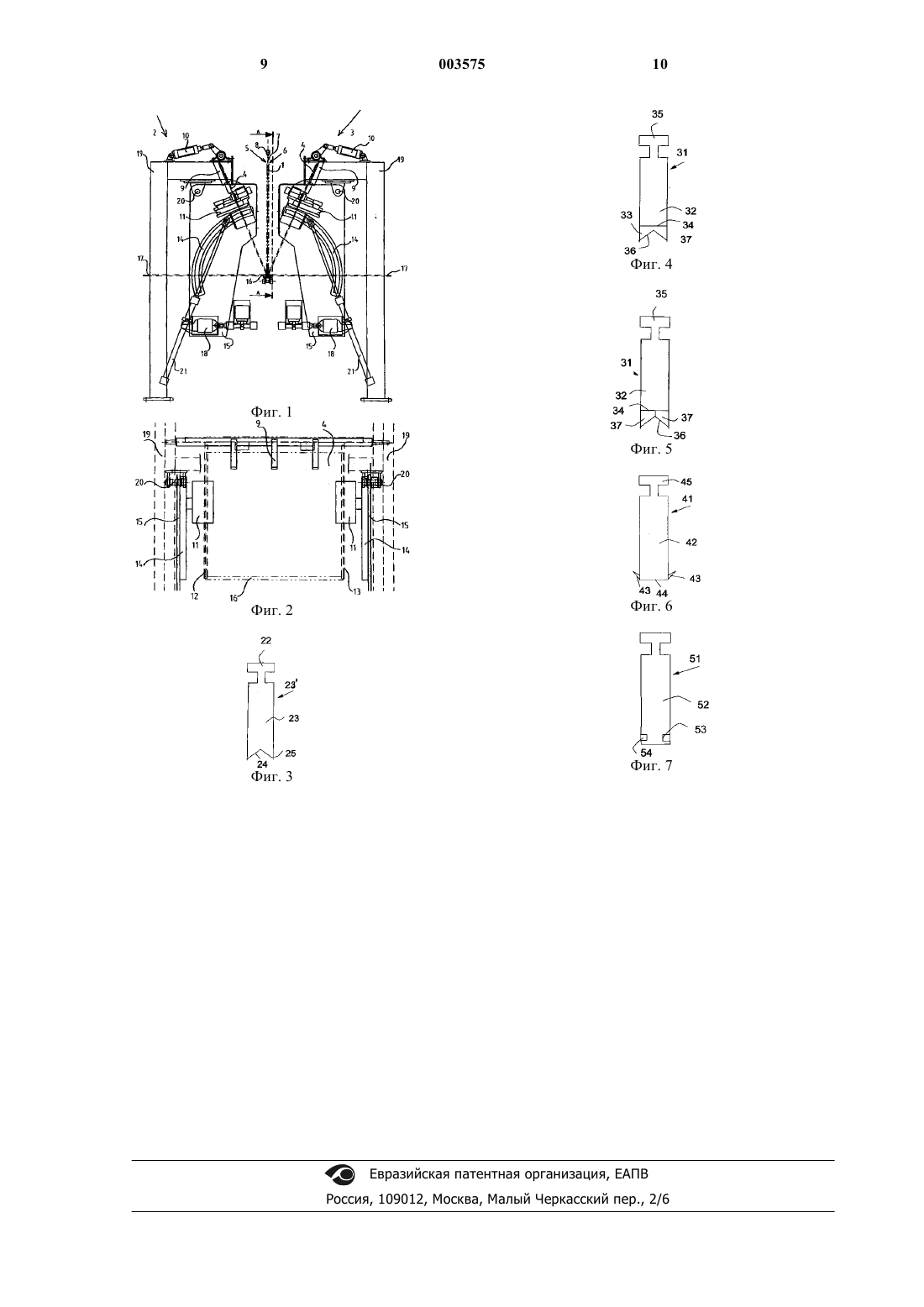
1 Изобретение относится к устройству для отделения осадка металла от материнской пластины, используемой в качестве катода в электролитическом процессе, таком как электролитическое рафинирование металлов или получение металлов электролизом. Рафинирование многих металлов, таких как медь, цинк и никель, включает в себя электролитический процесс, в котором вредные примеси отделяются от металла, подлежащего получению. Металл, полученный в ходе электролитического процесса, собирается на катоде с помощью электрического тока. Обычно электролитический процесс выполняют в ваннах,заполненных электролитом, содержащим серную кислоту, и в нее погружены множество пластинчатых анодов и катодов, выполненных из какого-либо электропроводящего материала и расположенных чередующимся образом. На верхних кромках аноды и катоды снабжены выступами или стержнями для их подвески на кромках ванны и для соединения их с питающей цепью. Подлежащий получению металл вводят в процесс либо в виде растворяемых в ходе процесса электрорафинирования анодов, либо в растворенном виде в электролите на предшествующей стадии процесса, в последнем случае аноды являются нерастворимыми в ходе процесса получения металлов электролизом. Катод, используемый в электролитическом процессе, может быть выполнен из металла,который желают получить, в этом случае нет необходимости в снятии осадка металла с первоначальной катодной пластины. Однако обычно катод, т.е. материнская пластина, погружаемая в электролитическую ванну, выполнена из другого металла, отличного от получаемого металла. Такими материалами для материнской пластины могут быть, например, нержавеющая сталь, алюминий или титан. В этом случае получаемый металл собирается на поверхности материнской пластины в виде осадка, который удаляют с материнской пластины через заданные промежутки времени. За счет электрического тока получаемый в ходе электролитического процесса металл накапливается в осадках на всех электропроводных поверхностях материнской пластины, т.е. материнская пластина является полностью электропроводной, получаемый металл покрывает в виде равномерного осадка материнскую пластину на всех ее частях, погруженных в электролит. Для облегчения удаления получаемого металла с поверхности материнской пластины необходимо воздействовать на получаемый из накопленного осадка металл через узкие кромки материнской пластины, т.е. кромки материнской пластины должны быть выполнены из непроводящего материала. Наиболее известным способом выполнения кромок материнской пластины непроводящими является покрытие кромок кромочными 2 планками, изготовленными из какого-либо изоляционного материала, такого как пластмасса. Обычно изоляционные кромочные планки выполнены в виде пластмассовых профилей с поперечным сечением в форме канавки и либо напрессовываются на кромки материнской пластины под воздействием давления, создаваемого при деформации, либо закрепляются с помощью заклепок, проходящих через материнскую пластину, или за счет комбинации этих способов. Когда осадок удаляют с материнской пластины посредством соскабливания, то, возможно, что кромочная планка, расположенная на кромке,противоположной той, где установлен подвесной стержень, будет повреждена, если над планкой нет защиты. Поэтому вместо пластмассовой кромочной планки на кромке, противоположной кромке, где установлен подвесной стержень, используют воск в качестве непроводящего материала для получения двух разделенных частей осадка, или же частям осадка позволяют расти равномерно вокруг нижней части материнской пластины с образованием единого осадка. Трудности с воском состоят в том, что его необходимо смывать с материнской пластины и с осадков перед их отделением и затем наносить снова на материнскую пластину после отделения, и что воск может частично присутствовать в осадке после промывки, вызывая тем самым загрязнение полученного металла. Трудности с единым осадком заключаются в том, что с ними значительно труднее обращаться во время отделения осадка от материнской пластины, и что единый осадок не очень подходит в некоторых случаях конечного