Способ литья детали из пластика с присоединяемой металлической деталью, удерживаемой за счет намагничивания, устройство литья детали из пластика
Номер патента: 25170
Опубликовано: 30.11.2016
Авторы: Дебайель Ромен, Роз Жан-Пьер, Депьерр Эмманюэль

Формула / Реферат
1. Способ формования пластиковой детали с металлической вставкой, в котором пластик, образующий указанную деталь, вводят в полость (5) для формования пластиковой детали, в которую предварительно помещают по меньшей мере одну металлическую вставку (2) из ферромагнитного материала, такую как окантовка, отличающийся тем, что во время введения пластика присоединяемую вставку (2) удерживают в полости (5) для формования при помощи по меньшей мере одного магнита (40, 40'), который устанавливают с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на присоединяемую вставку (2) через внутреннюю поверхность литейной полости, и неактивным положением I, в котором он не действует силой притяжения на присоединяемую вставку (2).
2. Способ формования по п.1, отличающийся тем, что магнит (40, 40') устанавливают с возможностью перемещения между двумя положениями, активным А и неактивным I, посредством движения вращения R и/или поступательного движения Т.
3. Способ формования по п.1 или 2, отличающийся тем, что множество магнитов (40, 40') перемещаются вместе в едином движении.
4. Способ формования по п.3, отличающийся тем, что множество магнитов (40, 40') группируют в две группы магнитов таким образом, чтобы, когда одна группа находилась в неактивном положении I, в котором она не действует силой притяжения на вставку (2), другая группа действовала силой отталкивания на вставку (2).
5. Способ формования по п.4, отличающийся тем, что вставку (2) располагают в полости (5) для формования над парамагнитной планкой (54).
6. Способ формования по любому из пп.1, 2, отличающийся тем, что магнит (40, 40') или располагают в активном положении А перед началом инжекции пластика для формования пластиковой детали, или магнит (40, 40') располагают в неактивном положении I после завершения инжекции пластика для формования пластиковой детали.
7. Способ формования по п.6, отличающийся тем, что магнит (40, 40') располагают в активном положении А после размещения вставки в полости (5) для формования.
8. Способ формования по п.7, отличающийся тем, что магнит (40, 40') располагают в неактивном положении I перед извлечением пластиковой детали из формы.
9. Устройство формования для реализации способа формования по любому из пп.1-8, отличающееся тем, что содержит по меньшей мере один магнит (40, 40'), который установлен под нижней внутренней поверхностью полости (5) для формования пластиковой детали, при этом указанный по меньшей мере один магнит (40, 40') установлен с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на вставку (2) через внутреннюю поверхность полости для формования, и неактивным положением I, в котором он не действует силой притяжения на вставку (2).
10. Устройство литья по п.9, отличающееся тем, что магнит(ы) (40, 40') расположен(ы) по меньшей мере на одном подвижном держателе (41), выполненном с возможностью поступательного движения Т, и/или по меньшей мере на одном подвижном диске (42), выполненном с возможностью вращения R.

Текст
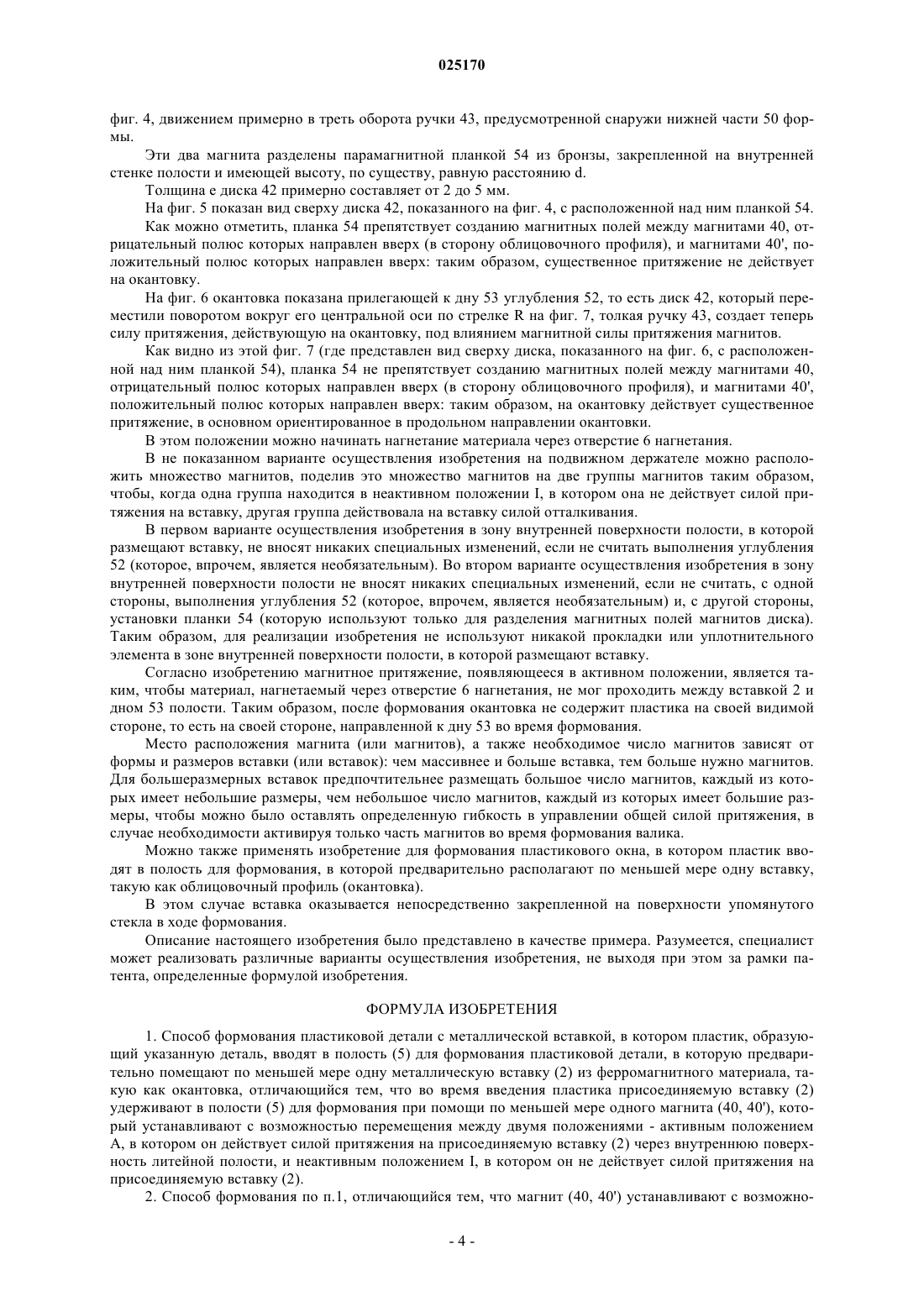
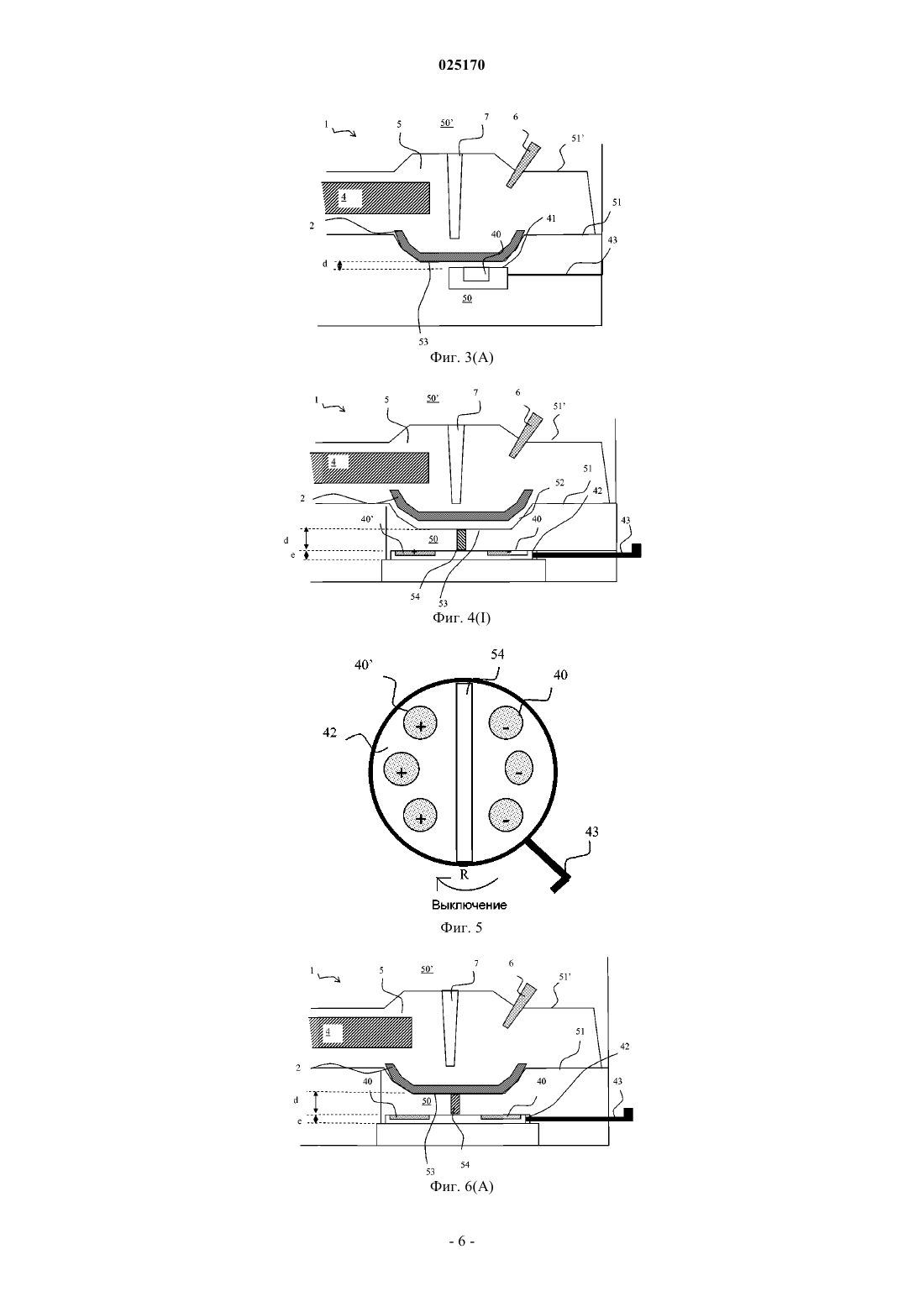
