Способ и устройство для изготовления литейных форм или стержней для целей литейного производства
Формула / Реферат
1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния, причем сульфат магния смешивают с формовочным песком и затем загружают или выстреливают в пресс-форму (8) литейной формы или стержня, причем затем внутри пресс-формы литейной формы или стержня воду нагревают и, по меньшей мере, частично испаряют и удаляют из пресс-формы (8) литейной формы или стержня.
2. Способ по п.1, отличающийся тем, что смесь (3) из формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы (8) литейной формы или стержня нагревают посредством микроволновых и/или инфракрасных излучателей.
3. Способ по п.1, отличающийся тем, что смесь (3) из формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы (8) литейной формы или стержня нагревают за счет приложения электрического напряжения, по меньшей мере, к частично электропроводным, изолированным друг от друга частям разъемных пресс-форм литейных форм или стержней.
4. Способ по п.1 или 3, отличающийся тем, что состоящие из смеси формовочного песка и дисперсии и/или раствора сульфата магния в воде электропроводные стержень и литейную форму используют в качестве электрического сопротивления устройства резистивного нагрева и нагревают посредством приложения к нему электрического напряжения и протекания через него тока.
5. Способ по п.3 или 4, отличающийся тем, что электрическое напряжение прикладывают к электродам, контактирующим со стержнем или литейной формой, и для этого предпочтительно применяют, по меньшей мере, частично электропроводные, изолированные друг от друга части (8a, 8b) разъемных пресс-форм (8) литейных форм или стержней.
6. Способ по одному из пп.3-5, отличающийся тем, что прикладывают переменное напряжение.
7. Способ по одному из пп.3-6, отличающийся тем, что прикладывают импульсное, в частности прямоугольное, напряжение.
8. Способ по п.6 или 7, отличающийся тем, что выбирают переменное напряжение высокой частоты более 1000 Гц, например 3000 Гц или более.
9. Способ по одному из пп.3-8, отличающийся тем, что напряжение является регулируемым и, в частности, выбирается большим чем 1000 В или большим чем 1500 В.
10. Способ по одному из пп.3-9, отличающийся тем, что величиной подводимой мощности управляют или ее регулируют за счет изменения длительности импульса электрического напряжения.
11. Способ по одному из пп.1-10, отличающийся тем, что испаряемую путем нагрева воду удаляют из пресс-формы (8) посредством газообразной среды, например азота, и/или двуокиси углерода, и/или воздуха, причем движение этой газообразной среды через пресс-форму и, тем самым, через образованную литейную форму или стержень обеспечивают путем создания избыточного давления или разрежения.
12. Способ по одному из пп.1-11, отличающийся тем, что образованный за счет нагрева в пресс-форме (8) водяной пар удаляют с горячим газом.
13. Способ по одному из пп.1-12, отличающийся тем, что смесь безводного сульфата магния или, по меньшей мере, одноводного сульфата магния и многоводного, в том числе семиводного, сульфата магния диспергируют и/или растворяют в воде и в качестве связующего смешивают с формовочным песком и что воду для растворения и часть кристаллизационной воды за счет нагрева испаряют и затем удаляют.
14. Способ по одному из пп.1-13, отличающийся тем, что дисперсию или раствор высокой или повышенной концентрации безводного сульфата магния или, по меньшей мере, одноводного сульфата магния смешивают с гидроколлоидом и эту смесь (3) применяют в качестве связующего.
15. Способ по одному из пп.1-14, отличающийся тем, что с количеством воды для растворения, заданным для определенного количества формовочного песка, смешивают больше сульфата магния с кристаллизационной водой, чем требуется для насыщенного раствора, и что часть сульфата магния в растворе диспергируют и смешивают в виде дисперсии с формовочным песком.
16. Способ по одному из пп.1-15, отличающийся тем, что формовочный песок смешивают с диспергированным или растворенным связующим в весовом соотношении от 97:3 до 80:20.
17. Способ по одному из пп.1-16, отличающийся тем, что примерно 100 вес.ч. формовочного песка смешивают с диспергированным или растворенным связующим в количестве примерно от 3 до 20 вес.ч.
18. Способ по п.17, отличающийся тем, что примерно со 100 вес.ч. песка смешивают примерно от 5 до 10 вес.ч. связующего в диспергированной или растворенной форме.
19. Устройство (1) для изготовления литейных форм или стержней (2) по меньшей мере с одним нагревательным устройством для упрочнения, причем устройство (1) для изготовления литейных форм представляет собой формовочную машину, а устройство для изготовления стержней представляет собой пескострельную машину, отличающееся тем, что в формовочной машине или в пескострельной машине (1) в качестве нагревательного устройства установлен по меньшей мере один микроволновый генератор (9), и что в зоне пресс-формы (8) для литейной формы или для стержня размещена по меньшей мере одна микроволновая антенна (10), которая имеет возможность связи или связана с микроволновым генератором (9) посредством волновода (11).
20. Устройство по п.19, отличающееся тем, что при установке устройства (1) в режим промывки газом для удаления газов или водяного пара микроволновый генератор (9) одновременно соединяется с антенной (10) через волновод (11).
21. Устройство по п.19 или 20, отличающееся тем, что перемещение для установки в режим промывки газом автоматически воздействует на элемент связи микроволнового генератора (9) с микроволновой антенной (10).
22. Устройство по одному из пп.19-21, отличающееся тем, что линия волновода (11) выполнена разъемной и на месте разъема имеет элемент (12) связи, причем часть волновода (11) со стороны антенны по выбору может подсоединяться к кожуху (13) продувки газом или к пресс-форме (8).
23. Устройство по одному из пп.19-22, отличающееся тем, что микроволновый генератор (9) через разветвленный волновод (11) или через два волновода (11) имеет возможность связи или соединен с размещенной в кожухе (3) продувки газом и с размещенной в пресс-форме (8) антенной (10).
24. Устройство для изготовления литейных форм или стержней (2) по меньшей мере с одним нагревательным устройством для упрочнения, причем устройство для изготовления литейных форм представляет собой формовочную машину, а устройство для изготовления стержней представляет собой пескострельную машину, причем в упомянутую машину может вставляться или быть вставлена пресс-форма (8) для литейной формы или стержня, отличающееся тем, что в качестве нагревательного устройства предусмотрено устройство резистивного электронагрева, в котором электропроводные стержень (2) или литейная форма образуют электрическое сопротивление, причем составленная из нескольких частей (8a, 8b) для извлечения литейной формы или стержня (2) пресс-форма (8) является, по меньшей мере, частично электропроводной и изолированной на своих местах контакта, причем части (8a, 8b) пресс-формы (8) соответственно имеют по меньшей мере один электрический вывод (17) для приложения электрического напряжения для устройства резистивного нагрева.
25. Устройство по п.24, отличающееся тем, что устройство резистивного нагрева имеет источник (19) напряжения с преобразователем частоты для повышения частоты и/или формирователь (21) импульсов для формирования импульсного напряжения.
26. Устройство по п.24 или 25, отличающееся тем, что устройство резистивного нагрева имеет источник напряжения и трансформатор (22) для повышения напряжения, которое связано через подводящие проводники с выводами (17) на частях (8a, 8b) пресс-формы (8) для литейной формы или стержня.
27. Устройство по одному из пп.24-26, отличающееся тем, что по меньшей мере одна часть (8b) пресс-формы (8) имеет несколько электрических выводов (17) и между этими выводами (17) и источником (19) напряжения предусмотрены переключатели (24) для попеременного или выборочного приложения напряжения к электрическим выводам так, что попеременно один переключатель (24) замыкается, а остальные размыкаются.
28. Устройство по одному из пп.24-27, отличающееся тем, что пресс-форма (8) для литейной формы или стержня состоит более чем из двух частей (8a, 8b), причем каждая часть имеет электрический вывод (17) и электрические подводящие проводники, и циклически к источнику (19) напряжения всегда подключаются две части подобной пресс-формы.
29. Устройство по одному из пп.19-28, причем литейная форма или стержень может изготавливаться из смеси формовочного песка и связующего средства, которое представляет собой диспергированный или растворенный сульфат магния, отличающееся тем, что устройство (1) может устанавливаться в режим промывки газом для удаления водяного пара, возникающего при нагревании.

