Валковая машина
Формула / Реферат
1. Валковая машина, содержащая, по меньшей мере, один зазор между валками, образованный валком и соседним валком, причем валок имеет на периферической поверхности своего корпуса эластичный слой, отличающаяся тем, что эластичный слой (7) в радиальном направлении является очень тонким.
2. Валковая машина по п.1, отличающаяся тем, что валок (3) благодаря эластичному слою (7) обладает в локальной области поверхностной эластичностью, а в макроскопической области в отношении эластичности имеет практически ту же характеристику, что и корпус (8) валка.
3. Валковая машина по п.1 или 2, отличающаяся тем, что корпус (8) валка выполнен из стали или чугуна.
4. Валковая машина по одному из пп.1-3, отличающаяся тем, что толщина (d) эластичного слоя (7) составляет 4 мм или менее, в особенности 2,3 мм или менее.
5. Валковая машина по одному из пп.1-4, отличающаяся тем, что слой (7) выполнен из материала, который имеет модуль упругости 4000 Н/мм2 или менее.
6. Валковая машина по п.5, отличающаяся тем, что толщина (d) слоя (7) выбрана так, что в эксплуатации получается такое же распределение напряжения сжатия, как в слое материала, армированного волокном, с модулем упругости 6000 Н/мм2 и более, при одинаковой удельной нагрузке и одинаковой геометрии 0зазора между валками.
7. Валковая машина по одному из пп.1-6, отличающаяся тем, что толщина (d) слоя меньше, чем удаление максимума касательных напряжений от наружной поверхности (6) слоя (7).
8. Валковая машина по одному из пп.1-7, отличающаяся тем, что ширина зоны контакта, рассчитанная с учетом полотна при удельной нагрузке 200 Н/мм, по меньшей мере, в 3,5 раза больше, чем толщина (d) слоя (7).
9. Валковая машина по одному из пп.1-8, отличающаяся тем, что слой (7) выполнен из неармированной пластмассы.
10. Валковая машина по п.9, отличающаяся тем, что толщина (d) слоя (7) ограничена значением, которое ниже 90% значения, соответствующего пределу нагружения при действующих в зазоре (5) между валками напряжениях сжатия.
11. Валковая машина по одному из пп.1-10, отличающаяся тем, что слой (7) выполнен из чистой эпоксидной смолы.
12. Валковая машина по одному из пп.1-11, отличающаяся тем, что слой (7) выполнен из напыляемой пластмассы и нанесен напылением.
13. Валковая машина по одному из пп.1-12, отличающаяся тем, что слой (7) выполнен в виде лакового слоя.
14. Валковая машина по одному из пп.1-10, отличающаяся тем, что слой (7) образован усаживающимся рукавом.
15. Валковая машина по одному из пп.1-14, отличающаяся тем, что наружная поверхность (6) слоя (7) отшлифована до значения шероховатости Ra 0,1 мкм или менее.
16. Валок валковой машины с эластичным слоем на периферической поверхности корпуса валка, отличающийся тем, что эластичный слой (7) в радиальном направлении является очень тонким.

Текст
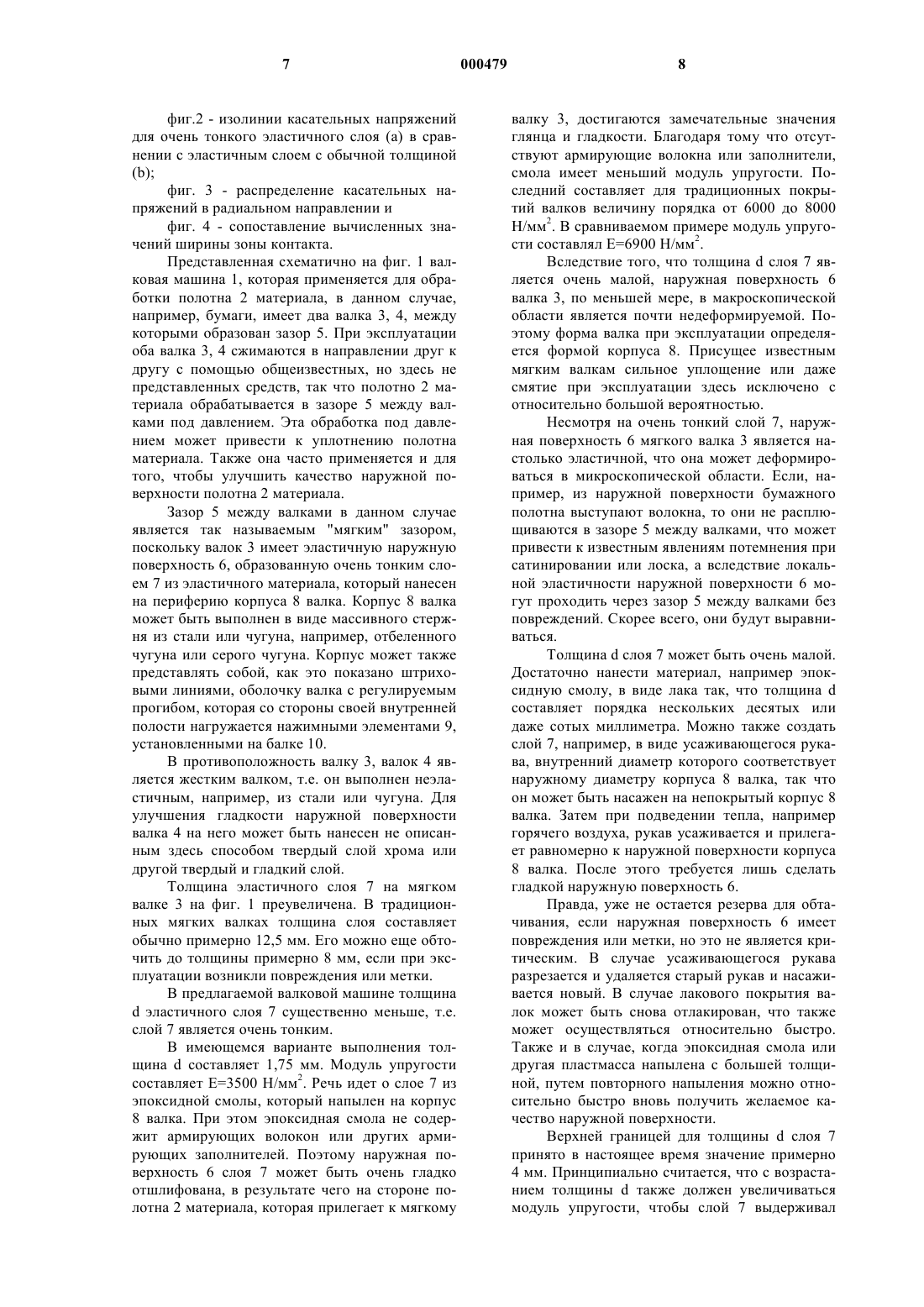
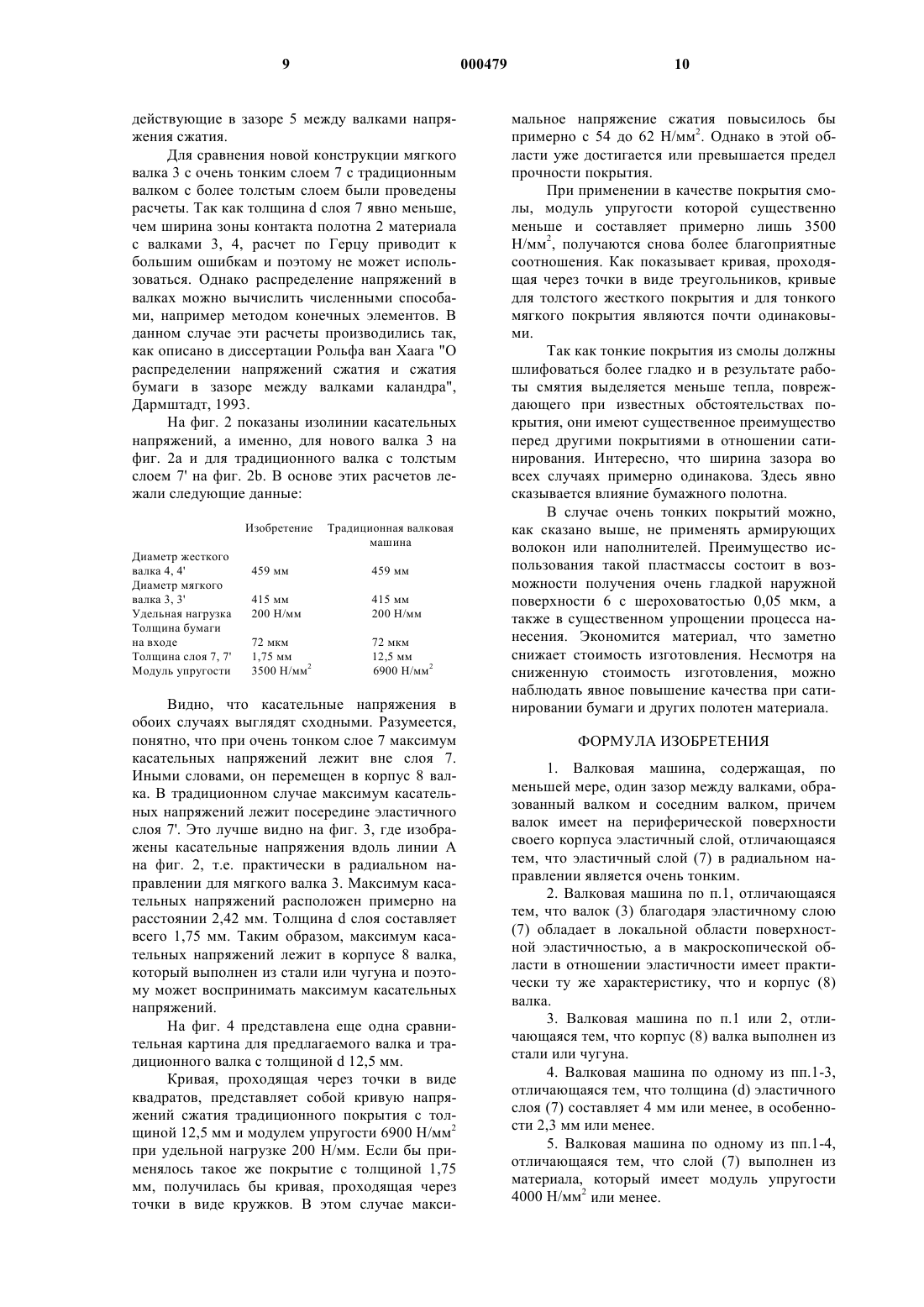
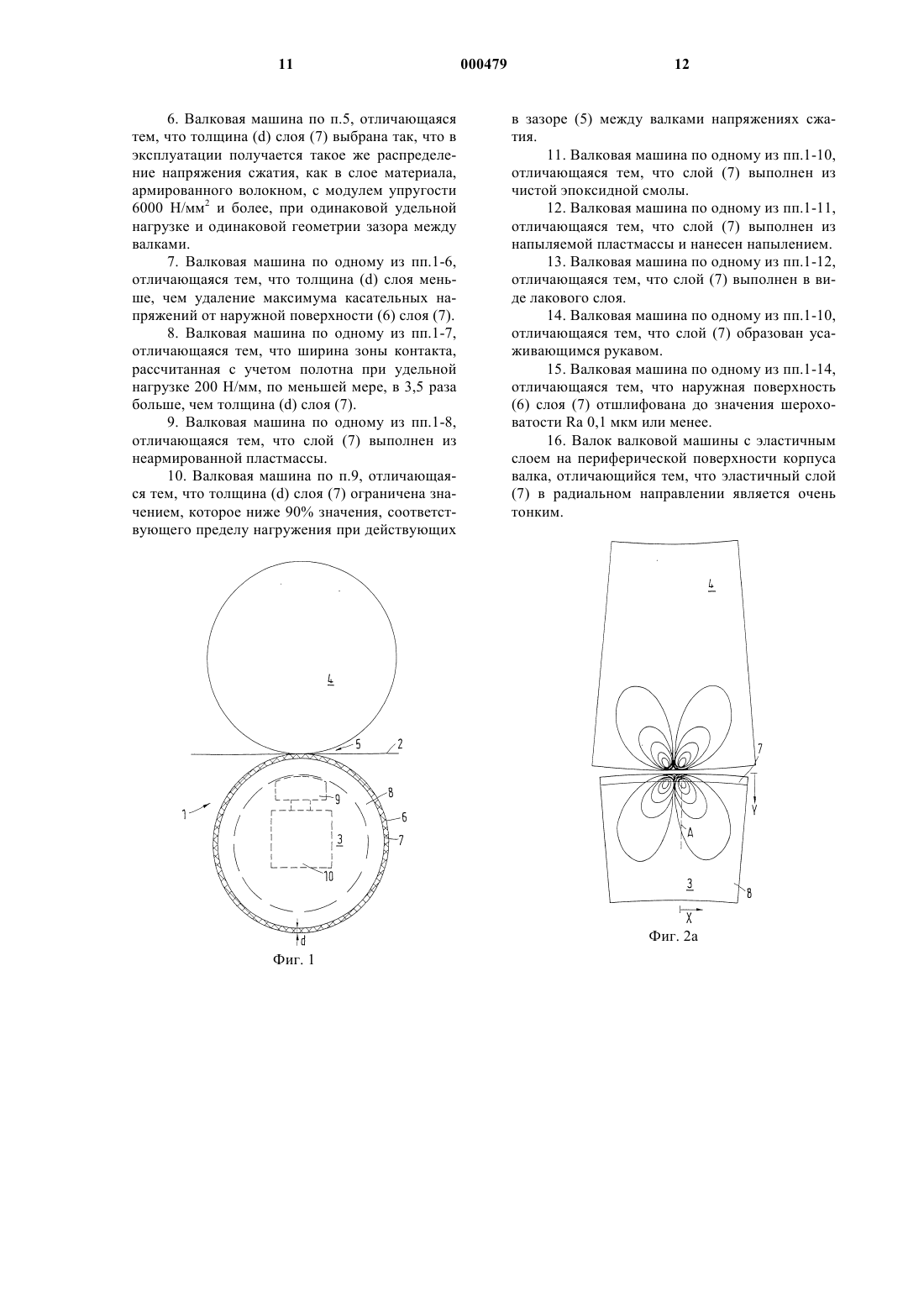
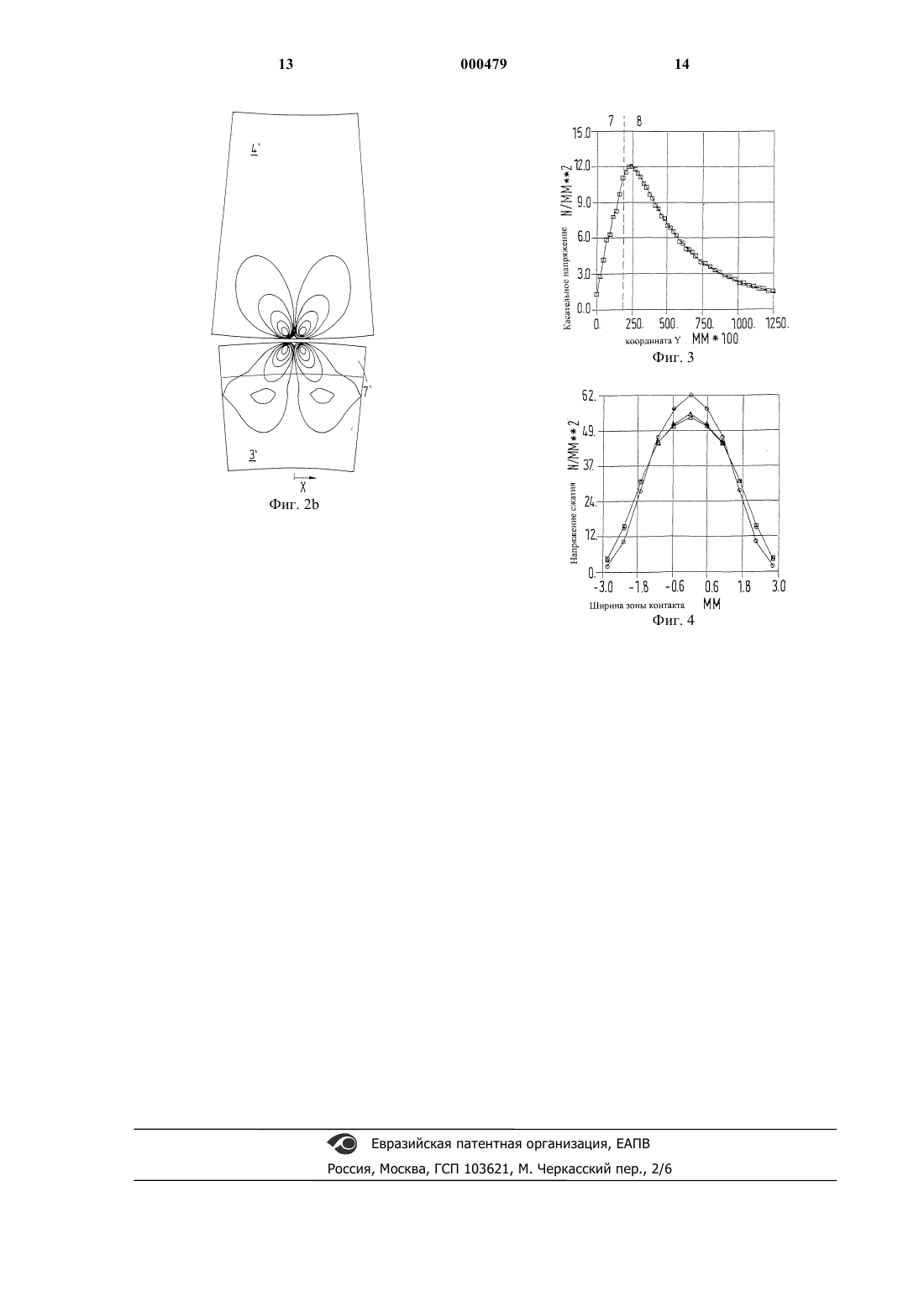
1 Изобретение относится к валковой машине, содержащей, по меньшей мере, один зазор,образованный валком и соседним валком, причем валок имеет эластичный слой по периферии своего корпуса, и к валку для валковой машины такого типа. Валковые машины такого типа общеизвестны. Они применяются, например, при изготовлении бумаги, чтобы уплотнить полотно,изготовленное бумагоделательной машиной из бумаги-основы и, прежде всего, чтобы улучшить качество наружной поверхности бумажного полотна. Так, в DE 195 06 301 А 1 описана валковая машина с "жестким" и "мягким" валками, причем мягкий валок имеет двухслойное пластмассовое покрытие с общей толщиной примерно 13 мм. Внутренний слой имеет более высокую эластичность и меньшую твердость, чем внешний слой. Такие валковые машины имеются, например, в виде суперкаландров, содержащих большое число валков, расположенных друг над другом и имеющих соответственно большое число зазоров или зон контакта между валками. Валки, которые называют также "мягкими валками", состоят из рядов бумажных или