СПОСОБ ЛИТЬЯ ДЕТАЛИ ИЗ ПЛАСТИКА С ПРИСОЕДИНЯЕМОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛЬЮ, УДЕРЖИВАЕМОЙ ЗА СЧЕТ НАМАГНИЧИВАНИЯ,УСТРОЙСТВО ЛИТЬЯ ДЕТАЛИ ИЗ ПЛАСТИКА Объектом настоящего изобретения является способ литья профилированного шнура (3), в частности, на периферии окна (4), или литья пластикового окна, в котором пластик упомянутого профилированного шнура (3) или соответственно упомянутого пластикового окна вводят в литейную полость, в которую предварительно помещают по меньшей мере одну присоединяемую ферромагнитную деталь (2), такую как облицовочный профиль, отличающийся тем, что во время введения упомянутого пластика упомянутую присоединяемую деталь (2) удерживают в упомянутой литейной полости (5) при помощи по меньшей мере одного магнита (40),выполненного с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на упомянутую присоединяемую деталь (2) через внутреннюю поверхность литейной полости, и неактивным положением I, в котором он не действует силой притяжения на упомянутую присоединяемую деталь (2). Настоящее изобретение относится к области формования деталей из пластика для изготовления окна. В частности, настоящее изобретение касается формования валиков на окнах посредством формования или изготовления пластиковых окон (например, из поликарбоната). В частности, оно касается способа формования детали из пластика, в котором пластик вводят в полость для формования, в которую предварительно поместили металлическую вставку из ферромагнитного материала, такую как окантовка. Из международной патентной заявкиWO 2007/018042 известна система фиксации металлической вставки с использованием электромагнита для удержания вставки во время закрывания формы для формования и во время формования. Эта система является дорогой в изготовлении и в применении, так как требует управления электрическим питанием электромагнита. Настоящее изобретение предназначено для устранения недостатков известных технических решений и обеспечения системы удержания металлической вставки во время формования пластиковой детали, которая является простой, недорогой в изготовлении и в применении. Другой задачей изобретения является обеспечение удержания вставки через стенку полости для формования, без создания специальной зоны и без использования перемычек на поверхности внутри полости для формования. Таким образом, в самом широком толковании изобретение относится к способу формования пластиковой детали с металлической вставкой, охарактеризованному в п.1 формулы изобретения. Согласно этому способу пластик, используемый для формования пластиковой детали, вводят в полость для формования, в которую предварительно помещают по меньшей мере одну металлическую вставку из ферромагнитного материала, такую как окантовка, и во время введения пластика вставку удерживают в полости для формования при помощи по меньшей мере одного магнита, установленного с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на вставку через внутреннюю поверхность полости для формования, и неактивным положением I,в котором он не действует силой притяжения на вставку. В рамках настоящего изобретения под термином "ферромагнитный" понимают свойство, т.е. некоторые элементы сильно намагничиваются под действием внешнего магнитного поля (элементы на основе железа, кобальта, никеля и целого ряда их сплавов, в частности стали) в отличие от так называемых "парамагнитных" элементов (элементы на основе алюминия, хрома, платины, и т.д.), которые, естественно,подвергаются таким же воздействиям, как и железо, но гораздо менее интенсивным, при этом следует напомнить, что магнит является ферромагнитным телом, которое сохраняет сильное намагничивание,также после исчезновения внешнего поля (остаточное намагничивание). Предпочтительно магнит (или магниты) могут перемещаться между двумя положениями, активным А и неактивным I посредством вращения R и/или поступательного перемещения Т. В варианте осуществления изобретения множество магнитов перемещаются вместе в едином движении. В этом варианте изобретения упомянутое множество магнитов предпочтительно группируют в две группы магнитов таким образом, что когда одна группа находится в неактивном положении I, в котором она не действует силой притяжения навставку, другая группа действует