Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Соколов Виталий Михайлович, Двилис Эдгар Сергеевич, Хасанов Олег Леонидович, Похолков Юрий Петрович
Формула / Реферат
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что
помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы,
осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих элементов пресс-формы порошковому материалу через активные формообразующие поверхности,
и формируют поверхности изделия из порошкового материала, параллельные оси прессования, посредством пассивных формообразующих поверхностей сплошных или составных формообразующих элементов пресс-формы,
отличающийся тем, что при формировании поверхностей изделия из порошкового материала, параллельных оси прессования, используют части по меньшей мере одной пассивной формообразующей поверхности, находящиеся на сплошных или составных формообразующих элементах, разделенных вдоль оси прессования,
перемещают формообразующие элементы пресс-формы так, что по меньшей мере одну непрерывную поверхность изделия из порошкового материала, параллельную оси прессования, формируют посредством указанных частей по меньшей мере одной пассивной формообразующей поверхности, разделенной вдоль оси прессования, которые принадлежат различным формообразующим элементам, при этом различные формообразующие элементы перемещают в противоположных направлениях.
2. Способ прессования по п.1, отличающийся тем, что прессование осуществляют посредством встречного перемещения сплошных или составных формообразующих элементов вдоль прямолинейной оси прессования.
3. Способ прессования по п.1, отличающийся тем, что прессование осуществляют посредством встречного перемещения сплошных или составных формообразующих элементов вдоль криволинейной оси прессования.
4. Способ прессования по п.3, отличающийся тем, что в качестве криволинейной оси прессования используют дугу окружности.
5. Способ прессования по п.3, отличающийся тем, что в качестве криволинейной оси прессования используют элемент винтовой линии с постоянным или переменным шагом.
6. Способ прессования по п.1, отличающийся тем, что при прессовании изделий из порошковых материалов к сплошным или составным формообразующим элементам пресс-формы прикладывают механические колебания.
7. Способ прессования по п.6, отличающийся тем, что используют механические колебания ультразвукового диапазона частот.
8. Способ прессования по п.6, отличающийся тем, что прикладывают механические колебания к сплошным или составным формообразующим элементам пресс-формы, содержащим большую часть пассивной формообразующей поверхности.
9. Способ прессования по п.1, отличающийся тем, что при прессовании изделий с внутренней полостью или с развитой поверхностью используют формообразующие элементы, у которых разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна.
10. Пресс-форма для прессования изделий из порошковых материалов, содержащая два сплошных или составных формообразующих элемента, предназначенных для формирования формообразующей полости, ограниченной активными и пассивными формообразующими поверхностями, и размещенных с возможностью взаимного перемещения вдоль оси прессования, при этом передача усилия прессования от формообразующих элементов к порошковому материалу осуществляется через активные формообразующие поверхности, а пассивные формообразующие поверхности предназначены для формирования поверхностей изделия из порошкового материала, параллельных оси прессования, отличающаяся тем, что сплошные или составные формообразующие элементы пресс-формы, разделенные вдоль оси прессования, содержат часть по меньшей мере одной непрерывной пассивной формообразующей поверхности, разделенной вдоль оси прессования, при этом на каждом из формообразующих элементов расположены по меньшей мере одна часть по меньшей мере одной непрерывной пассивной формообразующей поверхности, разделенной вдоль оси прессования и предназначенной для формирования поверхностей изделия из порошкового материала, параллельных оси прессования, и часть по меньшей мере одной активной формообразующей поверхности, предназначенной для передачи усилия прессования.
11. Пресс-форма по п.10, отличающаяся тем, что каждый из сплошных или составных формообразующих элементов пресс-формы содержит части пассивных и части активных формообразующих поверхностей, ограничивающих множество полостей, предназначенных для прессования множества изделий из порошкового материала.
12. Пресс-форма по п.11, отличающаяся тем, что множество изделий из порошкового материала имеют одинаковую форму.
13. Пресс-форма по п.11, отличающаяся тем, что множество изделий из порошкового материала имеют различную форму.
14. Пресс-форма по п.11, отличающаяся тем, что на торце по меньшей мере одного из сплошных или составных формообразующих элементов выполнена по меньшей мере одна проточка для загрузки порошкового материала по меньшей мере в одну формообразующую полость пресс-формы.
15. Пресс-форма по п.11, отличающаяся тем, что формообразующие элементы выполнены с возможностью их взаимного перемещения в противоположных направлениях вдоль оси прессования.
16. Пресс-форма по п.15, отличающаяся тем, что ось прессования выбрана из группы, состоящей из прямолинейной оси прессования, криволинейной оси прессования и дуги окружности и элемента винтовой линии с постоянным или переменным шагом.
17. Пресс-форма по п.10, отличающаяся тем, что дополнительно содержит средство для предотвращения неосевого перемещения сплошных или составных формообразующих элементов.
18. Пресс-форма по п.17, отличающаяся тем, что в качестве средства для предотвращения неосевого перемещения сплошных или составных формообразующих элементов использован конструктивный элемент, выбранный из группы, состоящей из бандажа, обоймы, шарнира общей оси взаимного перемещения формообразующих элементов, шлицевого зацепления сплошных или составных формообразующих элементов друг с другом, байонетного зацепления сплошных или составных формообразующих элементов, эластичной оболочки.
19. Пресс-форма по п.17, отличающаяся тем, что в качестве средства для предотвращения неосевого перемещения сплошных или составных формообразующих элементов использован по меньшей мере один из сплошных или составных формообразующих элементов.
20. Пресс-форма по п.10, отличающаяся тем, что на сплошных или составных формообразующих элементах выполнена по меньшей мере одна проточка для образования дополнительной полости, предназначенной для сбора газа или жидкости, вытесняемых при прессовании порошкового материала.
21. Пресс-форма по п.20, отличающаяся тем, что дополнительная полость выполнена с возможностью увеличения ее объема при взаимном перемещении сплошных или составных формообразующих элементов пресс-формы.
22. Пресс-форма по п.10, отличающаяся тем, что количество составных частей формообразующих элементов пресс-формы соответствует количеству впадин/выступов прессуемого изделия из порошкового материала.
23. Пресс-форма по п.10, отличающаяся тем, что для прессования изделий с внутренней полостью или с развитой поверхностью формообразующие элементы пресс-формы выполнены так, что разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна.