применения. Задачей данного изобретения является устранение некоторых недостатков уровня техники и создание нового и удобного в применении устройства для отделения осадка металла,полученного в ходе электролитического процесса, от материнской пластины путем воздействия, по меньшей мере частично, на нарастание осадка на кромке иливблизи кромки материнской пластины, противоположной кромке, где установлен подвесной стержень. Существенные новые признаки изобретения следуют из прилагаемой формулы изобретения. Согласно изобретению катод, подлежащий обработке в устройстве, содержит плоскую материнскую пластину и подвесной стержень, который установлен на кромке материнской пластины. Материнская пластина катода снабжена на кромке или вблизи кромки, противоположной кромке, на которой установлен подвесной стержень, средством для частичного предотвращения нарастания осадка металла. Средством, воздействующим на нарастание, является предпочтительно, например, канавка в кромке или вблизи кромки материнской пластины, или же материнская пластина выполнена длиннее,чем соответствующий анод при электрорафини 3 ровании металла или в процессе получения металла электролизом, и скорость осаждения в этой дополнительной зоне уменьшается и нарастание осадка металла замедляется. За счет использования зоны, в которой, по меньшей мере частично, осуществляется воздействие на нарастание осадка металла, осадок металла разделяется на две отдельные части во время или после процесса удаления осадка металла. Воздействующее на нарастание средство согласно изобретению, по меньшей мере частично, предотвращает, по существу, равномерное нарастание осадка металла на поверхности материнской пластины, для того чтобы при сгибании осадка металла он разламывался на две части в месте расположения воздействующего на нарастание средства. В одном варианте выполнения изменение в скорости нарастания осадка металла основано на том, что канавка,используемая в качестве воздействующего на нарастание средства, имеет такую форму, что изменяется структура зерен в осадке металла и изменяются характеристики изгиба в этой части осадка металла. Воздействующее на нарастание средство является, например, клиновидной канавкой, стенки которой расположены под острым утлом друг к другу, так что канавка является наиболее широкой на поверхности материнской пластины. Канавка может быть создана,например, с помощью машинной обработки материнской пластины. Канавка может быть также образована посредством вытравливания металлического профиля в материнской пластине, так что металлический профиль является одной из стенок канавки, а сама материнская пластина является другой стенкой. В другом варианте выполнения в материнской пластине образована канавка и эта канавка заполнена материалом, имеющим низкую проводимость. Эта канавка выполнена такой узкой,что осадок металла может нарастать над зоной,в которой действует наполнительный материал,однако осадок металла не может нарастать вдоль поверхности наполнительного материала. Таким образом, осадок металла нарастает над поверхностью наполнительного материала медленнее, чем на поверхности материнской пластины, и осадок металла является более тонким,поэтому его можно легче сгибать в процессе удаления осадка металла. Воздействующее на нарастание средство создает на материнской пластине неравномерность нарастания осадка металла, которая предпочтительно используется в качестве шарнирного элемента, когда осадок металла, образованный при электрорафинировании или в процессе получения металла электролизом, удаляется с материнской пластины с помощью отделяющего устройства. При шарнирном креплении угол отклонения осадка металла относительно материнской пластины катода находится преимущественно между 60 и 150, предпочти 003575 тельно составляет, по существу, 90. Осадок металла, например, шарнирно отклоняется на воздействующем на нарастание средстве от поверхности материнской пластины вплоть до расположенного, по существу, под прямым углом к материнской пластине положения. Осадок металла может шарнирно соединяться на средстве, воздействующем на нарастание, с помощью приведения осадка металла