силой отталкивания на вставку. В частности, в этом варианте изобретения вставку можно располагать в полости для формования сверху над парамагнитной планкой. Для реализации способа в соответствии с настоящим изобретением предпочтительно магнит (или магниты) располагают в активном положении А перед началом ввода пластика а и магнит (или магниты) предпочтительно располагают в неактивном положении I после завершения подачи пластика. Дополнительно магнит (или магниты) предпочтительно располагают в активном положении А после того, как вставку разместили в полости для формования. Кроме того, предпочтительно магнит (или магниты) располагают в неактивном положении I перед извлечением детали из полости для формования. Объектом настоящего изобретения является также устройство для формования для реализации способа формования в соответствии с настоящим изобретением, при этом устройство содержит полость для формования, ниже внутренней поверхности полости для формования по меньшей мере один магнит, выполненный с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на упомянутую вставку через внутреннюю поверхность литейной полости, и неактивным положением I, в котором он не действует силой притяжения на упомянутую вставку. Кроме того, предпочтительно магнит(ы) располагают на по меньшей мере одном подвижном держателе, выполненном с возможностью поступательного движения Т, и/или на по меньшей мере одном подвижном диске, выполненном с возможностью вращения R. Настоящее изобретение касается также использования по меньшей мере одного подвижного магнита для реализации способа формования в соответствии с настоящим изобретением. Предпочтительно изобретение позволяет надежно удерживать за счет магнитного притяжения ферромагнитную вставку при помощи простых элементов, не дорогих в изготовлении и в применении. Предпочтительно изобретение позволяет облегчить извлечение из формы сформованного изделия,которое содержит вставку, за счет действия магнитного отталкивания на ферромагнитную вставку после формования. Это магнитное отталкивание может происходить при поворотном движении одного магнита, но в контексте изобретения предпочтительно используют несколько магнитов, разделенных на две группы,таким образом, чтобы, когда одна группа из по меньшей мере одного магнита не находится в активном положении, в котором он(они) действует(ют) силой притяжения на упомянутую вставку, другая группа из по меньшей мере одного магнита действует силой отталкивания на упомянутую вставку. Кроме того, предпочтительно эта магнитная сила притяжения или эти магнитные силы притяжения/отталкивания действуют через внутреннюю поверхность литейной полости. Таким образом, на поверхности литейной полости нет никаких подвижных элементов, обеспечивающих подвижность магнита(или магнитов). За счет этого изобретение является простым в выполнении, так как в этой зоне удержания вставки нет никаких прокладок. Предпочтительно также между магнитом (или магнитами) и вставкой не существует прямого контакта, что позволяет избежать образования следа на поверхности вставки, а также деформации вставки. Предпочтительно нет необходимости в применении сложного периферического оборудования (типа электрического генератора для электромагнита) и не возникает проблемы дифференциального расширения (связанного, например, с нагреванием электромагнита), поскольку электромагнит не применяют. Настоящее изобретение будет более очевидно из нижеследующего подробного описания не ограничительных примеров осуществления со ссылками на прилагаемые чертежи, на которых фиг. 1 - общий вид автомобильного окна, содержащего вставку, закрепляемую на валике во время формования, при этом вставка и окантовка показаны в разрезе в нижней части окна; фиг. 2 - вид в разрезе литейной полости для первого варианта