Шнековый пресс для изготовления брикетов из растительных материалов
Формула / Реферат
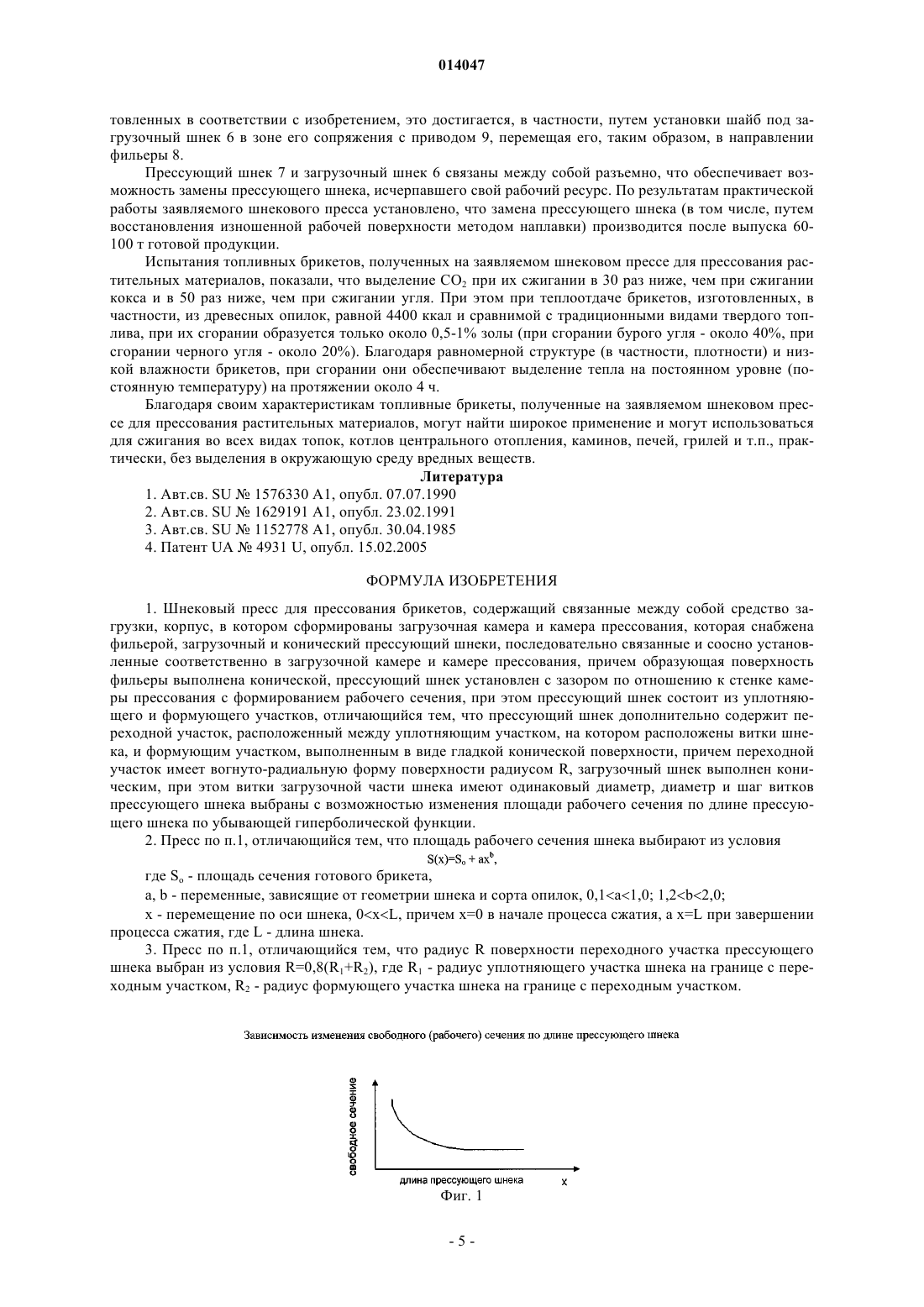
1. Шнековый пресс для прессования брикетов, содержащий связанные между собой средство загрузки, корпус, в котором сформированы загрузочная камера и камера прессования, которая снабжена фильерой, загрузочный и конический прессующий шнеки, последовательно связанные и соосно установленные, соответственно в загрузочной камере и камере прессования, причем образующая поверхность фильеры выполнена конической, прессующий шнек установлен с зазором по отношению к стенке камеры прессования с формированием рабочего сечения, при этом прессующий шнек состоит из уплотняющего и формующего участков, отличающийся тем, что прессующий шнек дополнительно содержит переходной участок, расположенный между уплотняющим участком, на котором расположены витки шнека, и формующим участком, выполненным в виде гладкой конической поверхности, причем переходной участок имеет вогнуто-радиальную форму поверхности радиусом R, загрузочный шнек выполнен коническим, при этом витки загрузочной части шнека имеют одинаковый диаметр, диаметр и шаг витков прессующего шнека выбраны с возможностью изменения площади рабочего сечения по длине прессующего шнека по убывающей гиперболической функции.
2. Пресс по п.1, отличающийся тем, что площадь рабочего сечения шнека выбирают из условия
![]()
где So - площадь сечения готового брикета,
a, b - переменные, зависящие от геометрии шнека и сорта опилок, 0,1<а<1,0; 1,2<b<2,0;
x - перемещение по оси шнека, 0<x<L, причем х=0 в начале процесса сжатия, a x=L при завершении процесса сжатия, где L - длина шнека.
