Линия для производства топливных брикетов
Номер патента: 11336
Опубликовано: 27.02.2009
Авторы: Переславцев Эдуард Борисович, Мосесов Заур Владимирович
Формула / Реферат
1. Линия для производства топливных брикетов, включающая последовательно установленные транспортер загрузки сырья, горизонтально ориентированное устройство сушки сырья барабанного типа с выполненными в корпусе загрузочным и выгрузочным окнами и входным и выходным отверстиями, соответственно, для подачи и отвода газообразной среды, причем загрузочное окно выполнено в верхней части корпуса, при этом полость устройства сушки сырья связана с устройством нагрева газообразной среды, выполненным в виде теплогенератора, транспортер подачи, бункер-накопитель с мешалкой, устройство прессования и устройство формирования отдельных брикетов, отличающаяся тем, что транспортер загрузки сырья и транспортер подачи выполнены в виде шнековых транспортеров, связанных с полостью устройства сушки сырья, соответственно, в зоне загрузочного и выгрузочного окна посредством герметично установленных переходников, теплогенератор снабжен средством регулирования подачи воздуха в топку и по меньшей мере одним теплообменным элементом, в полости устройства сушки установлена с возможностью вращения относительно корпуса вокруг горизонтальной оси труба, снабженная перемешивающими перфорированными лопатками, расположенными на её поверхности по спиралеобразной траектории, причем полость устройства сушки и труба герметично связаны с полостью теплообменного элемента теплогенератора посредством соответствующих воздуховодов, при этом на входе в трубу установлен дополнительный вентилятор, входное отверстие для подачи нагретой газообразной среды расположено в верхней части корпуса в зоне загрузочного окна с возможностью подачи в полость устройства сушки газообразной среды в направлении, перпендикулярном оси вращения трубы, а полость устройства сушки сырья через выходное отверстие для отвода газообразной среды дополнительно герметично связана со средством задания разрежения, бункер-накопитель с мешалкой связан со шнековым транспортером подачи, а также с устройством прессования через выгрузочное отверстие, выполненное в ее дне, посредством шнека подачи, устройство прессования выполнено в виде экструдера, рабочая часть которого выполнена составной по меньшей мере из двух последовательно расположенных и непосредственно связанных друг с другом шнека загрузки и наконечника шнекового, в зоне между экструдером и устройством формирования отдельных брикетов расположено средство удаления газообразных продуктов, при этом устройство формирования брикетов выполнено в виде автоматического устройства резки, причем устройство сушки сырья, транспортер загрузки и шнек подачи снабжены устройствами регулирования оборотов.
2. Линия по п.1, отличающаяся тем, что средство задания разрежения выполнено в виде вентилятора, выполненного с выходом в атмосферу через циклон.
3. Линия по любому из пп.1 или 2, отличающаяся тем, что устройство регулирования оборотов выполнено в виде частотного преобразователя.
4. Линия по любому из пп.1-3, отличающаяся тем, что насадка шнековая с рабочего торца снабжена износостойким покрытием.
5. Линия по любому из пп.1-4, отличающаяся тем, что перед транспортером загрузки сырья дополнительно установлен измельчитель сырья, выполненный предпочтительно в виде устройства переработки отходов древесины в опилки.

Текст
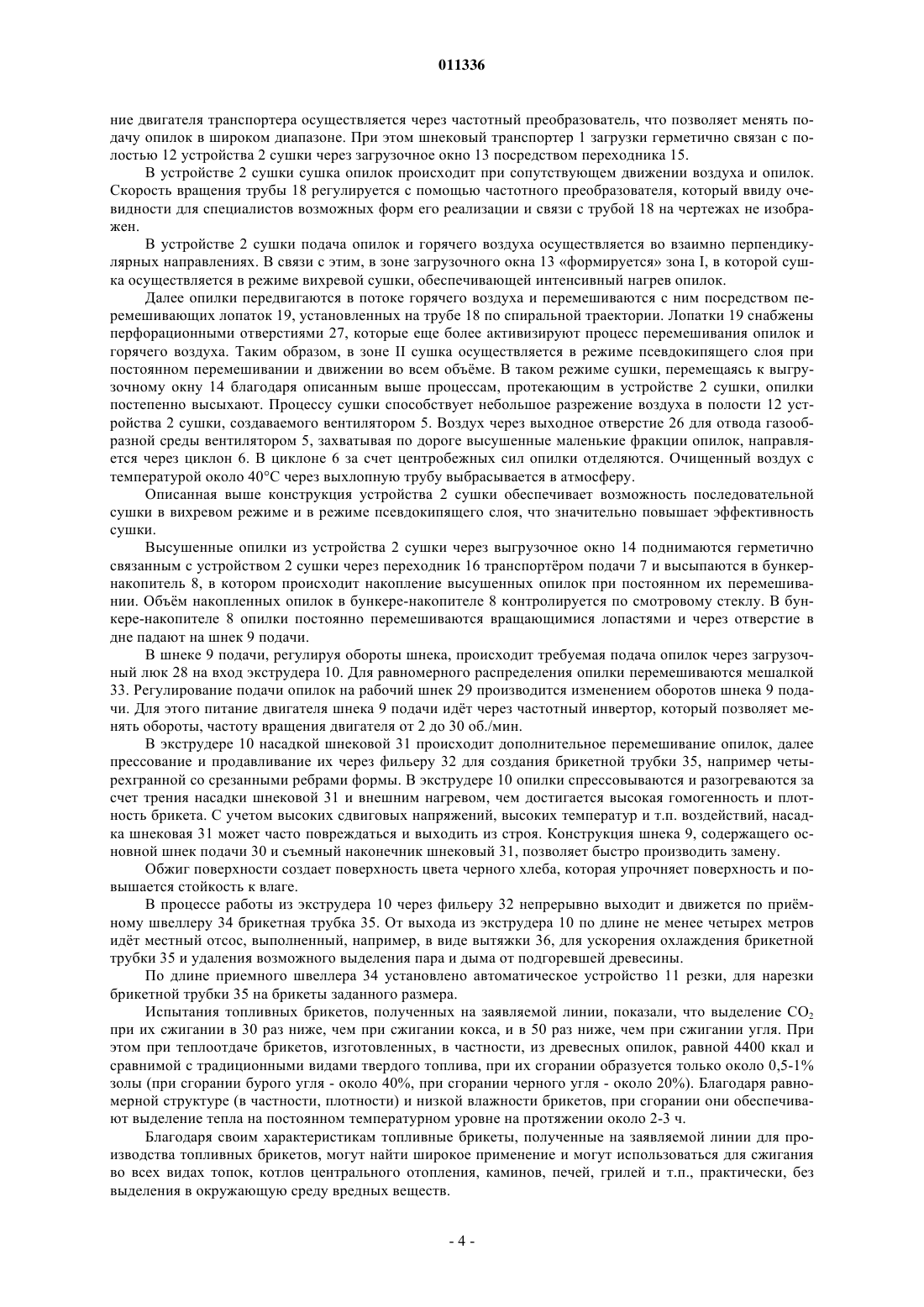
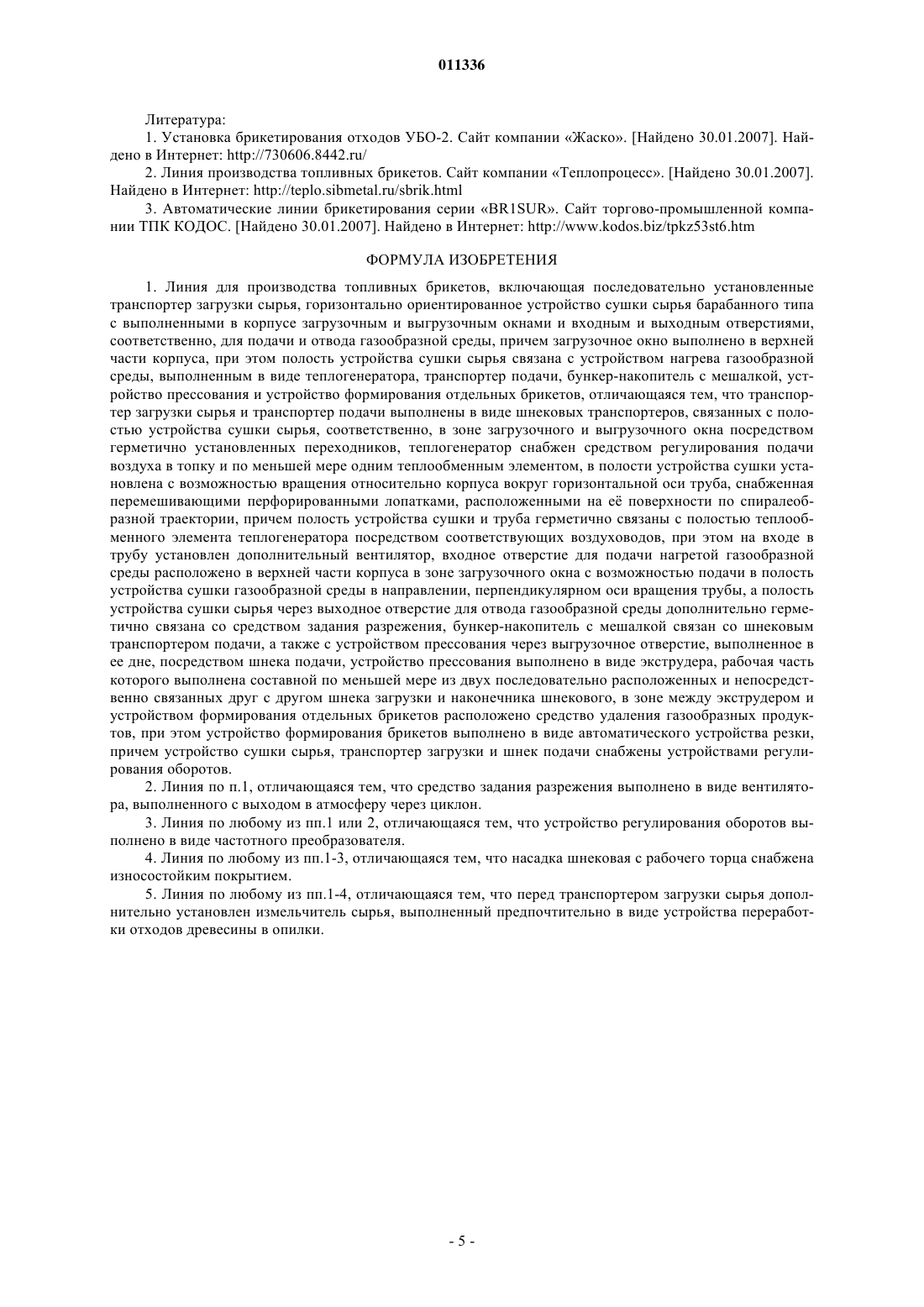
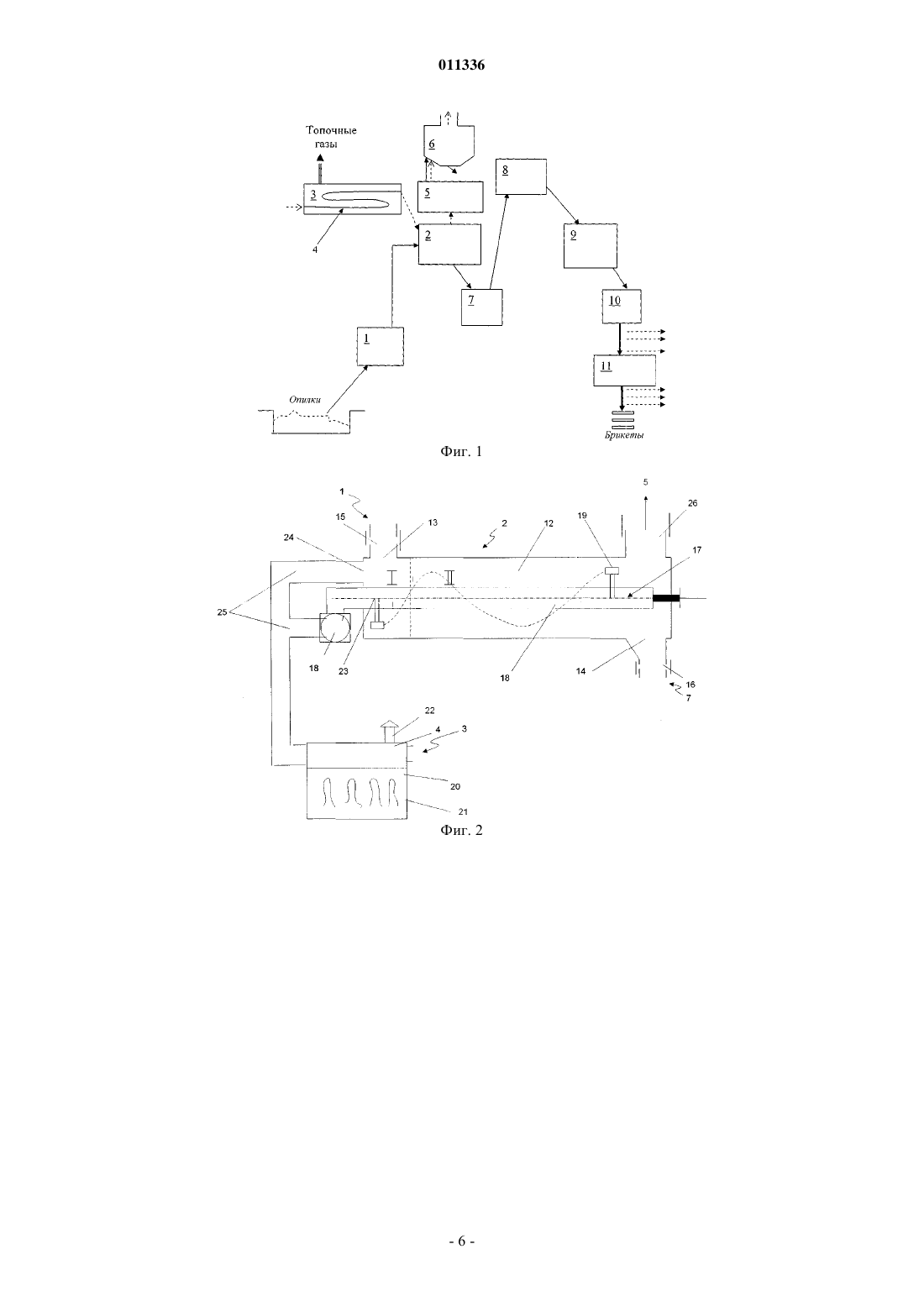
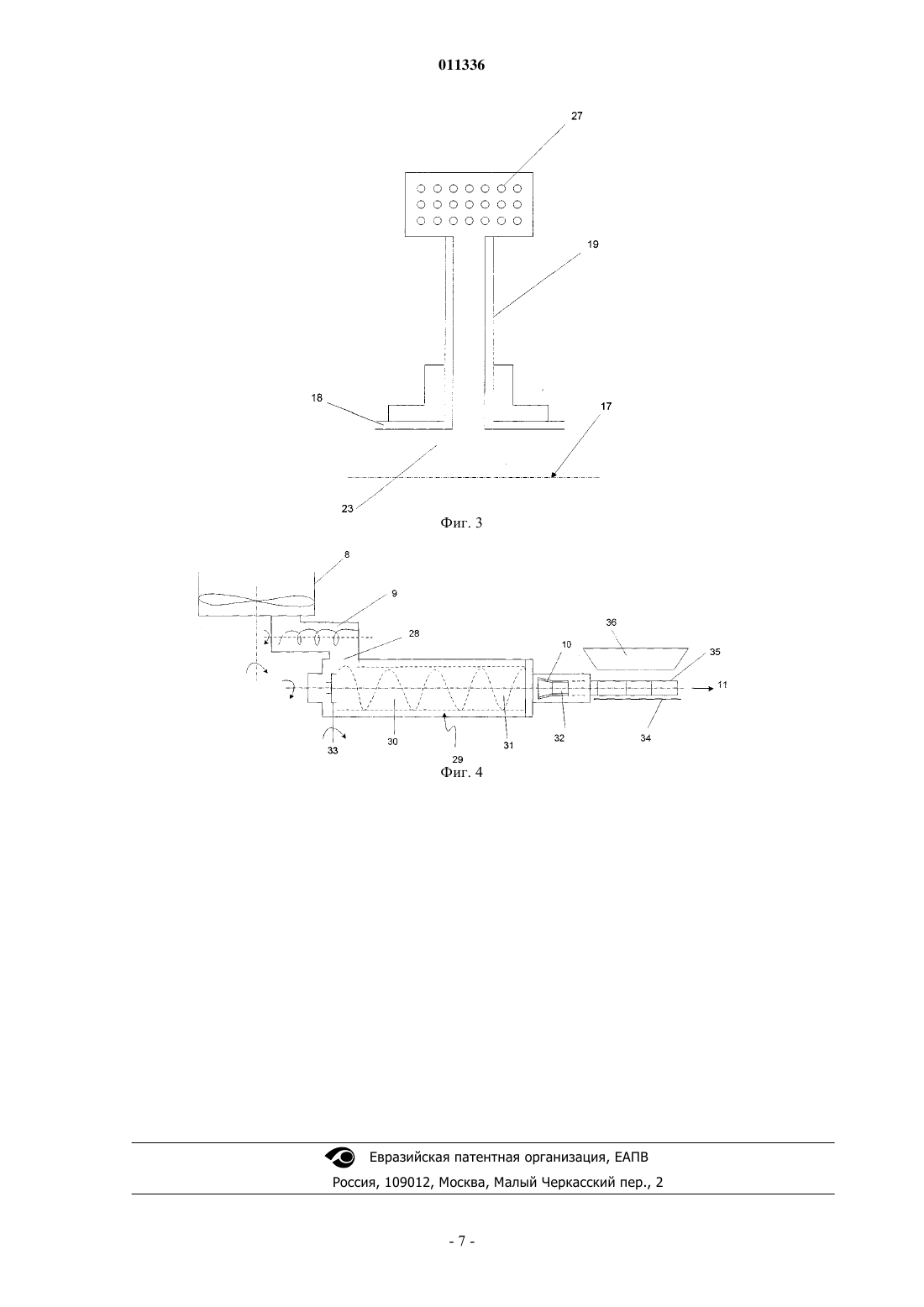