Текст
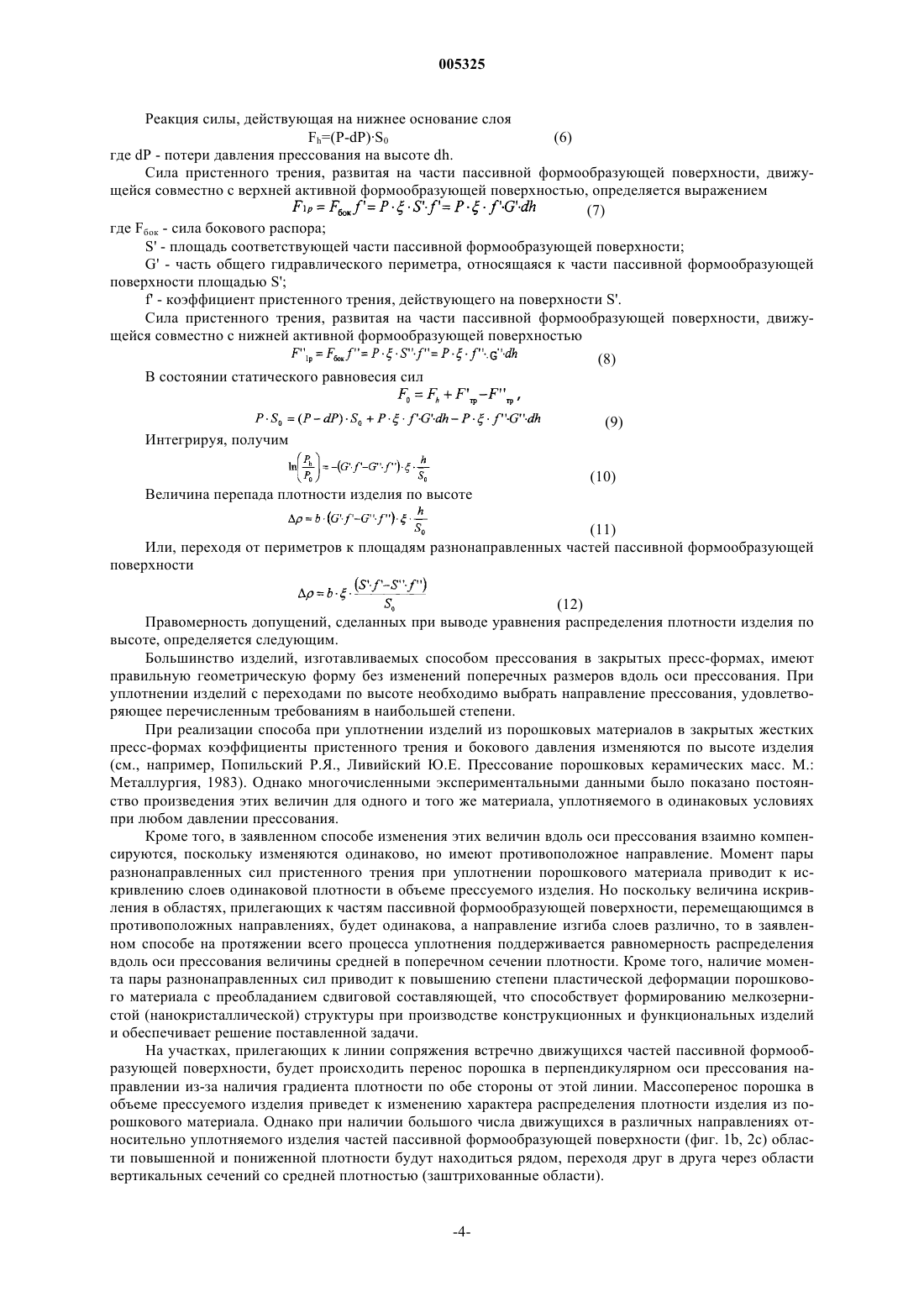
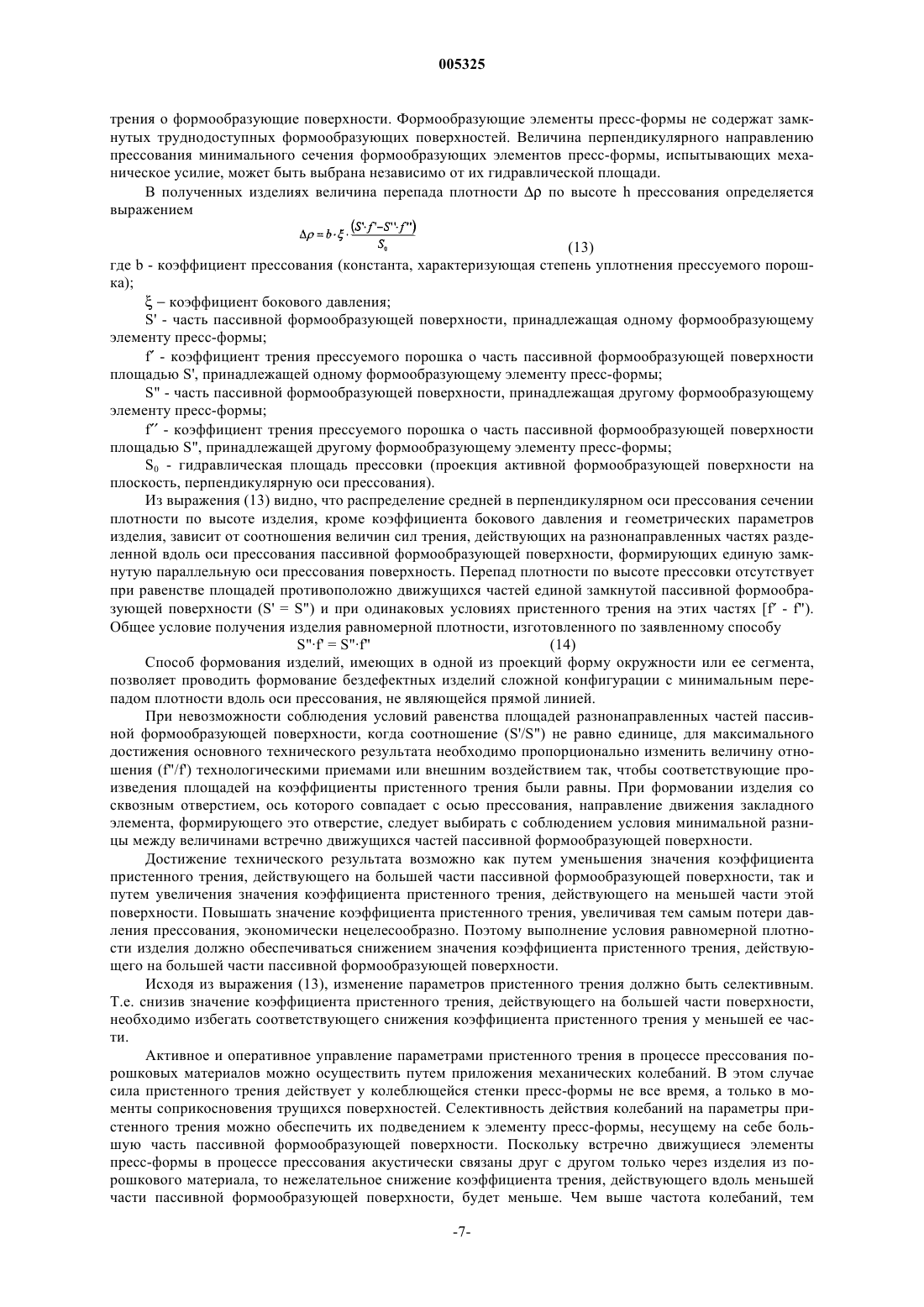
005325 Настоящее изобретение относится к порошковой металлургии, а более точно - к способу прессования изделий из порошковых материалов и пресс-форме для его реализации, и может быть использовано в различных отраслях промышленности. Известен способ одноосного одностороннего прессования порошковых материалов в закрытых пресс-формах (см., например, Порошковая металлургия. Материалы, технология, свойства, области применения. Федорченко И.М., Францевич И.Н., Радомысельский И.Д. и др., Киев: Наукова думка, 1985),состоящих из матрицы, содержащей пассивную, не обеспечивающую передачу усилия прессования прессуемому порошку формообразующую поверхность, и пуансонов, содержащих способные передавать усилие прессования прессуемому порошку формообразующие поверхности. Прессование осуществляют посредством передачи усилия прессования порошку через активную формообразующую поверхность одного из пуансонов. Известный способ обеспечивает изготовление деталей I и II групп сложности с величиной фактора формы, близкой к единице. При изготовлении этим способом деталей III группы сложности для снижения величины перепада плотности по высоте изделия в два раза по сравнению с односторонней схемой прессования реализуют двустороннюю схему одноосного прессования. Для обеспечения тех же условий в изделиях IV-VII групп сложности, имеющих различные переходы по высоте, применяют составные пуансоны с независимо перемещающимися элементами и специализированные многоходовые прессы с синхронизацией и регулированием рабочего хода их элементов. Основным недостатком известного способа является то, что распределение средней плотности изделия из порошкового материала в сечении, перпендикулярном оси прессования, по его высоте и по его объему во всех схемах прессования имеет явно выраженный неравномерный характер с изгибом слоев одинаковой плотности в направлении движения прессующего пуансона (Штерн М.Б., Сердюк Г.Г., Максименко Л.А., Трухан Ю.В., Шуляков Ю.М. Феноменологические теории прессования порошков. - Киев: Наукова думка, 1982). В условиях серийного производства изделий из порошковых материалов I, II, III групп сложности используются многоместные пресс-формы, трудоемкость изготовления многократно возрастает, так как количество формообразующих элементов (пуансоны и полости многоместной матрицы) соответствует прессуемому за один раз количеству изделий. При формовании изделий сложной формы с развитой поверхностью и для устранения разрушающего влияния упругого последействия применяют разъемные матрицы (Клячко Л.И., Уманский A.M., Бобров В.Н. Оборудование и оснастка для формования порошковых материалов. М.: Металлургия, 1986), что увеличивает количество элементов пресс-формы, усложняет процесс ее изготовления и эксплуатации, но не решает проблемы получения приемлемой одинаковой плотности прессовок по высоте. Ближайшим техническим решением является способ прессования втулок со встречным перемещением матрицы и закладного стержня, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих элементов пресс-формы порошковому материалу через активные формообразующие поверхности и формируют поверхности изделия из порошкового материала, параллельные оси прессования, посредством пассивных формообразующих поверхностей сплошных или составных формообразующих элементов пресс-формы (см., например, Попильский Р.Я., Ливинский Ю.Е. Прессование порошковых керамических масс. М.: Металлургия, 1983). В указанном способе пассивными формообразующими поверхностями, расположенными на матрице и закладном стержне, формируются наружная и внутренняя боковые поверхности изделия, а активными формообразующими поверхностями, расположенными на пуансонах, формируются торцевые поверхности изделия. Осуществляется совместное встречное перемещение жестко связанных матрицы с одним прессующим пуансоном и стержня с другим прессующим пуансоном и передача усилия прессования через активные формообразующие поверхности. Такая схема позволяет получать изделия в форме втулки с более равномерным распределением плотности по высоте изделия. При одинаковых условиях трения на обеих пассивных формообразующих поверхностях, ограничивающих внутреннюю и наружную боковые поверхности изделия при его прессовании со встречным перемещением матрицы и закладного стержня, перепад средней плотности в перпендикулярном оси прессования сечении по ее высоте не может быть равным нулю, поскольку определяется разницей в площадях противостоящих боковых поверхностей - наружной и внутренней. Перепад средних в поперечном сечении величин осевого давления Р и плотности порошкового телапо его высоте при прессовании втулки со встречным перемещением матрицы и стержня зависит от коэффициентов пристенного трения f и бокового давления , высоты изделия h и величины наружного r1 и внутреннего r2 радиусов уплотняемой втулки(2) где Рсреднее по высоте изделия боковое давление. Способ прессования втулок со встречным перемещением матрицы и закладного стержня имеет существенный недостаток. При формовании изделия в виде втулки получение равномерного распределения плотности по высоте изделия невозможно, так как площади его боковых поверхностей (наружной и внутренней) не могут быть равны. При прессовании трудноформуемых порошков это является причиной расслаивания длинномерных изделий, приводит к их неравномерной усадке и недопустимым изменениям формы при последующем спекании. Следует отметить, что современные условия повышенного требования к чистоте материалов порошковой технологии, ее удешевлению и упрощению операций подготовки не позволяют применять смазки при изготовлении ответственных деталей. Кроме того, снижение параметров пристенного трения технологическими смазками не позволяет соблюсти условие равной плотности. Различие соотношения площадей встречно движущихся частей пассивной формообразующей поверхности приведет к необходимости подбора состава смазки, уменьшающей коэффициент пристенного трения пропорционально этому соотношению. Известна пресс-форма для одноосного прессования порошковых изделий в закрытом объеме, состоящая из трех формообразующих элементов: матрицы и двух пуансонов. Пуансоны непосредственно воспринимают усилие прессования сечением, повторяющим форму торцевых поверхностей изделия, которые они формируют своими активными формообразующими поверхностями, а матрица ограничивает боковую, параллельную оси прессования поверхность изделия и воспринимает усилие бокового давления со стороны прессуемого порошка своей пассивной формообразующей поверхностью (Федорченко И.М.,Францевич И.Н., Радомысельский И.Д. и др. Порошковая металлургия. Материалы, технология, свойства, области применения. Киев: Наукова думка, 1985). Сечение формообразующего элемента пресс-формы, воспринимающего усилие прессования, зависит от гидравлической площади порошкового изделия. Это повышает требования к качеству материала пресс-формы и ее обработки, уменьшает срок ее службы и существенно ограничивает допустимый диапазон давлений прессования, особенно для изделий, имеющих малое сечение в направлении оси прессования. Наличие на элементах пресс-формы замкнутых пассивных формообразующих поверхностей, прямой доступ к которым затруднен и к качеству которых предъявляются повышенные требования, усложняет их обработку в процессе изготовления, обслуживание в процессе эксплуатации пресс-форм. При изготовлении в известной пресс-форме длинномерных изделий из пластичных порошков,склонных к запрессовке воздуха, или из порошков с большим содержанием жидкости или технологической связки удаление их из замкнутого объема полости матрицы в процессе прессования затруднено. Ближайшим техническим решением устройства для реализации заявленного способа является пресс-форма для прессования порошковых изделий в форме втулки, которая содержит два сплошных или составных формообразующих элемента, предназначенных для формирования формообразующей полости, ограниченной активными и пассивными формообразующими поверхностями, и размещенных с возможностью взаимного перемещения вдоль оси прессования, при этом передача усилия прессования от формообразующих элементов к порошковому материалу осуществляется через активные формообразующие поверхности, а пассивные формообразующие поверхности предназначены для формирования поверхностей изделия из порошкового материала, параллельных оси прессования (см., например, Федорченко И.М., Францевич И.Н., Радомысельский И.Д. и др. Порошковая металлургия. Материалы, технология, свойства, области применения.