3. Пресс по п.1, отличающийся тем, что радиус R поверхности переходного участка прессующего шнека выбран из условия R=0,8(R1+R2), где R1 - радиус уплотняющего участка шнека на границе с переходным участком, R2 - радиус формующего участка шнека на границе с переходным участком.

Текст
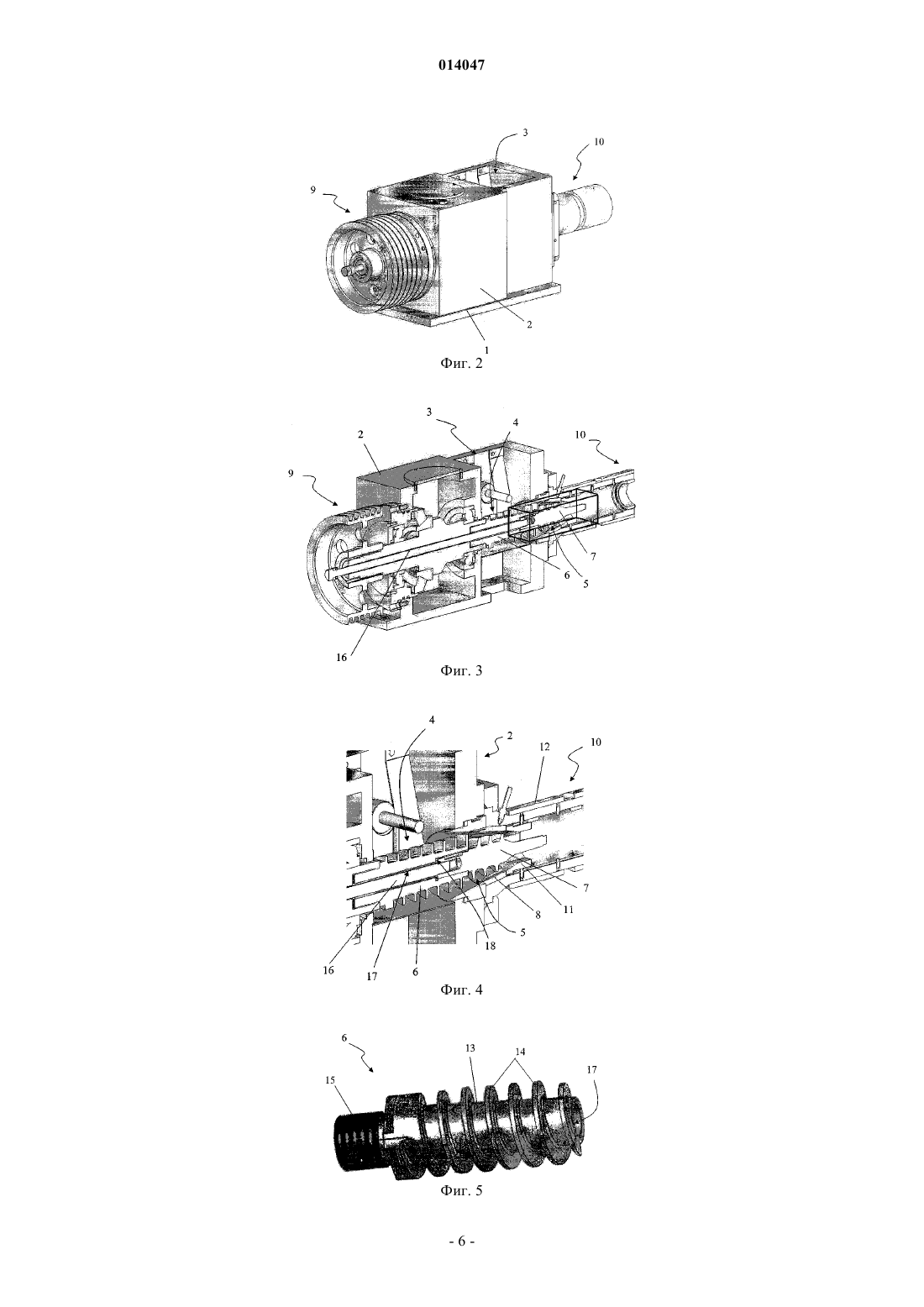
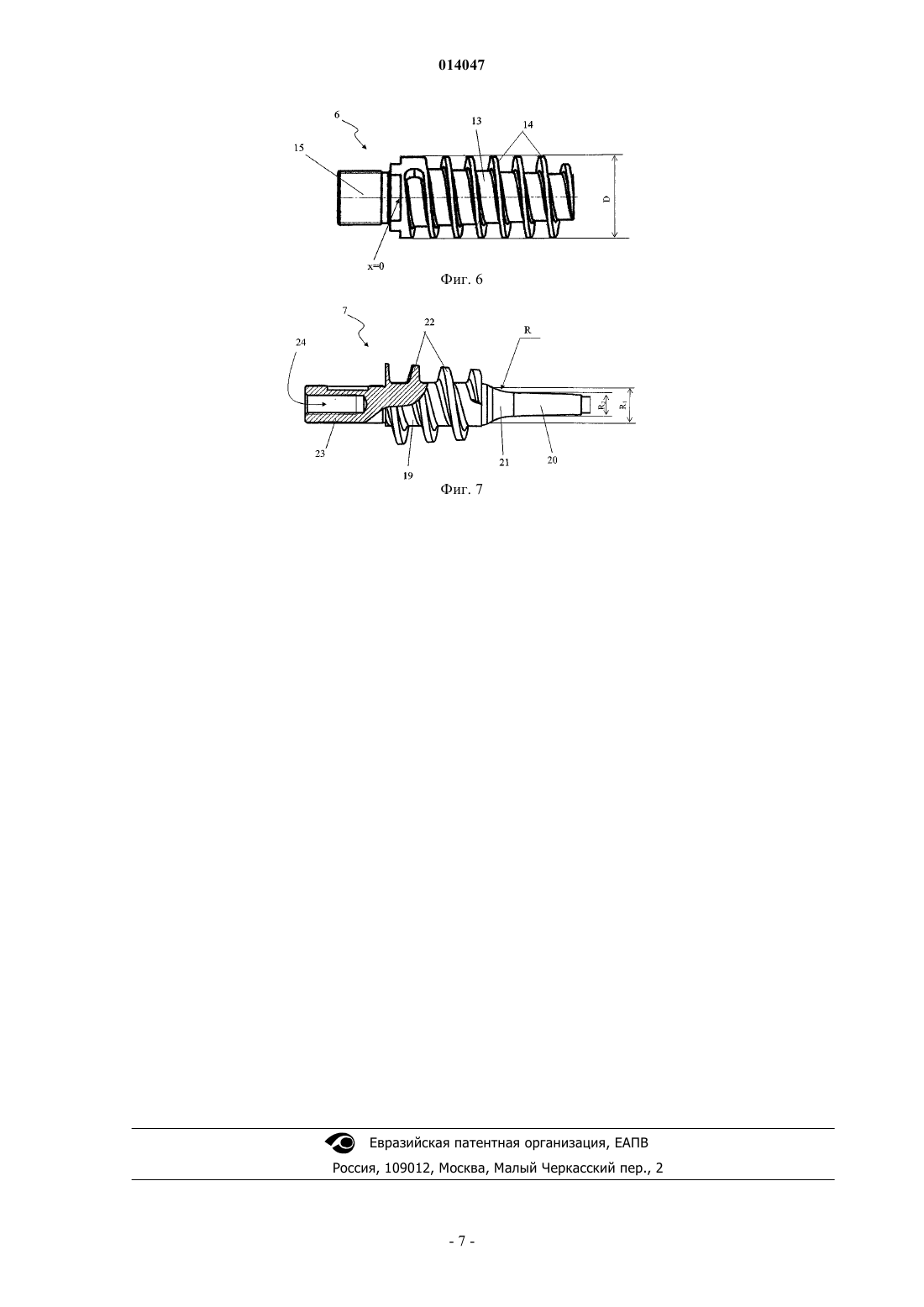
ШНЕКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ИЗ РАСТИТЕЛЬНЫХ МАТЕРИАЛОВ Мосесов Заур Владимирович (BY)(71)(73) Заявитель и патентовладелец: СОВМЕСТНОЕ ЗАКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО "БиоСтарИнжиниринг" (BY) Шнековый пресс для прессования брикетов, содержащий связанные между собой средство загрузки, корпус, в котором сформированы загрузочная камера и камера прессования, которая снабжена фильерой, загрузочный и конический прессующий шнеки, последовательно связанные и соосно установленные, соответственно, в загрузочной камере и камере прессования, причем образующая поверхность фильеры выполнена конической, прессующий шнек установлен с зазором по отношению к стенке камеры прессования с формированием рабочего сечения, при этом прессующий шнек состоит из уплотняющего и формующего участков. При этом прессующий шнек дополнительно содержит переходной участок, расположенный между уплотняющим участком, на котором расположены витки шнека, и формующим участком, выполненным в виде гладкой конической поверхности, причем переходной участок имеет вогнуто радиальную форму поверхности радиусом R, загрузочный шнек выполнен коническим, при этом витки загрузочной части шнека имеют одинаковый диаметр, диаметр и шаг витков прессующего шнека выбраны с возможностью изменения площади рабочего сечения по длине прессующего шнека по убывающей гиперболической функции. 014047 Изобретение относится к устройствам для изготовления брикетов из растительных материалов путем шнекового прессования и может быть использовано, в частности, для производства топливных брикетов из различных горючих растительных материалов, прежде всего их древесных опилок, некондиционной древесины, отходов деревообработки и т.п. растительного сырья. В последнее время во всем мире все активнее ведутся поиски и разработки альтернативных видов экологически чистого топлива. Среди таких экологически чистых видов топлива, а также в качестве возобновляемых источников энергии специалисты выделяют топливо из различного, прежде всего растительного, сырья. Сырьм для получения этого топлива, прежде всего, могут служить практически повсеместно имеющиеся в достатке растительные отходы: опилки мягких и твердых пород древесины, некондиционная древесина, отходы деревообработки, шелуха подсолнечника, гречихи, проса и других зерновых, костра льна, солома, а также другие растительные отходы. Для наиболее эффективного использования древесных опилок, некондиционной древесины, отходов деревообработки и т.п. (для более полного извлечения из них тепловой энергии) их необходимо после технологической предварительной обработки (измельчение, сушка) соответствующим образом сформовать (уплотнить), что обеспечит придание древесным отходам приемлемых для твердого топлива физических характеристик. Несмотря на важность технологических операций по предварительной обработке, предшествующих прессованию (измельчение, сушка), именно на стадии уплотнения (прессования) материалов достигаются основные характеристики готового продукта, как топлива - плотность, теплотворная способность, влажность и т.д. Среди существующих технологий получения топлива из растительного сырья, в частности из древесных опилок, некондиционной древесины, отходов деревообработки, путем формования (уплотнения) в настоящее время получили распространение: пеллетирование (гранулирование), брикетирование на прессах и брикетирование экструзионное или шнековое (с использованием шнеков). При этом именно шнековое брикетирование (прессование) является наиболее эффективным и наиболее перспективным. Таким образом, для брикетирования сыпучих материалов типа древесных опилок, некондиционной древесины, отходов деревообработки и т.