011336 Изобретение относится к устройствам для производства твердого топлива и может быть использовано для производства топливных брикетов из различных горючих материалов, прежде всего их древесных опилок, некондиционной древесины, отходов деревообработки, подсолнечной шелухи, соломы и т.п. Для возможности эффективного использования древесных опилок, некондиционной древесины, отходов деревообработки и т.п. их необходимо предварительно подвергнуть ряду технологических операций, которые обеспечат придание древесным отходам приемлемых для твердого топлива физических характеристик. Как правило, такие технологические операции включают измельчение (при необходимости), сушку и прессование исходного сырья с получением топливных брикетов с приемлемыми влажностью, плотностью, теплотворной способностью, зольностью и т.д. Выполнение упомянутых технологических операций обеспечивается специальным технологическим оборудованием, которое для оптимизации всего технологического процесса связано соответствующими транспортерами, материалопроводами и другими вспомогательными устройствами в линии для производства топливных брикетов с различной степенью механизации и автоматизации. Современные линии для производства топливных брикетов, как правило, включают последовательно установленные транспортер загрузки сырья, связанное с теплогенератором устройство сушки с загрузочным и выгрузочным окнами для подачи/выгрузки сырья и входным и выходным отверстиями для подачи/отвода газообразной среды, транспортер подачи высушенного сырья в накопительную емкость,устройство прессования и, при необходимости, устройство формирования отдельных брикетов [1, 2]. Как правило, в известных линиях используются устройства сушки барабанного типа, в полость которых подают горячий воздух из камер сгорания различного типа теплогенераторов. В таком воздухе содержится большое количество сажи, которая оседает в процессе сушки на древесные опилки, снижая тем самым качество готовых топливных брикетов (за счет повышения его зольности). Кроме того, резко возрастает пожароопасность операции сушки. Прессы, используемые для изготовления отдельных брикетов, используя прямое прессование, не могут обеспечить существенное повышение их физических характеристик (достижение максимальное плотности, защиты от проникновения влаги и т.п.). Наиболее близкой к заявляемой по совокупности существенных признаков является линия для производства топливных брикетов, включающая последовательно установленные транспортер загрузки сырья, горизонтально ориентированное устройство сушки сырья барабанного типа с выполненными в корпусе загрузочным и выгрузочным окнами и входным и выходным отверстиями, соответственно, для подачи и отвода газообразной среды, причем загрузочное окно выполнено в верхней части корпуса, при этом полость устройства сушки сырья связана с устройством нагрева газообразной среды, выполненным в виде теплогенератора, транспортер подачи, накопительную емкость с мешалкой, устройство прессования и устройство формирования отдельных брикетов [3]. Такая линия также не лишена упомянутых выше недостатков. Кроме того, анализ уровня техники показывает, что существующие линии, т.е. комплексы технологического оборудования для производства топливных брикетов, как правило, комплектуются из отдельных технологических устройств, предназначенных для выполнения определенной технологической операции, обычно выпускаемых различными производителями. Ввиду этого эффективность линии в целом может снижаться за счет необходимости согласования характеристик отдельных устройств, за счет необходимости проектирования, изготовления и монтажа нестандартного оборудования для обеспечения связи между основными технологическими устройствами, сложности управления, прежде всего автоматического, а также за счет возможного снижения качества перерабатываемого сырья при перемещении его их одного технологического устройства в другое (например, повышение влажности сырья при его перемещении из устройства сушки в устройство брикетирования и т.п.) и т.д. Задачей изобретения является создание линии для производства топливных брикетов, которая обеспечивала бы получение топливных брикетов с более высокими эксплуатационными характеристиками в автоматическом или автоматизированном режиме при значительном сокращении энергозатрат. Топливные брикеты, в частности, должны иметь значительно более низкую зольность и более высокую плотность. При необходимости, заявляемая линия должна обеспечивать возможность управления основными технологическими процессами. Линия в целом, а также отдельные устройства должны иметь более высокие рабочий ресурс, надежность и ремонтопригодность. Поставленная задача решается заявляемой линией для производства топливных брикетов, включающей