осуществления изобретения в положении, в котором вставка не удерживается; фиг. 3 - вид в разрезе литейной полости, показанной на фиг. 2, в положении удержания вставки; фиг. 4 - вид в разрезе литейной полости для второго варианта осуществления изобретения в положении, в котором вставка не удерживается; фиг. 5 - вид сверху магнитов, показанных на фиг. 4; фиг. 6 - вид в разрезе литейной полости, показанной на фиг. 4, в положении удержания вставки; фиг. 7 - вид сверху магнитов, показанных на фиг. 6. На этих чертежах пропорции между различными элементами не соблюдены, и, как правило, элементы на заднем плане не показаны, чтобы облегчить рассмотрение чертежей. На фиг. 1 показано неподвижное автомобильное окно 4, на периферии которого выполняют валик 3 из мягкого полимерного материала. Полимерным материалом валика 3 может быть термопластик (ПВХ, ТПЭ, ), полиуретан или синтетический каучук типа ЭПДМ (этилен-пропилен-диен-мономер) или любой другой соответствующий материал. Валик 3 изготовлен путем реализации способа изготовления, называемого "инкапсуляцией", так как он содержит этап формования валика 3 в устройстве между двумя формующими элементами, - элементом, в котором располагают внутреннюю сторону окна, и элементом, в котором располагают наружную сторону окна, причем во время этапа формования эти два элемента являются сомкнутыми. На фиг. 1 валик 3 расположен по всей периферии окна 4, однако валик можно располагать только на части периферии окна или на любой части окна. Для улучшения внешнего вида окна часть валика 3, видимую снаружи автомобиля, закрывают вставкой 2, которой в данном случае является окантовка, расположенная в данном случае только в нижней части окна, однако ее можно располагать также на всей периферии окна 4 и/или на любой части окна. Вставка 2 изготовлена заранее: ей придают форму до размещения в форме, в которой выполняют окантовку 3. Вставка 2 может быть выполнена из намагничивающейся стали, например из стали маркиS430, выпускаемой компанией Arcelor Mittal. Окно 4 может быть монолитным окном, то есть состоять из одного листа материала, или может быть композитным, то есть состоять из нескольких листов материала, между которыми помещают по меньшей мере один слой адгезивного материала в случае многослойных окон или оставляют по меньшей мере одно промежуточное пространство в случае стеклопакетов (двойных стеклопакетов, тройных стеклопакетов, ). Лист (или листы) может (могут) быть минеральным(и), в частности из стекла, или органическим(и), в частности из пластика. В случае автомобильного окна, как правило, оно содержит на своей периферии, по меньшей мере,декоративную полосу, не показанную на чертеже. Декоративную полоску получают в результате нанесе-2 025170 ния эмали на внутренней стороне окна или на промежуточной стороне окна в случае композитных окон,однако ее можно также выполнять частичным и/или периферическим окрашиванием используемого листа материала, в частности листа из органического материала. Для изготовления валика 3 посредством формования окно располагают в части формы, в данном случае в нижней части 50 формы, как показано на фиг. 2, затем нижнюю часть формы закрывают верхней частью 50' формы таким образом, чтобы в замкнутом пространстве между этими двумя частями получить полость 5 для формования. В данном случае используют систему формования с вертикальным прессом, однако ее можно адаптировать и для горизонтального пресса. Контур этой полости 5 для формования ограничен, с одной стороны, внутренней стороной 51 нижней части 50 формы и, с другой стороны, внутренней стороной 51' верхней части 50' формы. Край окна 4 заходит в литейную полость для формования окантовки 3 на периферии окна 4. Пластик для изготовления валика 3 нагнетают в полость для формования через по меньшей мере одно отверстие 