п. с учетом характеристик исходного сырья и требований,предъявляемым к характеристикам готового продукта - топливных брикетов, традиционно используют шнековые прессы (экструдеры) различных конструкций. Прессуемый материал перемещается шнеком по каналу корпуса пресса (экструдера) под высоким давлением и при нагревании от 250 до 350 С. Получаемые топливные брикеты не включают в себя никаких связующих веществ, кроме натуральных, содержащихся в клетках растительных отходов. Под воздействием рабочей температуры происходит пиролиз(крекинг) древесины, при котором высвобождаются всевозможные смолы, содержащиеся в древесине,которые и выполняют функцию связующих в готовых топливных брикетах. Кроме того, температура,поддерживаемая при прессовании, способствует оплавлению поверхности брикетов, которая благодаря этому становится более прочной, что немаловажно для транспортировки брикета. Однако в процессе прессования и рабочий орган таких прессов - прессующий шнек подвергается воздействию значительных нагрузок (высокая температура, высокое давление, сдвиговые напряжения и т.д.), что значительно сокращает рабочий ресурс прессующего шнека, приводит к необходимости очень частой его замены, а также к возможным поломкам даже до исчерпания расчетного рабочего ресурса. В связи с этим актуальными остаются вопросы повышения надежности шнековых прессов, увеличения их рабочего ресурса. Кроме того, под действием высокой температуры, высокого давления и сдвиговых напряжений прессуемый материал по мере продвижения к выходной фильере (с учетом конструкции традиционно используемых шнековых прессов, а также с учетом уплотнения структуры и изменения характеристик материала), может создавать в канале экструдера пробки из прессуемого материала, которые,в свою очередь, могут приводить к заклиниванию шнека и/или резкому выбросу под высоким давлением горячего пара, сопровождающемуся громким хлопком, а также к снижению качества готовых брикетов за счет образования так называемых паровых карманов и т.п. В какой то мере, но не полностью, и чаще всего по отдельности друг от друга, а не в совокупности,упомянутые выше недостатки преодолены в ряде известных конструкций шнековых прессов. Так известен шнековый пресс для брикетирования древесных отходов, содержащий рабочий орган в виде цилиндрического шнека, заканчивающегося коническим прессующим шнеком с наконечником[1]. Формирование брикета происходит в коаксиальных втулках. Для создания дополнительных усилий наконечник конического прессующего шнека снабжен спиральными витками. За счет уменьшения шага витков и увеличения длины спирали снижается удельное давление на шнек и увеличивается срок его службы, но остается нерешенным вопрос предотвращения возникновения пробок, заклинивания шнека,улучшения качества готовых брикетов. Известен также шнековый пресс, содержащий рабочий орган в виде конического прессующего шнека, хвостовик которого выполнен в виде эллиптического конуса, что обеспечивает беспрепятственный отвод из зоны прессования влаги, выпариваемой из прессуемого материала [2]. Описанный пресс обеспечивает повышение качества готовых брикетов, но не решает вопрос увеличения рабочего ресурса прессующего шнека и повышения надежности шнекового пресса в целом.-1 014047 Известен также шнековый пресс для брикетирования древесных отходов, в средней части прессующего шнека которого по меньшей мере одна впадина между витками шнека имеет обратный конус, а впадины витков после участка с обратным конусом имеют радиус скругления, последовательно увеличивающийся на постоянную величину [3]. За счет описанных особенностей конструкции шнекового пресса в целом и прессующего шнека в частности снижаются остаточные напряжения в брикетах и, как следствие, повышается качество готовых брикетов. Вопросы увеличения рабочего ресурса прессующего шнека и повышения надежности шнекового пресса в целом, а также предотвращения возникновения пробок и заклинивания шнека в этом техническом решении не рассматриваются. Наиболее близким к заявляемому по совокупности существенных признаков является шнековый пресс для прессования брикетов [4], который содержит расположенное на раме загрузочное устройство, к которому присоединен корпус, внутри которого расположены камеры прессования и разгрузки, расположенное вдоль оси камеры прессования приводное шнековое устройство, выполненное в виде последовательно установленных транспортирующего и конического прессующего шнека, причем последний состоит из уплотняющей и формующей частей. На корпусе установлен нагреватель. По образующей конической поверхности камеры прессования расположены пазы, глубина которых уменьшается в сторону камеры разгрузки. Формующая часть конического шнека представляет собой стержень, выполненный коническим и меньшим диаметром, повернутым в сторону камеры разгрузки. Шнековое устройство со стороны привода соединено с резьбовой шпилькой и расположено в камере прессования с