последовательно установленные транспортер загрузки сырья, горизонтально ориентированное устройство сушки сырья барабанного типа с выполненными в корпусе загрузочным и выгрузочным окнами и входным и выходным отверстиями, соответственно, для подачи и отвода газообразной среды,причем загрузочное окно выполнено в верхней части корпуса, при этом полость устройства сушки сырья связана с устройством нагрева газообразной среды, выполненным в виде теплогенератора, транспортер подачи, бункер-накопитель с мешалкой, устройство прессования и устройство формирования отдельных брикетов. Задача решается за счет того, что транспортер загрузки сырья и транспортер подачи выполнены в виде шнековых транспортеров, связанных с полостью устройства сушки сырья, соответственно, в зоне загрузочного и выгрузочного окна посредством герметично установленных переходников, теплогенератор снабжен средством регулирования подачи воздуха в топку и по меньшей мере одним теплооб-1 011336 менным элементом, в полости устройства сушки установлена с возможностью вращения относительно корпуса вокруг горизонтальной оси труба, снабженная перемешивающими перфорированными лопатками, расположенными на е поверхности по спиралеобразной траектории, причем полость устройства сушки и труба герметично связаны с полостью теплообменного элемента теплогенератора посредством соответствующих воздуховодов, при этом на входе в трубу установлен дополнительный вентилятор,входное отверстие для подачи нагретой газообразной среды расположено в верхней части корпуса в зоне загрузочного окна с возможностью подачи в полость устройства сушки газообразной среды в направлении, перпендикулярном оси вращения трубы, а полость устройства сушки сырья через выходное отверстие для отвода газообразной среды дополнительно герметично связана со средством задания разрежения, бункер-накопитель с мешалкой связан со шнековым транспортером подачи, а также с устройством прессования через выгрузочное отверстие, выполненное в ее дне, посредством шнека подачи, устройство прессования выполнено в виде экструдера, рабочая часть которого выполнена составной по меньшей мере из двух последовательно расположенных и непосредственно связанных друг с другом шнека загрузки и наконечника шнекового, в зоне между экструдером и устройством формирования отдельных брикетов расположено средство удаления газообразных продуктов, при этом устройство формирования брикетов выполнено в виде автоматического устройства резки, причем устройство сушки сырья, транспортер загрузки и шнек подачи снабжены устройствами регулирования оборотов. Благодаря описанной выше конструкции линии в целом и теплогенератора и устройства сушки в частности, сушка опилок производится не топочными газами, а чистым воздухом, нагретым в теплообменнике теплогенератора до температуры предпочтительно 130-150 С. Такая схема нагрева дат следующие существенные преимущества по сравнению с известными из уровня техники аналогичными техническими решениями: исключаются пожароопасные режимы сушки; сажа от топочных газов не осаждается в опилках при сушке, что не дает увеличения зольного остатка в брикетах и повышает тем самым их качество, удовлетворяя требованиям европейских стандартов. Практика показала, что трасса движения воздуха должна быть построена таким образом, чтобы в полости устройства сушки воздух находился под разрежением, что способствует увеличению скорости испарения влаги с поверхности и усиливает процесс сушки. В предпочтительных формах выполнения заявляемой линии средство задания разрежения выполнено в виде вентилятора, выполненного с выходом в атмосферу через циклон. Сохранение разрежения обеспечивается за счет наличия герметичных переходников, связанных с загрузочным и выгрузочным окнами устройства сушки. С этой же целью в заявляемой линии применяются шнековые транспортеры с большим гидравлическим сопротивлением по воздуху. В устройстве сушки, входящем в состав заявляемой линии, благодаря описанным выше особенностям его конструкции сформированы две последовательные области сушки: вихревая для интенсивного нагрева опилок (в зоне загрузочного окна); с режимом псевдокипящего слоя при постоянном перемешивании и