хлопчатобумажных тканых шайб, которые надеты на ось и затем спрессованы вместе под высоким давлением. В недавнее время заявителем выпускались другие валковые машины согласно "Янусконцепции", в которых так называемые мягкие валки стали снабжать пластмассовыми покрытиями. При этом корпус валка мог быть выполнен либо в виде оболочки валка, если речь идет о валке с регулируемым прогибом, либо в виде массивного стержня. Упомянутые выше валковые машины могут быть выполнены также в виде так называемых мягких каландров. При этом работают, как правило, только от двух до трех валков, расположенных друг против друга. В качестве покрытия валков в мягких каландрах применяются почти исключительно пластмассовые покрытия,толщина которых немногим более 1 см. Так как желателен известный резерв для обтачивания,покрытия валков имеют первоначально толщину примерно 12,5 мм. Со временем они могут быть обточены до толщины примерно 8,5 мм. Эти пластмассовые покрытия армированы волокнами или другими наполнителями, чтобы они могли выдерживать напряжения сжатия в зазоре между валками. Эти усиливающие материалы повышают модуль упругости и ограничивают достигаемую гладкость наружной поверхности валков. До сих пор исходили из того, что при применении мягкого валка зазор между валками при эксплуатации расширяется, так как эластичное покрытие валка вследствие своей эластичности может сплющиваться или даже не 000479 2 много сминаться соседним валком. С увеличением ширины зоны контакта уменьшается напряжение сжатия при сохраняющейся удельной нагрузке. Руководствуясь этим соображением,объясняли различие результатов обработки полотна материала в "мягком" зазоре между валками, который образован мягким валком и жестким соседним валком, и в "жестком" зазоре между валками, например, в каландре, в котором работают два расположенных друг против друга жестких валка. Считается, что в последнем случае имеет место почти линейный контакт и, соответственно, очень малая ширина зоны контакта, так что напряжения сжатия в зазоре между валками являются соответственно высокими. Правда, при применении мягких зазоров между валками или зон контакта достигается преимущество, состоящее в том, что щадится полотно материала при обработке. Например,при сатинировании бумажного полотна можно избежать таких явлений, как повышенное потемнение для натуральных немелованных бумаг или повышенный лоск для мелованных бумаг. Однако прилегающая к мягкому валку сторона бумажного полотна часто немного ухудшается,например, может уменьшиться гладкость. В основе изобретения лежит задача улучшить качество наружной поверхности при обработке в валковой машине. Эта задача для валковой машины упомянутого выше типа решена посредством того, что эластичный слой в радиальном направлении является очень тонким. Тем самым устраняют наблюдаемое до сих пор явление увеличения ширины зоны контакта при эксплуатации. Слой является настолько тонким, что эластичной является практически лишь только наружная поверхность; изменения геометрии валка, например, сплющивания или даже смятия практически не происходит. Такое решение, приводящее к неожиданному результату, было найдено следующим образом. В эксперименте эластичное пластмассовое покрытие валка было снабжено твердым хромовым слоем толщиной 120 мкм. Твердый хромовый слой был очень гладким, насколько это возможно для хрома. Ожидали, что гладкость твердого хромового слоя "запечатлится" на бумажном полотне,тем самым могло быть достигнуто соответствующее увеличение гладкости на стороне бумажного полотна, которая прилегает к этому мягкому валку. Результат сатинирования был неожиданным. Хотя и получилось, как ожидали,увеличение гладкости на обращенной к этому валку стороне бумаги, однако, возникли явления, которые наблюдались только в случае каландров с двумя жесткими валками, а именно,повышенное потемнение при сатинировании для натуральных немелованных бумаг и повышенный лоск для мелованных бумаг. Эти явления, которые объясняются для каландра раздав 3 ливанием волокон, в частности, выступающих