возможностью осевого перемещения. Такой пресс также не лишен в полной мере упомянутых выше недостатков. Таким образом, задачей изобретения является разработка конструкции шнекового пресса для прессования растительных материалов, который имел бы более высокие рабочий ресурс, в том числе прессующего шнека, надежность и ремонтопригодность, а также исключал возможность заклинивания прессующего шнека в процессе прессования и неконтролируемого резкого выброса горячего пара из камеры прессования. Кроме того, шнековый пресс должен обеспечивать получение топливных брикетов с более высокими эксплуатационными характеристиками. Топливные брикеты, в частности, должны иметь значительно более высокую плотность и теплоотдачу. При этом качество готовых топливных брикетов не должно зависеть от характеристик и свойств исходного материала, в частности от размера частиц, вида материала и т.д. Поставленная задача решается заявляемым шнековым прессом для изготовления брикетов из растительных материалов, содержащим связанные между собой средство загрузки, корпус, в котором сформированы загрузочная камера и камера прессования, которая снабжена фильерой, загрузочный и конический прессующий шнеки, последовательно связанные и соосно установленные, соответственно, в загрузочной камере и камере прессования, причем образующая поверхность фильеры выполнена конической,прессующий шнек установлен с зазором по отношению к фильере с формированием рабочего сечения,при этом прессующий шнек состоит из уплотняющего и формующего участков. Поставленная задача решается за счет того, что прессующий шнек дополнительно содержит переходной участок, расположенный между уплотняющим участком, на котором расположены витки шнека, и формующим участком,имеющим гладкую коническую поверхность, причем переходной участок имеет вогнуто радиальную форму поверхности радиусом R, загрузочный шнек выполнен коническим, при этом витки загрузочной части шнека имеют одинаковый диаметр, диаметр и шаг витков прессующего шнека выбраны с возможностью изменения площади рабочего сечения по длине прессующего шнека по убывающей гиперболической функции. Как уже упоминалось выше, одной из основных проблем брикетирования является образование пробок, а в результате - достаточно сильные хлопки. В результате исследований и экспериментов автору удалось получить оптимальную зависимость площади рабочего сечения (то есть зазора между прессующим шнеком и фильерами, по которому перемещается рабочее тело) по длине прессующего шнека, которая исключает образование пробок. Так, было установлено, что площадь рабочего сечения по длине прессующего шнека должна изменяться по убывающей гиперболической функции, которая графически изображена на фиг. 1. Безусловно, на практике невозможно получить идеальную зависимость, так как этого не позволяет геометрия шнека. Таким образом, в наиболее предпочтительных формах выполнения заявляемого шнекового пресса площадь рабочего сечения выбирают из условия: где So - площадь сечения готового брикета,a, b - переменные, зависящие от геометрии шнека и сорта опилок, причем 0,1 а 1,0, 1,2b2,0; х - перемещение по оси шнека, 0xL, причем х=0 в начале процесса сжатия, a x=L при завершении процесса сжатия, где L - длина шнека. Пологость или крутизна кривой говорят о степени сжатия опилок. При низкой степени сжатия кривая более пологая, при высокой - наоборот. Также согласно проведенным исследованиям для предпочтительных форм выполнения характер-2 014047 ным является то, что радиус R поверхности переходного участка прессующего шнека выбран из условияR=0,8(R1+R2), где R1 - радиус уплотняющего участка шнека на границе с переходным участком, R2 - радиус формующего участка шнека на границе с переходным участком. Эта особенность конструкции также способствует предотвращению образования пробок и закупориванию, вызывающих выбросы горячего пара и/или нагретых газов и препятствующих их свободной циркуляции. Кроме того, описанные выше конструктивные особенности позволяют изготавливать топливные брикеты из различных пород древесины и т.