6 нагнетания. Пока форму не закрыли и пока не начали нагнетание пластика, вставку 2, такую как облицовочный профиль, располагают в нижней части 50 формы и, в частности, в углублении 52, имеющем форму, соответствующую негативу формы вставки. Предпочтительно верхняя часть 50' формы содержит на своей внутренней стороне 51' по меньшей мере один стержень 7 для временного удержания детали 2. Таким образом, при закрывании нижней части 50 формы верхней частью 50' формы стержень 7 временно удерживает деталь 2 в углублении 52. В первом варианте осуществления, показанном на фиг. 2 и 3, систему удержания за счет намагничивания приводят в действие поступательным движением подвижного держателя 41, содержащего единственный магнит 40, тогда как во втором варианте, показанном на фиг. 4 и 7, систему удержания за счет намагничивания приводят в действие вращением диска 42 вокруг его оси, при этом в данном случае диск содержит множество магнитов 40, 40'; вместе с тем диск может содержать только один магнит. Кроме того, первый вариант осуществления изобретения позволяет проиллюстрировать применение изобретения с простым магнитным притяжением, тогда как второй вариант осуществления позволяет проиллюстрировать применение изобретения с магнитным притяжением/отталкиванием, что будет описано ниже. Согласно изобретению, чтобы получить простое притяжение детали 2 в полости 5 во время введения пластика в полость, используют по меньшей мере один магнит 40. Этот магнит выполнен с возможностью перемещения между двумя положениями: активным положением А (фиг. 3), в котором он действует силой притяжения на упомянутую вставку 2 через внутреннюю поверхность полости, и неактивным положением I (фиг. 2), в котором он не действует силой притяжения на упомянутую вставку 2. Чтобы получить притяжение/отталкивание вставки 2, по меньшей мере два магнита 40, 40' располагают их полюсами в положении валета таким образом, чтобы в активном положении (фиг. 6) системы удержания намагничиванием по меньшей мере один магнит 40, 40' действовал силой притяжения через внутреннюю поверхность полости на вставку 2 и чтобы в неактивном положении (фиг. 4) системы удержания намагничиванием другой магнит (соответственно 40', 40) действовал силой отталкивания через внутреннюю поверхность полости на вставку 2. Чтобы сила притяжения и, в случае необходимости, сила отталкивания действовали правильно через внутреннюю поверхность полости, предпочтительно, чтобы материал пресс-формы по меньшей мере в зоне, где находится вставка 2, не был ферромагнитным, то есть, чтобы он был парамагнитным; этим материалом может быть, например, алюминий или алюминиевый сплав. На фиг. 2 показан момент, когда в первом варианте осуществления форма полностью закрыта и когда систему удержания намагничиванием в соответствии с настоящим изобретением собираются привести в действие. На этой фиг. 2 вставка показана на расстоянии от дна 53 углубления 52, чтобы наглядно показать, что система удержания намагничиванием еще не активирована. На практике окантовка опускается на дно 53 углубления 52 под действием собственной тяжести. На фиг. 3 окантовка показана прилегающей к дну 53 углубления 52, чтобы наглядно показать, что магнит 40, который переместили поступательным движением справа налево по стрелке Т на фиг. 2, толкая ручку 43, и который теперь находится под углублением 52, притягивает окантовку за счет своей силы притяжения. В этом активном положении магнит находится на расстоянии d примерно от 2 до 10 мм от дна 53. После закрывания подвижного держателя можно начинать нагнетание материала через отверстие 6 нагнетания. На фиг. 4 показан момент, когда в первом варианте осуществления форма полностью закрыта и когда систему удержания намагничиванием в соответствии с настоящим изобретением собираются привести