Способ и устройство для изготовления брикетов без связующего вещества, а также брикетов из металлической стружки и металлической пыли
Формула / Реферат
1. Способ изготовления брикетов без связующего вещества из металлической стружки и металлической пыли, отличающийся тем, что металлическую стружку прессуют для придания ей чашеобразной формы (13), и сформованную в результате прессования, открытую в направлении вверх полость заполняют металлической пылью (31), затем отверстие закрывают крышкой (42), состоящей из прессованной металлической стружки.
2. Способ по п.1, отличающийся тем, что металлическую стружку прессуют для изготовления крышки (34), соответствующей чашеобразной форме, и далее крышку (34) спрессовывают с чашеобразной формой, при этом давление прессования предпочтительно прилагают по кромке крышки.
3. Способ по п.1, отличающийся тем, что насыпную металлическую стружку (32) распределяют по поверхности металлической пыли (31), заполняющей чашеобразную форму, и далее край (13) чашеобразной формы и металлическую стружку прессуют для изготовления закрываемой крышки с помощью пресса (33).
4. Брикет без связующего вещества, состоящий из металлической стружки и металлической пыли, отличающийся тем, что брикет включает:
a) чашеобразную форму (13) из прессованной металлической стружки;
b) крышку (42) из прессованной металлической стружки и
c) полость, которая может быть заполнена металлической пылью (31).
5. Брикет без связующего вещества по п.4, отличающийся тем, что толщина стенок чашеобразной формы (13) и (или) крышки (42) составляет по меньшей мере 4 см.
6. Брикет без связующего вещества по любому из пп.5 и 6, отличающийся тем, что брикету предпочтительно придается форма цилиндра, форма конуса, форма куба или форма стержня.
7. Устройство для изготовления брикета без связующего вещества из насыпной металлической стружки и металлической пыли, включающее по меньшей мере один нижний штамп (11) и по меньшей мере один верхний штамп (12), соответствующий нижнему штампу, отличающееся тем, что металлическая стружка, которой может быть заполнен нижний штамп (11), может быть спрессована для придания ей чашеобразной формы (13) путем приложения давления с помощью верхнего штампа (12), и отличающееся тем, что чашеобразная форма может быть заполнена металлической пылью (31) и закрыта крышкой (42) из прессованной металлической стружки.
8. Устройство по п.6, отличающееся тем, что нижний штамп (11) и соответствующий верхний штамп (12) предпочтительно имеют форму цилиндра, форму конуса, форму куба или форму трапеции.

Текст
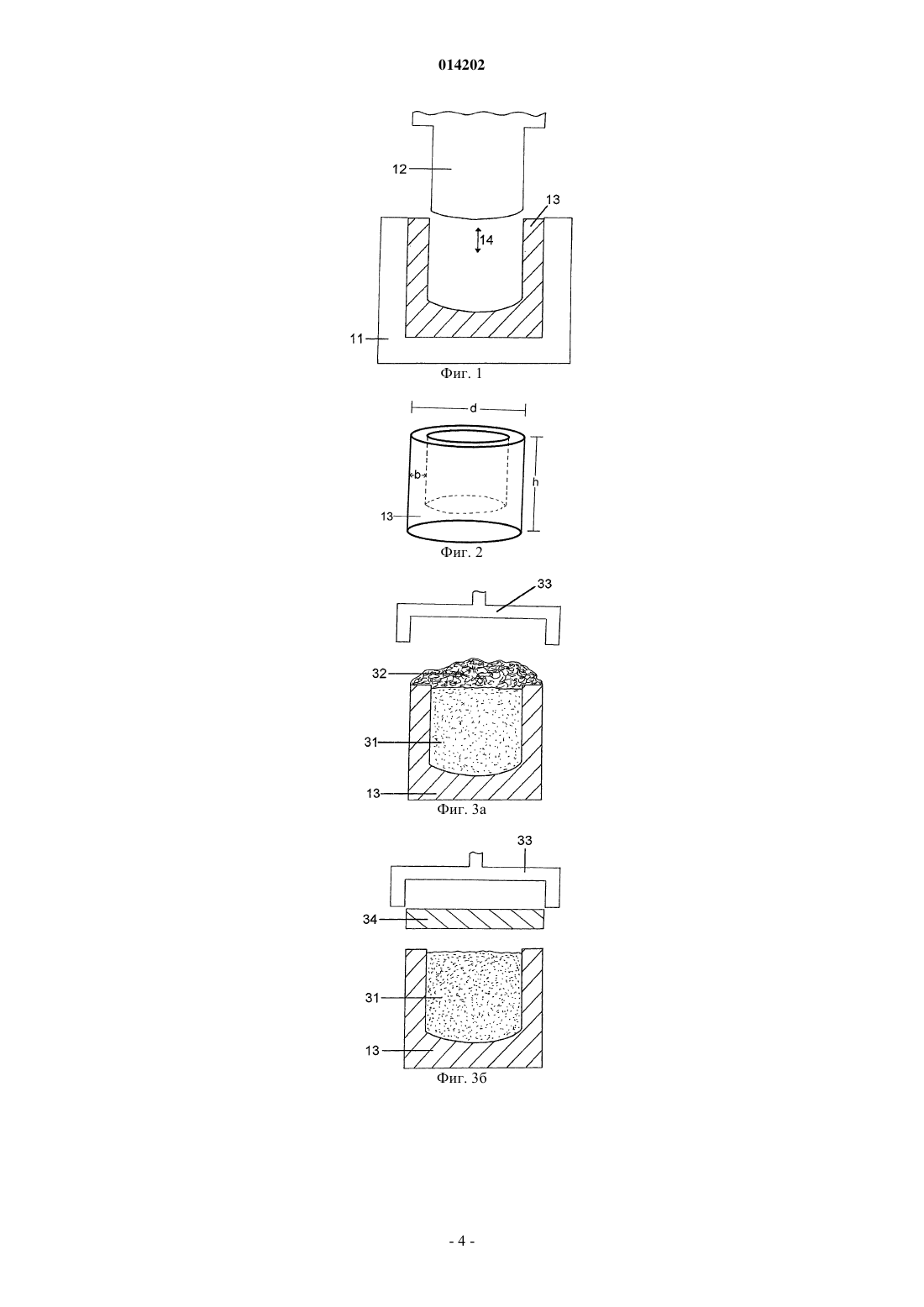
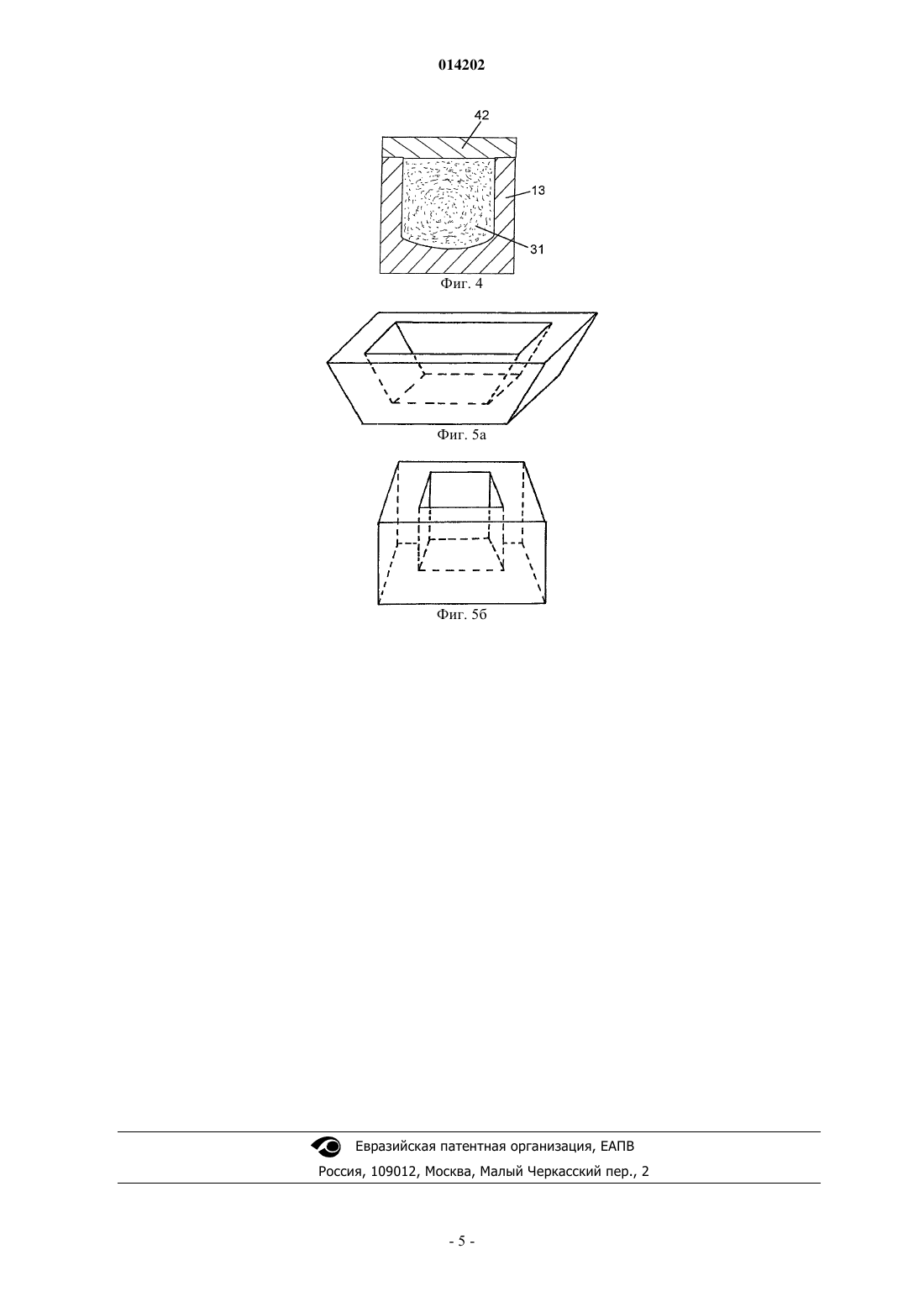
СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ БЕЗ СВЯЗУЮЩЕГО ВЕЩЕСТВА, А ТАКЖЕ БРИКЕТОВ ИЗ МЕТАЛЛИЧЕСКОЙ СТРУЖКИ И МЕТАЛЛИЧЕСКОЙ ПЫЛИ Изобретение относится к способу изготовления брикетов без связующего вещества из металлической стружки и металлической пыли, в соответствии с которым металлическую стружку прессуют для придания ей чашеобразной формы, и полученную в результате такого прессования полость, открытую в направлении вверх, заполняют металлической пылью, затем отверстие закрывают крышкой, состоящей из прессованной металлической стружки. 014202 В патенте DE 3732351 А 1 уже было приведено описание способа изготовления брикетов без связующего вещества для загрузки в сталеплавильную печь и осуществления процесса плавки, включающего нагрев отходов сталелитейного производства в виде мелкозернистой пыли металлического железа и ее брикетирование в нагретом состоянии на вальцовом прессе с последующим охлаждением. С целью предотвращения повторного окисления указанный процесс осуществляется в атмосфере инертного газа. Недостаток указанного способа заключается в исключительно высокой энергоемкости с целью нагрева металлической пыли до температуры брикетирования, превышающей 500 С. В патенте DE 4416699 А 1 приведено описание способа использования металлических отходов, в частности, стружки в сталеплавильных печах, в котором утилизируемая мелкая стружка прессуется вместе с пылью, состоящей из шлака и (или) топлива, предпочтительно с пылью, содержащей SiO2, поступающей из фильтрующих систем и составляющей до 15 вес.%, предпочтительно от 5 до 10 вес.% от веса пыли, смешиваемой с прессуемым материалом. В этом случае количество металлической пыли существенно ограничено. Предпринимавшиеся попытки прессования металлической пыли, образующейся, например, во время процесса шлифования в брикеты без дополнительных добавок, не удались ввиду недостаточной размерной стабильности прессованного изделия. Даже слабый удар или иные силы оказывают воздействие на брикет, изготовленный исключительно из металлической пыли, вызывая его разрушение. Альтернативное решение, заключающееся в добавлении адгезивных веществ, является трудоемким и также должно предусматривать процесс предварительного удаления адгезивных веществ путем нагревания при дальнейшей переработке брикетов из металлической пыли. При постоянном повышении цен на сырье существует острая необходимость в утилизации, в частности, дорогостоящих металлов и металлических сплавов, содержащихся в отходах, образующихся при осуществлении металлообрабатывающих операций, в частности, при шлифовании. Тем не менее, предварительным условием является формование металлической пыли с образованием плотной формы, обеспечивающей хранение и транспортировку сформованных продуктов без риска разрушения. Это также относится к металлической пыли, образующейся при процессах металлообработки, улавливаемой фильтрами. Целью настоящего изобретения является создание способа и устройства, с помощью которых металлическая стружка и пыль любого состава могли бы быть спрессованы в форму, обеспечивающую транспортировку без дополнительных добавок, при этом процесс характеризуется экономичностью и простотой. Указанная цель достигается путем прессования металлической стружки