п. растительного сырья, независимо от свойств и характеристик сырья, в том числе, размера частиц. В заявляемом шнековом прессе рабочее тело (например, древесные опилки) поступает в канал шнека и с учетом конструкции прессующего шнека плавно, без образования пробок и паровых карманов перемещается к фильере и по мере сдавливания и перемещения к экструзионной голове выделяется тепло. Это тепло выделяется как от объмного трения при повышении плотности, так и в результате трения витков шнека по опилкам. Так же дополнительно происходит нагрев по внешней поверхности экструзионной головы. Рабочая температура, измеренная у основания экструзионной головы, составляет 300305 С. С учетом описанной выше конструкции оптимальный процесс движения рабочего тела (например,древесных опилок) достигается за счет механического сдавливания опилок за счт угла захода шнека; трения торцевой поверхности шнека, приводящего к нагреву шнека и древесной массы; уплотнения древесной массы при внешнем давлении; трения уплотннной массы о металлические поверхности экструдера; спекания древесной массы под воздействием внутреннего и внешнего нагрева. Повышение долговечности и надежности пресса в целом и прессующего шнека в частности и повышение качества изготавливаемых топливных брикетов в дополнение к описанным выше конструктивным особенностям пресса еще больше могут быть повышены и простыми инженерными приемами: увеличение рабочей зоны фильеры; увеличение толщины фильеры, и соответственно втулки, что повышает прочность и износостойкость деталей; минимизация зазора при сборке деталей; выполнение окна для выхода пара в корпусе в зоне соединения загрузочного шнека и прессующего шнеков и т.д. Описанные выше и другие достоинства и преимущества заявляемого шнекового пресса более подробно будут рассмотрены далее более подробно на примере одной из возможных, но не ограничивающих форм выполнения со ссылками на позиции чертежей, на которых представлены фиг. 1 - графическое изображение идеальной зависимости изменения рабочего сечения по длине прессующего шнека; фиг. 2 - внешний вид заявляемого шнекового пресса в одной из форм выполнения; фиг. 3 - схематичное изображение шнекового пресса по фиг. 2 в продольном разрезе; фиг. 4 - схематичное изображение фрагмента продольного разреза по фиг. 3 в увеличенном виде; фиг. 5 - изображение внешнего вида конического загрузочного шнека в одной из форм выполнения; фиг. 6 - вид в плане конического загрузочного шнека по фиг. 5; фиг. 7 - вид в плане с местным вырезом прессующего шнека в одной из форм выполнения. На фиг. 1 представлено графическое изображение идеальной зависимости изменения рабочего сечения по длине х прессующего шнека. При этом нулевое значение х соответствует первому витку прессующего шнека со стороны зоны сопряжения прессующего шнека с загрузочным шнеком. Таким образом, по направлению к выходу экструдера по мере изменения характеристик (плотности, пластичности и т.д.) прессуемой массы площадь рабочего сечения в камере прессования уменьшается. На фиг. 2 представлен внешний вид заявляемого шнекового пресса в одной из форм выполнения. Шнековый пресс содержит установленный на раме 1 корпус 2, в котором выполнено загрузочное окно 3,герметично связанное с бункером-накопителем (на чертежах не изображен). В полости корпуса 2 сформированы загрузочная камера 4 и камера 5 прессования (см. фиг. 3 и 4). В загрузочной камере 4 установлен конический загрузочный шнек 6. Загрузочный шнек 6 связан с установленным в камере 5 прессования коническим прессующим шнеком 7. В камере 5 прессования с зазором по отношению к прессующему шнеку установлена также фильера 8. Образующая поверхность фильеры 8 выполнена конической. Шнековый пресс снабжен приводом 9, передающим крутящий момент на загрузочный шнек 6 и далее на прессующий шнек 7. С полостью корпуса 2 прессующего шнека связана цилиндрическая часть 10 корпуса 2, в полости которого размещена формующая втулка 11, связанная с фильерой 8. На цилиндрической части 10 корпуса 2 установлены нагреватели, например керамические тепловые электронагреватели ТЭНы 12. На фиг. 3 схематично в продольном разрезе изображен шнековый пресс по фиг. 2, а на фиг. 4 - в увеличенном виде его фрагмент, на котором более детально представлено взаимное расположение и взаимосвязи основных элементов заявляемого шнекового пресса. Еще более детально конструкция основных рабочих элементов - конического загрузочного шнека 6 и прессующего шнека 7 представлена на фиг. 5 и фиг. 6 (для загрузочного шнека 6) и фиг. 7 (для прессующего шнека 7). Так, в частности, загрузочный шнек 6 включает корпус 13 конической, сужающейся по направле-3 014047 нию к зоне сопряжения с прессующим шнеком 7 формы, на котором выполнены витки 14 шнека, имеющие одинаковый диаметр D. Корпус 13 загрузочного шнека 6 со стороны привода 9 снабжен выполненным в виде цилиндрического выступа 15 элементом сопряжения с приводом. Для сопряжения с осевым элементом 16 привода 9 