волокон, в сущности не должны были возникнуть. Эластичный валок был по существу, как и прежде, достаточно мягким, так как хромовый слой толщиной 120 мкм не приводит к заметному увеличению жесткости. В соответствии с этим должны были бы возникнуть другие, а именно, меньшие напряжения сжатия, чем в жестком зазоре между валками, чего, однако, не произошло. Поэтому этот путь был оставлен, и пошли по другому пути, а именно, уменьшили толщину эластичного слоя на наружной поверхности валка. Были получены неожиданно отличные результаты сатинирования при обработке бумажного полотна, хотя согласно прежним взглядам, при возникающем с уменьшением толщины эластичного слоя увеличении напряжений сжатия в зоне контакта должно было бы случиться то же, что и при наличии хромового слоя. Как ни странно, этого не произошло. Получились хорошие значения гладкости и соответствующее уплотнение, без возникновения повышенного потемнения при сатинировании или повышенного лоска. Применяемые до сих пор покрытия валков назывались "тонкими", в противоположность бумажным валкам, которые имели резерв для обтачивания порядка более 10 см. Однако считается, что в известных из уровня техники валках с этими "тонкими" покрытиями происходит увеличение ширины зоны контакта, чего в случае использования предлагаемого "очень тонкого" слоя согласно существующим представлениям не должно происходить. Чтобы достигнуть этих результатов, требуется толщина слоя явно ниже 8 мм. Преимущество состоит в том, что благодаря эластичному слою мягкий валок имеет в локальной области поверхностную эластичность,однако в макроскопической области имеет ту же характеристику эластичности, что и корпус валка. Слой выбирается, таким образом, настолько тонким, что локально выступающие волокна бумажного полотна могут вдавливаться в слой,так что не происходит расплющивания или повреждения волокон, и тем самым можно избежать повышенного потемнения при сатинировании или повышенного лоска. Однако слой является настолько тонким, что при эксплуатации форма наружной поверхности валка практически не отличается от той, какой она была бы при использовании двух жестких валков. В частности, не наблюдается сплющивания в зоне контакта, которое всегда имеет место в случае эластичного или мягкого валка. Тогда ширина зоны контакта, рассматриваемая без бумаги,соответствует в основном ширине жесткого зазора, образованного двумя жесткими валками. Иначе выражаясь, теперь речь идет о каландре с двумя жесткими валками, из которых один по наружной поверхности является эластичным. Предпочтительно, чтобы корпус валка был выполнен из стали или чугуна. Корпус валка, 000479 4 как указано выше, может представлять собой либо оболочку валка, если применяется валок с регулируемым прогибом, либо массивный стальной или чугунный стержень. В обоих случаях корпус валка является достаточно жестким,так что он может воспринимать и передавать необходимые усилия сжатия без значительной деформации. Тем самым получаются желаемые режимы. Толщина эластичного слоя составляет предпочтительно 4 мм или менее, в особенности, 2,3 мм или менее. В случае этих тонких слоев можно достигнуть на удивление хороших или даже улучшенных по сравнению с известными валковыми машинами результатов сатинирования, т.е. получают хорошие значения глянца и гладкости и одновременно избегают потемнения при сатинировании и лоска. Слой выполнен предпочтительно из материала, который имеет модуль упругости 4000 Н/мм 2 или менее. Чем "мягче" материал, т.