- Киев: Наукова думка, 1985). В случае монолитного объединения одного пуансона и закладного стержня в одном формообразующем элементе, а другого пуансона с матрицей в другом формообразующем элементе, такая прессформа обеспечивает некоторое расширение допустимого диапазона давлений прессования. Жесткое соединение матрицы и одного из пуансонов значительно затрудняет или делает невозможным извлечение спрессованного изделия. Кроме того, в этом устройстве имеется конструктивное ограничение для увеличения воспринимающего усилие прессования сечения пуансона за счет его объединения с закладным стержнем. Поэтому фактический выигрыш в расширении диапазона давления прессования не является существенным. Аналитическое обоснование заявленного способа прессования и вывод выражения для перепада плотности по высоте порошкового изделия, изготовленного заявленным способом. На фиг. 1a, b, с представлены пресс-формы для одноосного одностороннего прессования цилиндрического изделия из порошковых материалов. На фиг. 2 а, b, с представлены соответствующие схемы уплотнения порошкового изделия. Жирными линиями обозначены места подвижного в процессе уплотнения сочленения частей общей формообразующей поверхности.-2 005325 На фиг. 1 а представлена известная пресс-форма для осуществления известного способа одноосного одностороннего прессования цилиндрического изделия из порошкового материала, содержащая первый формообразующий элемент 1, имеющий активную формообразующую поверхность 2, и второй формообразующий элемент 3, имеющий пассивную формообразующую поверхность 4, которые формируют формообразующую полость 5. На фиг. 2 а представлена схема уплотнения цилиндрического тела из порошкового материала. На участке изделия из порошкового материала, прилегающем к линии 6 (фиг. 1 а) подвижного сочленения активной формообразующей поверхности 2 формообразующего элемента 1 и пассивной формообразующей поверхности 4, т.е. по контуру окружности А', В', С, D' (фиг. 2 а), величина перемещения порошка относительно пассивной формообразующей поверхности, силы пристенного трения и степень уплотнения имеют наибольшие значения. А в местах неподвижного сочленения, т.е. по контуру окружности А, В, С, D, перемещение и силы пристенного трения близки к нулю, и, соответственно, степень уплотнения порошка минимальна (см., например, Штерн М.Б. и др. Феноменологические теории прессования порошков.- Киев: Наукова думка, 1982, стр. 140). На половине расстояния между подвижной и неподвижной активными формообразующими поверхностями, т.е. по контуру а, b, b, d, указанные величины имеют средние значения. При этом величина средней плотности в сечении а, b, с, d является средней плотностью по всему объему прессуемого изделия. Распределение плотности порошкового тела по его высоте зависит от соотношения высоты и диаметра изделия и может быть равномерным только в случае достижения 100% уплотнения. Из теории прессования порошковых материалов в закрытых пресс-формах (см., например, Попильский Р.Я. и др. Прессование порошковых керамических масс. - М.: Металлургия, 1983) известно, что за счет пристенного трения перепады плотностипо высоте прессуемого изделия в центральной части(фиг. 2 а, b) вдоль оси ЕеЕ' всегда меньше, чем у стенок вдоль линии АаА', а величина средней плотностивдоль любой ее вертикали одинакова в любой момент прессования(4) На фиг. 1 а представлена пресс-форма для прессования изделий из порошковых материалов. В схеме прессования цилиндрического изделия из порошкового материала согласно заявленному способу (фиг. 2b) в области изделия из порошкового материала, прилегающей к линии подвижного сочленения встречно движущихся частей пассивной формообразующей поверхности А'А и С'С, слева от этой линии в области точек А и С вертикальное перемещение порошка относительно пассивной формообразующей поверхности и силы пристенного трения близки к нулю, а справа от этих точек указанные величины максимальны. В окрестностях точек А' и С' картина меняется на обратную: слева от этих точек указанные величины максимальны, а справа -минимальны. Таким образом, в любых точках прессуемого изделия из порошкового материала, прилегающих к линиям А'А и СС, величины смещения сил пристенного трения (с учетом знака) и степени уплотнения будут равны среднему значению между соответствующими величинами по разные стороны от линий сопряжения. Следовательно, степень уплотнения порошка в области, расположенной вдоль линии сопряжения частей пассивной формообразующей поверхности А'А и С'С, будет одинакова. В соответствии с соотношениями (3) и (4) в любой точке плоскости сечения изделия из порошкового материала (заштрихованная область А'АСС'), проходящей через симметричные относительно центральной оси прессования линии сопряжения частей пассивной формообразующей поверхности А'А и С'С, степень уплотнения, а следовательно, и плотность изделия будет одинакова и равна среднему по объему изделия значению. В плоскостях сечений, равноудаленных от областей сопряжения частей пассивной формообразующей поверхности - плоскость BB'D'D (фиг. 2b), распределение плотности должно подчиняться классическим представлениям с инверсией параметров в области оси симметрии прессуемого изделия Е'Е, вдоль которой плотность постоянна. Таким образом, в точках В' и D будет происходить интенсивное уплотнение порошка, а в точках В и D' степень уплотнения будет минимальной. Рассмотрим соотношение сил, действующих в элементарном слое (фиг. 3) высотой dh изделия из порошкового материала, прессуемого заявленным способом, противоположные боковые поверхности которого формируются встречно движущимися частями разделенной вдоль оси прессования непрерывной пассивной формообразующей поверхности пресс-формы. Примем следующие допущения: величины гидравлической площади прессуемого изделия S0 и общего гидравлического периметра G (равного сумме встречно движущихся частей этого периметра G' и G"), коэффициентов пристенного трения f ' и f " и бокового давленияпостоянны по высоте; моментом пары сил F'1 р и F"1p можно пренебречь; изменение давления, обусловленное массопереносом порошка в направлении, перпендикулярном оси прессования,отсутствует. Сила, действующая на верхнее основание слоя толщиной dh-3 005325 Реакция силы, действующая на нижнее основание слоя(6) где dP - потери давления прессования на высоте dh. Сила пристенного трения, развитая на части пассивной формообразующей поверхности, движущейся совместно с верхней активной формообразующей поверхностью, определяется выражениемS' - площадь соответствующей части пассивной формообразующей поверхности;G' - часть общего гидравлического периметра, относящаяся к части пассивной формообразующей поверхности площадью S';f' - коэффициент пристенного трения, действующего на поверхности S'. Сила пристенного трения, развитая на части пассивной формообразующей поверхности, движущейся совместно с нижней активной формообразующей поверхностью(8) В состоянии статического равновесия сил(10) Величина перепада плотности изделия по высоте(11) Или, переходя от периметров к площадям разнонаправленных частей пассивной формообразующей поверхности(12) Правомерность допущений, сделанных при выводе уравнения распределения плотности изделия по высоте, определяется следующим. Большинство изделий, изготавливаемых способом прессования в закрытых пресс-формах, имеют правильную геометрическую форму без изменений поперечных размеров вдоль оси прессования. При уплотнении изделий с переходами по высоте необходимо выбрать направление прессования, удовлетворяющее перечисленным требованиям в наибольшей степени. При реализации способа при уплотнении изделий из порошковых материалов в закрытых жестких пресс-формах коэффициенты пристенного трения и бокового давления изменяются по высоте изделия(см., например, Попильский Р.Я., Ливийский Ю.Е. Прессование порошковых керамических масс. М.: Металлургия, 1983). Однако многочисленными экспериментальными данными было показано постоянство произведения этих величин для одного и того же материала, уплотняемого в одинаковых условиях при любом давлении прессования. Кроме того, в заявленном способе изменения этих величин вдоль оси прессования взаимно компенсируются, поскольку изменяются одинаково, но имеют противоположное направление. Момент пары разнонаправленных сил пристенного трения при уплотнении порошкового материала приводит к искривлению слоев одинаковой плотности в объеме прессуемого изделия. Но поскольку величина искривления в областях, прилегающих к частям пассивной формообразующей поверхности, перемещающимся в противоположных направлениях, будет одинакова, а направление изгиба слоев различно, то в заявленном способе на протяжении всего процесса уплотнения поддерживается равномерность распределения вдоль оси прессования величины средней в поперечном сечении плотности. Кроме того, наличие момента пары разнонаправленных сил приводит к повышению степени пластической деформации порошкового материала с преобладанием сдвиговой составляющей, что способствует формированию мелкозернистой (нанокристаллической) структуры при производстве конструкционных и функциональных изделий и обеспечивает решение поставленной задачи. На участках, прилегающих к линии сопряжения встречно движущихся частей пассивной формообразующей поверхности, будет происходить перенос порошка в перпендикулярном оси прессования направлении из-за наличия градиента плотности по обе стороны от этой линии. Массоперенос порошка в объеме прессуемого изделия приведет к изменению характера распределения плотности изделия из порошкового материала. Однако при наличии большого числа движущихся в различных направлениях относительно уплотняемого изделия частей пассивной формообразующей поверхности (фиг. 1b, 2 с) области повышенной и пониженной плотности будут находиться рядом, переходя друг в друга через области вертикальных сечений со средней плотностью (заштрихованные области).