Текст
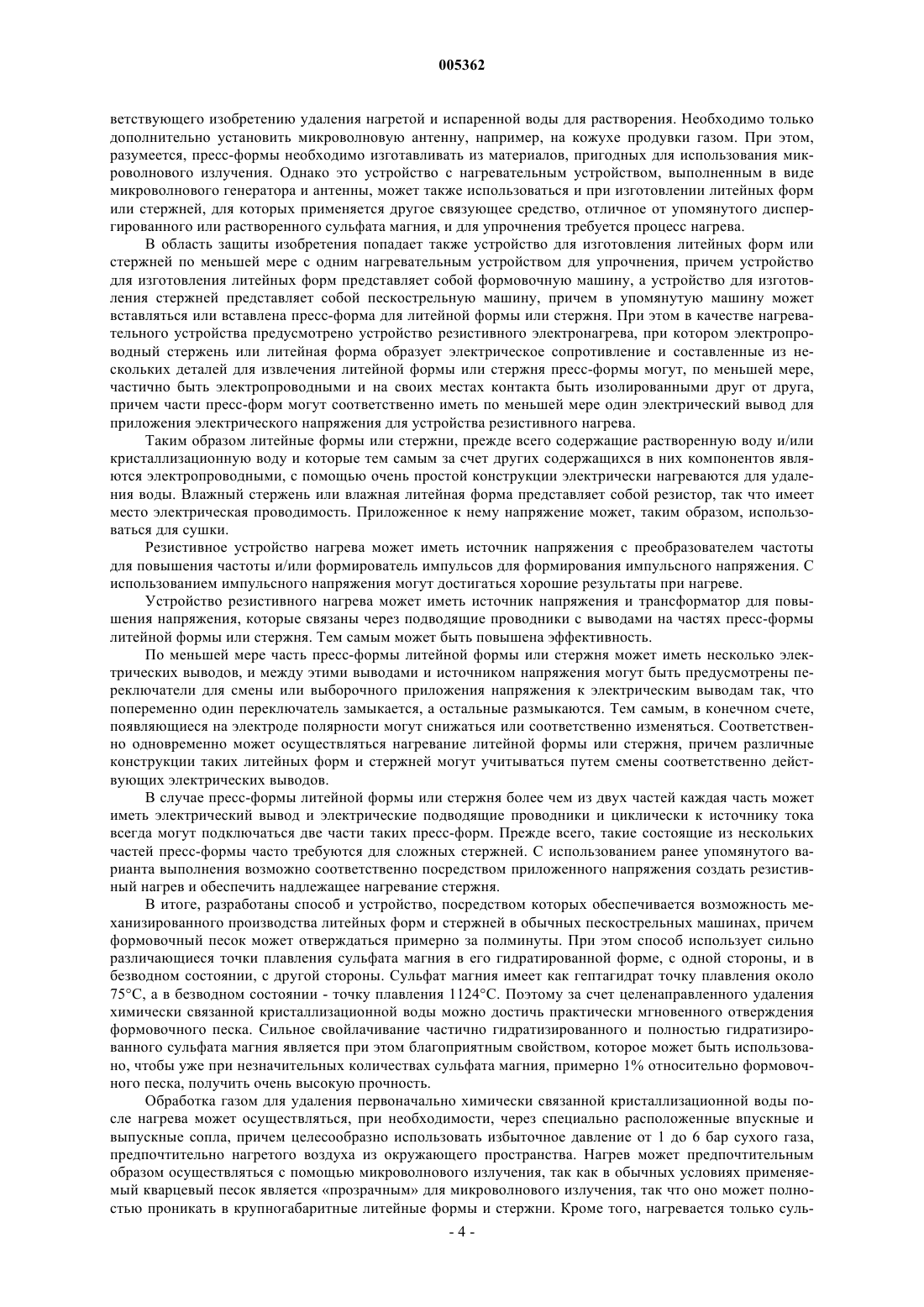
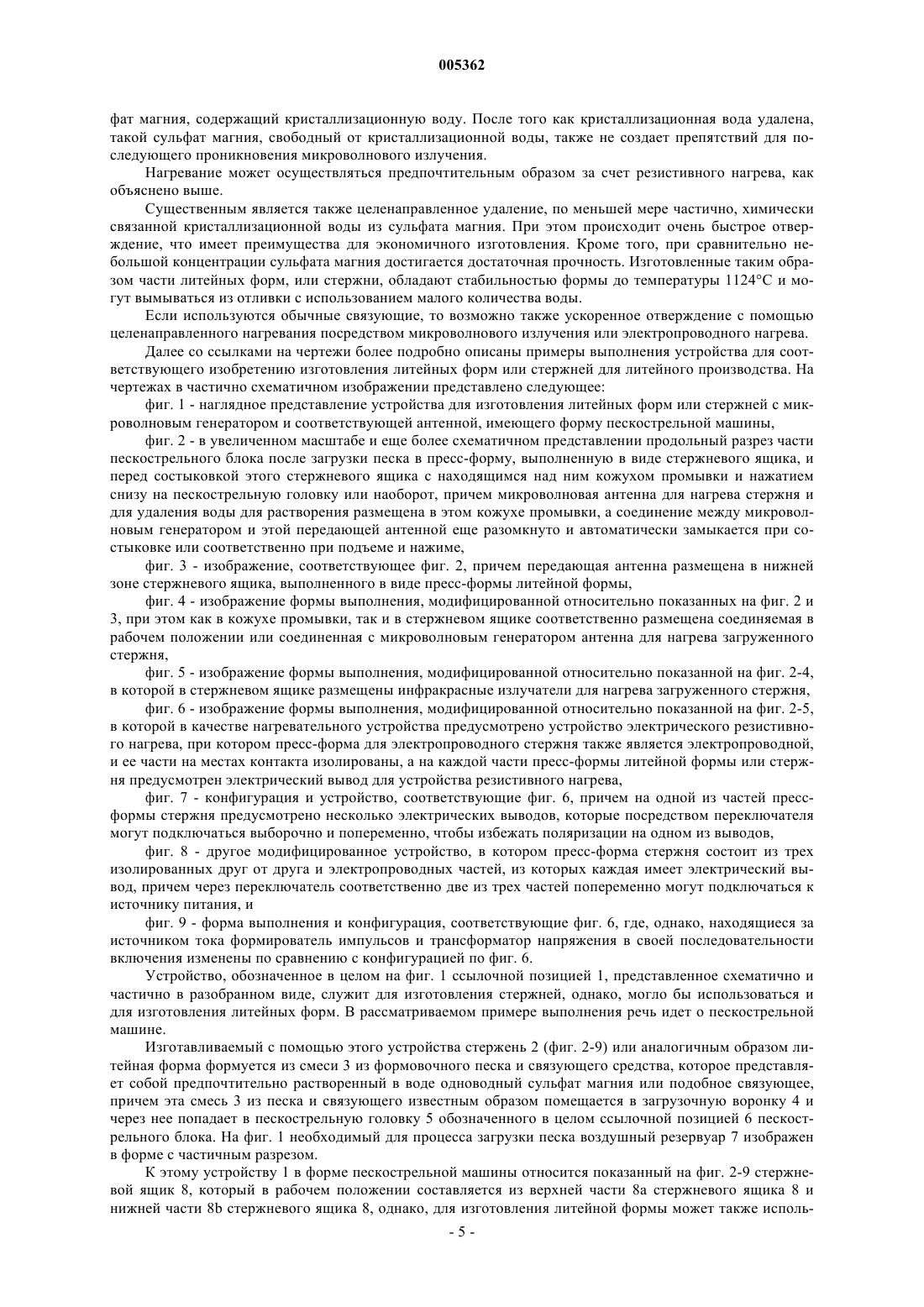
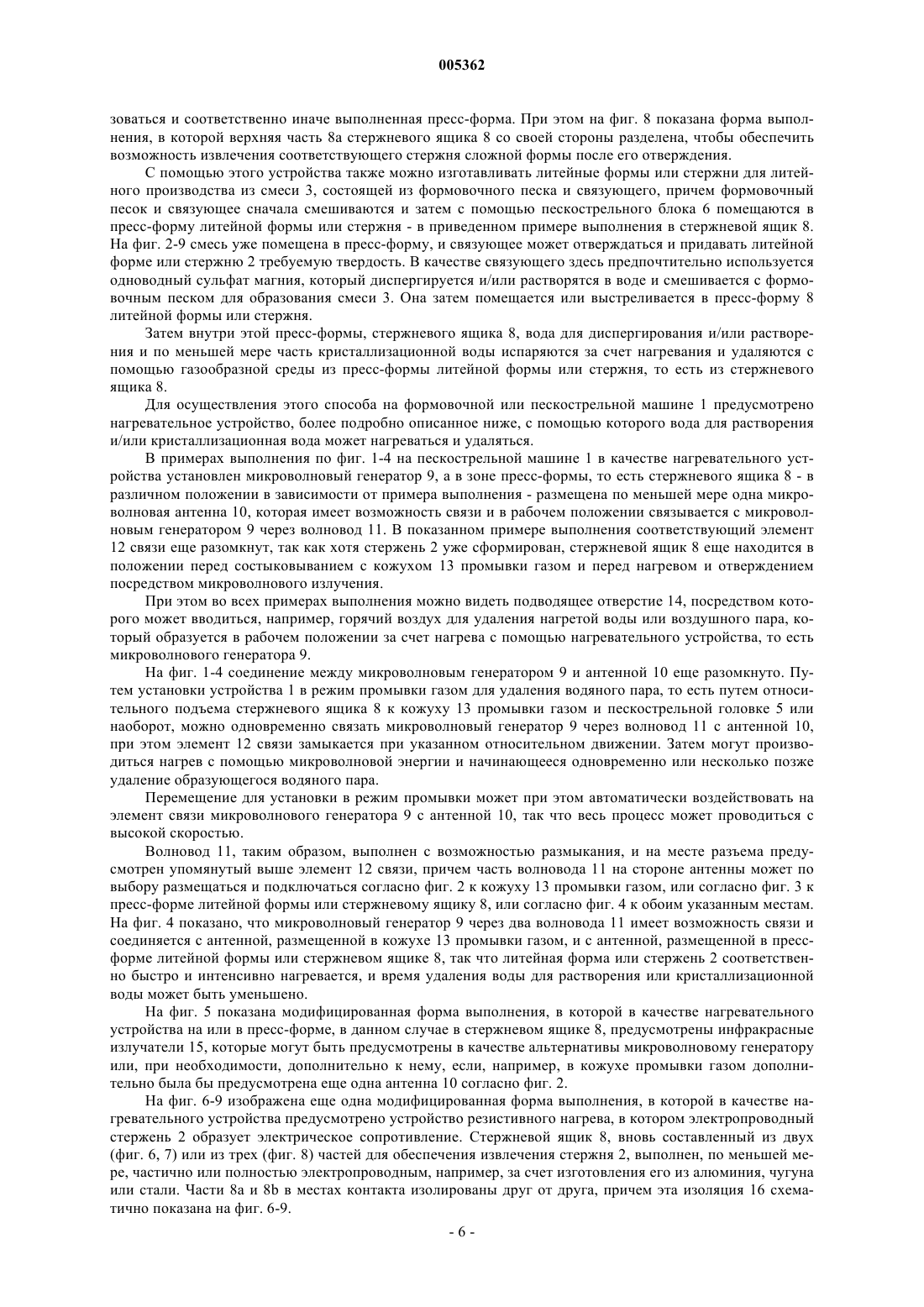
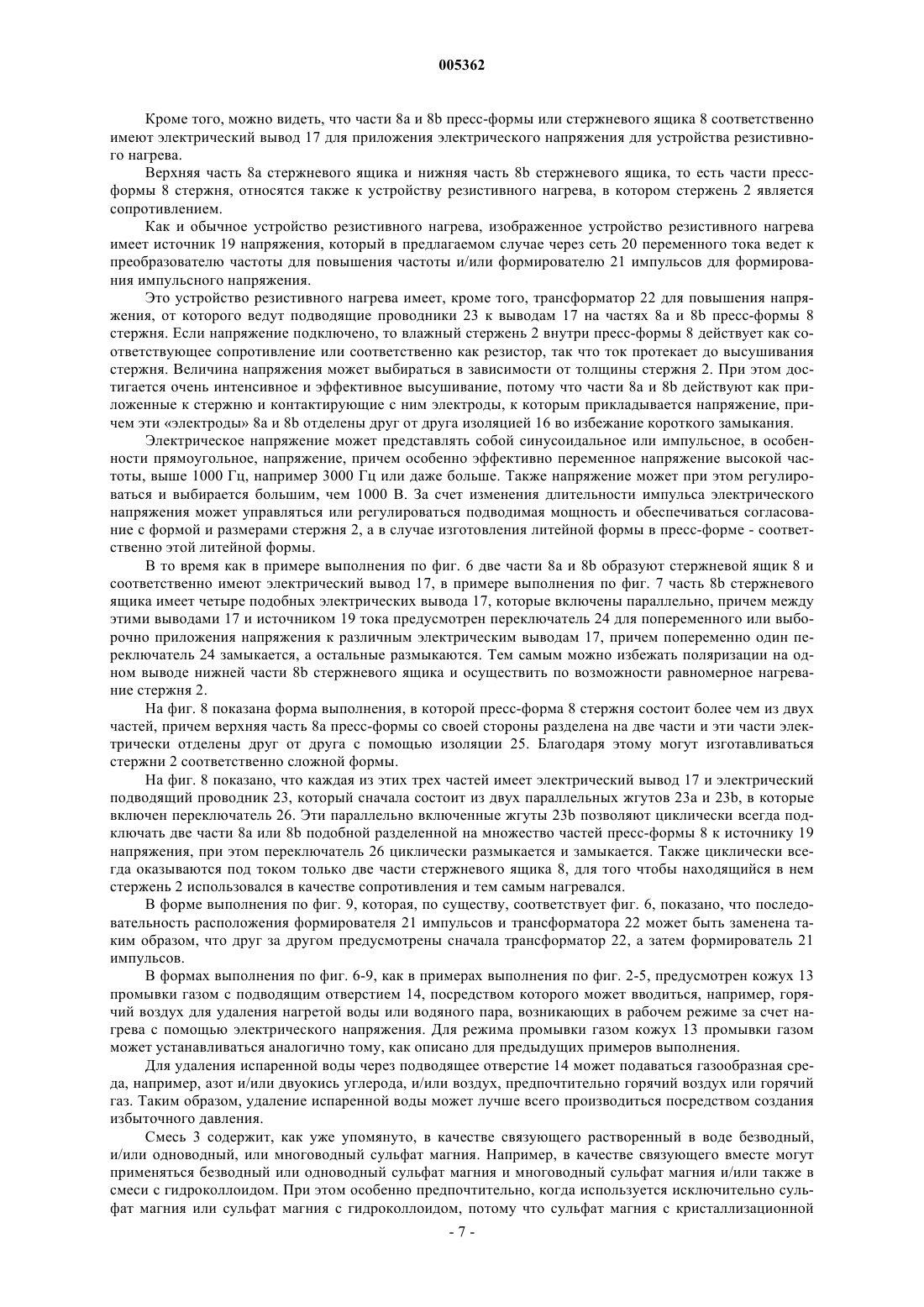
005362 Изобретение относится к способу изготовления литейных форм или стержней для целей литейного производства из смеси формовочного песка и связующего, причем формовочный песок и связующее перемешиваются и помещаются в пресс-форму для литейной формы или стержня, связующее затем отверждается и придает требуемую прочность литейной форме или стержню. Подобный способ применяется при изготовлении литейных форм или стержней для целей литейного производства. В преимущественном числе случаев в настоящее время используются органические связующие, которые обеспечивают хорошую твердость, но во время процесса литья вследствие своего горения вырабатывают газы, которые могут привести к образованию усадочных раковин в получаемой литой заготовке. Кроме того, имеет место расширение, особенно стержней, которые при использовании подобной смеси формовочного песка при повышенной температуре не имеют достаточной устойчивости формы. Ввиду относительно высокой склонности к прилипанию органических связующих очистка прессформ для литейных форм или стержней также является дорогостоящей. В качестве особенно неблагоприятного обстоятельства следует рассматривать то, что, прежде всего,стержни, песчаная смесь для которых содержит органическое связующее, с большим трудом и высокими механическими и термическими затратами могут быть удалены из готовой отливки. Поэтому уже предлагалось при изготовлении литейных форм или стержней для литейного производства для добавки к песку применять неорганические связующие, в частности жидкое стекло. Благодаря этому, хотя и можно в значительной степени избежать образования вредных для окружающей среды газов, однако, при этом выемка из формы или соответственно удаление, в частности, стержня из готовой отливки является затруднительным и требует затрат. Поэтому задачей изобретения является создание способа и устройства вышеуказанного типа, с использованием которых могут изготавливаться литейные формы и/или стержни, которые должны в процессе литья иметь высокое постоянство формы и прочность и притом простым способом удаляться из готовой отливки. Для решения этой задачи описанный выше способ отличается тем, что сульфат магния диспергируют и/или растворяют в воде и в качестве связующего смешивают с формовочным песком и затем помещают или выстреливают в пресс-форму литейной формы или стержня, причем затем внутри прессформы литейной формы или стержня воду нагревают и, по меньшей мере, частично испаряют и удаляют из пресс-формы литейной формы или стержня. Опыты показали, что посредством такого способа может быть изготовлен стабильный стержень или стабильная литейная форма, причем точка плавления за счет выбранного связующего средства и удаления воды и при необходимости по меньшей мере части кристаллизационной воды из гидратированного сульфата магния сильно повышается, так что подобная литейная форма или подобный стержень могут выдерживать высокие температуры литой заготовки и сохранять состояние без выделения при этом вредных газов. При этом в изобретении выгодно используется тот факт, что за счет удаления кристаллизационной воды осуществляется химическое изменение свойств специального связующего вещества, а именно сульфата магния. Оказалось, что подобные литейные формы или стержни после охлаждения литейной заготовки могут размываться водой, потому что специальное связующее средство снова стремится поглотить кристаллизационную воду и тем самым химически преобразоваться в растворимое вещество, которое посредством воды для промывки или очистки растворяется и тем самым может быть очень просто удалено даже из сложной отливки, не требуя использования механических вибраций или иных подобных средств. Даже может быть достаточным готовую отливку просто погрузить в водную ванну. Оказалось, что такого погружения всего лишь на полминуты достаточно, чтобы осуществить отделение и вымывание даже сложного стержня. Кроме того, после этого формовочный песок вновь предоставляется в распоряжение практически неизменным и не требует никакой связанной с высокими затратами очистки и подготовки,так как не должны удаляться никакие органические остатки. Преимущества изобретения, касающиеся литейной формы или стержня, заключаются в отсутствии выделения вредных газов, а также в упрощении очистки готовой отливки. Целесообразно, если смесь формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы литейной формы или стержня нагревается посредством микроволнового и/или инфракрасного излучателя. Это представляет особенно простой вид нагрева для удаления воды и при необходимости также по меньшей мере части кристаллизационной воды. При этом микроволновое излучение устанавливается очень целенаправленно и проникает в самые внутренние части больших стержней. Особенно предпочтительный вариант способа может состоять в том, что смесь из формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы литейной формы или стержня нагревается за счет приложения электрического напряжения к, по меньшей мере, частично электропроводным изолированным друг от друга частям разъемных пресс-форм литейных форм или стержней. Электрическая энергия доступна практически повсюду, где изготавливаются литейные формы или стержни, так что нагревание для удаления воды из литейных форм или стержней можно соответственно осуществить простым способом.-1 005362 Состоящие из смеси формовочного песка и дисперсии и/или раствора сульфата магния в воде электропроводные литейная форма или стержень могут применяться в качестве электрического сопротивления при резистивном нагреве и нагреваться посредством приложенного к нему электрического напряжения и протекающего через него тока. Тем самым нагрев возникает непосредственно там, откуда должна удаляться вода. Электрическое напряжение может прикладываться к электродам, контактирующим со стержнем и литейной формой, и для этого могут применяться, по меньшей мере, частично электропроводные изолированные друг от друга части разделяющихся пресс-форм литейных форм или стержней. Внутренние полости пресс-форм, служащие для размещения образуемой литейной формы или образуемого стержня,контактируют, таким образом, как электроды с литейной формой или стержнем и обеспечивают соответствующее нагревание, так как литейная форма или стержень ввиду сырости или влажности и прочих компонентов являются электропроводными. Особенно предпочтительным является, если в качестве электрического напряжения прикладывается переменное напряжение. При этом в качестве электрического напряжения может прикладываться импульсное, в частности прямоугольное, напряжение. Соответствующее переменное напряжение может использовать реактивные свойства песчаной смеси стержня или литейной формы для их нагрева. Особенно хорошие результаты могут быть достигнуты при применении импульсных, и особенно прямоугольных,напряжений. В частности, тем самым можно управлять или регулировать величину вводимой мощности за счет изменения длительности импульса электрического напряжения. Таким образом, напряжение может выбираться регулируемым и, в частности, большим, чем 1000 В, или большим, чем 1500 В, чтобы достичь соответственно быстрого и интенсивного нагрева. Хорошее высушивание за короткое время может быть достигнуто, если выбирается переменное напряжение с частотой более 1000 