е. чем лучше его эластичность, тем более гладкой может быть выполнена наружная поверхность и тем меньшее сопротивление оказывает локально слой на наружной поверхности валка полотну материала. Однако, так как слой является достаточно тонким, он в достаточной мере поддерживается корпусом валка, так что деформации,присущие мягкому валку, не должны наблюдаться. При этом толщина слоя предпочтительно выбирается так, что при эксплуатации получается такое же распределение напряжений сжатия, как в слое армированного волокном традиционного материала с модулем упругости 6000 Н/мм 2 и выше при одинаковой удельной нагрузке и одинаковой геометрии зазора между валками. Таким образом, толщина слоя может изменяться, в частности, в зависимости от модуля упругости материала. Чем ниже модуль упругости, тем тоньше слой. При более тонком слое влияние эластичности материала слоя на геометрию зазора между валками меньше, так что опять можно достигнуть желаемого распределения напряжений сжатия. Толщина слоя предпочтительно меньше,чем удаление максимума касательных напряжений от наружной поверхности слоя. Таким образом, максимум касательных напряжений, который для обычных эластичных покрытий валков находится внутри оболочки валка, перемещается в корпус валка, т.е. радиально внутрь. Тем самым уменьшается нагружение образующего эластичный слой материала касательными напряжениями. Корпус валка, как правило, в состоянии без больших проблем воспринимать максимум касательных напряжений. В результате нагружение слоя становится небольшим. Долговечность валка увеличивается. Предпочтительно, чтобы рассчитанная с учетом полотна ширина зоны контакта при удельной нагрузке 200 Н/мм была, по меньшей 5 мере, в 3,5 раза больше, чем толщина слоя. Правда, в этом случае не могут быть применены общие методы решения по Герцу, так как последние справедливы только до тех пор, пока толщина покрытия, по меньшей мере, приблизительно соответствует ширине зазора. Однако можно использовать численные методы, например метод конечных элементов, так что определение этой величины возможно. Таким образом,можно определить, является ли толщина покрытия достаточно малой, чтобы достигнуть желаемых результатов. Предпочтительно слой выполнен из неармированной пластмассы. Правда, пластмасса такого типа, которая не содержит армирующих волокон или армирующих заполнителей, может нагружаться в меньшей мере. Однако, если толщина слоя является достаточно малой, то желаемая нагрузочная способность может быть реализована и с такой неармированной пластмассой. Большое преимущество неармированной пластмассы состоит в том, что ее наружная поверхность может быть выполнена очень гладкой. Эта гладкость до настоящего времени была ограничена тем, что волокна или наполнители,которые служат для армирования, оказывают влияние на шероховатость наружной поверхности. Шероховатость наружной поверхности колебалась поэтому в общем случае в пределах порядка величины волокон или наполнителей. При удалении из пластмассы этих дополнительных материалов шероховатость или гладкость наружной поверхности будут определяться только самой применяемой пластмассой. При этом особенно предпочтительным является то, что толщина слоя ограничена значением ниже 90% той величины, которая соответствует пределу нагружения при действующих в зазоре между валками напряжениях сжатия. Действующие в зазоре между валками напряжения сжатия известны или могут быть вычислены. Неармированная пластмасса не может применяться с толщиной слоя выше определенной величины, поскольку при эксплуатации она сплющивается валком или каким-либо образом повреждается. Этот предел толщины может быть определен при необходимости путем экспериментов. Уменьшив указанный предел на некоторую величину, получают новый, обеспечивающий определенную надежность предел допустимой толщины пластмассы, когда мелкие повреждения еще не будут приводить к стойкому повреждению пластмассы. Целесообразно, чтобы слой состоял из чистой эпоксидной смолы. С одной стороны,эпоксидная смола имеет в неармированном виде относительно низкий модуль упругости. С другой стороны, она может быть очень гладко отшлифована, так что может быть достигнуто большое увеличение гладкости обрабатываемого полотна материала. 6 Слой состоит предпочтительно из напыляемой пластмассы и нанесен напылением. При помощи напыления получают, с одной стороны,относительно хорошее соединение пластмассы с корпусом валка. С другой стороны, путем напыления могут быть получены относительно тонкие слои, так что получают покрытие валка, которое имеет необходимую эластичность локально, в микроскопической области, а глобально,т.