Устройство для обработки упаковочных материалов и способ изготовления упаковочных контейнеров
Формула / Реферат
1. Устройство для обработки упаковочного материала, содержащее
(a) транспортирующее средство для перемещения многослойного упаковочного материала, который образован из бумажной основы и полимерных пленок и который имеет зону разрыва в месте, соответствующем положению открывающего средства;
(b) запечатывающее устройство для запечатывания указанного упаковочного материала; и
(c) нагревательное средство, расположенное в направлении перемещения упаковочного материала перед запечатывающим устройством, так что нагревательное средство находится против самого внутреннего слоя упаковочного материала для нагрева упаковочного материала.
2. Устройство по п.1, отличающееся тем, что указанное нагревательное средство имеет множество отверстий для струй горячего воздуха, образованных в поверхности, обращенной к упаковочному материалу.
3. Способ изготовления упаковочных контейнеров, предусматривающий следующие стадии:
(a) подачу многослойного упаковочного материала, образованного из бумажной основы и аморфных полимерных пленок и имеющего зону разрыва в месте, соответствующем положению открывающего средства;
(b) запечатывание указанного упаковочного материала в продольном направлении с образованием трубчатого упаковочного материала;
(c) загрузку содержимого в трубчатый упаковочный материал;
(d) запечатывание трубчатого упаковочного материала в поперечном направлении через заданные интервалы и разрезание трубчатого упаковочного материала на поперечно запечатанных участках с образованием контейнера, имеющего предварительную форму;
(е) фальцевание контейнера, имеющего предварительную форму, по линиям сгиба в конечную форму;
(f) прикрепление крышки к зоне разрыва;
(g) нагревание включающего, по меньшей мере, зону разрыва участка полимерной пленки упаковочного материала нагревательным средством, расположенным выше по ходу в заданной зоне обработки; и
(h) постепенное охлаждение участка полимерной пленки, нагретого нагревательным средством в месте, находящемся ниже по ходу в указанной зоне обработки, чтобы перевести этот участок в кристаллическое состояние.
4. Способ по п.3, отличающийся тем, что, по меньшей мере, одна из полимерных пленок, образующих многослойный упаковочный материал, выполнена из термопластика, который обратимо изменяет свое состояние, переходя из аморфного в кристаллическое состояние и обратно.
5. Способ по п.3, отличающийся тем, что указанное охлаждение достигается за счет естественного теплового излучения внутри камеры загрузочного устройства.
6. Способ по п.3, отличающийся тем, что указанное нагревательное средство непрерывно нагревает полосообразный участок упаковочного материала, включающий зону разрыва.
7. Способ по п.3, отличающийся тем, что указанное нагревательное средство выбирает и периодически нагревает зону разрыва упаковочного материала.

Текст
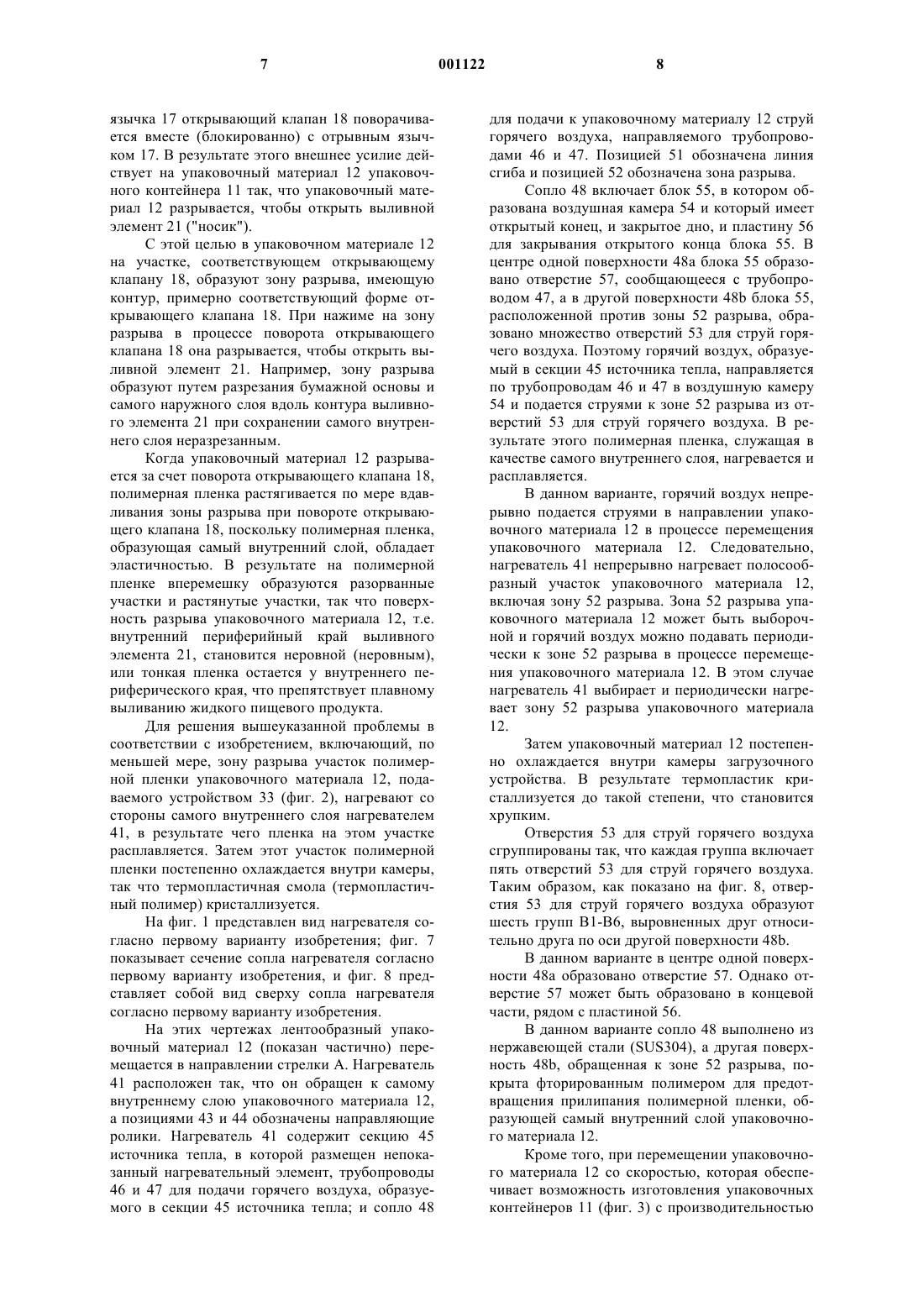
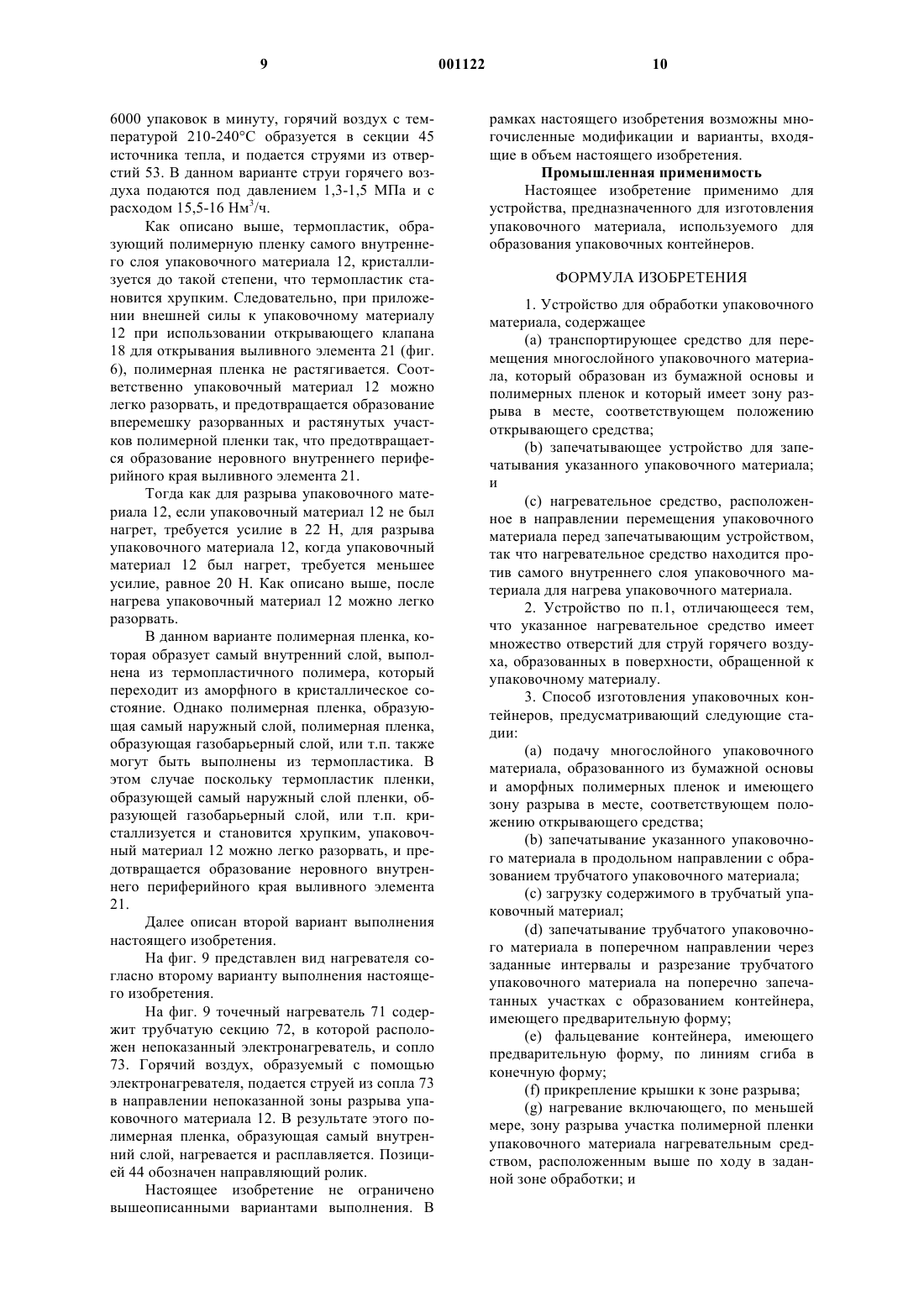
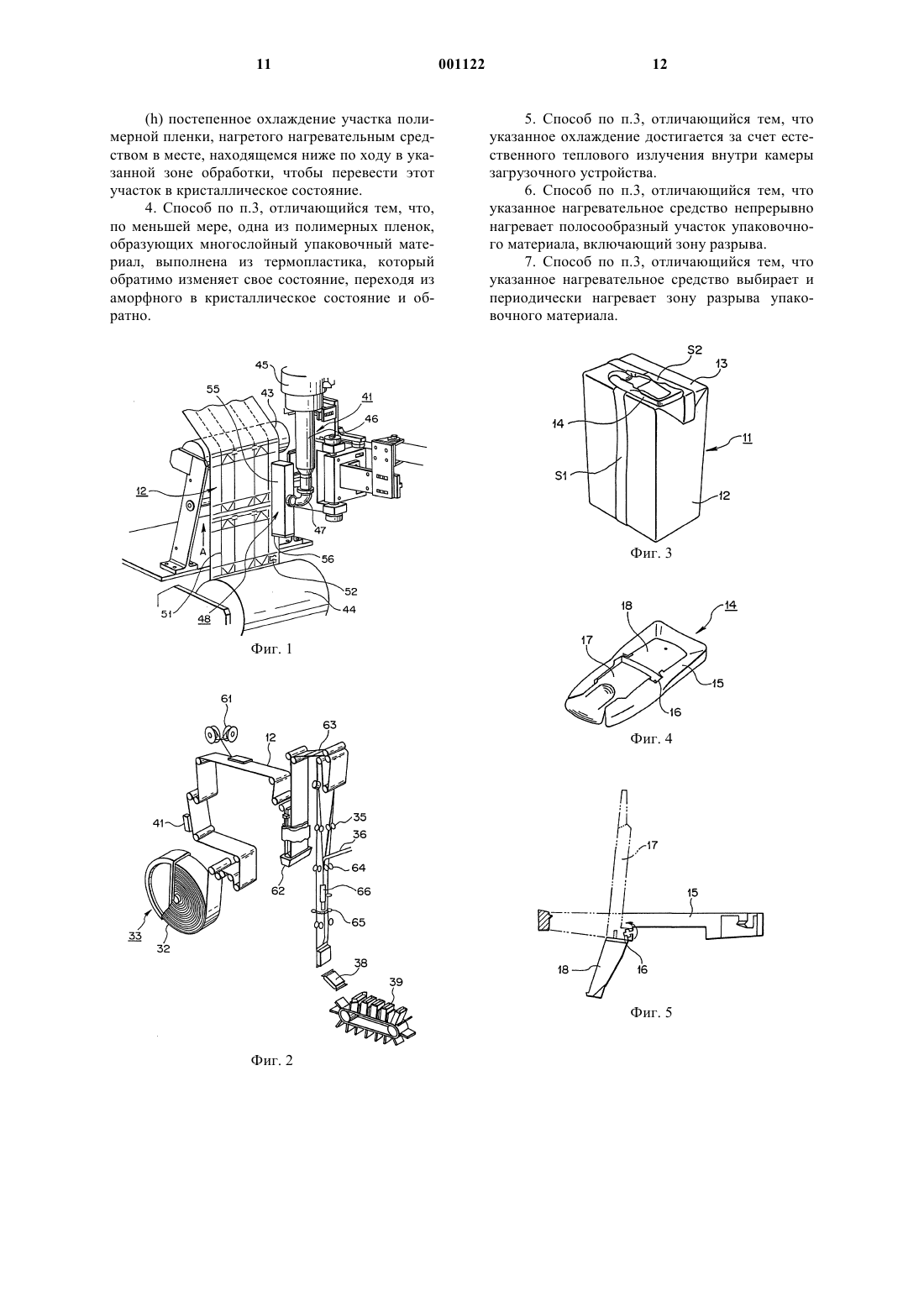
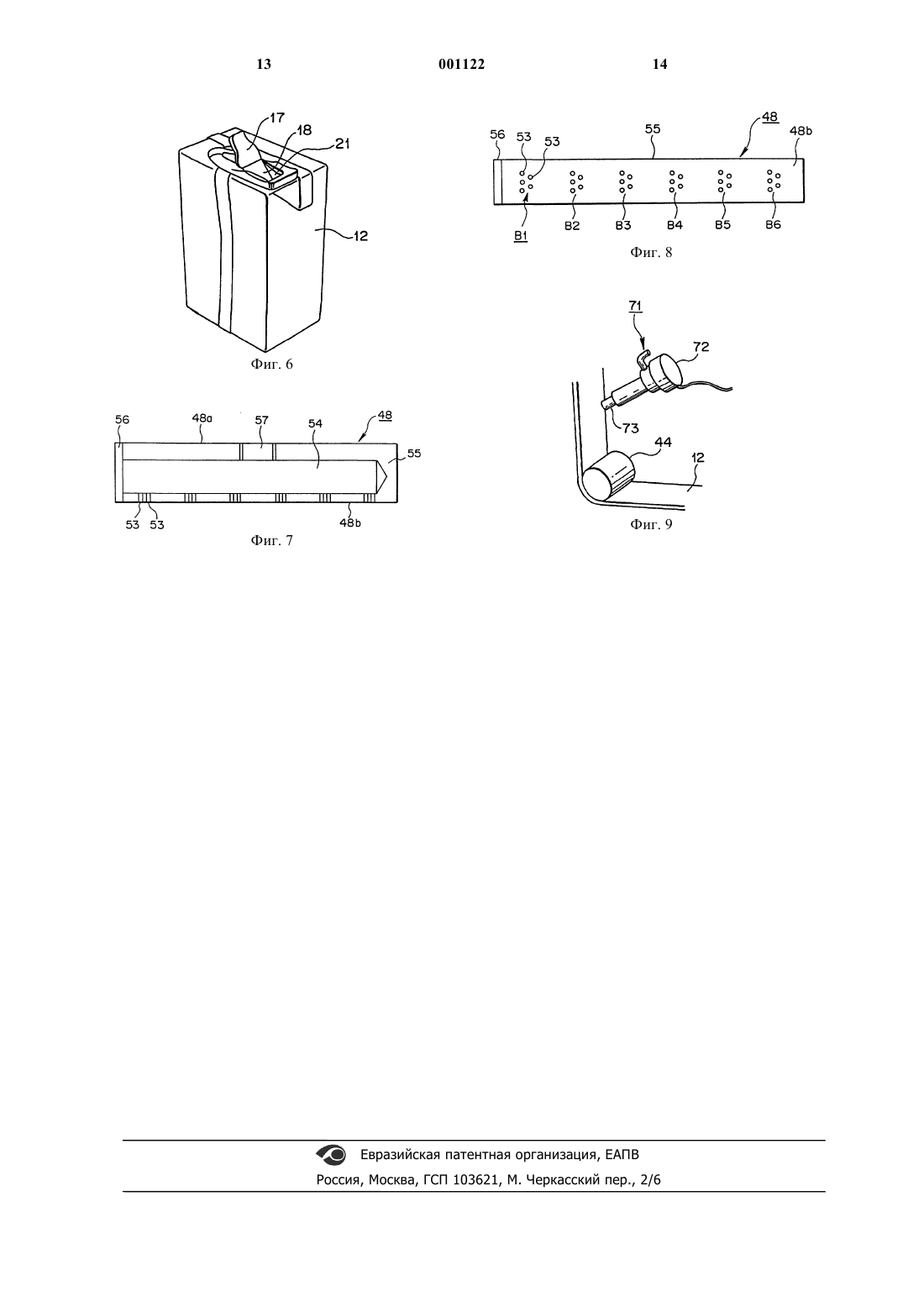
1 Настоящее изобретение относится к устройству для обработки упаковочных материалов и к способу изготовления упаковочных контейнеров. Обычные упаковочные контейнеры имеют выливной элемент ("носик") для выливания жидкого пищевого продукта, содержащегося в них. Для образования такого носика в упаковочном материале, используемом для образования упаковочного контейнера, выполняют перфорированное отверстие, служащее в качестве выливного элемента; к упаковочному материалу с обратной стороны приклеивают внутреннюю пленку, чтобы закрыть перфорированное отверстие; с передней (лицевой) стороны к упаковочному материалу приклеивают запечатывающий элемент в виде отрывного язычка, а затем внутреннюю пленку и запечатывающий элемент в виде отрывного язычка сваривают вместе посредством приложения тепла. Когда отрывной язычок