-4 005325 Чем ближе будут расположены области с различным характером уплотнения (чем чаще они будут чередоваться), тем легче будет происходить массоперенос между этими областями и тем более интенсивной будет сдвиговая составляющая деформации порошкового материала. Кроме того, перераспределение уплотняемого материала будет происходить в течение всего процесса прессования, способствуя выравниванию плотности по всему объему, так как приведенный характер ее распределения будет проявляться в прессуемом изделии с момента приложения минимальной нагрузки, когда порошок находится в состоянии насыпной плотности и его перераспределение еще не ограничено прочными связями, а силы трения между частицами минимальны. Поскольку в плоскости любого сечения изделия из порошкового материала, перпендикулярного направлению прессования согласно заявленному способу, области пониженной и повышенной плотности чередуются с областями со средней по объему изделия плотностью, то средняя по этим сечениям плотность одинакова на любой высоте изделия. Возникновение вдоль линий сопряжения частей разделенной вдоль оси прессования единой пассивной формообразующей поверхности разнонаправленных, но одинаковых по суммарной величине сил пристенного трения, приводит к выравниванию плотности по всему объему изделия. В заявленном способе осуществляется выравнивание распределения плотности изделия из порошкового материала по всему объему разнонаправленными силами пристенного трения. В основу настоящего изобретения поставлена задача создания способа прессования изделий из порошковых материалов, в котором обеспечивается повышение равномерности распределения плотности изделия из порошкового материала по всему объему изделия, который позволит облегчить удаление жидкости и/или технологической связки и запрессованного воздуха из объема прессованных изделий,расширить допустимый диапазон давлений прессования, расширить номенклатуру и повысить качество изделий из порошковых материалов всех групп сложности, исключить разрушающее влияние сил пристенного трения о поверхности замкнутой полости формообразующего элемента при извлечении изделия, повысить экономичность производства, эксплуатации и обслуживания пресс-форм, снизить требования к прочностным и упругим характеристикам материала пресс-форм. В основу настоящего изобретения поставлена также задача создания пресс-формы для прессования изделий из порошковых материалов, конструктивное выполнение которой позволит повысить равномерность распределения плотности изделия из порошкового материала по всему объему изделия, что, в свою очередь, позволит облегчить удаление жидкости и/или технологической связки и запрессованного воздуха из объема прессованных изделий, расширить допустимый диапазон давлений прессования, расширить номенклатуру и повысить качество изделий из порошковых материалов всех групп сложности, исключить разрушающее влияние сил пристенного трения о поверхности замкнутой полости формообразующего элемента при извлечении изделия, повысить экономичность производства, эксплуатации и обслуживания пресс-форм, снизить требования к прочностным и упругим характеристикам материала прессформ. Поставленная задача решается тем, что в способе прессования изделий из порошковых материалов,заключающемся в том, что помещают порошковый материал в формообразующую полость пресс-формы,ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих элементов пресс-формы порошковому материалу через активные формообразующие поверхности и формируют поверхности изделия из порошкового материала, параллельные оси прессования, посредством пассивных формообразующих поверхностей сплошных или составных формообразующих элементов пресс-формы, согласно изобретению, при формировании поверхностей изделия из порошкового материала, параллельных оси прессования, используют части по меньшей мере одной пассивной формообразующей поверхности, находящиеся на сплошных или составных формообразующих элементах, разделенных вдоль оси прессования, перемещают формообразующие элементы пресс-формы так, что по меньшей мере одну непрерывную поверхность изделия из порошкового материала, параллельную оси прессования, формируют посредством указанных частей по меньшей мере одной пассивной формообразующей поверхности, разделенной вдоль оси прессования, которые принадлежат различным формообразующим элементам, при этом различные формообразующие элементы перемещают в противоположных направлениях. Полезно, чтобы прессование осуществляли посредством встречного перемещения сплошных или составных формообразующих элементов вдоль прямолинейной оси прессования. Выгодно, чтобы прессование осуществляли посредством встречного перемещения сплошных или составных формообразующих элементов вдоль криволинейной оси прессования. Полезно, чтобы в качестве криволинейной оси прессования использовали дугу окружности или элемент винтовой линии с постоянным или переменным шагом. Целесообразно, чтобы при прессовании изделий из порошковых материалов к сплошным или составным формообразующим элементам пресс-формы прикладывали механические колебания, причем использовали механические колебания ультразвукового диапазона частот.-5 005325 Полезно, чтобы прикладывали механические колебания к сплошным или составным формообразующим элементам пресс-формы, содержащим большую часть пассивной формообразующей поверхности. Целесообразно также, чтобы при прессовании изделий с внутренней полостью или с развитой поверхностью использовали формообразующие элементы, у которых разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна. Поставленная задача решается также тем, что в пресс-форме для прессования изделий из порошковых материалов, содержащей два сплошных или составных формообразующих элемента, предназначенных для формирования формообразующей полости, ограниченной активными и пассивными формообразующими поверхностями, и размещенных с возможностью взаимного перемещения вдоль оси прессования, причем передача усилия прессования от формообразующих элементов к порошковому материалу осуществляется через активные формообразующие поверхности, а пассивные формообразующие поверхности предназначены для формирования поверхностей изделия из порошкового материала, параллельных оси прессования согласно изобретению, сплошные или составные формообразующие элементы пресс-формы, разделенные вдоль оси прессования, содержат часть по меньшей мере одной непрерывной пассивной формообразующей поверхности, разделенной вдоль оси прессования, при этом на каждом из формообразующих элементов расположены по меньшей мере одна часть по меньшей мере одной непрерывной пассивной формообразующей поверхности, разделенной вдоль оси прессования и предназначенной для формирования поверхностей изделия из порошкового материала, параллельных оси прессования,и часть по меньшей мере одной активной формообразующей поверхности, предназначенной для передачи усилия прессования. Целесообразно, чтобы каждый из сплошных или составных формообразующих элементов прессформы содержал части пассивных и части активных формообразующих поверхностей, ограничивающих множество полостей, предназначенных для прессования множества изделий из порошкового материала. Полезно, чтобы множество изделий из порошкового материала имело одинаковую или различную форму. Выгодно, чтобы на торце по меньшей мере одного из сплошных или составных формообразующих элементов была выполнена по меньшей мере одна проточка для загрузки порошкового материала по меньшей мере в одну формообразующую полость пресс-формы. Полезно, чтобы формообразующие элементы были выполнены с возможностью их взаимного перемещения в противоположных направлениях вдоль оси прессования. Целесообразно, чтобы ось прессования была выбрана из группы, состоящей из прямолинейной оси прессования, криволинейной оси прессования и дуги окружности и элемента винтовой линии с постоянным или переменным шагом. Полезно, чтобы пресс-форма дополнительно содержала средство для предотвращения неосевого перемещения сплошных или составных формообразующих элементов, в качестве которого был бы использован конструктивный элемент, выбранный из группы, состоящей из бандажа, обоймы, шарнира общей оси взаимного перемещения формообразующих элементов, шлицевого зацепления сплошных или составных формообразующих элементов друг с другом, байонетного зацепления сплошных или составных формообразующих элементов, эластичной оболочки. Выгодно, чтобы в качестве средства для предотвращения неосевого перемещения сплошных или составных формообразующих элементов был использован по меньшей мере один из сплошных или составных формообразующих элементов. Целесообразно, чтобы на сплошных или составных формообразующих элементах была выполнена по меньшей мере одна проточка для образования дополнительной полости, предназначенной для сбора газа или жидкости, вытесняемых при прессовании порошкового материала. Полезно, чтобы дополнительная полость была выполнена с возможностью