Гц, например 3000 Гц или более. Так как весь стержневой ящик или соответственно пресс-форма стержня или литейной формы используется в качестве электродной поверхности, то энергия может передаваться очень быстро и эффективно, причем соответствующий стержень или соответствующая литейная форма высушивается в кратчайшее время. Может быть целесообразным, если испаряемая путем нагрева вода удаляется из пресс-формы посредством газообразной среды, например азота, и/или двуокиси углерода, и/или воздуха, причем движение этой служащей для удаления газообразной среды через пресс-форму и, тем самым, через образуемую литейную форму или стержень осуществляется при приложении избыточного давления или создании разряжения. Например, воздух практически неограниченно имеется в распоряжении и может без какихлибо проблем использоваться для удаления водяного пара из пресс-формы. При этом является предпочтительным, если образованный за счет нагрева в пресс-форме водяной пар удаляется с горячим газом. Тем самым можно избежать того, что удаляемый водяной пар мог бы вновь слишком рано сконденсироваться; причем при данном варианте незначительное нагревание водяного пара может быть достаточным, чтобы обеспечить возможность полного удаления его из прессформы. Предпочтительный вариант осуществления способа может состоять в том, что безводный сульфат магния или, по меньшей мере, одноводный сульфат магния в смеси с многоводным сульфатом магния,например с семиводным сульфатом магния, диспергируется и/или растворяется в воде и в качестве связующего смешивается с формовочным песком и что вода для растворения и часть кристаллизационной воды за счет нагрева испаряются и затем удаляются. При этом можно уменьшить количество удаляемой воды. Безводный или одноводный сульфат магния может во время нагревания воспринимать от многоводного сульфата магния часть кристаллизационной воды, это приводит к соответствующим образованиям кристаллов внутри литейной формы или стержня и к соответствующим упрочнениям, не требуя удаления полностью кристаллизационной воды из всей смеси. Известно, что безводный сульфат магния или с малым количеством кристаллизационной воды, в частности одноводный сульфат магния, при взаимной реакции с многоводным сульфатом магния и нагреве обуславливает сращивание соответствующих кристаллов, которые при соответствующем изобретению применении способствуют образованию чрезвычайно прочного стержня или соответственно прочной литейной формы. Другая или дополнительная возможность уменьшить количество удаляемой воды или водяного пара при осуществлении соответствующего изобретению способа может состоять в том, что высоко или более высококонцентрированный раствор безводного сульфата магния или, по меньшей мере, с одной кристаллизационной водой смешивается с гидроколлоидом и эта смесь применяется в качестве связующего. Добавка гидроколлоида обуславливает достижение более высоких концентраций соли в сравнительно меньшем количестве воды для диспергирования и/или для растворения, так что соответственно должно удаляться меньшее количество воды. Другой вариант осуществления способа может состоять в том, что с количеством воды для растворения, заданным для определенного количества формовочного песка, смешивается больше сульфата магния, чем требуется для насыщенного раствора, и что часть сульфата магния в растворе диспергируется и смешивается в виде дисперсии с формовочным песком. Тем самым удается ввести в формовочный-2 005362 песок по возможности больше сульфата магния в качестве связующего средства, а требуемое количество воды для растворения поддерживать по возможности меньшим, так чтобы затем потребовалось удалять соответственно меньше водяного пара. Одновременно сохраняются преимущества при последующем удалении остатков формовочного песка в отливке с помощью простой промывки водой или погружения в воду. Формовочный песок может смешиваться с диспергированным или растворенным связующим в весовом соотношении от 97:3 до 80:20. Целесообразным является, если 100 вес.ч. формовочного песка смешиваются с диспергированным или растворенным связующим, то есть растворенным водным или безводным сульфатом магния в количестве примерно от 3 до 20 вес.ч. Оптимальный способ может при этом состоять в том, что примерно с 100 вес.ч. песка смешиваются от 5 до 10 вес.ч. связующего в диспергированной или растворенной форме. Опыты показали, что это обеспечивает прочность стержня или литейной формы, которые в процессе литья могут хорошо сохранять состояние и для которых необходимо удалить из пресс-формы по возможности меньшее количество воды. Изобретение также касается устройства для изготовления литейной формы или стержня по меньшей мере c одним нагревательным устройством для упрочнения, причем устройство для изготовления литейных форм может представлять собой формовочную машину, а устройство для изготовления стержней может представлять собой пескострельную машину для изготовления литейных стержней. Это устройство может характеризоваться тем, что в формовочной машине или в пескострельной машине в качестве нагревательного устройства установлен по меньшей мере один микроволновый генератор и что в зоне пресс-формы для литейной формы или для стержня или стержней размещена по меньшей мере одна микроволновая антенна, которая может связываться или связана с микроволновым генератором посредством волновода. Подводящее отверстие кожуха продувки газом может при этом служить для удаления газов и/или нагретого водяного пара. Пресс-форма для литейной формы или для стержня может представлять собой также многогнездную пресс-форму, в которой, например, может одновременно формоваться и/или нагреваться несколько стержней. Соответствующее изобретению устройство предпочтительным образом может быть образовано уже известной формовочной машиной или пескострельной машиной, которая дополнительно оснащена нагревательным устройством, а именно микроволновым генератором и микроволновой антенной. Кроме того, является предпочтительным, что для удаления газов или нагретого водяного пара могут применяться отверстия подачи смешанного со связующим формовочного песка, так что в итоге в распоряжение предоставляется экономичное устройство. Также уже имеющиеся пескострельные машины или формовочные машины могут при необходимости дополнительно переоборудоваться, чтобы иметь возможность применять преимущества изобретения, и в частности соответствующий изобретению способ. Предпочтительно, если при установке устройства в режим продувки газом для удаления газов или водяного пара одновременно микроволновый генератор соединяется через волновод с антенной. Тем самым приведение в действие устройства упрощается, так как практически необходимо только одно регулировочное перемещение, чтобы соединить микроволновый генератор с антенной и инициировать процесс нагрева. Регулировочное перемещение в режим продувки газом может при этом автоматически обеспечивать соединение микроволнового генератора с антенной. Для этого необходимо только выполнить соответствующий элемент связи таким образом, чтобы замыкание кожуха продувки газом или иного подобного средства одновременно устанавливало соответствующее соединение микроволнового генератора с антенной. Конструктивно особенно простое устройство может предусматривать, что линия волновода выполнена разъемной и на месте разъема имеется элемент связи и что часть волновода со стороны антенны по выбору может подсоединяться к кожуху продувки