оттягивают, чтобы открыть упаковочный контейнер, внутренняя пленка разрушается вместе с отрывным язычком. Таким образом носик открывается. Однако при использовании обычного упаковочного контейнера оторванный язычок выбрасывают, загрязняя окружающую среду. Для преодоления данной проблемы может использоваться упаковочный контейнер, в котором зона разрыва, выполненная в виде тонкостенного участка, ограничена выливным участком упаковочного материала, который становится носиком. Упаковочный материал можно легко порвать при приложении внешнего усилия к зоне разрыва для открывания выливного элемента. Однако вышеописанный упаковочный материал имеет многослойную структуру, в которой слой бумажной основы, газобарьерный слой и т.п. размещены между самым наружным слоем и самым внутренним слоем, которые образованы из полимерной пленки, такой как полиэтиленовая пленка. Поэтому, когда носик открывают с приложением внешнего усилия, полимерная пленка иногда растягивается, и в результате полимерная пленка будет иметь разорванные участки и вытянутые участки вперемешку, и таким образом поверхность упаковочного материала в зоне разрыва будет неровной. Задачей настоящего изобретения является решение вышеописанных проблем, связанных с обычными упаковочными контейнерами, и создание устройства для обработки упаковочного материала и способа изготовления упаковочных контейнеров, предотвращающих образование неровной (шероховатой) поверхности в зоне разрыва упаковочного материала, образуемой при открывании выливного носика посредством приложения внешнего усилия. Для решения поставленной задачи, устройство по изобретению для обработки упаковочного материала содержит транспортирующее 2 средство для перемещения многослойного упаковочного материала, который образован из бумажной основы и полимерных пленок и который имеет зону разрыва в месте, соответствующем положению открывающего средства; запечатывающее устройство для запечатывания упаковочного материала и нагревательное средство,расположенное в направлении перемещения упаковочного материала перед запечатывающим устройством так, что нагревательное средство находится против самого внутреннего слоя упаковочного материала для нагрева упаковочного материала. В этом случае после нагрева и расплавления полимерная пленка упаковочного материала постепенно охлаждается. В результате этого термопластик, образующий полимерную пленку, кристаллизуется и становится хрупким. Следовательно, когда внешнее усилие прикладывают к зоне разрыва посредством использования открывающего средства, чтобы тем самым открыть носик, полимерная пленка не растягивается. В результате этого упаковочный материал может быть легко разорван, и предотвращается образование неровной поверхности разрыва упаковочного материала, поскольку полимерная пленка не имеет разорванных и растянутых участков вперемешку. В другом варианте устройства по изобретению, предназначенном для обработки упаковочного материала, нагревательное средство имеет множество отверстий для струй горячего воздуха, выполненных на поверхности, обращенной к упаковочному материалу. Способ изготовления упаковочных контейнеров согласно изобретению включает стадии подачи многослойного упаковочного материала, образованного из бумажной основы и аморфных полимерных пленок и имеющего зону разрыва в месте, соответствующем положению открывающего средства; запечатывания упаковочного материала в продольном направлении с образованием трубчатого упаковочного материала; загрузки содержимого в трубчатый упаковочный материал; запечатывания трубчатого упаковочного материала в поперечном направлении через заданные интервалы и разрезания трубчатого упаковочного материала на поперечно запечатанных участках с образованием контейнера, имеющего предварительную форму; фальцевания контейнера, имеющего предварительную форму, по линиям сгиба в конечную форму; и прикрепления закрывающего элемента к зоне разрыва. Далее