движении в объме. Это, так же как и создание разрежения в полости устройства сушки, обеспечивает интенсификацию процесса сушки исходного сырья и возможность получения на выходе устройства в дальнейшим прессуемый материал, с очень низким значением влажности. Еще одним из основных технологических устройств линии для производства топливных брикетов является прессующее устройство. Хорошие результаты по достижению высокой плотности готовых брикетов дают прессы шнекового прессования - экструдеры. Однако практика показывает, что экструдеры, в принципе, имеют очень низкий ресурс рабочего шнека, в связи с истиранием и необходимостью частой смены шнека и его восстановления или замены. Чтобы увеличить ресурс шнека, авторами было предложено его оригинальное конструкторское решение - в заявляемой линии рабочая часть экструдера (шнек) выполнена составной по меньшей мере из двух последовательно расположенных и непосредственно связанных друг с другом шнека загрузки и наконечника шнекового, который в предпочтительных формах реализации с рабочего торца снабжен специальным износостойким покрытием. Такое решение конструкции экструдера в 8-10 раз увеличивает ресурс работы, а с учетом съемности наконечника шнекового и возможности повторного нанесения износостойкого покрытия, ресурс экструдера может быть увеличен до 600 ч. Выше уже было упомянуто, что важным для линий для производства топливных брикетов является возможность регулирования режимов основных технологических операций - сушки и прессования, в частности скорости прохождения сырья через транспортр загрузки, устройство сушки и устройство прессования, и тем самым производительности линии в целом. В предпочтительных формах реализации устройство регулирования оборотов выполнено в виде частотного преобразователя. Перерабатываться в топливные брикеты на заявляемой линии может, в принципе, любое подходящее сырье, прежде всего растительного происхождения, предпочтительно древесные опилки, некондиционная древесина, отходы деревообработки и т.п. Однако в качестве сырья или компонентов сырьевой смеси могут использоваться также горючие отходы переработки (шелуха, лузга, солома и т.п.) зерновых культур и/или масличных культур.-2 011336 При необходимости, например в случае некондиционной древесины или крупноразмерных отходов деревообработки, перед транспортером загрузки сырья дополнительно устанавливают измельчитель сырья, выполненный предпочтительно в виде устройства переработки отходов древесины в опилки. Упомянутые выше и другие достоинства и преимущества заявляемой линии для производства топливных брикетов будут проиллюстрированы ниже на одном из возможных, но не ограничивающих примеров реализации со ссылками на позиции чертежей, на которых представлены: фиг. 1 - блок-схема заявляемой линии для производства топливных брикетов; фиг. 2 - схематичное изображение фрагмента заявляемой линии в зоне устройства сушки и теплогенератора; фиг. 3 - схематичное изображение лопатки; фиг. 4 - схематичное изображение заявляемой линии в зоне шнекового пресса. На фиг. 1 представлена блок-схема заявляемой линии для производства топливных брикетов в одной из возможных предпочтительных форм реализации, которая включает транспортер 1 загрузки, устройство 2 сушки барабанного типа, теплогенератор 3 с теплообменником 4, вентилятор 5, циклон 6,транспортер 7 подачи, бункер-накопитель 8, шнек 9 подачи, пресс шнековый (экструдер) 10, устройство 11 резки. Сплошными стрелками на фиг. 1 обозначена трасса потока опилок - тракт прохождения опилок, а пунктирными - трасса потока воздуха - воздушный тракт. На фиг. 2 схематично изображен фрагмент заявляемой линии для производства топливных брикетов в зоне устройства сушки и теплогенератора. Полость 12 устройства 2 сушки связана с транспортером 1 загрузки через загрузочное окно 13, а с транспортером 7 подачи через выгрузочное окно 14 посредством герметично установленных переходников 15 и 16, соответственно. В полости 12 устройства 2 сушки с возможностью вращения вокруг горизонтальной оси 17 установлена труба 18, снабженная перемешивающими лопатками 19, расположенными на ее поверхности по спиралеобразной траектории. В полости 20 теплогенератора 