в действие. На этой фиг. 4 окантовка показана на расстоянии от дна 53 углубления 52, чтобы наглядно показать, что система удержания намагничиванием еще не активирована. На фиг. 4 видно, что два магнита 40, 40' находятся на расстоянии d примерно от 2 до 10 мм от дна 53 на диске 42, который можно повернуть вокруг его центральной оси, направленной вертикально на фиг. 4, движением примерно в треть оборота ручки 43, предусмотренной снаружи нижней части 50 формы. Эти два магнита разделены парамагнитной планкой 54 из бронзы, закрепленной на внутренней стенке полости и имеющей высоту, по существу, равную расстоянию d. Толщина е диска 42 примерно составляет от 2 до 5 мм. На фиг. 5 показан вид сверху диска 42, показанного на фиг. 4, с расположенной над ним планкой 54. Как можно отметить, планка 54 препятствует созданию магнитных полей между магнитами 40, отрицательный полюс которых направлен вверх (в сторону облицовочного профиля), и магнитами 40', положительный полюс которых направлен вверх: таким образом, существенное притяжение не действует на окантовку. На фиг. 6 окантовка показана прилегающей к дну 53 углубления 52, то есть диск 42, который переместили поворотом вокруг его центральной оси по стрелке R на фиг. 7, толкая ручку 43, создает теперь силу притяжения, действующую на окантовку, под влиянием магнитной силы притяжения магнитов. Как видно из этой фиг. 7 (где представлен вид сверху диска, показанного на фиг. 6, с расположенной над ним планкой 54), планка 54 не препятствует созданию магнитных полей между магнитами 40,отрицательный полюс которых направлен вверх (в сторону облицовочного профиля), и магнитами 40',положительный полюс которых направлен вверх: таким образом, на окантовку действует существенное притяжение, в основном ориентированное в продольном направлении окантовки. В этом положении можно начинать нагнетание материала через отверстие 6 нагнетания. В не показанном варианте осуществления изобретения на подвижном держателе можно расположить множество магнитов, поделив это множество магнитов на две группы магнитов таким образом,чтобы, когда одна группа находится в неактивном положении I, в котором она не действует силой притяжения на вставку, другая группа действовала на вставку силой отталкивания. В первом варианте осуществления изобретения в зону внутренней поверхности полости, в которой размещают вставку, не вносят никаких специальных изменений, если не считать выполнения углубления 52 (которое, впрочем, является необязательным). Во втором варианте осуществления изобретения в зону внутренней поверхности полости не вносят никаких специальных изменений, если не считать, с одной стороны, выполнения углубления 52 (которое, впрочем, является необязательным) и, с другой стороны,установки планки 54 (которую используют только для разделения магнитных полей магнитов диска). Таким образом, для реализации изобретения не используют никакой прокладки или уплотнительного элемента в зоне внутренней поверхности полости, в которой размещают вставку. Согласно изобретению магнитное притяжение, появляющееся в активном положении, является таким, чтобы материал, нагнетаемый через отверстие 6 нагнетания, не мог проходить между вставкой 2 и дном 53 полости. Таким образом, после формования окантовка не содержит пластика на своей видимой стороне, то есть на своей стороне, направленной к дну 53 во время формования. Место расположения магнита (или магнитов), а также необходимое число магнитов зависят от формы и размеров вставки (или вставок): чем массивнее и больше вставка, тем больше нужно магнитов. Для большеразмерных вставок предпочтительнее размещать большое число магнитов, каждый из которых имеет небольшие размеры, чем небольшое число магнитов, каждый из которых имеет большие размеры, чтобы можно было оставлять