е. в макроскопической области, не обладает значительной податливостью, которая может привести к деформации валка. Особенно предпочтительно, если слой выполнен в виде лакового слоя. В этом случае фактически эластичной будет только наружная поверхность валка. Лаковые слои являются, как правило, весьма тонкими, так что основная нагрузка фактически воспринимается стержнем валка. Чем тоньше эластичный слой, тем меньше он сминается при эксплуатации и тем меньше выделяет тепла. Температура, которая образуется вследствие работы смятия, в этом случае лучше поддается управлению, так что температурный режим в зазоре между валками также можно лучше контролировать. Покрытие, т.е. эластичный слой, в меньшей мере подвергается воздействию высоких температур. В этом случае можно рассматривать валковую машину как каландр, т.е. как валковую машину с двумя жесткими валками, между которыми имеется зона контакта, причем один из двух жестких валков является лакированным. В альтернативном варианте выполнения слой образован усаживающимся рукавом. Такой усаживающийся рукав надевается на корпус валка и затем с помощью применения тепла усаживается на корпусе валка. Тем самым на наружной поверхности валка относительно быстро может быть создан эластичный слой и одновременно надежно с ним соединен. Замена эластичного слоя также не составляет проблемы. Для этого нужно лишь разрезать и удалить усаживающийся рукав. Корпус валка при этом пригоден для установки нового усаживающегося рукава, который при необходимости нужно лишь обточить и гладко отшлифовать. Наружная поверхность слоя отшлифована предпочтительно до значения шероховатости Ra 0,1 мкм или менее. В случае тонкого слоя такую гладкую наружную поверхность можно получить относительно легко. Так как шероховатость валка "запечатлевается" на полотне материала, гладкость полотна материала будет тем лучше, чем более гладкой является наружная поверхность валка. При использовании эпоксидной смолы может быть достигнута шероховатость даже 0,05 мкм. Ниже описаны предпочтительные варианты выполнения изобретения со ссылками на чертежи, на которых: фиг.1 изображает схематично валковую машину с двумя валками; 7 фиг.2 - изолинии касательных напряжений для очень тонкого эластичного слоя (а) в сравнении с эластичным слоем с обычной толщиной(b); фиг. 3 - распределение касательных напряжений в радиальном направлении и фиг. 4 - сопоставление вычисленных значений ширины зоны контакта. Представленная схематично на фиг. 1 валковая машина 1, которая применяется для обработки полотна 2 материала, в данном случае,например, бумаги, имеет два валка 3, 4, между которыми образован зазор 5. При эксплуатации оба валка 3, 4 сжимаются в направлении друг к другу с помощью общеизвестных, но здесь не представленных средств, так что полотно 2 материала обрабатывается в зазоре 5 между валками под давлением. Эта обработка под давлением может привести к уплотнению полотна материала. Также она часто применяется и для того, чтобы улучшить качество наружной поверхности полотна 2 материала. Зазор 5 между валками в данном случае является так называемым "мягким" зазором,поскольку валок 3 имеет эластичную наружную поверхность 6, образованную очень тонким слоем 7 из эластичного материала, который нанесен на периферию корпуса 8 валка. Корпус 8 валка может быть выполнен в виде массивного стержня из стали или чугуна, например, отбеленного чугуна или серого чугуна. Корпус может также представлять собой, как это показано штриховыми линиями, оболочку валка с регулируемым прогибом, которая со стороны своей внутренней полости нагружается нажимными элементами 9,установленными на балке 10. В противоположность валку 3, валок 4 является жестким валком, т.