3 размещена топка 21 и теплообменник 4. На выходе из полости 20 теплогенератора установлено устройство 22 удаления дымовых газов. Полость 12 устройства 2 сушки связана через входное отверстие 24 для подачи нагретой газообразной среды посредством воздуховодов 25 не с полостью 20 теплогенератора 3, а с теплообменником 4. Для создания эффекта кипящего слоя в полость 23 дополнительно нагнетается вентилятором 18, установленным на входе трубы 18, подогретая газообразная среда. В верхней зоне на выходе устройства 2 сушки предусмотрено отверстие для отвода газообразной среды, герметично связывающее полость 12 устройства 2 сушки с вентилятором 5 и циклоном 6. На фиг. 2 полость 12 устройства 2 сушки условно (с помощью вертикальной пунктирной линии) разделена на две зоны сушки I и II. На фиг. 3 в увеличенном виде в одной из возможных форм реализации представлен фрагмент перемешивающей лопатки 19, снабженной перфорационными отверстиями 27. На фиг. 4 представлено схематичное изображение заявляемой линии в зоне пресса шнекового (экструдера). Экструдер 10 содержит связанный со шнеком 9 подачи загрузочный люк 28 и рабочий шнек 29,который выполнен составным в данной форме реализации из двух последовательно расположенных и непосредственно связанных друг с другом горизонтальных шнека загрузочного 30, наконечника шнекового 31 и фильеры 32. На входе экструдера 10 предусмотрена мешалка 33. На выходе из экструдера 10 предусмотрено средство прима продукции, выполненное, например, в виде приемного швеллера 34, для подачи сформованной брикетной трубки 35 к устройству 11 резки, над которым расположено средство удаления испарений, выполненное, например, в виде вытяжки 36. Заявляемая линия для производства топливных брикетов работает следующим образом. Подлежащее брикетированию сырье, при необходимости, предварительно измельчают (отходы деревообработки, некондиционная древесина и т.п.). В общем случае, заявляемая линия без предварительного измельчения может перерабатывать в топливные брикеты сырье с размером частиц, сравнимым с древесными опилками, а также более мелких. Для упрощения описания далее подлежащее брикетированию сырье будет упоминаться как древесные опилки. В топку 21 теплогенератора 3 загружают топливо, в частности некондиционную древесину, дрова и т.д. Холодный чистый воздух подается в теплообменник 4, который расположен в полости 20 теплогенератора 3, и нагревается там, не контактируя с газовой средой теплогенератора 3, до температуры 130150 С и по воздуховодам 25 через входное отверстие 24 для подачи нагретой газообразной среды в направлении, перпендикулярном оси 17, поступает непосредственно в полость 12 устройства 2 сушки и через вентилятор 18 в полость трубы 23. Благодаря отсутствию контакта с газовой средой теплогенератора 3, воздух, пропускаемый через теплообменник, не несет в себе каких-либо горючих примесей, частиц золы и т.п. загрязнений и поступает в полость 12 устройства 2 сушки таким же чистым, как и на входе в теплогенератор 3. Контроль температуры ведется по термометру сопротивления, установленному в выходной камере теплогенератора 3. Регулировка температуры производится изменением величины потока воздуха на поддув в топку 21. Температуру воздушного потока можно также менять, изменяя загрузку топки 21, однако это не рекомендуется делать из-за большой инерционности. Опилки по шнековому транспортеру 1 загрузки поступают в полость 12 устройства 2 сушки. Пита-3 011336 ние двигателя транспортера осуществляется через частотный преобразователь, что позволяет менять подачу опилок в широком диапазоне. При этом шнековый транспортер 1 загрузки герметично связан с полостью 12 устройства 2 сушки через загрузочное окно 13 посредством переходника 15. В устройстве 2 сушки сушка опилок происходит при сопутствующем движении воздуха и опилок. Скорость вращения трубы 18 регулируется с помощью частотного преобразователя, который ввиду очевидности для специалистов возможных форм его реализации и связи с трубой 18 на чертежах не изображен. В устройстве 2 сушки подача опилок и горячего воздуха осуществляется во взаимно перпендикулярных направлениях. В связи с этим, в зоне загрузочного окна 