газом или к пресс-форме. Этот элемент связи может,таким образом, быть замкнут или разомкнут, если осуществляется соответствующее перемещение, чтобы установить кожух продувки газом в рабочее положение или снова вывести его из этого положения. Другой вариант осуществления изобретения для усиления и ускорения процесса нагрева может состоять в том, что микроволновый генератор через разветвленный волновод или через два волновода может связываться или быть соединен с антенной, размещенной в кожухе продувки газом, и с антенной,размещенной в пресс-форме. Выше уже упоминалось, что при упрочнении водяной пар при необходимости может удаляться. Это, прежде всего, целесообразно тогда, когда литейная форма или стержень изготавливается из смеси формовочного песка и связующего средства, которое представляет собой диспергированный или растворенный сульфат магния. Устройство в этом случае может устанавливаться в режим продувки газом для удаления водяного пара, возникающего при нагреве, как уже упоминалось выше. Предпочтительным образом достигается то, что формовочная или пескострельная машина и собственно пресс-формы могут оставаться практически неизменными, так как имеющиеся средства вентиляции могут использоваться и в соответствующем изобретению устройстве и могут применяться для соот-3 005362 ветствующего изобретению удаления нагретой и испаренной воды для растворения. Необходимо только дополнительно установить микроволновую антенну, например, на кожухе продувки газом. При этом,разумеется, пресс-формы необходимо изготавливать из материалов, пригодных для использования микроволнового излучения. Однако это устройство с нагревательным устройством, выполненным в виде микроволнового генератора и антенны, может также использоваться и при изготовлении литейных форм или стержней, для которых применяется другое связующее средство, отличное от упомянутого диспергированного или растворенного сульфата магния, и для упрочнения требуется процесс нагрева. В область защиты изобретения попадает также устройство для изготовления литейных форм или стержней по меньшей мере с одним нагревательным устройством для упрочнения, причем устройство для изготовления литейных форм представляет собой формовочную машину, а устройство для изготовления стержней представляет собой пескострельную машину, причем в упомянутую машину может вставляться или вставлена пресс-форма для литейной формы или стержня. При этом в качестве нагревательного устройства предусмотрено устройство резистивного электронагрева, при котором электропроводный стержень или литейная форма образуeт электрическое сопротивление и составленные из нескольких деталей для извлечения литейной формы или стержня пресс-формы могут, по меньшей мере,частично быть электропроводными и на своих местах контакта быть изолированными друг от друга,причем части пресс-форм могут соответственно иметь по меньшей мере один электрический вывод для приложения электрического напряжения для устройства резистивного нагрева. Таким образом литейные формы или стержни, прежде всего содержащие растворенную воду и/или кристаллизационную воду и которые тем самым за счет других содержащихся в них компонентов являются электропроводными, с помощью очень простой конструкции электрически нагреваются для удаления воды. Влажный стержень или влажная литейная форма представляет собой резистор, так что имеет место электрическая проводимость. Приложенное к нему напряжение может, таким образом, использоваться для сушки. Резистивное устройство нагрева может иметь источник напряжения с преобразователем частоты для повышения частоты и/или формирователь импульсов для формирования импульсного напряжения. С использованием импульсного напряжения могут достигаться хорошие результаты при нагреве. Устройство резистивного нагрева может иметь источник напряжения и трансформатор для повышения напряжения, которые связаны через подводящие проводники с выводами на частях пресс-формы литейной формы или стержня. Тем самым может быть повышена эффективность. По меньшей мере часть пресс-формы литейной формы или стержня может иметь несколько электрических выводов, и между этими выводами и источником напряжения могут быть предусмотрены переключатели для смены или выборочного приложения напряжения к электрическим выводам так, что попеременно один переключатель замыкается, а остальные размыкаются. Тем самым, в конечном счете,появляющиеся на электроде полярности могут снижаться или соответственно изменяться. Соответственно одновременно может осуществляться нагревание литейной формы или стержня, причем различные конструкции таких литейных форм и стержней могут учитываться путем смены соответственно действующих электрических выводов. В случае пресс-формы литейной формы или стержня более чем из двух частей каждая часть может иметь электрический вывод и электрические подводящие проводники и циклически к источнику тока всегда могут подключаться две части таких пресс-форм. Прежде всего, такие состоящие из нескольких частей пресс-формы часто требуются для сложных стержней. С использованием ранее упомянутого варианта выполнения возможно соответственно посредством приложенного напряжения создать резистивный нагрев и обеспечить надлежащее нагревание стержня. В итоге, разработаны способ и устройство, посредством которых обеспечивается возможность механизированного производства литейных форм и стержней в обычных пескострельных машинах, причем формовочный песок может отверждаться примерно за полминуты. При этом способ использует сильно различающиеся точки плавления сульфата магния в его гидратированной форме, с одной стороны, и в безводном состоянии, с другой стороны. Сульфат магния имеет как гептагидрат точку плавления около 75 С, а в безводном состоянии - точку плавления 1124 С. Поэтому за счет целенаправленного удаления химически связанной кристаллизационной воды можно достичь практически мгновенного отверждения формовочного песка. Сильное свойлачивание частично гидратизированного и полностью гидратизированного сульфата магния является при этом благоприятным свойством, которое может быть использовано, чтобы уже при незначительных количествах сульфата магния, примерно 1% относительно формовочного песка, получить очень высокую прочность. Обработка газом для удаления первоначально химически связанной кристаллизационной воды после нагрева может осуществляться, при необходимости, через специально расположенные впускные и выпускные сопла, причем целесообразно использовать избыточное давление от 1 до 6 бар сухого газа,предпочтительно нагретого воздуха из окружающего пространства. Нагрев может предпочтительным образом осуществляться с помощью микроволнового излучения, так как в обычных условиях применяемый кварцевый песок является прозрачным для микроволнового излучения, так что оно может полностью проникать в крупногабаритные литейные формы и стержни. Кроме того, нагревается только суль-4 005362 фат магния, содержащий кристаллизационную воду. После того как кристаллизационная вода удалена,такой сульфат магния, свободный от кристаллизационной воды, также не создает препятствий для последующего проникновения микроволнового излучения. Нагревание может осуществляться предпочтительным образом за счет резистивного нагрева, как объяснено выше. Существенным является также целенаправленное удаление, по меньшей мере частично, химически связанной кристаллизационной воды из сульфата магния. При этом происходит очень быстрое