е. он выполнен неэластичным, например, из стали или чугуна. Для улучшения гладкости наружной поверхности валка 4 на него может быть нанесен не описанным здесь способом твердый слой хрома или другой твердый и гладкий слой. Толщина эластичного слоя 7 на мягком валке 3 на фиг. 1 преувеличена. В традиционных мягких валках толщина слоя составляет обычно примерно 12,5 мм. Его можно еще обточить до толщины примерно 8 мм, если при эксплуатации возникли повреждения или метки. В предлагаемой валковой машине толщинаd эластичного слоя 7 существенно меньше, т.е. слой 7 является очень тонким. В имеющемся варианте выполнения толщина d составляет 1,75 мм. Модуль упругости составляет Е=3500 Н/мм 2. Речь идет о слое 7 из эпоксидной смолы, который напылен на корпус 8 валка. При этом эпоксидная смола не содержит армирующих волокон или других армирующих заполнителей. Поэтому наружная поверхность 6 слоя 7 может быть очень гладко отшлифована, в результате чего на стороне полотна 2 материала, которая прилегает к мягкому 8 валку 3, достигаются замечательные значения глянца и гладкости. Благодаря тому что отсутствуют армирующие волокна или заполнители,смола имеет меньший модуль упругости. Последний составляет для традиционных покрытий валков величину порядка от 6000 до 8000 Н/мм 2. В сравниваемом примере модуль упругости составлял Е=6900 Н/мм 2. Вследствие того, что толщина d слоя 7 является очень малой, наружная поверхность 6 валка 3, по меньшей мере, в макроскопической области является почти недеформируемой. Поэтому форма валка при эксплуатации определяется формой корпуса 8. Присущее известным мягким валкам сильное уплощение или даже смятие при эксплуатации здесь исключено с относительно большой вероятностью. Несмотря на очень тонкий слой 7, наружная поверхность 6 мягкого валка 3 является настолько эластичной, что она может деформироваться в микроскопической области. Если, например, из наружной поверхности бумажного полотна выступают волокна, то они не расплющиваются в зазоре 5 между валками, что может привести к известным явлениям потемнения при сатинировании или лоска, а вследствие локальной эластичности наружной поверхности 6 могут проходить через зазор 5 между валками без повреждений. Скорее всего, они будут выравниваться. Толщина d слоя 7 может быть очень малой. Достаточно нанести материал, например эпоксидную смолу, в виде лака так, что толщина d составляет порядка нескольких десятых или даже сотых миллиметра. Можно также создать слой 7, например, в виде усаживающегося рукава, внутренний диаметр которого соответствует наружному диаметру корпуса 8 валка, так что он может быть насажен на непокрытый корпус 8 валка. Затем при подведении тепла, например горячего воздуха, рукав усаживается и прилегает равномерно к наружной поверхности корпуса 8 валка. После этого требуется лишь сделать гладкой наружную поверхность 6. Правда, уже не остается резерва для обтачивания, если наружная поверхность 6 имеет повреждения или метки, но это не является критическим. В случае усаживающегося рукава разрезается и удаляется старый рукав и насаживается новый. В случае лакового покрытия валок может быть снова отлакирован, что также может осуществляться относительно быстро. Также и в случае, когда эпоксидная смола или другая пластмасса напылена с большей толщиной, путем повторного напыления можно относительно быстро вновь получить желаемое качество наружной поверхности. Верхней границей для толщины d слоя 7 принято в настоящее время значение примерно 4 мм. Принципиально считается, что с возрастанием толщины d также должен увеличиваться модуль упругости, чтобы слой 7 выдерживал действующие в зазоре 5 между валками напряжения сжатия. Для сравнения новой конструкции мягкого валка 3 с очень тонким слоем 7 с традиционным валком с более толстым слоем были проведены расчеты. Так как толщина d слоя 7 явно меньше,чем ширина зоны контакта полотна 2 материала с валками 3, 4, расчет по Герцу приводит к большим ошибкам и поэтому не может использоваться. Однако распределение напряжений в валках можно вычислить численными способами, например методом конечных элементов. В данном случае эти расчеты производились так,как описано в диссертации Рольфа ван Хаага "О распределении напряжений сжатия и сжатия бумаги в зазоре между валками каландра",Дармштадт, 1993. На