и придания ей чашеобразной формы, и образующуюся при этом открытую в направлении вверх полость заполняют металлической пылью, после чего отверстие закрывают крышкой, состоящей из прессованной металлической стружки. Указанный способ основан на идее изобретения, заключающейся в том, что за счет своей естественной стабильности и деформируемости металлическую стружку можно эффективно прессовать для изготовления размерно-стабильного корпуса, который в настоящем случае служит в качестве стойкой к разрушению оболочки для металлической пыли. Закрываемую внутреннюю полость чашеобразного контейнера из металлической стружки выбирают в зависимости от процентного отношения металлической пыли к металлической стружке. Ввиду того, что чашеобразную форму в любом случае закрывают крышкой, нет необходимости уплотнять заполняющую ее металлическую пыль путем прессования, но это рекомендуется для оптимального использования объема чашеобразной формы. Преимущество настоящего способа заключается в том, что исключается необходимость какого-либо нагрева прессуемого металлического материала, а также исключается необходимость использования связующих веществ, таких как клеящие добавки, которые необходимо снова удалить до осуществления дальнейшей переработки металла. В соответствии с вариантом изобретения металлическую стружку прессуют в виде крышки, соответствующей чашеобразной форме, и в последующем спрессовывают с отверстием чашеобразной формы, при этом давление прессования предпочтительно прилагается по краю крышки. В качестве варианта указанного процесса засыпная металлическая стружка может быть распределена по поверхности металлической пыли, находящейся в чашеобразной форме, и по краю чашеобразной формы с последующим ее формованием на прессе в закрываемую крышку. В первом случае крышку формируют отдельно из металлической стружки до ее соединения с отверстием чашеобразного контейнера из металлической стружки путем прессования. Указанный способ является приемлемым, в частности, в том случае, когда полость контейнера из металлической стружки с отверстием не полностью заполнена уже предварительно уплотненной металлической пылью (стружкой). Если, с другой стороны, контейнер из металлической стружки уже полностью заполнен уплотненной металлической пылью таким образом, чтобы край контейнера и металлическая пыль обеспечивали, в основном, замкнутую плоскость, через которую могла бы быть приложена сила реакции, необходимая для прессования, рекомендуется формирование крышки с использованием второго способа. В любом случае важный фактор заключается в том, чтобы изготавливаемые брикетообразные формы имели твердую внешнюю оболочку, в основном состоящую из металлической стружки и также являющуюся относительно размерно-стабильной при нагружении и ударной нагрузке. Само собой разумеется, что указан-1 014202 ная чашеобразная форма не обязательно должна состоять полностью из металлической стружки, при условии, что содержащаяся