способ предусматривает стадии нагревания участка полимерной пленки упаковочного материала, включающего, по меньшей мере, зону разрыва, а нагрев осуществляется с помощью нагревательного средства, расположенного выше по ходу в заданной зоне обработки; и постепенного охлаждения участка полимерной пленки, нагретого нагревательным средством в 3 месте, находящемся ниже по ходу в указанной зоне обработки, чтобы перевести этот участок в кристаллическое состояние. В другом варианте способа изготовления упаковочных контейнеров по изобретению, по меньшей мере, одна из полимерных пленок, образующих многослойный упаковочный материал, выполнена из термопластика, который обратимо изменяет свое состояние от аморфного до кристаллического. В еще одном варианте способа по изобретению вышеуказанное охлаждение достигается за счет естественного теплового излучения внутри камеры загрузочного устройства. В еще одном варианте способа по изобретению вышеописанное нагревательное средство непрерывно нагревает полосообразный участок упаковочного материала, включающий зону разрыва. И в еще одном варианте способа по изобретению вышеописанное нагревательное средство выбирает и периодически нагревает зону разрыва упаковочного материала. Краткое описание чертежей Фиг. 1 - вид нагревателя согласно первому варианту выполнения изобретения; фиг. 2 - вид загрузочного устройства согласно первому варианту выполнения изобретения; фиг. 3 - вид упаковочного контейнера согласно первому варианту выполнения изобретения; фиг. 4 - вид в перспективе оттягиваемой крышки согласно первому варианту выполнения изобретения; фиг. 5 - вид, иллюстрирующий действие оттягиваемой крышки согласно первому варианту изобретения; фиг. 6 - вид, показывающий состояние, при котором упаковочный контейнер согласно первому варианту открыт; фиг. 7 - вид в сечении сопла нагревателя согласно первому варианту выполнения изобретения; фиг. 8 - вид в плане сопла нагревателя согласно первому варианту выполнения изобретения; и фиг. 9 - вид нагревателя согласно второму варианту выполнения изобретения. Далее варианты выполнения настоящего изобретения будут описаны подробно со ссылкой на чертежи. На фиг. 2 представлено схематичное изображение загрузочного устройства согласно первому варианту выполнения изобретения. На фиг. 2 лентообразный упаковочный материал 12, образованный из гибкого ламината,имеет многослойную структуру и содержит бумажную основу, полимерную пленку (полимерный слой), покрывающую наружную поверхность бумажной основы и служащую в качестве самого наружного слоя, и полимерную пленку, 001122 4 покрывающую внутреннюю поверхность бумажной основы и служащую в качестве самого внутреннего слоя, и т.п. При необходимости между бумажной основой и самым внутренним слоем может быть предусмотрен газобарьерный слой из алюминиевой фольги или полимерной пленки, обладающей газообразными свойствами, или подобного материала. В данном варианте, по меньшей мере, одна из полимерных пленок, образующих упаковочный материал 12, т.е. полимерная пленка, образующая самый внутренний слой, выполнена из термопластичной смолы (термопластичного полимера), которая обратимо меняет свое состояние, переходя из аморфного состояния в кристаллическое и наоборот. Примером такой термопластичной смолы является полиолефиновая смола, такая как полиэтилен, полипропилен или сополимер этилена. Более точно, полимерная пленка представляет собой пленку, образованную из полиэтилена,такого как полиэтилен низкой плотности(ПЭНП), который легко кристаллизуется, линейный полиэтилен низкой плотности, устойчивый к действию жидких пищевых продуктов(например, маслостойкий, кислотостойкий и с хорошей непроницаемостью),металлоценполиэтилен или полиэтилен промежуточной плотности; или соэкструдированную пленку,содержащую эти полимеры. Полимерная пленка, обладающая газобарьерными свойствами, образована, по меньшей мере, одной из следующих пленок: пленка,полученная осаждением неорганического оксида, пленка из сополимера этилена и винилового спирта, пленка из Найлона (торговая марка),пленка из поливинилиденхлорида и пленка, покрытая поливинилиденхлоридом. Пленку, получаемую осаждением неорганического оксида изготавливают так, чтобы образовать тонкий слой неорганического оксида, такого как оксид кремния, оксид олова, оксид цинка, оксид индия, оксид титана или оксид алюминия, на пленке из термопластичного полимера, такого как полиолефин, найлон, полиэфир, поливиниловый спирт или т.