фиг. 2 показаны изолинии касательных напряжений, а именно, для нового валка 3 на фиг. 2 а и для традиционного валка с толстым слоем 7' на фиг. 2b. В основе этих расчетов лежали следующие данные: Изобретение Диаметр жесткого валка 4, 4' Диаметр мягкого валка 3, 3' Удельная нагрузка Толщина бумаги на входе Толщина слоя 7, 7' Модуль упругости Видно, что касательные напряжения в обоих случаях выглядят сходными. Разумеется,понятно, что при очень тонком слое 7 максимум касательных напряжений лежит вне слоя 7. Иными словами, он перемещен в корпус 8 валка. В традиционном случае максимум касательных напряжений лежит посередине эластичного слоя 7'. Это лучше видно на фиг. 3, где изображены касательные напряжения вдоль линии А на фиг. 2, т.е. практически в радиальном направлении для мягкого валка 3. Максимум касательных напряжений расположен примерно на расстоянии 2,42 мм. Толщина d слоя составляет всего 1,75 мм. Таким образом, максимум касательных напряжений лежит в корпусе 8 валка,который выполнен из стали или чугуна и поэтому может воспринимать максимум касательных напряжений. На фиг. 4 представлена еще одна сравнительная картина для предлагаемого валка и традиционного валка с толщиной d 12,5 мм. Кривая, проходящая через точки в виде квадратов, представляет собой кривую напряжений сжатия традиционного покрытия с толщиной 12,5 мм и модулем упругости 6900 Н/мм 2 при удельной нагрузке 200 Н/мм. Если бы применялось такое же покрытие с толщиной 1,75 мм, получилась бы кривая, проходящая через точки в виде кружков. В этом случае макси 10 мальное напряжение сжатия повысилось бы примерно с 54 до 62 Н/мм 2. Однако в этой области уже достигается или превышается предел прочности покрытия. При применении в качестве покрытия смолы, модуль упругости которой существенно меньше и составляет примерно лишь 3500 Н/мм 2, получаются снова более благоприятные соотношения. Как показывает кривая, проходящая через точки в виде треугольников, кривые для толстого жесткого покрытия и для тонкого мягкого покрытия являются почти одинаковыми. Так как тонкие покрытия из смолы должны шлифоваться более гладко и в результате работы смятия выделяется меньше тепла, повреждающего при известных обстоятельствах покрытия, они имеют существенное преимущество перед другими покрытиями в отношении сатинирования. Интересно, что ширина зазора во всех случаях примерно одинакова. Здесь явно сказывается влияние бумажного полотна. В случае очень тонких покрытий можно,как сказано выше, не применять армирующих волокон или наполнителей. Преимущество использования такой пластмассы состоит в возможности получения очень гладкой наружной поверхности 6 с шероховатостью 0,05 мкм, а также в существенном упрощении процесса нанесения. Экономится материал, что заметно снижает стоимость изготовления. Несмотря на сниженную стоимость изготовления, можно наблюдать явное повышение качества при сатинировании бумаги и других полотен материала. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Валковая машина, содержащая, по меньшей мере, один зазор между валками, образованный валком и соседним валком, причем валок имеет на периферической поверхности своего корпуса эластичный слой, отличающаяся тем, что эластичный слой (7) в радиальном направлении является очень тонким. 2. Валковая машина по п.1, отличающаяся тем, что валок (3) благодаря эластичному слою(7) обладает в локальной области поверхностной эластичностью, а в макроскопической области в отношении эластичности имеет практически ту же характеристику, что и корпус (8) валка. 3. Валковая машина по п.1 или 2, отличающаяся тем, что корпус (8) валка выполнен из стали или чугуна. 4. Валковая машина по одному из пп.1-3,отличающаяся тем, что толщина (d) эластичного слоя (7) составляет 4 мм или менее, в особенности 2,3 мм или менее. 5. Валковая машина по одному из пп.1-4,отличающаяся тем, что слой (7) выполнен из материала, который имеет модуль упругости 4000 Н/мм 2 или менее. 