корпус 13 загрузочного шнека 6 снабжен сквозным осевым отверстием 17. Причем со стороны прессующего шнека 7 в сквозном осевом отверстии 17 выполнен уступ 18 для сопряжения с прессующим шнеком 7. Прессующий шнек 7 содержит уплотняющий 19, формующий 20 и переходной 21 участки. Переходной участок 21 расположен между уплотняющим участком 19, на котором расположены витки шнека 22, и формующим участком 20, имеющим гладкую коническую поверхность. Переходной участок 21 имеет вогнуто радиальную форму поверхности радиусом R. Прессующий шнек 7 в направлении продольной оси также содержит элемент сопряжения с загрузочным шнеком 6, выполненный в виде цилиндрического выступа 23, диаметр которого выбран с возможностью установки в сквозное осевое отверстие 17 загрузочного шнека с опорой на уступ 18. В цилиндрическом выступе 23 выполнена цилиндрическая выемка 24 для сопряжения с осевым элементом 16 привода 9. Радиус R поверхности переходного участка 21 прессующего шнека 7 выбран из условия R=0,8(R1+R2), где R1 - радиус уплотняющего участка 19 прессующего шнека 7 на границе с переходным участком 21, R2 - радиус формующего участка 20 прессующего шнека 7 на границе с переходным участком 21. Заявляемый шнековый пресс работает следующим образом. Из бункера-накопителя (на чертежах не изображен) через выполненное в корпусе 2 загрузочное окно 3 прессуемый материал, например древесные опилки, подают в загрузочную камеру 4. Крутящий момент передается на загрузочный шнек 6 и соответственно на прессующий шнек 7 приводом 9. Подача опилок осуществляется загрузочным шнеком 6 и первым (передним) витком 22 прессующего шнека 7. Передний виток 22 прессующего шнека 7 уплотняет опилки таким давлением, которое по всему сечению камеры 5 прессования создает силу, достаточную для дальнейшего движения уплотненной массы. Как уже упоминалось, давление,развиваемое прессующим шнеком 7, создается крутящим моментом привода 9. Уплотненная масса перемещается витками 22 уплотняющего участка 19 прессующего шнека 7,проталкиваясь ими в достаточно ограниченном с определенным рабочим сечением свободном объеме камеры 5 прессования между прессующим шнеком 7 на уплотняющем участке 19 и конической поверхностью фильеры 8. За счет наличия переходного участка 21 радиально вогнутой формы между уплотняющим участком 19 и формующим участком 20, происходит более плавное по сравнению с известными конструкциями увеличение рабочего объема камеры. Благодаря отсутствию резких переходов и угловых сопряжений между участками, а также с учетом правильного подбора принципа изменения рабочего сечения, прессуемая масса плавно перемещается с уплотняющего участка 19 на формующий участок прессующего шнека 7, не образует пробок и обеспечивает свободную циркуляцию нагретых газов, в частности горячего пара, непрерывно образующегося в результате выпаривания влаги из прессуемого материала. Окончательная форма заготовки топливных брикетов в виде жгута определенного сечения задается посредством формующих втулок 11, установленных в цилиндрической части 10 корпуса 2. Для получения отдельных топливных брикетов заготовку после выхода ее из шнекового пресса нарезают соответствующими устройствами, известными специалистам в данной области. В шнековом прессе рабочее тело (древесные опилки) поступает загрузочную камеру 4, в камеру прессования 5 и через фильеру 8 и формующую втулку 11, установленную в цилиндрической части 10 корпуса 2, и по мере сдавливания и перемещения к выходу выделяется тепло. Это тепло выделяется как от объмного трения при повышении плотности, так и в результате трения витков 14, загрузочного шнека 6 и витков 22 прессующего шнека 7 и т.д. по опилкам (прессуемой массе). Так же дополнительно происходит нагрев по внешней поверхности цилиндрической части 10 корпуса 2 за счет установленных там ТЭНов 12. Рабочая температура, измеренная у основания цилиндрической части 10 корпуса 2, для представленной на чертежах формы выполнения составляет 300-305 С. При прессовании в указанных температурных режимах, а также с учетом давлений и сдвиговых напряжений, создаваемых в камере 5 прессования, стружка превращается в аморфную массу. При продвижении прессуемой массы к выходу из шнекового пресса происходит обжиг поверхности сформованной массы, в результате чего создается поверхность цвета черного хлеба, которая упрочняет поверхность и повышается стойкость к влаге. Технологией брикетирования не предусматривается введение каких-либо связующих добавок. Так как под воздействием рабочей температуры