определенную гибкость в управлении общей силой притяжения, в случае необходимости активируя только часть магнитов во время формования валика. Можно также применять изобретение для формования пластикового окна, в котором пластик вводят в полость для формования, в которой предварительно располагают по меньшей мере одну вставку,такую как облицовочный профиль (окантовка). В этом случае вставка оказывается непосредственно закрепленной на поверхности упомянутого стекла в ходе формования. Описание настоящего изобретения было представлено в качестве примера. Разумеется, специалист может реализовать различные варианты осуществления изобретения, не выходя при этом за рамки патента, определенные формулой изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ формования пластиковой детали с металлической вставкой, в котором пластик, образующий указанную деталь, вводят в полость (5) для формования пластиковой детали, в которую предварительно помещают по меньшей мере одну металлическую вставку (2) из ферромагнитного материала, такую как окантовка, отличающийся тем, что во время введения пластика присоединяемую вставку (2) удерживают в полости (5) для формования при помощи по меньшей мере одного магнита (40, 40'), который устанавливают с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на присоединяемую вставку (2) через внутреннюю поверхность литейной полости, и неактивным положением I, в котором он не действует силой притяжения на присоединяемую вставку (2). 2. Способ формования по п.1, отличающийся тем, что магнит (40, 40') устанавливают с возможно-4 025170 стью перемещения между двумя положениями, активным А и неактивным I, посредством движения вращения R и/или поступательного движения Т. 3. Способ формования по п.1 или 2, отличающийся тем, что множество магнитов (40, 40') перемещаются вместе в едином движении. 4. Способ формования по п.3, отличающийся тем, что множество магнитов (40, 40') группируют в две группы магнитов таким образом, чтобы, когда одна группа находилась в неактивном положении I, в котором она не действует силой притяжения на вставку (2), другая группа действовала силой отталкивания на вставку (2). 5. Способ формования по п.4, отличающийся тем, что вставку (2) располагают в полости (5) для формования над парамагнитной планкой (54). 6. Способ формования по любому из пп.1, 2, отличающийся тем, что магнит (40, 40') или располагают в активном положении А перед началом инжекции пластика для формования пластиковой детали,или магнит (40, 40') располагают в неактивном положении I после завершения инжекции пластика для формования пластиковой детали. 7. Способ формования по п.6, отличающийся тем, что магнит (40, 40') располагают в активном положении А после размещения вставки в полости (5) для формования. 8. Способ формования по п.7, отличающийся тем, что магнит (40, 40') располагают в неактивном положении I перед извлечением пластиковой детали из формы. 9. Устройство формования для реализации способа формования по любому из пп.1-8, отличающееся тем, что содержит по меньшей мере один магнит (40, 40'), который установлен под нижней внутренней поверхностью полости (5) для формования пластиковой детали, при этом указанный по меньшей мере один магнит (40, 40') установлен с возможностью перемещения между двумя положениями - активным положением А, в котором он действует силой притяжения на вставку (2) через внутреннюю поверхность полости для формования, и неактивным положением I, в котором он не действует силой притяжения на вставку (2). 10. Устройство литья по п.9, отличающееся тем, что магнит(ы) (40, 40') расположен(ы) по меньшей мере на одном подвижном держателе (41), выполненном с возможностью поступательного движения Т,и/или по меньшей мере на одном подвижном диске (42), выполненном с возможностью вращения R.