11 6. Валковая машина по п.5, отличающаяся тем, что толщина (d) слоя (7) выбрана так, что в эксплуатации получается такое же распределение напряжения сжатия, как в слое материала,армированного волокном, с модулем упругости 6000 Н/мм 2 и более, при одинаковой удельной нагрузке и одинаковой геометрии зазора между валками. 7. Валковая машина по одному из пп.1-6,отличающаяся тем, что толщина (d) слоя меньше, чем удаление максимума касательных напряжений от наружной поверхности (6) слоя (7). 8. Валковая машина по одному из пп.1-7,отличающаяся тем, что ширина зоны контакта,рассчитанная с учетом полотна при удельной нагрузке 200 Н/мм, по меньшей мере, в 3,5 раза больше, чем толщина (d) слоя (7). 9. Валковая машина по одному из пп.1-8,отличающаяся тем, что слой (7) выполнен из неармированной пластмассы. 10. Валковая машина по п.9, отличающаяся тем, что толщина (d) слоя (7) ограничена значением, которое ниже 90% значения, соответствующего пределу нагружения при действующих 12 в зазоре (5) между валками напряжениях сжатия. 11. Валковая машина по одному из пп.1-10,отличающаяся тем, что слой (7) выполнен из чистой эпоксидной смолы. 12. Валковая машина по одному из пп.1-11,отличающаяся тем, что слой (7) выполнен из напыляемой пластмассы и нанесен напылением. 13. Валковая машина по одному из пп.1-12,отличающаяся тем, что слой (7) выполнен в виде лакового слоя. 14. Валковая машина по одному из пп.1-10,отличающаяся тем, что слой (7) образован усаживающимся рукавом. 15. Валковая машина по одному из пп.1-14,отличающаяся тем, что наружная поверхность(6) слоя (7) отшлифована до значения шероховатости Ra 0,1 мкм или менее. 16. Валок валковой машины с эластичным слоем на периферической поверхности корпуса валка, отличающийся тем, что эластичный слой(7) в радиальном направлении является очень тонким.
МПК / Метки
МПК: D21G 1/00, D21F 3/08, F16C 13/00
Код ссылки
<a href="https://eas.patents.su/8-479-valkovaya-mashina.html" rel="bookmark" title="База патентов Евразийского Союза">Валковая машина</a>
Шпалоподбивочная машина
Номер патента: 120
Опубликовано: 27.08.1998
Авторы: Тойрер Йозеф, Пайтл Фридрих
МПК: E01B 27/16
Метки: машина, шпалоподбивочная
Формула / Реферат:
1.Шпалоподбивочная машина для подбивки рельсового пути, содержащая раму, опирающуюся на ходовые тележки, агрегат для подъема и правки рельсового пути, базовую систему для корректировки положения рельсового пути и подбивочные агрегаты, расположенные друг за другом в продольном направлении к рельсам, содержащие перемещаемые по высоте независимо друг от друга и погружаемые в щебень с помощью индивидуальных погружающих приводов шпалоподбивки с...
Машина для приготовления горячего напитка
Номер патента: 117
Опубликовано: 27.08.1998
Автор: Эстон Алан
МПК: A47J 31/057
Метки: приготовления, напитка, горячего, машина
Формула / Реферат:
1. Машина для приготовления горячего напитка, в частности кофеварка, состоящая из корпуса с фильтродержателем, снабженным первым средством для наливания, включающим отверстие, вторым средством для наливания, включающим, по меньшей мере, два отверстия, которое способно занимать первое рабочее положение под отверстием первого средства для наливания и второе откинутое положение, отличающаяся тем, что второе средство для наливания включает приводные...
Хлопкоуборочная машина и агрегат для уборки рядов хлопчатника
Номер патента: 433
Опубликовано: 26.08.1999
Авторы: Шрейнер Джоел Марвин, Копли Рассел Дин
МПК: A01D 46/08
Метки: агрегат, хлопчатника, машина, рядов, хлопкоуборочная, уборки
Формула / Реферат:
1. Хлопкоуборочный агрегат для уборки посеянного рядами хлопчатника, содержащий корпус, образующий зону прохождения хлопчатника, простирающуюся по ходу движения агрегата от стеблеприемников до противоположного конца агрегата, канал для прохождения хлопка, расположенный по ходу движения в правом заднем конце агрегата, первый и второй уборочные барабаны со шпинделями, расположенные друг за другом справа от зоны прохождения хлопчатника и...
Предыдущий патент: Насосы с перемещаемой вперёд полостью, в которых используются композиционные материалы
Следующий патент: Каландр