п., посредством вакуумного напыления, металлизации, химического осаждения из газовой фазы или плазменнохимического осаждения из газовой фазы. Упаковочный материал 12 получают посредством непоказанного устройства и размещают в загрузочном устройстве в виде рулона 32. Упаковочный материал 12 разматывают подающим устройством 33 и перемещают через загрузочное устройство, когда приводится в действие непоказанный транспортирующий манипулятор, служащий в качестве транспортирующего средства. На упаковочном материале 12 в заданных местах заранее образуют линии сгиба. Кроме того, на участке, где должна быть прикреплена непоказанная крышка, заранее образуют зону разрыва. Полимерная пленка, кото 5 рая образует самый внутренний слой упаковочного материала 12, находится в аморфном состоянии. Затем в зоне обработки упаковочный материал 12 подвергается предварительной обработке, заранее установленной в загрузочном устройстве. А именно, выше по ходу в пределах зоны обработки, включающей, по меньшей мере, зону разрыва, участок полимерной пленки,образующей самый внутренний слой упаковочного материала 12, нагревают и расплавляют нагревателем 41, служащим в качестве нагревательного средства. Затем ниже по ходу в пределах зоны обработки, т.е. за нагревателем 41 в направлении перемещения упаковочного материала 12, полимерная пленка постепенно охлаждается за счет естественного теплового излучения внутри непоказанной камеры загрузочного устройства по мере перемещения упаковочного материала 12. В этот момент термопластик полимерной пленки кристаллизуется, переходя при этом в кристаллическое состояние. Внутри камеры за нагревателем 41 (в направлении перемещения упаковочного материала 12) расположено непоказанное устройство для нанесения полосок. При запечатывании упаковочного материала 12 в продольном направлении устройство для нанесения полосок подает струю горячего воздуха в направлении краевой части упаковочного материала 12 и прикрепляет полоску 61 к краевой части упаковочного материала 12. Кроме того, за устройством для нанесения полосок (в направлении перемещения упаковочного материала 12) расположен резервуар 62 с перекисью водорода. В целях стерилизации упаковочный материал 12 погружают в перекись водорода, которая содержится в резервуаре 62 и нагревают примерно до 60 С. Кроме того, за резервуаром 62 с перекисью водорода в направлении перемещения упаковочного материала 12 расположен пневматический нож 63. Горячий воздух подается в виде струи из пневматического ножа 63 к упаковочному материалу 12 для удаления перекиси водорода, прилипшей к упаковочному материалу 12. Поэтому за нагревателем 41 (в направлении перемещения упаковочного материала 12) атмосфера внутри камеры поддерживается в сравнительно теплом состоянии, пригодном для постепенного охлаждения нагретой полимерной пленки. Вышеописанная зона обработки размещена внутри камеры между подающим устройством 33 и устройством 66 для продольного запечатывания, и полимерная пленка постепенно охлаждается за нагревателем 41 по ходу перемещения упаковочного материала. Упаковочный материал 12, самый внутренний слой которого был подвергнут частичной кристаллизации вышеописанным образом,направляется направляющими 35 камеры и 6 формующими кольцами 64 и 65. Между формующими кольцами 64 и 65 упаковочный материал 12 запечатывают в продольном направлении с приданием ему трубчатой формы