увеличения ее объема при взаимном перемещении сплошных или составных формообразующих элементов пресс-формы. Выгодно, чтобы количество составных частей формообразующих элементов пресс-формы соответствовало количеству впадин/выступов прессуемого изделия из порошкового материала. Целесообразно, чтобы для прессовании изделий с внутренней полостью или с развитой поверхностью формообразующие элементы пресс-формы были выполнены так, что разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна. Предложенный способ прессования изделий из порошкообразных материалов позволяет исключить недостатки, присущие известным способам, благодаря тому, что части формообразующих поверхностей,составляющие общую пассивную формообразующую поверхность, в процессе прессования передвигаются относительно прессуемого изделия в противоположных направлениях. Разнонаправленные силы пристенного трения, возникающие вдоль этой поверхности, взаимно компенсируются. В заявленном способе используют количество формообразующих элементов пресс-формы, минимально необходимое для несилового извлечения изделия из пресс-формы. При этом не происходит разрушающего действия-6 005325 трения о формообразующие поверхности. Формообразующие элементы пресс-формы не содержат замкнутых труднодоступных формообразующих поверхностей. Величина перпендикулярного направлению прессования минимального сечения формообразующих элементов пресс-формы, испытывающих механическое усилие, может быть выбрана независимо от их гидравлической площади. В полученных изделиях величина перепада плотностипо высоте h прессования определяется выражением(13) где b - коэффициент прессования (константа, характеризующая степень уплотнения прессуемого порошка);коэффициент бокового давления;S' - часть пассивной формообразующей поверхности, принадлежащая одному формообразующему элементу пресс-формы;f - коэффициент трения прессуемого порошка о часть пассивной формообразующей поверхности площадью S', принадлежащей одному формообразующему элементу пресс-формы;S" - часть пассивной формообразующей поверхности, принадлежащая другому формообразующему элементу пресс-формы;f - коэффициент трения прессуемого порошка о часть пассивной формообразующей поверхности площадью S", принадлежащей другому формообразующему элементу пресс-формы;S0 - гидравлическая площадь прессовки (проекция активной формообразующей поверхности на плоскость, перпендикулярную оси прессования). Из выражения (13) видно, что распределение средней в перпендикулярном оси прессования сечении плотности по высоте изделия, кроме коэффициента бокового давления и геометрических параметров изделия, зависит от соотношения величин сил трения, действующих на разнонаправленных частях разделенной вдоль оси прессования пассивной формообразующей поверхности, формирующих единую замкнутую параллельную оси прессования поверхность. Перепад плотности по высоте прессовки отсутствует при равенстве площадей противоположно движущихся частей единой замкнутой пассивной формообразующей поверхности (S' = S") и при одинаковых условиях пристенного трения на этих частях [f - f"). Общее условие получения изделия равномерной плотности, изготовленного по заявленному способу(14) Способ формования изделий, имеющих в одной из проекций форму окружности или ее сегмента,позволяет проводить формование бездефектных изделий сложной конфигурации с минимальным перепадом плотности вдоль оси прессования, не являющейся прямой линией. При невозможности соблюдения условий равенства площадей разнонаправленных частей пассивной формообразующей поверхности, когда соотношение (S'/S") не равно единице, для максимального достижения основного технического результата необходимо пропорционально изменить величину отношения (f"/f') технологическими приемами или внешним воздействием так, чтобы соответствующие произведения площадей на коэффициенты пристенного трения были равны. При формовании изделия со сквозным отверстием, ось которого совпадает с осью прессования, направление движения закладного элемента, формирующего это отверстие, следует выбирать с соблюдением условия минимальной разницы между величинами встречно движущихся частей пассивной формообразующей поверхности. Достижение технического результата возможно как путем уменьшения значения коэффициента пристенного трения, действующего на большей части пассивной формообразующей поверхности, так и путем увеличения значения коэффициента пристенного трения, действующего на меньшей части этой поверхности. Повышать значение коэффициента пристенного трения, увеличивая тем самым потери давления прессования, экономически нецелесообразно. Поэтому выполнение условия равномерной плотности изделия должно обеспечиваться снижением значения коэффициента пристенного трения, действующего на большей части пассивной формообразующей поверхности. Исходя из выражения (13), изменение параметров пристенного трения должно быть селективным. Т.е. снизив значение коэффициента пристенного трения, действующего на большей части поверхности,необходимо избегать соответствующего снижения коэффициента пристенного трения у меньшей ее части. Активное и оперативное управление параметрами пристенного трения в процессе прессования порошковых материалов можно осуществить путем приложения механических колебаний. В этом случае сила пристенного трения действует у колеблющейся стенки пресс-формы не все время, а только в моменты соприкосновения трущихся поверхностей. Селективность действия колебаний на параметры пристенного трения можно обеспечить их подведением к элементу пресс-формы, несущему на себе большую часть пассивной формообразующей поверхности. Поскольку встречно движущиеся элементы пресс-формы в процессе прессования акустически связаны друг с другом только через изделия из порошкового материала, то нежелательное снижение коэффициента трения, действующего вдоль меньшей части пассивной формообразующей поверхности, будет меньше. Чем выше частота колебаний, тем-7 005325 больше они будут затухать в изделии из порошкового материала. Применение для этих целей колебаний низкой частоты может оказаться мало эффективным. Таким образом, для селективного снижения силы пристенного трения в процессе прессования порошковых материалов целесообразно применение колебаний ультразвукового диапазона частот. Наличие на каждом из формообразующих элементов заявленной пресс-формы активной и части пассивной формообразующей поверхности обеспечивает условие создания разнонаправленных сил пристенного трения и возникновения неизменного по величине давления прессования, передающегося всем слоям изделия из порошкового материала и обеспечивающего одинаковую степень их уплотнения. У формообразующих элементов заявленной пресс-формы сечение, воспринимающее усилие прессования, значительно превышает величину гидравлического сечения прессуемого изделия, что позволяет значительно повысить давление прессования за пределы максимально допустимого значения механического напряжения для материала элементов пресс-формы. Этим обеспечивается расширение диапазона давления прессования и снижение требований к качеству материала пресс-форм для прессования порошковых материалов. В дальнейшем изобретение поясняется описанием предпочтительных вариантов его воплощения со ссылками на сопровождающие чертежи, на которых фиг. 1 (а, b, с) изображает пресс-форму (а) для одноосного одностороннего прессования цилиндрического изделия из порошковых материалов, пресс-формы (b, с) для заявленного способа; фиг. 2 (а, b, с) - схему уплотнения порошкового материала при прессовании изделий; фиг. 3 - распределение сил, действующих в малом слое прессуемого изделия из порошкового материала, согласно изобретению; фиг. 4 - общий вид пресс-формы для прессования изделий из порошковых материалов, содержащей два формообразующих элемента, имеющих соответственно активные и пассивные формообразующие поверхности согласно изобретению; фиг. 5 - общий вид пресс-формы с десятью чередующимися разнонаправленными частями пассивной формообразующей поверхности согласно изобретению; фиг. 6 - общий вид пресс-формы для серийного изготовления однотипных изделий из порошковых материалов в виде прямоугольных брусков согласно изобретению; фиг. 7 (а, b) - общий вид пресс-формы для прессования изделия в виде сегмента кольца прямоугольного сечения вдоль криволинейной оси и сегмент кольца прямоугольного сечения согласно изобретению; фиг. 8 (а, b) - общий вид пресс-формы для прессования множества изделий в виде сегмента кольца прямоугольного сечения вдоль криволинейной оси и сегменты кольца прямоугольного сечения согласно изобретению; фиг. 9 (а, b) - общий вид пресс-формы для прессования изделия в форме спирали согласно изобретению; фиг. 10 - общий вид пресс-формы для одноосного прессования изделия в виде прямоугольного бруска согласно изобретению; фиг. 11 (а, b) - общий вид пресс-формы для прессования изделия в виде шестерни цилиндрической зубчатой передачи и шестерню цилиндрической зубчатой передачи согласно изобретению; фиг. 12 (а, b) - общий вид пресс-формы для прессования изделия в виде шестерни конической зубчатой передачи и шестерню конической зубчатой передачи