МПК / Метки
МПК: B29C 45/14
Метки: намагничивания, удерживаемой, металлической, присоединяемой, деталью, литья, устройство, пластика, способ, счет, детали
Код ссылки
<a href="https://eas.patents.su/8-25170-sposob-litya-detali-iz-plastika-s-prisoedinyaemojj-metallicheskojj-detalyu-uderzhivaemojj-za-schet-namagnichivaniya-ustrojjstvo-litya-detali-iz-plastika.html" rel="bookmark" title="База патентов Евразийского Союза">Способ литья детали из пластика с присоединяемой металлической деталью, удерживаемой за счет намагничивания, устройство литья детали из пластика</a>
Способ литья под давлением кольцевой детали шины (варианты) и устройство для литья под давлением (варианты)
Номер патента: 217
Опубликовано: 24.12.1998
Авторы: Джэкобс Бернард Байрон, Йовичин Альберт Джеймс, Рекс Вилльям Аллен, Вольфе Дэвид Лоуэлл, Рамбахер Джон Сильвестер, Бенедикт Роберт Леон, Хентош Дэниэл Патрик, Мэджерус Норберт, Зобхани Мохаммад Эгбал, Члебина Лоренс Эдвард, Лаурих Томас Эндрю, Тайер Ронда Рени Бейер, Руни Тимоти Майкл, Макезих Вальтер Джордж
МПК: B29C 45/27
Метки: детали, устройство, способ, шины, варианты, литья, давлением, кольцевой
Формула / Реферат:
1. Способ литья под давлением кольцевой детали шины, в котором (a) нагревают и смешивают эластомерный материал; (b) впрыскивают эластомерный материал в множество литниковых каналов в охлаждаемой плите пресс-формы в сборе; (c) регулируют температуры эластомерного материала в литниковых каналах в охлаждаемой плите; (d) подают эластомерный материал из литниковых каналов в общий кольцевой распределительный канал в обогреваемой пресс-форме,...
Способ и устройство для изготовления брикетов без связующего вещества, а также брикетов из металлической стружки и металлической пыли
Номер патента: 14202
Опубликовано: 29.10.2010
Авторы: Эверц Штефан, Эверц Ральф, Эверц Эгон
МПК: C22B 1/248, C22B 7/02, C22B 1/24...
Метки: связующего, способ, металлической, стружки, вещества, также, брикетов, пыли, изготовления, устройство
Формула / Реферат:
1. Способ изготовления брикетов без связующего вещества из металлической стружки и металлической пыли, отличающийся тем, что металлическую стружку прессуют для придания ей чашеобразной формы (13), и сформованную в результате прессования, открытую в направлении вверх полость заполняют металлической пылью (31), затем отверстие закрывают крышкой (42), состоящей из прессованной металлической стружки.2. Способ по п.1, отличающийся тем, что...
Способ монтажа детали на профилированном шнуре, промежуточное устройство крепления детали на профилированном шнуре, стекло и использование упомянутого устройства
Номер патента: 18294
Опубликовано: 28.06.2013
Авторы: Гарсия Рикардо, Юше Жерар
МПК: F16B 5/12, F16B 5/06, F16B 2/24...
Метки: способ, крепления, устройство, профилированном, промежуточное, монтажа, детали, упомянутого, устройства, использование, стекло, шнуре
Формула / Реферат:
1. Способ монтажа присоединяемой детали (2), такой как облицовочный профиль (2'), на участке профилированного шнура (3), закрепленного на периферии стекла (4), причем монтаж облицовочного профиля (2') осуществляют при помощи промежуточного устройства (1) крепления, которое содержит по меньшей мере одну защелку (5), содержащую по меньшей мере одну входную взаимодействующую часть, предназначенную для взаимодействия с упомянутым профилированным...
Способ заполнения вспененной смесью полости в металлической пресс-форме и устройство для формования формованного изделия
Номер патента: 14048
Опубликовано: 30.08.2010
Авторы: Нисикава Казуюки, Канно Тосио, Асано Норихиро, Зенпо Тосихико, Сонояма Синдзи, Като Юсуке
МПК: B22C 15/06
Метки: способ, полости, вспененной, изделия, формованного, устройство, пресс-форме, металлической, смесью, формования, заполнения
Формула / Реферат:
1. Способ заполнения вспененной смесью полости в металлической пресс-форме с горизонтальной плоскостью разъема путем подачи под давлением смеси, состоящей из гранулированного наполнителя, растворимых в воде связующих и воды, и инжекции смеси в полость металлической пресс-формы, причем способ содержит этапы, на которыхподготавливают металлическую пресс-форму с горизонтальной плоскостью разъема, имеющую наливное отверстие, сообщающееся с полостью,...
Способ изготовления фасонной детали, имеющей сквозное отверстие, и устройство для его осуществления
Номер патента: 19548
Опубликовано: 30.04.2014
Авторы: Фулкан Михай, Матт Андреас
Метки: устройство, фасонной, изготовления, способ, имеющей, детали, сквозное, отверстие, осуществления
Формула / Реферат:
1. Способ изготовления фасонной детали (FT), имеющей сквозное отверстие, включающий:(a) этап продвижения, на котором пруткообразную заготовку (R) продвигают на заданную длину в продольном направлении через направляющую (1), имеющую такую же форму поперечного сечения, что и заготовка (R), в матрицу (2), внутренняя периферийная стенка которой определяет внешний периметр фасонной детали, которую нужно изготовить, и затем жестко закрепляют;(b) по...
Предыдущий патент: Антитела к рецептору ii tgf-бета
Следующий патент: Устройство, применяющее изменения давления для транспортировки текучих сред
Случайный патент: Термоэлектронный электрический преобразователь