в ней металлическая пыль не должна превышать 5-10%. Следует, в частности, отметить, что чашеобразная форма в соответствии с настоящим изобретением может быть выполнена с помощью любого способа, и, кроме того, может быть изготовлена форма в виде тарелки, при условии, что в ней в любом случае выполнена полость, предназначенная для заполнения определенным количеством металлической пыли. В соответствии с настоящим изобретением продукт, предназначенный для утилизации в промышленном процессе, включает брикеты, не содержащие связующего вещества, выполненные в виде чашки из прессованных металлических стружек, крышки из прессованных металлических стружек и полости,которая может быть заполнена или которая заполнена металлической пылью. Толщина стенок чашеобразной формы и (или) толщина крышки предпочтительно составляет по меньшей мере 4 см. Брикеты из металлической стружки, заполненные металлической пылью, могут быть изготовлены любой формы, в частности, им может быть придана форма цилиндра, форма конуса, форма куба или форма стержня. Следует избегать так называемого поднутрения, которое не может быть преодолено давлением прессования. Для изготовления брикета без связующего вещества в соответствии с дальнейшим усовершенствованием изобретения используют устройство, включающее по меньшей мере один нижний штамп и по меньшей мере один соответствующий ему верхний штамп. Металлическую стружку, которой может быть заполнен нижний штамп, можно спрессовать и придать ей чашеобразную форму путем создания давления с помощью верхнего штампа. Далее чашеобразная форма может быть заполнена металлической пылью и закрыта крышкой из прессованной металлической стружки. В одном примере осуществления настоящего изобретения крышку из прессованной металлической стружки изготавливают на отдельном прессе до ее размещения на чашеобразной форме, изготовленной в нижнем штампе, к которому было приложено давление соответствующего верхнего штампа. В другом примере осуществления настоящего изобретения на одном и том же прессе сначала изготавливают чашеобразную форму из металлической стружки, далее чашеобразную полость заполняют металлической пылью до края чашеобразной формы или с допуском на уплотняемость, затем уплотняют металлическую пыль, металлическую крошку располагают по краю чашеобразной формы и по поверхности уплотненной металлической пыли и осуществляют ее прессование, либо металлическую крошку располагают непосредственно на металлической пыли в качестве покрывающего слоя и затем прессуют вместе с металлической пылью. Нижний штамп имеет соответствующие негативные формы, которые соответствуют требуемым позитивным формам изготавливаемых брикетов. Дополнительные иллюстративные примеры осуществления представлены на прилагаемых чертежах, на которых фиг. 1 - поперечное сечение нижнего штампа, верхнего штампа и спрессованной чашеобразной формы; фиг. 2 - вид в перспективе цилиндрической чашеобразной формы; фиг. 3 а - чашеобразная форма, заполненная металлической пылью и закрытая засыпной металлической стружкой и пуансоном; фиг. 3b - чашеобразная форма, заполненная металлической пылью, и предварительно прессованная крышка из металлической стружки (покомпонентный вид); фиг. 4 - поперечное сечение брикета, заполненного металлической стружкой; фиг. 5 а - трапециевидная чашеобразная форма и фиг. 5b - кубовидная чашеобразная форма. На фиг. 1 схематически проиллюстрирован способ прессования для изготовления чашеобразной формы 13. Для этой цели полость нижнего штампа 11 заполняют засыпной металлической стружкой. Создавая давление верхним штампом 12, установленным с возможностью пемещения в направлении 14,металлическую стружку прессуют и получают размерно-стабильную чашеобразную форму 13, имеющую отверстие на одном конце. На фиг. 2 приведен вид в перспективе изготовленной чашеобразной формы 13. На чертеже проиллюстрирована чашеобразная форма 13, имеющая в основном цилиндрическую форму с высотой h, внешним диаметром d и толщиной стенок b. После заполнения чашеобразной формы 13, изготовленной из насыпной металлической стружки и заполненной металлической пылью 31, предусматриваются два варианта закупоривания чашеобразной формы 13 для изготовления брикета. На фиг. 3 а схематически проиллюстрирован вариант, в соответствии с которым на чашеобразной форме создают слой из насыпной металлической стружки 32, который далее прессуют с помощью пуансона 33 непосредственно на чашеобразной форме 13 для формирования уплотненной закрывающей крышки 42 (сравните с фиг. 4). Преимущество данного примера осуществления изобретения заключается в том, что исключается образование промежуточного пространства между крышкой 42 и верхней кромкой металлической пыли 31, при этом оптимально используется имеющийся объем. На фиг. 3b проиллюстрировано дальнейшее усовершенствование, заключающееся в том, что крышку 34 предварительно формуют из металлической стружки 32 и предварительно спрессованную крышку из металлической стружки спрессовывают с помощью пуансона 33 с чашеобразной формой 13 для полу-2 014202 чения закрытого брикета. Преимущество настоящего примера осуществления изобретения заключается в том, что при необходимости можно изменять объем заполнения металлической пылью (стружкой). Тем не менее, общая особенность обоих способов заключается в том, что изготавливают закрытый брикет 41, заполненный металлической пылью 31, в соответствии со схематической иллюстрацией на фиг. 4. Металлическая стружка и металлическая пыль могут образовываться в результате выполнения различных технологических процессов, и, при необходимости, они могут быть сформованы вместе таким образом, чтобы химический состав металлической стружки и металлической пыли и их процентное соотношение позволяли задавать требуемую степень легирования при проведении дальнейших перерабатывающих технологий, в которых брикеты используют путем их расплавления. Дополнительные примеры