отверждение, что имеет преимущества для экономичного изготовления. Кроме того, при сравнительно небольшой концентрации сульфата магния достигается достаточная прочность. Изготовленные таким образом части литейных форм, или стержни, обладают стабильностью формы до температуры 1124 С и могут вымываться из отливки с использованием малого количества воды. Если используются обычные связующие, то возможно также ускоренное отверждение с помощью целенаправленного нагревания посредством микроволнового излучения или электропроводного нагрева. Далее со ссылками на чертежи более подробно описаны примеры выполнения устройства для соответствующего изобретению изготовления литейных форм или стержней для литейного производства. На чертежах в частично схематичном изображении представлено следующее: фиг. 1 - наглядное представление устройства для изготовления литейных форм или стержней с микроволновым генератором и соответствующей антенной, имеющего форму пескострельной машины,фиг. 2 - в увеличенном масштабе и еще более схематичном представлении продольный разрез части пескострельного блока после загрузки песка в пресс-форму, выполненную в виде стержневого ящика, и перед состыковкой этого стержневого ящика с находящимся над ним кожухом промывки и нажатием снизу на пескострельную головку или наоборот, причем микроволновая антенна для нагрева стержня и для удаления воды для растворения размещена в этом кожухе промывки, а соединение между микроволновым генератором и этой передающей антенной еще разомкнуто и автоматически замыкается при состыковке или соответственно при подъеме и нажиме,фиг. 3 - изображение, соответствующее фиг. 2, причем передающая антенна размещена в нижней зоне стержневого ящика, выполненного в виде пресс-формы литейной формы,фиг. 4 - изображение формы выполнения, модифицированной относительно показанных на фиг. 2 и 3, при этом как в кожухе промывки, так и в стержневом ящике соответственно размещена соединяемая в рабочем положении или соединенная с микроволновым генератором антенна для нагрева загруженного стержня,фиг. 5 - изображение формы выполнения, модифицированной относительно показанной на фиг. 2-4,в которой в стержневом ящике размещены инфракрасные излучатели для нагрева загруженного стержня,фиг. 6 - изображение формы выполнения, модифицированной относительно показанной на фиг. 2-5,в которой в качестве нагревательного устройства предусмотрено устройство электрического резистивного нагрева, при котором пресс-форма для электропроводного стержня также является электропроводной,и ее части на местах контакта изолированы, а на каждой части пресс-формы литейной формы или стержня предусмотрен электрический вывод для устройства резистивного нагрева,фиг. 7 - конфигурация и устройство, соответствующие фиг. 6, причем на одной из частей прессформы стержня предусмотрено несколько электрических выводов, которые посредством переключателя могут подключаться выборочно и попеременно, чтобы избежать поляризации на одном из выводов,фиг. 8 - другое модифицированное устройство, в котором пресс-форма стержня состоит из трех изолированных друг от друга и электропроводных частей, из которых каждая имеет электрический вывод, причем через переключатель соответственно две из трех частей попеременно могут подключаться к источнику питания, и фиг. 9 - форма выполнения и конфигурация, соответствующие фиг. 6, где, однако, находящиеся за источником тока формирователь импульсов и трансформатор напряжения в своей последовательности включения изменены по сравнению с конфигурацией по фиг. 6. Устройство, обозначенное в целом на фиг. 1 ссылочной позицией 1, представленное схематично и частично в разобранном виде, служит для изготовления стержней, однако, могло бы использоваться и для изготовления литейных форм. В рассматриваемом примере выполнения речь идет о пескострельной машине. Изготавливаемый с помощью этого устройства стержень 2 (фиг. 2-9) или аналогичным образом литейная форма формуeтся из смеси 3 из формовочного песка и связующего средства, которое представляет собой предпочтительно растворенный в воде одноводный сульфат магния или подобное связующее,причем эта смесь 3 из песка и связующего известным образом помещается в загрузочную воронку 4 и через нее попадает в пескострельную головку 5 обозначенного в целом ссылочной позицией 6 пескострельного блока. На фиг. 1 необходимый для процесса загрузки песка воздушный резервуар 7 изображен в форме с частичным разрезом. К этому устройству 1 в форме пескострельной машины относится показанный на фиг. 2-9 стержневой ящик 8, который в рабочем положении составляется из верхней части 8 а стержневого ящика 8 и нижней части 8b стержневого ящика 8, однако, для изготовления литейной формы может также исполь-5 005362 зоваться и соответственно иначе выполненная пресс-форма. При этом на фиг. 8 показана форма выполнения, в которой верхняя часть 8 а стержневого ящика 8 со своей стороны разделена, чтобы обеспечить возможность извлечения соответствующего стержня сложной формы после его отверждения. С помощью этого устройства также можно изготавливать литейные формы или стержни для литейного производства из смеси 3, состоящей из формовочного песка и связующего, причем формовочный песок и связующее сначала смешиваются и затем с помощью пескострельного блока 6 помещаются в пресс-форму литейной формы или стержня - в приведенном примере выполнения в стержневой ящик 8. На фиг. 2-9 смесь уже помещена в пресс-форму, и связующее может отверждаться и придавать литейной форме или стержню 2 требуемую твердость. В качестве связующего здесь предпочтительно используется одноводный сульфат магния, который диспергируется и/или растворятся в воде и смешивается с формовочным песком для образования смеси 3. Она затем помещается или выстреливается в пресс-форму 8 литейной формы или стержня. Затем внутри этой пресс-формы, стержневого ящика 8, вода для диспергирования и/или растворения и по меньшей мере часть кристаллизационной воды испаряются за счет нагревания и удаляются с помощью газообразной среды из пресс-формы литейной формы или стержня, то есть из стержневого ящика 8. Для осуществления этого способа на формовочной или пескострельной машине 1 предусмотрено нагревательное устройство, более подробно описанное ниже, с помощью которого вода для растворения и/или кристаллизационная вода может нагреваться и удаляться. В примерах выполнения по фиг. 1-4 на пескострельной машине 1 в качестве нагревательного устройства установлен микроволновый генератор 9, а в зоне пресс-формы, то есть стержневого ящика 8 - в различном положении в зависимости от примера выполнения - размещена по меньшей мере одна микроволновая антенна 10, которая имеет возможность связи и в рабочем положении связывается с микроволновым генератором 9 через волновод 11. В показанном примере выполнения соответствующий элемент 12 связи еще разомкнут, так как хотя стержень 2 уже сформирован, стержневой ящик 8 еще находится в положении перед состыковыванием с кожухом 13 промывки газом и перед нагревом и отверждением посредством микроволнового излучения. При этом во всех примерах выполнения можно видеть подводящее отверстие 14, посредством которого может вводиться, например, горячий воздух для удаления нагретой воды или воздушного пара, который образуется в рабочем положении за счет нагрева с помощью нагревательного устройства, то есть микроволнового генератора 9. На фиг. 1-4 соединение между микроволновым генератором 9 