в перемещение вверх и вниз. В предпочтительном варианте выполнения изобретения части осадка металла с обеих сторон катода обрабатываются одновременно. Однако возможно также обрабатывать части осадка металла по отдельности. Катод, подлежащий обработке, удерживается, по существу, в вертикальном положении. Части осадка металла на обеих сторонах катода, подлежащего обработке,сначала частично отделяются, начиная с кромки, где установлен подвесной стержень. Затем эти частично отделенные части отклоняют, пока эти частично отделенные части осадка металла не входят в контакт с опорными элементами или с захватными элементами устройства. В этом опорном положении части осадка металла захватываются с помощью, по меньшей мере, одного захватного элемента устройства, и эти захватные элементы используются для отклонения частей осадка металла, так что осадок металла в конечном итоге принимает предпочтительно, по существу, горизонтальное положение. Во время отклонения частей осадка металла, по существу, в горизонтальное положение части осадка металла находятся, по меньшей мере, в частичном контакте с материнской пластиной катода. Во время этой стадии отклонения воздействующее на нарастание средство материнской пластины используются в качестве шарнирного элемента, так что части осадка отклоняются вокруг зоны, где на нарастание воздействовало воздействующее на нарастание средство. Для образования двух отдельных кусков из одного осадка металла в одном варианте выполнения изобретения, по существу, горизонтальная часть осадка металла с захватными элементами перемещается в положение разделения и разламывается вдоль зоны, в которой выполнялось воздействие на нарастание, путем растягивания его концов в противоположных направлениях с помощью захватных элементов. Когда разделение завершено, захватные элементы отпускают части осадка металла и возвращаются для обработки осадка металла нового катода. Разделение частей осадка металла на два отдельных куска можно также выполнять путем разламывания после отклонения осадка металла в положение разделения и отпускания захватными элементами на отдельном участке разделения. Таким образом, разламывание осуществляется посредством растягивания концов частей осадка металла в противоположных направле 5 ниях или с помощью какого-либо другого средства разделения. В одном варианте выполнения изобретения части осадка металла полностью отделяются от материнской пластины посредством перемещения захватных элементов вверх и вниз на стадии отклонения осадка металла, так что воздействующее на нарастание средство используется в качестве шарнирного элемента. Во время этого перемещения вверх и вниз осадок металла полностью отделяется от материнской пластины вокруг воздействующего на нарастание средства. В разделительном устройстве согласно изобретению катод, подлежащей обработке,поддерживается, по существу, в вертикальном положении и катод, по существу, сохраняет свое положение во время всего процесса удаления осадка металла. Захватные элементы, которые используются для отклонения частей осадка металла, по существу, до горизонтального положения, перемещаются вдоль направляющего элемента. Направляющий элемент, установленный на рамном элементе, соединен с возможностью поворота с рамным элементом устройства. В одном варианте выполнения разделительный элемент, который окончательно отделяет осадок металла от материнской пластины, предпочтительно установлен на том же рамном элементе,что и направляющий элемент захватных элементов. Возможно также устанавливать направляющий элемент и разделительный элемент так,что каждый из них имеет свой собственный рамный элемент. Направляющий элемент предпочтительно изогнут так, что центр дуги находится на одной оси с линией, соединяющей две стороны осадка металла, так что части осадка металла отклоняются вокруг зоны, где осуществлялось воздействие на нарастание. По существу, в горизонтальном положении частей осадка металла разделительное устройство обеспечивает перемещение захватных элементов в противоположных направлениях, что приводит к разлому осадка металла вдоль зоны, в которой осуществлялось воздействие на