с помощью вертикального запечатывающего устройства 66. В процессе перемещения трубчатого упаковочного материала 12 жидкий пищевой продукт, являющийся загружаемым содержимым,подают и загружают в упаковочный материал 12 сверху через дозирующую трубу 36. После этого упаковочный материал 12 сдавливают с обеих сторон с помощью непоказанных запечатывающих зажимов, чтобы тем самым запечатать его в поперечном направлении через заданные интервалы. После этого поперечно запечатанные участки разрезают с образованием контейнера 38,имеющего предварительную форму. Затем контейнер 38 подвергают фальцеванию по вышеуказанным линиям сгиба с получением контейнера 39, имеющего заданную конечную форму. Затем к контейнеру 39 прикрепляют непоказанную крышку. Таким образом, получают множество готовых упаковочных контейнеров в форме кирпича, каждый из которых содержит постоянное количество жидкого пищевого продукта. На фиг. 3 представлен схематичный вид упаковочного контейнера согласно первому варианту изобретения; фиг. 4 показывает вид оттягиваемой крышки согласно первому варианту изобретения; фиг. 5 представляет собой вид,иллюстрирующий действие оттягиваемой крышки согласно первому варианту изобретения, и фиг. 6 показывает состояние, в котором упаковочный контейнер по первому варианту открыт. На этих чертежах позицией 11 обозначен упаковочный контейнер, полученный посредством формования упаковочного материала 12 в форму кирпича. В упаковочном контейнере 11 содержится непоказанный жидкий пищевой продукт. Символом S1 обозначен участок запечатывания в продольном направлении, а символом S2 - участок поперечного запечатывания. Крышку 14 приваривают к заданному участку для прикрепления крышки, например, к угловой части верхней стенки 13 упаковочного контейнера 11. Крышка 14 выполнена за одно целое из полимера, такого как полиэтилен. Крышка 14 имеет корпус 15, имеющий Uобразную форму, отрывной язычок 17, который опирается так, чтобы он имел возможность поворота вокруг шарнира 16, и открывающий клапан 18, который опирается так, чтобы он мог поворачиваться вокруг шарнира 16, причем он поворачивается вместе с отрывным язычком(блокированно) при повороте отрывного язычка 17. Открывающий клапан 18 служит в качестве открывающего средства. В этом случае, как показано на фиг. 5 и 6,при оттягивании вверх и повороте отрывного 7 язычка 17 открывающий клапан 18 поворачивается вместе (блокированно) с отрывным язычком 17. В результате этого внешнее усилие действует на упаковочный материал 12 упаковочного контейнера 11 так, что упаковочный материал 12 разрывается, чтобы открыть выливной элемент 21 ("носик"). С этой целью в упаковочном материале 12 на участке, соответствующем открывающему клапану 18, образуют зону разрыва, имеющую контур, примерно соответствующий форме открывающего клапана 18. При нажиме на зону разрыва в процессе поворота открывающего клапана 18 она разрывается, чтобы открыть выливной элемент 21. Например, зону разрыва образуют путем разрезания бумажной основы и самого наружного слоя вдоль контура выливного элемента 21 при сохранении самого внутреннего слоя неразрезанным. Когда упаковочный материал 12 разрывается за счет поворота открывающего клапана 18,полимерная пленка растягивается по мере вдавливания зоны разрыва при повороте открывающего клапана 18, поскольку полимерная пленка,образующая самый внутренний слой, обладает эластичностью. В результате на полимерной пленке вперемешку образуются разорванные участки и растянутые участки, так что поверхность разрыва упаковочного материала 12, т.