согласно изобретению; фиг. 13 - общий вид пресс-формы для двухосного прессования изделия в виде прямоугольного бруска согласно изобретению; фиг. 14 (а, b) - общий вид пресс-формы для прессования изделия в форме сегмента сферы и сегмент сферы согласно изобретению; фиг. 15 - пресс-форму, имеющую эластичную оболочку для прессования в гидро-, газостатах и дополнительную полость для сбора вытесняемого при прессовании воздуха согласно изобретению. Подробное описание предпочтительных вариантов воплощения изобретения Пресс-форма (фиг. 4) для прессования изделий из порошковых материалов согласно изобретению содержит в описываемом варианте два сплошных формообразующих элемента 1, 3, имеющих активные и пассивные формообразующие поверхности 2, 4 соответственно. Формообразующие поверхности 2, 4 ограничивают формообразующую полость 5. Формообразующие элементы 1, 3 размещены с возможностью взаимного перемещения вдоль оси у-у прессования. При этом передача усилия прессования от формообразующих элементов 1, 3 к порошковому материалу осуществляется через активные формообразующие поверхности 2, а пассивные формообразующие поверхности 4 предназначены для формирования поверхностей изделия из порошкового материала, параллельных оси прессования. Штриховкой обозначены плоскости разрезов элементов пресс-формы. Для наглядности некоторые составные части формообразующих элементов не изображены, изображены со смещением вдоль оси прессования в положении, предназначенном для загрузки порошка, или обозначены тонкими линиями,как выполненные из прозрачного материала.-8 005325 Согласно изобретению сплошные или составные формообразующие элементы 1, 3 пресс-формы,разделенные вдоль оси у-у прессования, содержат часть по меньшей мере одной непрерывной пассивной формообразующей поверхности 4, разделенной вдоль оси прессования. При этом на каждом из формообразующих элементов 1, 3 расположены по меньшей мере одна часть по меньшей мере одной непрерывной пассивной формообразующей поверхности 4, разделенной вдоль оси прессования и предназначенной для формирования поверхностей изделия из порошкового материала, параллельных оси прессования, и часть по меньшей мере одной активной формообразующей поверхности 2, предназначенной для передачи усилия прессования. Для облегчения загрузки порошка, удаления запрессованного воздуха или жидкости через зазоры сопряжения, а также для облегчения изготовления, сборки и обслуживания пресс-формы формообразующие элементы 1, 3 выполнены составными (фиг. 5), содержащими множество составных элементов 7,8 соответственно. Возможен вариант выполнения пресс-формы, когда каждый из сплошных или составных формообразующих элементов 1, 3 (фиг. 6) содержит части пассивных и части активных формообразующих поверхностей 2, 4, ограничивающих множество полостей 9, предназначенных для прессования множества изделий из порошкового материала. При этом множество изделий из порошкового материала могут иметь одинаковую форму или различную форму (не показаны). На торце 10 (фиг. 4) по меньшей мере одного из сплошных или составных формообразующих элементов 1, 3 выполнена по меньшей мере одна проточка 11 для загрузки порошкового материала в формообразующую полость 5 пресс-формы. Формообразующие элементы 1, 3 выполнены с возможностью их взаимного перемещения в противоположных направлениях вдоль оси у-у прессования. Направление перемещения показано стрелками. Ось у-у прессования выбрана из группы, состоящей из прямолинейной оси прессования (фиг. 4, 5,6), криволинейной оси прессования (не показана), дуги окружности (фиг. 7, 8) и элемента винтовой линии (фиг. 9) с постоянным или переменным шагом. Пресс-форма дополнительно содержит средство 12 (фиг. 4) для предотвращения неосевого перемещения сплошных или составных формообразующих элементов 1, 3. В качестве указанного средства 12 для предотвращения неосевого перемещения сплошных или составных формообразующих элементов 1, 3 может быть использован конструктивный элемент, выбранный из группы, состоящей из бандажа (фиг. 10), обоймы (фиг. 4, 5), шарнира (фиг. 7, 8) общей оси взаимного перемещения формообразующих элементов, шлицевого зацепления (фиг. 6, 9) сплошных или составных формообразующих элементов друг с другом, байонетного зацепления (фиг. 6) сплошных или составных формообразующих элементов, эластичной оболочки (фиг. 15). В качестве средства 12 для предотвращения неосевого перемещения сплошных или составных формообразующих элементов может быть использован по меньшей мере один из сплошных или составных формообразующих элементов 1, 3 (фиг. 7). Для прессования изделий со сквозным отверстием 13, ось которого совпадает с осью у-у прессования, используют закладной элемент 14 (фиг. 11). Направление движения закладного элемента 14, формирующего сквозное отверстие, выбирается с соблюдением условия минимальной разницы между величинами площадей встречно движущихся частей пассивной формообразующей поверхности. При прессовании изделий типа цилиндрической шестерни, фрезы или крыльчатки (фиг. 11, 12) количество составных элементов 7, 8 (фиг. 5) формообразующих элементов 1, 3 пресс-формы соответствует количеству впадин/выступов прессуемого изделия из порошкового материала. Для обеспечения равной плотности прессуемых изделий по всему объему повышают степень сдвиговой пластической деформации порошкового материала также путем увеличения количества составных элементов формообразующих элементов пресс-формы (фиг. 5). Реализация заявленного способа возможна и в схеме двухосного прессования (фиг. 13) с использованием дополнительных закладных элементов 15 (показан только один закладной элемент), размещенных в формообразующих элементах 1, 3. Прессование можно осуществлять по раздельной схеме, т.е. осуществляют прессование вдоль одной оси посредством встречного перемещения формообразующих элементов 1, 3, или с одновременным уплотнением порошкового материала в двух непараллельных направлениях. Для формования изделий в виде сегмента полого тела вращения (фиг. 14) прессование осуществляется вдоль дуги окружности поворотом формообразующего элемента 3 в составном формообразующем элементе 1, который одновременно выполняет функцию удержания элемента 3 от неосевых перемещений. На фиг. 15 представлена пресс-форма, имеющая эластичную оболочку 16 для прессования изделий из порошковых материалов в гидро-, газостатах и дополнительную полость 17 для сбора вытесняемого из порошкового материала при прессовании воздуха. Удержание формообразующих элементов 1, 3 внешним усилием прижима можно реализовать, поместив загруженные порошком и защищенные эластичной оболочкой 16 формообразующие элементы 1,-9 005325 3. Уплотнение происходит при плавном или импульсном повышении давления в среде гидро-, газостата,так как уменьшение общего объема формообразующих элементов с порошковым материалом, заключенных в оболочку, возможно только при их встречном осевом перемещении. При снятии давления под действием сил упругого последействия произойдет одновременное всестороннее освобождение изделия. Для сбора вытесняемого при уплотнении порошкового материала воздуха формообразующие элементы, как было указано, могут иметь дополнительные полости 17 (фиг. 15). Для активного сбора вытесняемого воздуха дополнительная полость может увеличиваться в объеме в процессе уплотнения порошка. Способ прессования изделий из порошковых материалов осуществляется следующим образом. Помещают порошковый материал 18 (фиг. 4) в формообразующую полость 5 пресс-формы, ограниченную активными и пассивными формообразующими поверхностями 2, 4 сплошных или составных формообразующих элементов 1, 3 соответственно пресс-формы. Осуществляют взаимное перемещение формообразующих элементов 1, 3 пресс-формы вдоль оси уу прессования, при этом осуществляют передачу усилия прессования от формообразующих элементов 1,3 пресс-формы порошковому материалу 18 через активные формообразующие поверхности 2. Формируют поверхности изделия из порошкового материала, параллельные оси прессования, посредством пассивных формообразующих поверхностей 2 сплошных или составных формообразующих элементов 1, 3 пресс-формы. Согласно изобретению в заявленном способе при формировании поверхностей изделия из порошкового материала, параллельных оси прессования, используют части по меньшей мере одной пассивной формообразующей поверхности, находящиеся на сплошных или составных формообразующих элементах 1, 3, разделенных вдоль оси прессования. Перемещают формообразующие элементы пресс-формы так, что по меньшей мере одну непрерывную поверхность порошкового изделия, параллельную оси прессования, формируют посредством указанных частей по меньшей мере одной пассивной формообразующей поверхности, разделенной вдоль оси прессования, которые принадлежат различным формообразующим элементам. При этом различные формообразующие элементы перемещают в противоположных направлениях (показано стрелками). Прессование осуществляют посредством встречного перемещения сплошных или составных формообразующих элементов вдоль прямолинейной оси прессования или вдоль криволинейной оси прессования. При этом в качестве криволинейной оси прессования