происходит пиролиз (крекинг) древесины, при котором высвобождаются всевозможные смолы, содержащиеся в древесине. Предложенная конструкция шнекового пресса может быть использована для брикетирования растительных материалов с частицами любого размера. Так, при мелкой фракции опилок (в зависимости от породы дерева) в шнековых прессах известных конструкций может быть недостаточно осевого усилия прессующего шнека, чтобы провести формирование брикета и прессующий шнек заклинивает. Предложенная в данном изобретении конструкция прессующего шнека позволяет изменять объем прессуемых опилок. Сделать это можно, например, осевым перемещением фильер 8 относительно прессующего шнека 7 шнека или осевым перемещением загрузочного 6 и прессующего 7 шнеков. В конструкциях, изго-4 014047 товленных в соответствии с изобретением, это достигается, в частности, путем установки шайб под загрузочный шнек 6 в зоне его сопряжения с приводом 9, перемещая его, таким образом, в направлении фильеры 8. Прессующий шнек 7 и загрузочный шнек 6 связаны между собой разъемно, что обеспечивает возможность замены прессующего шнека, исчерпавшего свой рабочий ресурс. По результатам практической работы заявляемого шнекового пресса установлено, что замена прессующего шнека (в том числе, путем восстановления изношенной рабочей поверхности методом наплавки) производится после выпуска 60100 т готовой продукции. Испытания топливных брикетов, полученных на заявляемом шнековом прессе для прессования растительных материалов, показали, что выделение CO2 при их сжигании в 30 раз ниже, чем при сжигании кокса и в 50 раз ниже, чем при сжигании угля. При этом при теплоотдаче брикетов, изготовленных, в частности, из древесных опилок, равной 4400 ккал и сравнимой с традиционными видами твердого топлива, при их сгорании образуется только около 0,5-1% золы (при сгорании бурого угля - около 40%, при сгорании черного угля - около 20%). Благодаря равномерной структуре (в частности, плотности) и низкой влажности брикетов, при сгорании они обеспечивают выделение тепла на постоянном уровне (постоянную температуру) на протяжении около 4 ч. Благодаря своим характеристикам топливные брикеты, полученные на заявляемом шнековом прессе для прессования растительных материалов, могут найти широкое применение и могут использоваться для сжигания во всех видах топок, котлов центрального отопления, каминов, печей, грилей и т.п., практически, без выделения в окружающую среду вредных веществ. Литература 1. Авт.св. SU1576330 А 1, опубл. 07.07.1990 2. Авт.св. SU1629191 А 1, опубл. 23.02.1991 3. Авт.св. SU1152778 А 1, опубл. 30.04.1985 4. Патент UA4931 U, опубл. 15.02.2005 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Шнековый пресс для прессования брикетов, содержащий связанные между собой средство загрузки, корпус, в котором сформированы загрузочная камера и камера прессования, которая снабжена фильерой, загрузочный и конический прессующий шнеки, последовательно связанные и соосно установленные соответственно в загрузочной камере и камере прессования, причем образующая поверхность фильеры выполнена конической, прессующий шнек установлен с зазором по отношению к стенке камеры прессования с формированием рабочего сечения, при этом прессующий шнек состоит из уплотняющего и формующего участков, отличающийся тем, что прессующий шнек дополнительно содержит переходной участок, расположенный между уплотняющим участком, на котором расположены витки шнека, и формующим участком, выполненным в виде гладкой конической поверхности, причем переходной участок имеет вогнуто-радиальную форму поверхности радиусом R, загрузочный шнек выполнен коническим, при этом витки загрузочной части шнека имеют одинаковый диаметр, диаметр и шаг витков прессующего шнека выбраны с возможностью изменения площади рабочего сечения по длине прессующего шнека по убывающей гиперболической функции. 2. Пресс по п.1, отличающийся тем, что площадь рабочего сечения шнека выбирают из условия где So - площадь сечения готового брикета,a, b - переменные, зависящие от геометрии шнека и сорта опилок, 0,1 а 1,0; 1,2b2,0;x - перемещение по оси шнека, 0xL, причем х=0 в начале процесса сжатия, a x=L при завершении процесса сжатия, где L - длина шнека. 3. Пресс по п.1, отличающийся тем, что радиус R поверхности переходного участка прессующего шнека выбран из условия R=0,8(R1+R2), где R1 - радиус уплотняющего участка шнека на границе с переходным участком, R2 - радиус формующего участка шнека на границе с переходным участком.