е. внутренний периферийный край выливного элемента 21, становится неровной (неровным),или тонкая пленка остается у внутреннего периферического края, что препятствует плавному выливанию жидкого пищевого продукта. Для решения вышеуказанной проблемы в соответствии с изобретением, включающий, по меньшей мере, зону разрыва участок полимерной пленки упаковочного материала 12, подаваемого устройством 33 (фиг. 2), нагревают со стороны самого внутреннего слоя нагревателем 41, в результате чего пленка на этом участке расплавляется. Затем этот участок полимерной пленки постепенно охлаждается внутри камеры,так что термопластичная смола (термопластичный полимер) кристаллизуется. На фиг. 1 представлен вид нагревателя согласно первому варианту изобретения; фиг. 7 показывает сечение сопла нагревателя согласно первому варианту изобретения, и фиг. 8 представляет собой вид сверху сопла нагревателя согласно первому варианту изобретения. На этих чертежах лентообразный упаковочный материал 12 (показан частично) перемещается в направлении стрелки А. Нагреватель 41 расположен так, что он обращен к самому внутреннему слою упаковочного материала 12,а позициями 43 и 44 обозначены направляющие ролики. Нагреватель 41 содержит секцию 45 источника тепла, в которой размещен непоказанный нагревательный элемент, трубопроводы 46 и 47 для подачи горячего воздуха, образуемого в секции 45 источника тепла; и сопло 48 8 для подачи к упаковочному материалу 12 струй горячего воздуха, направляемого трубопроводами 46 и 47. Позицией 51 обозначена линия сгиба и позицией 52 обозначена зона разрыва. Сопло 48 включает блок 55, в котором образована воздушная камера 54 и который имеет открытый конец, и закрытое дно, и пластину 56 для закрывания открытого конца блока 55. В центре одной поверхности 48 а блока 55 образовано отверстие 57, сообщающееся с трубопроводом 47, а в другой поверхности 48b блока 55,расположенной против зоны 52 разрыва, образовано множество отверстий 53 для струй горячего воздуха. Поэтому горячий воздух, образуемый в секции 45 источника тепла, направляется по трубопроводам 46 и 47 в воздушную камеру 54 и подается струями к зоне 52 разрыва из отверстий 53 для струй горячего воздуха. В результате этого полимерная пленка, служащая в качестве самого внутреннего слоя, нагревается и расплавляется. В данном варианте, горячий воздух непрерывно подается струями в направлении упаковочного материала 12 в процессе перемещения упаковочного материала 12. Следовательно,нагреватель 41 непрерывно нагревает полосообразный участок упаковочного материала 12,включая зону 52 разрыва. Зона 52 разрыва упаковочного материала 12 может быть выборочной и горячий воздух можно подавать периодически к зоне 52 разрыва в процессе перемещения упаковочного материала 12. В этом случае нагреватель 41 выбирает и периодически нагревает зону 52 разрыва упаковочного материала 12. Затем упаковочный материал 12 постепенно охлаждается внутри камеры загрузочного устройства. В результате термопластик кристаллизуется до такой степени, что становится хрупким. Отверстия 53 для струй горячего воздуха сгруппированы так, что каждая группа включает пять отверстий 53 для струй горячего воздуха. Таким образом, как показано на фиг. 8, отверстия 53 для струй горячего воздуха образуют шесть групп В 1-В 6, выровненных друг относительно друга по оси другой поверхности 48b. В данном варианте в центре одной поверхности 48 а образовано отверстие 57. Однако отверстие 57 может быть образовано в концевой части, рядом с пластиной 56. В данном варианте сопло 48 выполнено из нержавеющей стали (SUS304), а другая поверхность 48b, обращенная к зоне 52 разрыва, покрыта фторированным полимером для предотвращения прилипания полимерной пленки, образующей самый внутренний слой упаковочного материала 12. Кроме того, при перемещении упаковочного материала 12 со скоростью, которая обеспечивает возможность изготовления упаковочных контейнеров 11 (фиг. 3) с производительностью 9 6000 упаковок в минуту, горячий воздух с температурой 210-240 С образуется в секции 45 источника тепла, и подается струями из отверстий 53. В данном варианте струи горячего воздуха подаются под давлением 1,3-1,5 МПа и с расходом 15,5-16 Нм 3/ч. Как описано выше, термопластик, образующий полимерную пленку самого внутреннего слоя