нарастание, за счет чего образуются два отдельных куска. В еще одном варианте выполнения материнскую пластину катода можно поднимать вверх, по меньшей мере, от частично отделенных частей осадка металла перед или во время перемещения вверх и вниз осадка металла. В этом случае предпочтительно поддерживать материнскую пластину за подвесной стержень во время отделения осадка металла. Для работы устройства согласно изобретению желаемые перемещения элементов, подлежащих перемещению на отдельных стадиях работы, осуществляются с помощью регулировочных блоков, которые работают пневматически, гидравлически или электрически. 6 Ниже приводится подробное описание изобретения со ссылками на чертежи, на которых изображено: фиг. 1 - предпочтительный вариант выполнения изобретения, вид сбоку; фиг. 2 - разрез по стрелкам А-А на фиг. 1; фиг. 3 - вариант выполнения катода, используемого в устройстве, согласно изобретению, на виде сбоку; фиг. 4 - другой вариант выполнения катода, используемого в устройстве, согласно изобретению, вид сбоку; фиг. 5 - третий вариант выполнения катода, используемого в устройстве, согласно изобретению, вид сбоку; фиг. 6 - четвертый вариант выполнения катода, используемого в устройстве, согласно изобретению, вид сбоку; фиг. 7 - пятый вариант выполнения катода,используемого в устройстве, согласно изобретению, вид сбоку. Как показано на фиг. 1 и 2, катод 1, подлежащий обработке в устройстве, согласно изобретению расположен между двумя отдельными устройствами 2 и 3, для того чтобы можно было,по существу, одновременно выполнять обработку осадков 4 металла с обеих сторон 5 и 6 катода 1. Осадок 4 металла сначала частично, начиная с кромки материнской пластины 7, на которой установлен подвесной стержень 8 материнской пластины, отделяется от катода 1 с помощью отделительного средства (не изображено). С помощью этой отделительной силы осадок 4 металла отклоняется в опорное положение, показанное пунктирной линией. В этом опорном положении осадок 4 металла поддерживается опорным элементом 9, который установлен с возможностью перемещения с помощью пневматического цилиндра 10. В опорном положении осадок 4 металла захватывается захватными элементами 11 на обеих, по существу, параллельных кромках 12 и 13 осадка 4 металла, при этом кромки, по меньшей мере частично, отделены от материнской пластины 7. Когда осадок 4 металла захвачен захватными элементами 11, опорный элемент 9 перемещается из опорного положения в положение покоя, при этом захватные элементы 11 установлены с возможностью перемещения по направляющему элементу 14. Для все большего отделения осадка 4 металла от катода 1, захватные элементы 11, а также осадок 4 металла перемещаются вдоль направляющего элемента 14 с помощью гидравлического цилиндра 21. Направляющий элемент 14 расположен на рамном элементе 15, так что во время перемещения вдоль направляющего элемента 14 осадок 4 металла одновременно поворачивается вокруг воздействующего на нарастание средства 16 катода 1. Направляющий элемент 14 установлен на рамном элементе 15 так, что расстояние между захватными элементами 11 и воздействующим 7 на нарастание средством 16 катода сохраняется,по существу, постоянным при перемещении осадка 4 металла от опорного положения, создаваемого опорным элементом 9, по существу, до горизонтального положения 17. После отклонения осадка 4 металла, по существу, в горизонтальное положение 17 с помощью захватных элементов 11 осадок 4 металла перемещается, по существу, горизонтально разделительным элементом 18, так что осадок 4 металла полностью отделяется от катода 1. Разделительный элемент 18 установлен на рамном элементе 15. Рамный элемент 15 установлен с возможностью поворота вокруг оси 20 на главной раме 19 устройства, так что осадок 4 металла поддерживается захватными элементами 11 во время операции отделения его разделительным элементом 18. После отделения осадка 4 металла от катода 1, захватные элементы 11 открываются, и осадок 4 металла направляется на дальнейшую обработку. Захватные элементы 11 возвращаются направляющим элементом 14 обратно для приема нового осадка металла для отделения. В варианте