и антенной 10 еще разомкнуто. Путем установки устройства 1 в режим промывки газом для удаления водяного пара, то есть путем относительного подъема стержневого ящика 8 к кожуху 13 промывки газом и пескострельной головке 5 или наоборот, можно одновременно связать микроволновый генератор 9 через волновод 11 с антенной 10,при этом элемент 12 связи замыкается при указанном относительном движении. Затем могут производиться нагрев с помощью микроволновой энергии и начинающееся одновременно или несколько позже удаление образующегося водяного пара. Перемещение для установки в режим промывки может при этом автоматически воздействовать на элемент связи микроволнового генератора 9 с антенной 10, так что весь процесс может проводиться с высокой скоростью. Волновод 11, таким образом, выполнен с возможностью размыкания, и на месте разъема предусмотрен упомянутый выше элемент 12 связи, причем часть волновода 11 на стороне антенны может по выбору размещаться и подключаться согласно фиг. 2 к кожуху 13 промывки газом, или согласно фиг. 3 к пресс-форме литейной формы или стержневому ящику 8, или согласно фиг. 4 к обоим указанным местам. На фиг. 4 показано, что микроволновый генератор 9 через два волновода 11 имеет возможность связи и соединяется с антенной, размещенной в кожухе 13 промывки газом, и с антенной, размещенной в прессформе литейной формы или стержневом ящике 8, так что литейная форма или стержень 2 соответственно быстро и интенсивно нагревается, и время удаления воды для растворения или кристаллизационной воды может быть уменьшено. На фиг. 5 показана модифицированная форма выполнения, в которой в качестве нагревательного устройства на или в пресс-форме, в данном случае в стержневом ящике 8, предусмотрены инфракрасные излучатели 15, которые могут быть предусмотрены в качестве альтернативы микроволновому генератору или, при необходимости, дополнительно к нему, если, например, в кожухе промывки газом дополнительно была бы предусмотрена еще одна антенна 10 согласно фиг. 2. На фиг. 6-9 изображена еще одна модифицированная форма выполнения, в которой в качестве нагревательного устройства предусмотрено устройство резистивного нагрева, в котором электропроводный стержень 2 образует электрическое сопротивление. Стержневой ящик 8, вновь составленный из двух(фиг. 6, 7) или из трех (фиг. 8) частей для обеспечения извлечения стержня 2, выполнен, по меньшей мере, частично или полностью электропроводным, например, за счет изготовления его из алюминия, чугуна или стали. Части 8 а и 8b в местах контакта изолированы друг от друга, причем эта изоляция 16 схематично показана на фиг. 6-9.-6 005362 Кроме того, можно видеть, что части 8 а и 8b пресс-формы или стержневого ящика 8 соответственно имеют электрический вывод 17 для приложения электрического напряжения для устройства резистивного нагрева. Верхняя часть 8 а стержневого ящика и нижняя часть 8b стержневого ящика, то есть части прессформы 8 стержня, относятся также к устройству резистивного нагрева, в котором стержень 2 является сопротивлением. Как и обычное устройство резистивного нагрева, изображенное устройство резистивного нагрева имеет источник 19 напряжения, который в предлагаемом случае через сеть 20 переменного тока ведет к преобразователю частоты для повышения частоты и/или формирователю 21 импульсов для формирования импульсного напряжения. Это устройство резистивного нагрева имеет, кроме того, трансформатор 22 для повышения напряжения, от которого ведут подводящие проводники 23 к выводам 17 на частях 8 а и 8b пресс-формы 8 стержня. Если напряжение подключено, то влажный стержень 2 внутри пресс-формы 8 действует как соответствующее сопротивление или соответственно как резистор, так что ток протекает до высушивания стержня. Величина напряжения может выбираться в зависимости от толщины стержня 2. При этом достигается очень интенсивное и эффективное высушивание, потому что части 8 а и 8b действуют как приложенные к стержню и контактирующие с ним электроды, к которым прикладывается напряжение, причем эти электроды 8 а и 8b отделены друг от друга изоляцией 16 во избежание короткого замыкания. Электрическое напряжение может представлять собой синусоидальное или импульсное, в особенности прямоугольное, напряжение, причем особенно эффективно переменное напряжение высокой частоты, выше 1000 Гц, например 3000 Гц или даже больше. Также напряжение может при этом регулироваться и выбирается большим, чем 1000 В. За счет изменения длительности импульса электрического напряжения может управляться или регулироваться подводимая мощность и обеспечиваться согласование с формой и размерами стержня 2, а в случае изготовления литейной формы в пресс-форме - соответственно этой литейной формы. В то время как в примере выполнения по фиг. 6 две части 8 а и 8b образуют стержневой ящик 8 и соответственно имеют электрический вывод 17, в примере выполнения по фиг. 7 часть 8b стержневого ящика имеет четыре подобных электрических вывода 17, которые включены параллельно, причем между этими выводами 17 и источником 19 тока предусмотрен переключатель 24 для попеременного или выборочно приложения напряжения к различным электрическим выводам 17, причем попеременно один переключатель 24 замыкается, а остальные размыкаются. Тем самым можно избежать поляризации на одном выводе нижней части 8b стержневого ящика и осуществить по возможности равномерное нагревание стержня 2. На фиг. 8 показана форма выполнения, в которой пресс-форма 8 стержня состоит более чем из двух частей, причем верхняя часть 8 а пресс-формы со своей стороны разделена на две части и эти части электрически отделены друг от друга с помощью изоляции 25. Благодаря этому могут изготавливаться стержни 2 соответственно сложной формы. На фиг. 8 показано, что каждая из этих трех частей имеет электрический вывод 17 и электрический подводящий проводник 23, который сначала состоит из двух параллельных жгутов 23 а и 23b, в которые включен переключатель 26. Эти параллельно включенные жгуты 23b позволяют циклически всегда подключать две части 8 а или 8b подобной разделенной на множество частей пресс-формы 8 к источнику 19 напряжения, при этом переключатель 26 циклически размыкается и замыкается. Также циклически всегда оказываются под током только две части стержневого ящика 8, для того чтобы находящийся в нем стержень 2 использовался в качестве сопротивления и тем самым нагревался. В форме выполнения по фиг. 9, которая, по существу, соответствует фиг. 6, показано, что последовательность расположения формирователя 21 импульсов и трансформатора 22 может быть заменена таким образом, что друг за другом предусмотрены сначала трансформатор 22, а затем формирователь 21 импульсов. В формах выполнения по фиг. 6-9, как в примерах выполнения по фиг. 2-5, предусмотрен кожух 13 промывки газом с подводящим отверстием 14, посредством которого может вводиться, например, горячий воздух для удаления нагретой воды или водяного пара, возникающих в рабочем режиме за счет нагрева с помощью электрического напряжения. Для режима промывки газом кожух 13 промывки газом может устанавливаться аналогично тому, как описано для предыдущих примеров выполнения. Для удаления испаренной воды через подводящее отверстие 14 может подаваться газообразная среда, например, азот и/или двуокись углерода, и/или воздух, предпочтительно горячий воздух или горячий газ. Таким образом, удаление испаренной воды может лучше всего производиться посредством создания избыточного давления. Смесь 3 содержит, как уже упомянуто, в качестве связующего растворенный в воде безводный,и/или одноводный, или многоводный сульфат магния. Например, в качестве связующего вместе могут применяться безводный или одноводный сульфат магния и многоводный сульфат магния и/или также в смеси с гидроколлоидом. При этом особенно предпочтительно, когда используется исключительно сульфат магния или сульфат магния с гидроколлоидом, потому что сульфат магния с кристаллизационной-7 005362 водой хорошо диспергирует и/или растворяется в воде и смешивается в качестве связующего с формовочным песком, однако, позже также хорошо может удаляться из отливки с помощью воды. Пример целесообразной смеси из формовочного песка и диспергированного или растворенного связующего может предусматривать, что примерно 100 вес.