используют дугу окружности или элемент винтовой линии с постоянным или переменным шагом. Целесообразно, чтобы при прессовании изделий из порошковых материалов к сплошным или составным формообразующим элементам пресс-формы прикладывали механические колебания. При этом используют механические колебания ультразвукового диапазона частот. В некоторых случаях прикладывают механические колебания к сплошным или составным формообразующим элементам пресс-формы, содержащим большую часть пассивной формообразующей поверхности. При производстве длинномерных изделий изменение коэффициента пристенного трения по высоте приводит к необходимости использования ультразвуковых колебаний, направленных параллельно пассивной формообразующей поверхности. Как правило, это направление совпадает с направлением оси прессования. В этом случае распределение амплитуды колебаний формообразующих элементов вдоль оси прессования будет убывающим по мере убывания значения коэффициента пристенного трения. Характер изменения амплитуды колебаний вдоль пассивной формообразующей поверхности можно подобрать, приводя в соответствие длину волны резонансной длине формообразующего элемента - волновода путем изменения частоты колебаний. Для равноосных и малогабаритных изделий, изменением коэффициента пристенного трения вдоль оси прессования которых можно пренебречь, целесообразно применение ультразвуковых колебаний,направленных перпендикулярно пассивной формообразующей поверхности. В этом случае ультразвуковая оснастка не мешает проведению уплотнения материала, так как располагается вдоль оси, перпендикулярной оси прессования. При прессовании изделий со сквозным отверстием, ось которого совпадает с осью прессования, направление движения закладного элемента, формирующего это отверстие, выбирают с соблюдением условия минимальной разницы между величинами площадей встречно движущихся частей пассивной формообразующей поверхности. Прессование по заявленному способу нельзя классифицировать ни как одностороннее, ни как двухстороннее, поскольку точки нулевого перемещения порошка относительно различных частей пассивной формообразующей поверхности находятся на различных высотах, а вдоль вертикальной линии их подвижного сопряжения не определены. Контроль окончания процесса прессования может осуществляться по давлению и до упора. В различных реализациях заявленного способа дозирование порошка может осуществляться по массе и по объему.-10 005325 Для прессования изделий сложной формы или с развитой поверхностью не всегда удается конструктивно разделить общую пассивную формообразующую поверхность пресс-формы на встречно движущиеся части равной площади. В этих случаях для получения изделия равной плотности в соответствии с выражением (13) уменьшают величину действующего на большей поверхности коэффициента пристенного трения пропорционально отношению этих площадей, выполнив условие (14). Уменьшить коэффициент пристенного трения можно с помощью технологической смазки, нанесенной на соответствующую поверхность, или подведя ультразвуковые механические колебания к одному из формообразующих элементов пресс-формы. Ультразвуковые колебания необходимо подводить с учетом следующих особенностей. В процессе уплотнения требуется снизить коэффициент трения, действующий у поверхности большей площади. Поэтому подводить колебания необходимо к формообразующему элементу, несущему на себе большую часть пассивной формообразующей поверхности. Поскольку формообразующие элементы в процессе прессования акустически связаны друг с другом только через порошковый материал, который поглощает механические колебания высокой частоты не линейно, то, изменяя величину ультразвукового воздействия, можно добиться требуемого соотношения величин коэффициентов пристенного трения у различных частей пассивной формообразующей поверхности разной площади. Пример. Способом прессования согласно изобретению без применения смазок, пластификаторов и ультразвуковых колебаний были изготовлены детали седьмой группы сложности из необработанного плазмохимического ультрадисперсного порошка технической керамики состава ZrO2-3 мол.%Y2O3. При этом ни одного дефектного изделия получено не было. Расчетный перепад плотности по высоте изделия, изготовленного известным способом одностороннего статического прессования, составил около 4%. Для изделий, изготовленных заявленным способом, измеренный перепад плотности составил около 0,5%, с чем хорошо согласуется рассчитанная по выражению (13) величина перепада 0,7-0,3 %, в зависимости от реализации плавающей или встречной схемы движения закладного элемента. Ненулевой перепад плотности определяется тем, что условие равенства частей пассивной формообразующей поверхности соблюсти в полной мере невозможно. Предложенный способ позволяет прессовать бездефектные изделия из порошковых материалов путем уплотнения порошка в закрытой пресс-форме при приложении внешнего усилия взаимным встречным перемещением двух ее сплошных или составных формообразующих элементов, в каждом из которых часть пассивной поверхности объединяется с частью активной поверхности пресс-формы так, чтобы в процессе формования они составляли общую замкнутую формообразующую поверхность. Пресс-форма позволяет реализовать равенство произведения площадей встречно движущихся частей общей пассивной формообразующей поверхности на соответствующие коэффициенты пристенного трения, при этом распределение средней в сечении, перпендикулярном оси прессования, плотности изделия из порошкового материала будет равномерным вдоль этой оси. Реализация способа возможна и в случаях, когда пассивная формообразующая поверхность частично выполняет функцию активной формообразующей поверхности. Это происходит при прессовании изделий с плавно изменяющимся по высоте сечением, например, изделия конической, сферической, пирамидальной формы, когда пассивная формообразующая поверхность расположена под некоторым, отличным от нуля, углом к оси прессования. Прессование по заявленному способу может быть осуществлено по одноосной и многоосной схемам. По типу приложения нагрузки уплотнение материала может быть статическим и динамическим. По практическому применению заявленный способ не привязан к конкретному типу прессового оборудования. Та или иная реализация способа возможна с использованием любых типов прессов: универсальных и специализированных гидравлических, одно- и многоходовых прессов, гидро-, газостатов. Предложенная схема прессования упрощает изготовление и эксплуатацию многоместных прессформ, поскольку позволяет использовать одну простую в изготовлении деталь для уплотнения сразу нескольких изделий путем совмещения однотипных формообразующих элементов разных пресс-форм в единый формообразующий элемент, несущий на себе формообразующие поверхности для формования множества однотипных изделий простой формы. Кроме изделий простой геометрической формы заявленный способ позволяет изготавливать изделия любой группы сложности и проводить уплотнение материала вдоль криволинейной оси (дуга окружности, винтовая линия с постоянным шагом). ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ прессования изделий из порошковых материалов, заключающийся в том, что-11 005325 помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы,осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих элементов прессформы порошковому материалу через активные формообразующие поверхности,и формируют поверхности изделия из порошкового материала, параллельные оси прессования, посредством пассивных формообразующих поверхностей сплошных или составных формообразующих элементов пресс-формы,отличающийся тем, что при формировании поверхностей изделия из порошкового материала, параллельных оси прессования, используют части по меньшей мере одной пассивной формообразующей поверхности, находящиеся на сплошных или составных формообразующих элементах, разделенных вдоль оси прессования,перемещают формообразующие элементы пресс-формы так, что по меньшей мере одну непрерывную поверхность изделия из порошкового материала, параллельную оси прессования, формируют посредством указанных частей по меньшей мере одной пассивной формообразующей поверхности, разделенной вдоль оси прессования, которые принадлежат различным формообразующим элементам, при этом различные формообразующие элементы перемещают в противоположных направлениях. 2. Способ прессования по п.1, отличающийся тем, что прессование осуществляют посредством встречного перемещения сплошных или составных формообразующих элементов вдоль прямолинейной оси прессования. 3. Способ прессования по п.1, отличающийся тем, что прессование осуществляют посредством встречного перемещения сплошных или составных формообразующих элементов вдоль криволинейной оси прессования. 4. Способ прессования по п.3, отличающийся тем, что в качестве криволинейной оси прессования используют дугу окружности. 5. Способ прессования по п.3, отличающийся тем, что в качестве криволинейной оси прессования используют элемент винтовой линии с постоянным или переменным шагом. 6. Способ прессования по п.1, отличающийся тем, что при прессовании изделий из порошковых материалов к сплошным или составным формообразующим элементам пресс-формы прикладывают механические колебания. 