МПК / Метки
МПК: B27N 3/08, B30B 11/12
Метки: пресс, изготовления, брикетов, растительных, материалов, шнековый
Код ссылки
<a href="https://eas.patents.su/8-14047-shnekovyjj-press-dlya-izgotovleniya-briketov-iz-rastitelnyh-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Шнековый пресс для изготовления брикетов из растительных материалов</a>
Линия для производства топливных брикетов
Номер патента: 11336
Опубликовано: 27.02.2009
Авторы: Мосесов Заур Владимирович, Переславцев Эдуард Борисович
МПК: C10L 5/44
Метки: производства, линия, брикетов, топливных
Формула / Реферат:
1. Линия для производства топливных брикетов, включающая последовательно установленные транспортер загрузки сырья, горизонтально ориентированное устройство сушки сырья барабанного типа с выполненными в корпусе загрузочным и выгрузочным окнами и входным и выходным отверстиями, соответственно, для подачи и отвода газообразной среды, причем загрузочное окно выполнено в верхней части корпуса, при этом полость устройства сушки сырья связана с...
Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Похолков Юрий Петрович, Двилис Эдгар Сергеевич, Хасанов Олег Леонидович, Соколов Виталий Михайлович
МПК: B22F 3/03, B30B 15/02, B22F 3/02...
Метки: порошковых, прессования, способ, материалов, осуществления, пресс-форма, изделий
Формула / Реферат:
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих...
Способ обработки озоном растительных материалов
Номер патента: 7453
Опубликовано: 27.10.2006
Авторы: Бэлли Ален, Кост Кристиан, Дюбуа Мишель
МПК: B02B 1/04, A23L 1/16, A23L 1/10...
Метки: способ, растительных, материалов, озоном, обработки
Формула / Реферат:
1. Способ обработки немолотого растительного зернового материала, включающий, по меньшей мере, следующие стадии: а) предварительное увлажнение растительного материала посредством добавления определенного объема воды; б) фазу покоя увлажненного растительного материала; в) воздействие на растительный материал озона, и характеризующийся тем, что фаза покоя имеет продолжительность, большую или равную 24 ч, обработка озоном производится с...
Способ изготовления деревянных щитов и пресс для его осуществления
Номер патента: 11436
Опубликовано: 27.02.2009
Автор: Кочаров Артур Робертович
МПК: B27M 3/04, E04F 15/04
Метки: способ, изготовления, осуществления, деревянных, щитов, пресс
Формула / Реферат:
1. Способ изготовления деревянных щитов, включающий предварительную нарезку брусков в форме прямоугольных параллелепипедов одинаковых габаритных размеров с шириной, равной толщине изготавливаемого щита, нанесение на их противоположные стороны большей площади клеящего состава, отверждающегося в естественных условиях, последующее формирование щита на гладкой жесткой поверхности укладыванием брусков на длине, равной ширине изготавливаемого щита, в...
Способ изготовления прямоугольных мозаичных паркетных блоков и пресс для его осуществления
Номер патента: 11435
Опубликовано: 27.02.2009
Автор: Кочаров Артур Робертович
МПК: E04F 15/04
Метки: прямоугольных, мозаичных, пресс, паркетных, блоков, изготовления, осуществления, способ
Формула / Реферат:
1. Способ изготовления прямоугольных мозаичных паркетных блоков, включающий предварительное изготовление заготовок, конфигурация которых позволяет сложить прямоугольный мозаичный паркетный блок, формирование на гладкой жесткой поверхности паркетного блока укладыванием заготовок с предварительным нанесением на их боковые сопрягаемые между собой стороны клеящего состава, отверждающегося в естественных условиях, обжим паркетного блока по двум...
Предыдущий патент: Объемная роторная машина с бисферной камерой
Следующий патент: Способ заполнения вспененной смесью полости в металлической пресс-форме и устройство для формования формованного изделия
Случайный патент: Устройство и способ осушения шламов