упаковочного материала 12, кристаллизуется до такой степени, что термопластик становится хрупким. Следовательно, при приложении внешней силы к упаковочному материалу 12 при использовании открывающего клапана 18 для открывания выливного элемента 21 (фиг. 6), полимерная пленка не растягивается. Соответственно упаковочный материал 12 можно легко разорвать, и предотвращается образование вперемешку разорванных и растянутых участков полимерной пленки так, что предотвращается образование неровного внутреннего периферийного края выливного элемента 21. Тогда как для разрыва упаковочного материала 12, если упаковочный материал 12 не был нагрет, требуется усилие в 22 Н, для разрыва упаковочного материала 12, когда упаковочный материал 12 был нагрет, требуется меньшее усилие, равное 20 Н. Как описано выше, после нагрева упаковочный материал 12 можно легко разорвать. В данном варианте полимерная пленка, которая образует самый внутренний слой, выполнена из термопластичного полимера, который переходит из аморфного в кристаллическое состояние. Однако полимерная пленка, образующая самый наружный слой, полимерная пленка,образующая газобарьерный слой, или т.п. также могут быть выполнены из термопластика. В этом случае поскольку термопластик пленки,образующей самый наружный слой пленки, образующей газобарьерный слой, или т.п. кристаллизуется и становится хрупким, упаковочный материал 12 можно легко разорвать, и предотвращается образование неровного внутреннего периферийного края выливного элемента 21. Далее описан второй вариант выполнения настоящего изобретения. На фиг. 9 представлен вид нагревателя согласно второму варианту выполнения настоящего изобретения. На фиг. 9 точечный нагреватель 71 содержит трубчатую секцию 72, в которой расположен непоказанный электронагреватель, и сопло 73. Горячий воздух, образуемый с помощью электронагревателя, подается струей из сопла 73 в направлении непоказанной зоны разрыва упаковочного материала 12. В результате этого полимерная пленка, образующая самый внутренний слой, нагревается и расплавляется. Позицией 44 обозначен направляющий ролик. Настоящее изобретение не ограничено вышеописанными вариантами выполнения. В 10 рамках настоящего изобретения возможны многочисленные модификации и варианты, входящие в объем настоящего изобретения. Промышленная применимость Настоящее изобретение применимо для устройства, предназначенного для изготовления упаковочного материала, используемого для образования упаковочных контейнеров. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для обработки упаковочного материала, содержащее(a) транспортирующее средство для перемещения многослойного упаковочного материала, который образован из бумажной основы и полимерных пленок и который имеет зону разрыва в месте, соответствующем положению открывающего средства;(b) запечатывающее устройство для запечатывания указанного упаковочного материала; и(c) нагревательное средство, расположенное в направлении перемещения упаковочного материала перед запечатывающим устройством,так что нагревательное средство находится против самого внутреннего слоя упаковочного материала для нагрева упаковочного материала. 2. Устройство по п.1, отличающееся тем,что указанное нагревательное средство имеет множество отверстий для струй горячего воздуха, образованных в поверхности, обращенной к упаковочному материалу. 