осуществления изобретения в форме трапециевидных или кубовидных брикетов проиллюстрированы на фиг. 5 а и 5b. Перечень позиций на чертежах: 11 - нижний штамп; 12 - верхний штамп; 13 - чашеобразная форма из прессованной металлической стружки; 14 - направление движения верхнего штампа; 21 - цилиндрическая чашеобразная форма; 31 - металлическая пыль; 32 - металлическая стружка; 33 - пуансон; 34 - предварительно прессованная крышка; 41 - брикет; 42 - крышка; 51 - трапециевидный брикет; 55 - кубовидный брикет. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления брикетов без связующего вещества из металлической стружки и металлической пыли, отличающийся тем, что металлическую стружку прессуют для придания ей чашеобразной формы (13), и сформованную в результате прессования, открытую в направлении вверх полость заполняют металлической пылью (31), затем отверстие закрывают крышкой (42), состоящей из прессованной металлической стружки. 2. Способ по п.1, отличающийся тем, что металлическую стружку прессуют для изготовления крышки (34), соответствующей чашеобразной форме, и далее крышку (34) спрессовывают с чашеобразной формой, при этом давление прессования предпочтительно прилагают по кромке крышки. 3. Способ по п.1, отличающийся тем, что насыпную металлическую стружку (32) распределяют по поверхности металлической пыли (31), заполняющей чашеобразную форму, и далее край (13) чашеобразной формы и металлическую стружку прессуют для изготовления закрываемой крышки с помощью пресса (33). 4. Брикет без связующего вещества, состоящий из металлической стружки и металлической пыли,отличающийся тем, что брикет включает:a) чашеобразную форму (13) из прессованной металлической стружки;b) крышку (42) из прессованной металлической стружки иc) полость, которая может быть заполнена металлической пылью (31). 5. Брикет без связующего вещества по п.4, отличающийся тем, что толщина стенок чашеобразной формы (13) и (или) крышки (42) составляет по меньшей мере 4 см. 6. Брикет без связующего вещества по любому из пп.5 и 6, отличающийся тем, что брикету предпочтительно придается форма цилиндра, форма конуса, форма куба или форма стержня. 7. Устройство для изготовления брикета без связующего вещества из насыпной металлической стружки и металлической пыли, включающее по меньшей мере один нижний штамп (11) и по меньшей мере один верхний штамп (12), соответствующий нижнему штампу, отличающееся тем, что металлическая стружка, которой может быть заполнен нижний штамп (11), может быть спрессована для придания ей чашеобразной формы (13) путем приложения давления с помощью верхнего штампа (12), и отличающееся тем, что чашеобразная форма может быть заполнена металлической пылью (31) и закрыта крышкой (42) из прессованной металлической стружки. 8. Устройство по п.6, отличающееся тем, что нижний штамп (11) и соответствующий верхний штамп (12) предпочтительно имеют форму цилиндра, форму конуса, форму куба или форму трапеции.