13 формируется зона I, в которой сушка осуществляется в режиме вихревой сушки, обеспечивающей интенсивный нагрев опилок. Далее опилки передвигаются в потоке горячего воздуха и перемешиваются с ним посредством перемешивающих лопаток 19, установленных на трубе 18 по спиральной траектории. Лопатки 19 снабжены перфорационными отверстиями 27, которые еще более активизируют процесс перемешивания опилок и горячего воздуха. Таким образом, в зоне II сушка осуществляется в режиме псевдокипящего слоя при постоянном перемешивании и движении во всем объме. В таком режиме сушки, перемещаясь к выгрузочному окну 14 благодаря описанным выше процессам, протекающим в устройстве 2 сушки, опилки постепенно высыхают. Процессу сушки способствует небольшое разрежение воздуха в полости 12 устройства 2 сушки, создаваемого вентилятором 5. Воздух через выходное отверстие 26 для отвода газообразной среды вентилятором 5, захватывая по дороге высушенные маленькие фракции опилок, направляется через циклон 6. В циклоне 6 за счет центробежных сил опилки отделяются. Очищенный воздух с температурой около 40 С через выхлопную трубу выбрасывается в атмосферу. Описанная выше конструкция устройства 2 сушки обеспечивает возможность последовательной сушки в вихревом режиме и в режиме псевдокипящего слоя, что значительно повышает эффективность сушки. Высушенные опилки из устройства 2 сушки через выгрузочное окно 14 поднимаются герметично связанным с устройством 2 сушки через переходник 16 транспортром подачи 7 и высыпаются в бункернакопитель 8, в котором происходит накопление высушенных опилок при постоянном их перемешивании. Объм накопленных опилок в бункере-накопителе 8 контролируется по смотровому стеклу. В бункере-накопителе 8 опилки постоянно перемешиваются вращающимися лопастями и через отверстие в дне падают на шнек 9 подачи. В шнеке 9 подачи, регулируя обороты шнека, происходит требуемая подача опилок через загрузочный люк 28 на вход экструдера 10. Для равномерного распределения опилки перемешиваются мешалкой 33. Регулирование подачи опилок на рабочий шнек 29 производится изменением оборотов шнека 9 подачи. Для этого питание двигателя шнека 9 подачи идт через частотный инвертор, который позволяет менять обороты, частоту вращения двигателя от 2 до 30 об./мин. В экструдере 10 насадкой шнековой 31 происходит дополнительное перемешивание опилок, далее прессование и продавливание их через фильеру 32 для создания брикетной трубки 35, например четырехгранной со срезанными ребрами формы. В экструдере 10 опилки спрессовываются и разогреваются за счет трения насадки шнековой 31 и внешним нагревом, чем достигается высокая гомогенность и плотность брикета. С учетом высоких сдвиговых напряжений, высоких температур и т.п. воздействий, насадка шнековая 31 может часто повреждаться и выходить из строя. Конструкция шнека 9, содержащего основной шнек подачи 30 и съемный наконечник шнековый 31, позволяет быстро производить замену. Обжиг поверхности создает поверхность цвета черного хлеба, которая упрочняет поверхность и повышается стойкость к влаге. В процессе работы из экструдера 10 через фильеру 32 непрерывно выходит и движется по примному швеллеру 34 брикетная трубка 35. От выхода из экструдера 10 по длине не менее четырех метров идт местный отсос, выполненный, например, в виде вытяжки 36, для ускорения охлаждения брикетной трубки 35 и удаления возможного выделения пара и дыма от подгоревшей древесины. По длине приемного швеллера 34 установлено автоматическое устройство 11 резки, для нарезки брикетной трубки 35 на брикеты заданного размера. Испытания топливных брикетов, полученных на заявляемой линии, показали, что выделение CO2 при их сжигании в 30 раз ниже, чем при сжигании кокса, и в 50 раз ниже, чем при сжигании угля. При этом при теплоотдаче брикетов, изготовленных, в частности, из древесных опилок, равной 4400 ккал и сравнимой с традиционными видами твердого топлива, при их сгорании образуется только около 0,5-1% золы (при сгорании бурого угля - около 40%, при сгорании черного угля - около 20%). Благодаря равномерной структуре (в частности, плотности) и низкой влажности брикетов, при сгорании они обеспечивают выделение тепла на постоянном температурном уровне на протяжении около 2-3 ч. Благодаря своим характеристикам топливные брикеты, полученные на заявляемой линии для производства топливных брикетов, могут найти широкое применение и могут использоваться для сжигания во всех видах топок, котлов центрального отопления, каминов, печей, грилей и т.