выполнения, показанном на фиг. 1 и 2, захватные элементы 11 могут быть также выполнены так, что они выполняют перемещение вверх и вниз. Во время этого перемещения осадок 4 металла шарнирно поворачивается относительно воздействующего на нарастание средства 16 и разламывается на две части в месте расположения воздействующего на нарастание средства 16. Затем захватные элементы 11 отклоняются, по существу, до горизонтального положения 17 и осадок 4 металла отделяется и передается на дальнейшую обработку. Как показано на фиг. 3, подвесной стержень 22 соединен с пластинчатой частью 23 материнской пластины 23'. В кромке 25 материнской пластины 23', противоположной кромке, где прикреплен подвесной стержень 22, образована канавка 24 со стенками, расположенными под острым углом друг к другу. Канавка 24 воздействует на нарастание осадка металла(не изображен) и обеспечивает такую структуру зерен, которая используется в качестве шарнира во время отклонения осадка металла. На фиг. 4 пластинчатая часть 32 материнской пластины 31 снабжена приспособлением 33, которое прикреплено к кромке 34 пластинчатой части 32 материнской пластины 31, противоположной кромке, к которой прикреплен подвесной стержень 35 материнской пластины 31. Приспособление 33 имеет поверхности, по существу, совпадающие с поверхностью пластинчатой части 32 материнской пластины 31. В приспособлении 33 имеется канавка 36, стенки которой ориентированы под острым углом друг к другу, используемая в качестве воздействующего на нарастание элемента. Вариант выполнения, представленный на фиг. 5 аналогичен варианту выполнения по фиг. 8 4, однако в то время как приспособление 33 выполнено как единое целое, приспособление 37 на фиг. 5 выполнен из двух частей. В варианте выполнения по фиг. 6 пластинчатая часть 42 материнской пластины 41 снабжена воздействующим на нарастание средством 43 вблизи кромки 44 пластинчатой части 42 материнской пластины 41, противоположной кромке, к которой прикреплен подвесной стержень 45 материнской пластины 41. Воздействующее на нарастание средство 43 прикреплено к поверхности пластинчатой части 42 материнской пластины 41 так, что одна стенка воздействующего на нарастание средства 43 находится под острым углом к поверхности пластинчатой части 42 материнской пластины 41. Как показано на фиг. 7, пластинчатая часть 52 материнской пластины 51 снабжена канавкой 53, которая заполнена диэлектрическим материалом 54. Канавка 53 является воздействующим на нарастание средством, над которой можно наращивать осадок металла. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Материнская пластина, используемая в качестве катода при электрорафинировании металла или получении металла электролизом,содержащая на своей кромке или вблизи нее средство (16, 24, 36) для создания неравномерности в нарастании осадка (4) металла, выполненное в виде канавки со стенками, проходящими под острым углом друг к другу, причем канавка расширяется в сторону поверхности материнской пластины и выполнена с возможностью использования в качестве шарнирного элемента при удалении с материнской пластины осадка (4) металла путем отклонения его относительно материнской пластины с разламыванием осадка (4) на два отдельных куска вдоль неравномерности нарастания. 2. Материнская пластина, используемая в качестве катода при электрорафинировании металла или получении металла электролизом,содержащая на своей кромке, противоположной месту расположения подвесного стержня, или вблизи нее средство (16, 24, 36) для создания неравномерности в нарастании осадка (4) металла, обеспечивающее плотность тока вблизи этой кромки, отличную от плотности тока вблизи других частей материнской пластины, и используемое в качестве шарнирного элемента при удалении с материнской пластины осадка(4) металла путем отклонения его относительно материнской пластины с разламыванием осадка(4) на два отдельных куска вдоль неравномерности нарастания. 3. Пластина по п.2, отличающаяся тем, что средство (16, 24, 36, 43, 53) для создания неравномерности обеспечено за счет разницы длины между катодом и соответствующим анодом в электролитическом процессе.