МПК / Метки
МПК: C22B 1/248, C22B 7/02, C22B 1/24
Метки: также, способ, стружки, связующего, устройство, изготовления, пыли, металлической, брикетов, вещества
Код ссылки
<a href="https://eas.patents.su/6-14202-sposob-i-ustrojjstvo-dlya-izgotovleniya-briketov-bez-svyazuyushhego-veshhestva-a-takzhe-briketov-iz-metallicheskojj-struzhki-i-metallicheskojj-pyli.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления брикетов без связующего вещества, а также брикетов из металлической стружки и металлической пыли</a>
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: также, изготовления, машины, металлической, разливочная, способ, ленты, машина, ленточная, эксплуатации, разливочной, ленточной
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Способ изготовления связующего материала и его применение
Номер патента: 3152
Опубликовано: 27.02.2003
Авторы: Перандер Микаэль, Ле Белль Жан, Таллинг Боб
МПК: D04H 1/64, C04B 28/24, C03B 37/04...
Метки: связующего, материала, применение, изготовления, способ
Формула / Реферат:
1. Способ изготовления связующего материала, включающий стадии растворения минерального материала в виде частиц, имеющего стекловидную аморфную структуру, в водном растворе с получением раствора, содержащего зародышеобразующие повторно осажденные частицы данного материала, стабилизации полученного таким образом раствора с получением золя, имеющего желаемый размер частиц, и необязательно регулирования содержания сухого вещества в золе. 2. Способ...
Коробка с линиями сгиба, а также способ и устройство для ее изготовления
Номер патента: 5839
Опубликовано: 30.06.2005
Автор: Грабхер Вернер
МПК: B65D 5/12, B31B 17/00
Метки: сгиба, способ, изготовления, устройство, коробка, линиями, также
Формула / Реферат:
1. Коробка с двумя образующими поверхность дна и соответственно крышки концевыми элементами (4, 5) и боковой поверхностью с ребрами (1), образованными линиями сгиба (14), причем боковая поверхность (2) коробки имеет круглое поперечное сечение с обоих концов и многоугольное поперечное сечение в своей центральной области, отличающаяся тем, что многоугольное поперечное сечение в центральной области выполнено максимально десятиугольным,...
Способ и устройство для отделения углерода от зольной пыли
Номер патента: 1346
Опубликовано: 26.02.2001
Авторы: Хрэч Фрэнк Дж., Биттнер Джеймс Д., Данн Томас М.
Метки: зольной, способ, устройство, углерода, отделения, пыли
Формула / Реферат:
1. Способ отделения частиц углерода от зольной пыли, включающий подачу зольной пыли в трибоэлектрический сепаратор таким образом, чтобы заряжать трибоэлектрическим способом частицы углерода и зольной пыли и электростатически отделять заряженные частицы углерода от заряженной зольной пыли, отличающийся тем, что перед подачей зольной пыли в трибоэлектрический сепаратор относительную влажность зольной пыли доводят до оптимального значения в...
Строительный материал, содержащий модифицированную серу в качестве связующего вещества
Номер патента: 12455
Опубликовано: 30.10.2009
Авторы: Рейнхоут Маринус Йоханнес, Вербист Ги Лоде Магда Мария, Ван Триер Роб Алоизиус Мария
МПК: C04B 28/36, C04B 24/00
Метки: вещества, материал, качестве, модифицированную, содержащий, строительный, серу, связующего
Формула / Реферат:
1. Строительный материал, содержащий модифицированную серу в качестве связующего вещества, который приготовлен путем смешивания модифицированной серы, наполнителя и/или заполнителя и необязательно элементарной серы при температуре выше температуры плавления серы и отверждения смеси, полученной при охлаждении смеси до температуры ниже температуры плавления серы, где модифицированная сера получена смешиванием элементарной серы с олефиновым...
Предыдущий патент: Поршневая электрическая машина
Следующий патент: Бумажная подложка, способ ее изготовления, применение
Случайный патент: Новые пиперазиновые производные диалкилоксиндолов