7. Способ прессования по п.6, отличающийся тем, что используют механические колебания ультразвукового диапазона частот. 8. Способ прессования по п.6, отличающийся тем, что прикладывают механические колебания к сплошным или составным формообразующим элементам пресс-формы, содержащим большую часть пассивной формообразующей поверхности. 9. Способ прессования по п.1, отличающийся тем, что при прессовании изделий с внутренней полостью или с развитой поверхностью используют формообразующие элементы, у которых разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна. 10. Пресс-форма для прессования изделий из порошковых материалов, содержащая два сплошных или составных формообразующих элемента, предназначенных для формирования формообразующей полости, ограниченной активными и пассивными формообразующими поверхностями, и размещенных с возможностью взаимного перемещения вдоль оси прессования, при этом передача усилия прессования от формообразующих элементов к порошковому материалу осуществляется через активные формообразующие поверхности, а пассивные формообразующие поверхности предназначены для формирования поверхностей изделия из порошкового материала, параллельных оси прессования, отличающаяся тем,что сплошные или составные формообразующие элементы пресс-формы, разделенные вдоль оси прессования, содержат часть по меньшей мере одной непрерывной пассивной формообразующей поверхности,разделенной вдоль оси прессования, при этом на каждом из формообразующих элементов расположены по меньшей мере одна часть по меньшей мере одной непрерывной пассивной формообразующей поверхности, разделенной вдоль оси прессования и предназначенной для формирования поверхностей изделия из порошкового материала, параллельных оси прессования, и часть по меньшей мере одной активной формообразующей поверхности, предназначенной для передачи усилия прессования. 11. Пресс-форма по п.10, отличающаяся тем, что каждый из сплошных или составных формообразующих элементов пресс-формы содержит части пассивных и части активных формообразующих поверхностей, ограничивающих множество полостей, предназначенных для прессования множества изделий из порошкового материала. 12. Пресс-форма по п.11, отличающаяся тем, что множество изделий из порошкового материала имеют одинаковую форму. 13. Пресс-форма по п.11, отличающаяся тем, что множество изделий из порошкового материала имеют различную форму.-12 005325 14. Пресс-форма по п.11, отличающаяся тем, что на торце по меньшей мере одного из сплошных или составных формообразующих элементов выполнена по меньшей мере одна проточка для загрузки порошкового материала по меньшей мере в одну формообразующую полость пресс-формы. 15. Пресс-форма по п.11, отличающаяся тем, что формообразующие элементы выполнены с возможностью их взаимного перемещения в противоположных направлениях вдоль оси прессования. 16. Пресс-форма по п.15, отличающаяся тем, что ось прессования выбрана из группы, состоящей из прямолинейной оси прессования, криволинейной оси прессования и дуги окружности и элемента винтовой линии с постоянным или переменным шагом. 17. Пресс-форма по п.10, отличающаяся тем, что дополнительно содержит средство для предотвращения неосевого перемещения сплошных или составных формообразующих элементов. 18. Пресс-форма по п.17, отличающаяся тем, что в качестве средства для предотвращения неосевого перемещения сплошных или составных формообразующих элементов использован конструктивный элемент, выбранный из группы, состоящей из бандажа, обоймы, шарнира общей оси взаимного перемещения формообразующих элементов, шлицевого зацепления сплошных или составных формообразующих элементов друг с другом, байонетного зацепления сплошных или составных формообразующих элементов, эластичной оболочки. 19. Пресс-форма по п.17, отличающаяся тем, что в качестве средства для предотвращения неосевого перемещения сплошных или составных формообразующих элементов использован по меньшей мере один из сплошных или составных формообразующих элементов. 20. Пресс-форма по п.10, отличающаяся тем, что на сплошных или составных формообразующих элементах выполнена по меньшей мере одна проточка для образования дополнительной полости, предназначенной для сбора газа или жидкости, вытесняемых при прессовании порошкового материала. 21. Пресс-форма по п.20, отличающаяся тем, что дополнительная полость выполнена с возможностью увеличения ее объема при взаимном перемещении сплошных или составных формообразующих элементов пресс-формы. 22. Пресс-форма по п.10, отличающаяся тем, что количество составных частей формообразующих элементов пресс-формы соответствует количеству впадин/выступов прессуемого изделия из порошкового материала. 23. Пресс-форма по п.10, отличающаяся тем, что для прессовании изделий с внутренней полостью или с развитой поверхностью формообразующие элементы пресс-формы выполнены так, что разница между площадями пассивных формообразующих поверхностей, принадлежащих разнонаправленным формообразующим элементам пресс-формы, минимальна.
МПК / Метки
МПК: B22F 3/02, B22F 3/03, B30B 15/02
Метки: материалов, прессования, осуществления, изделий, порошковых, пресс-форма, способ
Код ссылки
<a href="https://eas.patents.su/19-5325-sposob-pressovaniya-izdelijj-iz-poroshkovyh-materialov-i-press-forma-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления</a>
Способ горячего прессования заготовок и пресс для его осуществления
Номер патента: 2505
Опубликовано: 27.06.2002
Авторы: Матт Андреас, Шененбергер Раймонд, Зутер Михель
МПК: B21J 5/00
Метки: пресс, способ, прессования, осуществления, горячего, заготовок
Формула / Реферат:
1. Способ горячего прессования заготовок, при котором с нагретой до температуры ковки заготовки (4) окалину удаляют вне матрицы (5; 105) путем предварительной высадки прессующим пуансоном (1), а затем в одной или нескольких матрицах (5;105) прессуют до нужной формы, отличающийся тем, что предварительную высадку и фасонное прессование осуществляют в первой или единственной матрице (5; 105) тем же прессующим пуансоном (1) за тот же цикл движения...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: способ, изготовления, интерьерно-облицовочных, гипсосодержащих, форма, изделий, материалов
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов и портативный рентгеновский дифрактометр для его осуществления
Номер патента: 345
Опубликовано: 29.04.1999
Авторы: Брейгин Виктор Давидович, Лютцау Всеволод Григорьевич, Лютцау Александр Всеволодович, Котелкин Александр Викторович, Звонков Александр Дмитриевич, Маклашевский Виктор Яковлевич, Агеев Олег Иванович, Матвеев Дмитрий Борисович
МПК: G01N 23/20
Метки: рентгеновский, изделий, осуществления, определения, состояния, напряженно-деформированного, дифрактометр, материалов, портативный, крупногабаритных, кристаллических, способ
Формула / Реферат:
1. Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов, заключающийся в размещении рентгеновского дифрактометра и исследуемого объекта один относительно другого, фокусировки с обеспечением заданных расстояний "фокус - объект", "объект - детектор", облучении его рентгеновским излучением от двух источников, регистрации распределения в пространстве интенсивности...
Способ разделения смешанных порошковых материалов
Номер патента: 326
Опубликовано: 29.04.1999
Автор: Нельсон Бенджамин В.
МПК: B04B 1/00
Метки: разделения, материалов, способ, порошковых, смешанных
Формула / Реферат:
1. Способ разделения смешанных порошковых материалов разного удельного веса в суспензии, включающий в себя вращение барабана центрифуги, имеющего периферийную стенку и открытую входную часть, вокруг продольной оси совместно с периферийной стенкой, загрузку материалов в барабан с обеспечением дальнейшего их прохождения по периферийной стенке и побуждение более тяжелых частиц улавливаться на периферийной стенке, а более легких частиц выходить в...
Магнитоэлектрическая машина с постоянными магнитами (её варианты), способ и пресс-форма для её изготовления
Номер патента: 1864
Опубликовано: 22.10.2001
Авторы: Ледяев Олег Станиславович, Иванов Валентин Николаевич, Орлов Владимир Васильевич, Игнатов Сергей Яковлевич, Киселев Геннадий Викторович
МПК: H02K 15/14, H02K 15/03, H02K 1/27...
Метки: машина, способ, магнитоэлектрическая, варианты, изготовления, магнитами, её, пресс-форма, постоянными
Формула / Реферат:
1. Магнитоэлектрическая машина, содержащая ротор, состоящий из корпуса из немагнитного материала и расположенных в нем полюсов и кольцевого магнитопровода из магнитомягкого материала с постоянными плоскими магнитами между ними и немагнитными перемычками между магнитами, отличающаяся тем, что корпус ротора (1) имеет концентрично своей оси расположенные магнитопровод (2), полюса (3) и постоянные магниты (4) в открытых с одного, по крайней мере,...
Предыдущий патент: Самоочищающийся закрытый ленточный конвейер для сыпучих материалов
Следующий патент: Сжижение природного газа
Случайный патент: Механизм для преобразования возвратно-вращательного движения в одностороннее вращательное