МПК / Метки
МПК: C25C 7/08
Метки: устройство, нее, материнская, отделения, осадка, пластина
Код ссылки
<a href="https://eas.patents.su/6-3575-materinskaya-plastina-i-ustrojjstvo-dlya-otdeleniya-osadka-ot-nee.html" rel="bookmark" title="База патентов Евразийского Союза">Материнская пластина и устройство для отделения осадка от нее</a>
Устройство для удаления осадка, создаваемого при электролитическом рафинировании или электрохимическом извлечении металла
Номер патента: 3011
Опубликовано: 26.12.2002
Автор: Марттила Том
МПК: C25C 7/08
Метки: электрохимическом, устройство, осадка, рафинировании, удаления, извлечении, создаваемого, металла, электролитическом
Формула / Реферат:
1. Устройство для, по меньшей мере, частичного удаления осадка, создаваемого при электролитическом рафинировании или электрохимическом извлечении металла с поверхности маточной пластины, используемой в качестве электрода, в процессе электролитического рафинирования или электрохимического извлечения металла, содержащее, по меньшей мере, один элемент для удаления осадка и, по меньшей мере, один элемент для управления элементом удаления по...
Устройство и способ для отделения хлопкового волокна
Номер патента: 453
Опубликовано: 26.08.1999
Автор: Пэйн Тревор
МПК: D01B 1/04
Метки: волокна, отделения, способ, устройство, хлопкового
Формула / Реферат:
1. Устройство для отделения хлопкового волокна, в состав которого входят верхняя неподвижно установленная пластина и установленная параллельно в горизонтальной плоскости внахлест с зазором по отношению к ней нижняя вращающаяся пластина, отличающееся тем, что верхняя пластина снабжена средствами для подачи хлопка-сырца с пухом и семенами, который поступает на ее верхнюю поверхность, в зазор между пластинами; при этом верхняя пластина снабжена...
Способ и устройство для отделения катодных пластин
Номер патента: 141
Опубликовано: 29.10.1998
Автор: Сегерстрем Челль
МПК: C25C 7/08
Метки: устройство, способ, пластин, катодных, отделения
Формула / Реферат:
1. Способ отделения электролитически осажденной пластины (3) с каждой стороны маточной пластины (1), отличающийся тем, что прижимают, по меньшей мере, один ролик (40А) к поверхности осажденной катодной пластины (3), и тем, что перемещают ролик (40А) на некоторое расстояние вдоль поверхности осажденной катодной пластины (3), чтобы вызвать отделение катодной пластины (3) от маточной пластины (1), по меньшей мере, в прокатанной области. 2. Способ...
Ножевая пластина для деревообрабатывающего станка
Номер патента: 245
Опубликовано: 25.02.1999
Автор: Раутио Кауко
МПК: B27G 13/08
Метки: деревообрабатывающего, станка, ножевая, пластина
Формула / Реферат:
1. Ножевая пластина (1) для деревообрабатывающего станка, предназначенная для установки на вращающейся ножевой головке, содержащая первую (2) и вторую (3) режущие кромки, при этом последняя расположена с возможностью осуществления срезания наклонно к волокну ствола дерева, в результате чего указанная ножевая пластина может быть закреплена на ножевой головке с помощью своей пятки (4), являющейся частью пластины и находящейся ближе к центральной...
Устройство и способ отделения листов от пачки
Номер патента: 425
Опубликовано: 24.06.1999
Автор: Лёйтхольд Карл
МПК: B65H 1/24, G06K 13/10
Метки: пачки, способ, листов, устройство, отделения
Формула / Реферат:
1. Устройство для отделения от пачки листового материала, такого как банкноты, содержащее подвижную прижимную пластину, на которой уложена пачка листов и с помощью которой пачка подается к отделяющему механизму, который по одному отделяет от пачки ее верхние листы, отличающееся тем, что - в нем имеется датчик (50, 60, 70, 80, 81) плотности, который непрерывно в процессе отделения от пачки листов, по крайней мере, в зоне расположения отделяющего...
Предыдущий патент: Способ экспресс-диагностики физиологического состояния биологического объекта и устройство для его осуществления
Следующий патент: Производные резорцина
Случайный патент: Соединение карбоновой кислоты и лекарственное средство, его включающее