ч. формовочного песка смешиваются с примерно 3-20 вес.ч. растворенного, прежде всего, состоящего из сульфата магния в растворенной форме, связующего. При этом примерно 100 вес.ч. песка могут смешиваться предпочтительно с 3-10 вес.час. связующего в диспергированной или растворенной форме. Соответственно меньше воды должно будет удаляться путем нагрева и с использованием газа из стержневого ящика 8, и способ соответственно может быть осуществлен быстро. Для изготовления литейных форм или стержней 2 для целей литейного производства изготавливается смесь 3 из формовочного песка и связующего и помещается в пресс-форму 8 литейной формы или стержня, например выстреливается с помощью пескострельной машины. При этом применяется известное связующее, безводный сульфат магния и/или, по меньшей мере, одноводный или многоводный сульфат магния, диспергированный или растворенный в воде, в качестве связующего и смешивается с формовочным песком и помещается или выстреливается в пресс-форму литейной формы или соответственно стержневой ящик 8. Для отверждения вода и частично кристаллизационная вода при нагревании испаряются и удаляются посредством газообразной среды, что осуществляется с высокой скоростью. После литья подобный стержень или подобная состоящая из формовочного песка литейная форма может очень быстро отделяться из отливки и вымываться, так как сульфат магния сохраняет свое свойство переходить в раствор. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления литейных форм или стержней (2) для целей литейного производства из смеси (3) формовочного песка и связующего, причем формовочный песок и связующее перемешивают и загружают в пресс-форму (8) литейной формы или стержня и связующее затем отверждается и придает требуемую прочность литейной форме или стержню (2), отличающийся тем, что в качестве связующего используют диспергированный и/или растворенный в воде сульфат магния, причем сульфат магния смешивают с формовочным песком и затем загружают или выстреливают в пресс-форму (8) литейной формы или стержня, причем затем внутри пресс-формы литейной формы или стержня воду нагревают и, по меньшей мере, частично испаряют и удаляют из пресс-формы (8) литейной формы или стержня. 2. Способ по п.1, отличающийся тем, что смесь (3) из формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы (8) литейной формы или стержня нагревают посредством микроволновых и/или инфракрасных излучателей. 3. Способ по п.1, отличающийся тем, что смесь (3) из формовочного песка и дисперсии и/или раствора сульфата магния в воде внутри пресс-формы (8) литейной формы или стержня нагревают за счет приложения электрического напряжения, по меньшей мере, к частично электропроводным, изолированным друг от друга частям разъемных пресс-форм литейных форм или стержней. 4. Способ по п.1 или 3, отличающийся тем, что состоящие из смеси формовочного песка и дисперсии и/или раствора сульфата магния в воде электропроводные стержень и литейную форму используют в качестве электрического сопротивления устройства резистивного нагрева и нагревают посредством приложения к нему электрического напряжения и протекания через него тока. 5. Способ по п.3 или 4, отличающийся тем, что электрическое напряжение прикладывают к электродам, контактирующим со стержнем или литейной формой, и для этого предпочтительно применяют,по меньшей мере, частично электропроводные, изолированные друг от друга части (8 а, 8b) разъемных пресс-форм (8) литейных форм или стержней. 6. Способ по одному из пп.3-5, отличающийся тем, что прикладывают переменное напряжение. 7. Способ по одному из пп.3-6, отличающийся тем, что прикладывают импульсное, в частности прямоугольное, напряжение. 8. Способ по п.6 или 7, отличающийся тем, что выбирают переменное напряжение высокой частоты более 1000 Гц, например 3000 Гц или более. 9. Способ по одному из пп.3-8, отличающийся тем, что напряжение является регулируемым и, в частности, выбирается большим чем 1000 В или большим чем 1500 В. 10. Способ по одному из пп.3-9, отличающийся тем, что величиной подводимой мощности управляют или ее регулируют за счет изменения длительности импульса электрического напряжения. 11. Способ по одному из пп.1-10, отличающийся тем, что испаряемую путем нагрева воду удаляют из пресс-формы (8) посредством газообразной среды, например азота, и/или двуокиси углерода, и/или воздуха, причем движение этой газообразной среды через пресс-форму и, тем самым, через образованную литейную форму или стержень обеспечивают путем создания избыточного давления или разрежения. 12. Способ по одному из пп.1-11, отличающийся тем, что образованный за счет нагрева в прессформе (8) водяной пар удаляют с горячим газом.-8 005362 13. Способ по одному из пп.1-12, отличающийся тем, что смесь безводного сульфата магния или, по меньшей мере, одноводного сульфата магния и многоводного, в том числе семиводного сульфата магния,диспергируют и/или растворяют в воде и в качестве связующего смешивают с формовочным песком и что воду для растворения и часть кристаллизационной воды за счет нагрева испаряют и затем удаляют. 14. Способ по одному из пп.1-13, отличающийся тем, что дисперсию или раствор высокой или повышенной концентрации безводного сульфата магния или, по меньшей мере, одноводного сульфата магния смешивают с гидроколлоидом и эту смесь (3) применяют в качестве связующего. 15. Способ по одному из пп.1-14, отличающийся тем, что с количеством воды для растворения, заданным для определенного количества формовочного песка, смешивают больше сульфата магния с кристаллизационной водой, чем требуется для насыщенного раствора, и что часть сульфата магния в растворе диспергируют и смешивают в виде дисперсии с формовочным песком. 16. Способ по одному из пп.1-15, отличающийся тем, что формовочный песок смешивают с диспергированным или растворенным связующим в весовом соотношении от 97:3 до 80:20. 17. Способ по одному из пп.1-16, отличающийся тем, что примерно 100 вес.ч. формовочного песка смешивают с диспергированным или растворенным связующим в количестве примерно от 3 до 20 вес.ч. 18. Способ по п.17, отличающийся тем, что примерно со 100 вес.ч. песка смешивают примерно от 5 до 10 вес.ч. связующего в диспергированной или растворенной форме. 19. Устройство (1) для изготовления литейных форм или стержней (2) по меньшей мере с одним нагревательным устройством для упрочнения, причем устройство (1) для изготовления литейных форм представляет собой формовочную машину, а устройство для изготовления стержней представляет собой пескострельную машину, отличающееся тем, что в формовочной машине или в пескострельной машине(1) в качестве нагревательного устройства установлен по меньшей мере один микроволновый генератор(9), и что в зоне пресс-формы (8) для литейной формы или для стержня размещена по меньшей мере одна микроволновая антенна (10), которая имеет возможность связи или связана с микроволновым генератором (9) посредством волновода (11). 