п., практически, без выделения в окружающую среду вредных веществ.-4 011336 Литература: 1. Установка брикетирования отходов УБО-2. Сайт компании Жаско. [Найдено 30.01.2007]. Найдено в Интернет: http://730606.8442.ru/ 2. Линия производства топливных брикетов. Сайт компании Теплопроцесс. [Найдено 30.01.2007]. Найдено в Интернет: http://teplo.sibmetal.ru/sbrik.html 3. Автоматические линии брикетирования серии BR1SUR. Сайт торгово-промышленной компании ТПК КОДОС. [Найдено 30.01.2007]. Найдено в Интернет: http://www.kodos.biz/tpkz53st6.htm ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Линия для производства топливных брикетов, включающая последовательно установленные транспортер загрузки сырья, горизонтально ориентированное устройство сушки сырья барабанного типа с выполненными в корпусе загрузочным и выгрузочным окнами и входным и выходным отверстиями,соответственно, для подачи и отвода газообразной среды, причем загрузочное окно выполнено в верхней части корпуса, при этом полость устройства сушки сырья связана с устройством нагрева газообразной среды, выполненным в виде теплогенератора, транспортер подачи, бункер-накопитель с мешалкой, устройство прессования и устройство формирования отдельных брикетов, отличающаяся тем, что транспортер загрузки сырья и транспортер подачи выполнены в виде шнековых транспортеров, связанных с полостью устройства сушки сырья, соответственно, в зоне загрузочного и выгрузочного окна посредством герметично установленных переходников, теплогенератор снабжен средством регулирования подачи воздуха в топку и по меньшей мере одним теплообменным элементом, в полости устройства сушки установлена с возможностью вращения относительно корпуса вокруг горизонтальной оси труба, снабженная перемешивающими перфорированными лопатками, расположенными на е поверхности по спиралеобразной траектории, причем полость устройства сушки и труба герметично связаны с полостью теплообменного элемента теплогенератора посредством соответствующих воздуховодов, при этом на входе в трубу установлен дополнительный вентилятор, входное отверстие для подачи нагретой газообразной среды расположено в верхней части корпуса в зоне загрузочного окна с возможностью подачи в полость устройства сушки газообразной среды в направлении, перпендикулярном оси вращения трубы, а полость устройства сушки сырья через выходное отверстие для отвода газообразной среды дополнительно герметично связана со средством задания разрежения, бункер-накопитель с мешалкой связан со шнековым транспортером подачи, а также с устройством прессования через выгрузочное отверстие, выполненное в ее дне, посредством шнека подачи, устройство прессования выполнено в виде экструдера, рабочая часть которого выполнена составной по меньшей мере из двух последовательно расположенных и непосредственно связанных друг с другом шнека загрузки и наконечника шнекового, в зоне между экструдером и устройством формирования отдельных брикетов расположено средство удаления газообразных продуктов, при этом устройство формирования брикетов выполнено в виде автоматического устройства резки,причем устройство сушки сырья, транспортер загрузки и шнек подачи снабжены устройствами регулирования оборотов. 2. Линия по п.1, отличающаяся тем, что средство задания разрежения выполнено в виде вентилятора, выполненного с выходом в атмосферу через циклон. 3. Линия по любому из пп.1 или 2, отличающаяся тем, что устройство регулирования оборотов выполнено в виде частотного преобразователя. 4. Линия по любому из пп.1-3, отличающаяся тем, что насадка шнековая с рабочего торца снабжена износостойким покрытием. 5. Линия по любому из пп.1-4, отличающаяся тем, что перед транспортером загрузки сырья дополнительно установлен измельчитель сырья, выполненный предпочтительно в виде устройства переработки отходов древесины в опилки.