20. Устройство по п.19, отличающееся тем, что при установке устройства (1) в режим промывки газом для удаления газов или водяного пара микроволновый генератор (9) одновременно соединяется с антенной (10) через волновод (11). 21. Устройство по п.19 или 20, отличающееся тем, что перемещение для установки в режим промывки газом автоматически воздействует на элемент связи микроволнового генератора (9) с микроволновой антенной (10). 22. Устройство по одному из пп.19-21, отличающееся тем, что линия волновода (11) выполнена разъемной и на месте разъема имеет элемент (12) связи, причем часть волновода (11) со стороны антенны по выбору может подсоединяться к кожуху (13) продувки газом или к пресс-форме (8). 23. Устройство по одному из пп.19-22, отличающееся тем, что микроволновый генератор (9) через разветвленный волновод (11) или через два волновода (11) имеет возможность связи или соединен с размещенной в кожухе (3) продувки газом и с размещенной в пресс-форме (8) антенной (10). 24. Устройство для изготовления литейных форм или стержней (2) по меньшей мере с одним нагревательным устройством для упрочнения, причем устройство для изготовления литейных форм представляет собой формовочную машину, а устройство для изготовления стержней представляет собой пескострельную машину, причем в упомянутую машину может вставляться или быть вставлена пресс-форма (8) для литейной формы или стержня, отличающееся тем, что в качестве нагревательного устройства предусмотрено устройство резистивного электронагрева, в котором электропроводные стержень (2) или литейная форма образуют электрическое сопротивление, причем составленная из нескольких частей (8 а,8b) для извлечения литейной формы или стержня (2) пресс-форма (8) является, по меньшей мере, частично электропроводной и изолированной на своих местах контакта, причем части (8 а, 8b) пресс-формы(8) соответственно имеют по меньшей мере один электрический вывод (17) для приложения электрического напряжения для устройства резистивного нагрева. 25. Устройство по п.24, отличающееся тем, что устройство резистивного нагрева имеет источник(19) напряжения с преобразователем частоты для повышения частоты и/или формирователь (21) импульсов для формирования импульсного напряжения. 26. Устройство по п.24 или 25, отличающееся тем, что устройство резистивного нагрева имеет источник напряжения и трансформатор (22) для повышения напряжения, которое связано через подводящие проводники с выводами (17) на частях (8 а, 8b) пресс-формы (8) для литейной формы или стержня. 27. Устройство по одному из пп.24-26, отличающееся тем, что по меньшей мере одна часть (8b) пресс-формы (8) имеет несколько электрических выводов (17) и между этими выводами (17) и источником (19) напряжения предусмотрены переключатели (24) для попеременного или выборочного приложения напряжения к электрическим выводам так, что попеременно один переключатель (24) замыкается, а остальные размыкаются. 28. Устройство по одному из пп.24-27, отличающееся тем, что пресс-форма (8) для литейной формы или стержня состоит более чем из двух частей (8 а, 8b), причем каждая часть имеет электрический вывод(17) и электрические подводящие проводники, и циклически к источнику (19) напряжения всегда подключаются две части подобной пресс-формы. 29. Устройство по одному из пп.19-28, причем литейная форма или стержень может изготавливаться из смеси формовочного песка и связующего средства, которое представляет собой диспергированный или растворенный сульфат магния, отличающееся тем, что устройство (1) может устанавливаться в режим промывки газом для удаления водяного пара, возникающего при нагревании.
МПК / Метки
МПК: B22C 9/12
Метки: литейных, форм, стержней, производства, целей, изготовления, способ, устройство, литейного
Код ссылки
<a href="https://eas.patents.su/13-5362-sposob-i-ustrojjstvo-dlya-izgotovleniya-litejjnyh-form-ili-sterzhnejj-dlya-celejj-litejjnogo-proizvodstva.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для изготовления литейных форм или стержней для целей литейного производства</a>
Способ и устройство для изготовления пластмассовых фитингов, соединяемых с трубами электросваркой
Номер патента: 1743
Опубликовано: 27.08.2001
Автор: Алкио Йоуни Алекси
МПК: B29C 45/14, F16L 47/02, B29D 23/00...
Метки: электросваркой, устройство, соединяемых, трубами, фитингов, изготовления, пластмассовых, способ
Формула / Реферат:
1. Способ изготовления пластмассовых фитингов, соединяемых с трубами электросваркой, включающий навивку на стержень предназначенной для электронагрева проволоки сопротивления, присоединение концов проволоки сопротивления к штырям, вставку пальцев в углубления или отверстия, выполненные в стержне, и удерживание штырей на стержне при помощи соединенных с ними пальцев, отличающийся тем, что в контакте с каждым пальцем и соединенным с ним штырем...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: устройство, шестерни(варианты, заготовки, ковкой, способ, цельной, изготовления, кованой
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: способ, изготовления, двух, изделий, устройство, давлением, компонентов, литья
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Способ изготовления декоративно-облицовочных плит на основе гранулопорошкового стеклобоя и модульная установка для их поточного производства
Номер патента: 2569
Опубликовано: 27.06.2002
Авторы: Никитин Александр Иванович, Тепляков Александр Михайлович
МПК: C03B 19/09
Метки: поточного, основе, установка, гранулопорошкового, способ, производства, стеклобоя, изготовления, плит, модульная, декоративно-облицовочных
Формула / Реферат:
1. Способ изготовления декоративно-облицовочных плит на основе гранулопорошкового стеклобоя, включающий укладку компонентов заготовок на дно термоформы, поочередное размещение последних в первичном замкнутом тепловом объеме под нагревателем, проплавление первой заготовки, ввод очередной заготовки под нагреватель и охлаждение проплавленной заготовки за пределами первичного теплового объема, отличающийся тем, что на заготовку в первичном замкнутом...
Сеть, используемая для дистанционного управления уличным освещением и для других целей, ее элементы и способ ее применения
Номер патента: 3847
Опубликовано: 30.10.2003
Автор: Ден Ален
МПК: H02J 13/00, G08C 17/02, H01R 33/945...
Метки: элементы, применения, дистанционного, уличным, используемая, освещением, других, управления, сеть, целей, способ
Формула / Реферат:
1. Мачта освещения, имеющая, по меньшей мере, одну электрическую лампу (21) уличного освещения и приемопередатчик (17), обеспечивающий трансляцию принятого им сообщения и связанный с модулем (18) управления для управления лампой. 2. Мачта освещения по п.1, отличающаяся тем, что электропитание приемопередатчика осуществляется от мачты освещения. 3. Мачта освещения по любому из пп.1 или 2, отличающаяся тем, что модуль управления подает команду...
Предыдущий патент: Сменный узел буровой головки
Следующий патент: Способ добычи нефти из природного нефтяного коллектора
Случайный патент: Маркировочное устройство и способ работы такого устройства