МПК / Метки
МПК: C10L 5/44
Метки: линия, производства, топливных, брикетов
Код ссылки
<a href="https://eas.patents.su/8-11336-liniya-dlya-proizvodstva-toplivnyh-briketov.html" rel="bookmark" title="База патентов Евразийского Союза">Линия для производства топливных брикетов</a>
Универсальная автоматизированная поточная линия для производства изделий из природного или искусственного камня
Номер патента: 2843
Опубликовано: 31.10.2002
Авторы: Кайма Ананий Васильевич, Шендерович Яков Ефимович
МПК: B28D 1/02
Метки: автоматизированная, камня, изделий, искусственного, поточная, универсальная, природного, производства, линия
Формула / Реферат:
1. Универсальная автоматизированная поточная линия для производства изделий из природного или искусственного камня, содержащая распиловочное и шлифовально-полировальное оборудование, замкнутый транспортер для межоперационного перемещения заготовок природного камня, установленных на кинематически связанных с транспортером вагонетках, и механизм сдвига заготовок на заранее заданную величину толщины изделия, отличающаяся тем, что транспортер для...
Технологическая линия в.а. лещикова для производства многослойных строительных блоков с декоративной лицевой поверхностью
Номер патента: 7135
Опубликовано: 30.06.2006
Автор: Лещиков Валерий Андреевич
МПК: B28B 5/00
Метки: строительных, в.а, производства, линия, поверхностью, лицевой, многослойных, блоков, технологическая, декоративной, лещикова
Формула / Реферат:
Технологическая линия для производства многослойных бетонных с декоративной лицевой поверхностью блоков, содержащая бункеры песка, цемента, емкости воды и ПАВ с дозаторами, смеситель, участок приготовления смеси, рольганговые ветви, на которых в технологической последовательности размещены вибростол с бункерами загрузочного участка, термокамера, формы для блоков, прижимной механизм, механизмы перемещения форм, участок съема форм выемки блоков,...
Способ получения водорода и электрической энергии при риформинге биоэтанола с использованием топливных элементов и с нулевым выделением загрязнителей
Номер патента: 2382
Опубликовано: 25.04.2002
Автор: Верикиос Ксенофон
Метки: топливных, риформинге, способ, электрической, нулевым, водорода, загрязнителей, получения, использованием, элементов, выделением, биоэтанола, энергии
Формула / Реферат:
1. Способ получения водорода и электрической энергии без выделения загрязнителей из этанола, получаемого из биомассы, при этом способ включает следующие операции: а) получение водного раствора этанола с концентрацией этанола приблизительно от 8 до 12% путем ферментации биомассы; б) отделение воды от водного раствора этанола с тем, чтобы водный раствор этанола содержал приблизительно от 40 до 70 мас.% этанола; в) смешивание части водного раствора...
Способ избирательного гидрокрекинга средних топливных дистиллятов

Номер патента: 1677
Опубликовано: 25.06.2001
Автор: Хабиб Мохаммад М.
МПК: C10G 65/10
Метки: способ, дистиллятов, средних, избирательного, гидрокрекинга, топливных
Формула / Реферат:
1. Способ гидрокрекинга, включающий контактирование нефтяного исходного сырья и водорода в условиях гидрокрекинга с первым слоем катализатора, который содержит частицы катализатора, включающие цеолит Y-типа, имеющий размер элементарной кристаллической ячейки приблизительно более 24,35 ангстрема, и контактирование всего эффлюента из первого слоя катализатора в условиях гидрокрекинга со вторым слоем катализатора, который содержит частицы...
Система многосекционных топливных элементов
Номер патента: 2216
Опубликовано: 28.02.2002
Авторы: Сли Ранульф, Крукшэнк Джон Малкольм, Грин Кевин Джон, Лэйкман Джон Барри
МПК: H01M 8/02
Метки: система, многосекционных, элементов, топливных
Формула / Реферат:
1. Система многосекционных топливных элементов, содержащая цилиндрическую оправку, перезаряжаемый источник водородного топлива и большое количество секций топливного элемента, при этом оправка содержит последовательность взаимосвязанных модулей, и каждый модуль оправки перфорирован для обеспечения возможности прохождения топлива к секциям топливного элемента, причем каждую секцию топливного элемента располагают радиально наружу от оправки и...
Предыдущий патент: Освещение теплиц
Следующий патент: Система дополнительного стопорения опор на палубе морской нефтедобывающей платформы и способы установки такой системы стопорения
Случайный патент: Игровой автомат