3. Способ изготовления упаковочных контейнеров, предусматривающий следующие стадии:(a) подачу многослойного упаковочного материала, образованного из бумажной основы и аморфных полимерных пленок и имеющего зону разрыва в месте, соответствующем положению открывающего средства;(b) запечатывание указанного упаковочного материала в продольном направлении с образованием трубчатого упаковочного материала;(d) запечатывание трубчатого упаковочного материала в поперечном направлении через заданные интервалы и разрезание трубчатого упаковочного материала на поперечно запечатанных участках с образованием контейнера,имеющего предварительную форму;(е) фальцевание контейнера, имеющего предварительную форму, по линиям сгиба в конечную форму;(g) нагревание включающего, по меньшей мере, зону разрыва участка полимерной пленки упаковочного материала нагревательным средством, расположенным выше по ходу в заданной зоне обработки; и(h) постепенное охлаждение участка полимерной пленки, нагретого нагревательным средством в месте, находящемся ниже по ходу в указанной зоне обработки, чтобы перевести этот участок в кристаллическое состояние. 4. Способ по п.3, отличающийся тем, что,по меньшей мере, одна из полимерных пленок,образующих многослойный упаковочный материал, выполнена из термопластика, который обратимо изменяет свое состояние, переходя из аморфного в кристаллическое состояние и обратно. 12 5. Способ по п.3, отличающийся тем, что указанное охлаждение достигается за счет естественного теплового излучения внутри камеры загрузочного устройства. 6. Способ по п.3, отличающийся тем, что указанное нагревательное средство непрерывно нагревает полосообразный участок упаковочного материала, включающий зону разрыва. 7. Способ по п.3, отличающийся тем, что указанное нагревательное средство выбирает и периодически нагревает зону разрыва упаковочного материала.
МПК / Метки
Метки: упаковочных, способ, изготовления, устройство, материалов, контейнеров, обработки
Код ссылки
<a href="https://eas.patents.su/8-1122-ustrojjstvo-dlya-obrabotki-upakovochnyh-materialov-i-sposob-izgotovleniya-upakovochnyh-kontejjnerov.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для обработки упаковочных материалов и способ изготовления упаковочных контейнеров</a>
Системы обработки контейнеров
Номер патента: 341
Опубликовано: 29.04.1999
Автор: Росс Аллан Симпсон
МПК: B66C 23/36
Метки: контейнеров, обработки, системы
Формула / Реферат:
1. Механизм для погрузки, разгрузки или транспортировки контейнера (7) на и с поддона настила (1), прикрепленного или могущего быть прикрепленным к грузовому автомобилю или трейлеру, причем на каждом конце поддона механизм включает в себя поперечный блок (8), содержащий установленную по центру телескопическую стрелу (12), которая смонтирована на оси поворота (11), отличающийся тем, что нижняя часть (26) стрелы имеет удлинение (28), с которым...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: гипсосодержащих, изделий, материалов, способ, форма, изготовления, интерьерно-облицовочных
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Способ изготовления основания фильтра для обработки вод
Номер патента: 911
Опубликовано: 26.06.2000
Авторы: Перрен Дидье, Мотт Ален
МПК: B01D 24/22
Метки: обработки, способ, основания, изготовления, вод, фильтра
Формула / Реферат:
1. Способ изготовления основания фильтра для обработки вод, содержащего в резервуаре несущую конструкцию (10), состоящую из балок или колонн, опирающихся на дно резервуара (1) и поддерживающих плиту перекрытия (9), имеющую множество отверстий для размещения в них фильтровальных сит и сеток (11), причем несущую конструкцию и плиту перекрытия изготовляют отливкой бетона непосредственно на месте, в резервуаре фильтра, в опалубке, которую оставляют...
Способ ломки материалов на заготовки и устройство для его осуществления.
Номер патента: 265
Опубликовано: 25.02.1999
Автор: Жалдак Николай Иванович
МПК: B23D 27/06
Метки: устройство, ломки, осуществления, способ, заготовки, материалов
Формула / Реферат:
1. Способ ломки материалов на заготовки, включающий нанесение на материал концентратора напряжений в виде углублений и приложение в его плоскости разрушающей импульсной нагрузки, отличающийся тем, что материал по границе углубления концентратора напряжения сначала сжимают усилием до предела упругости, а в зоне образования углубления концентратора напряжений - до предела пластичности и образования большого волнового сопротивления в пределах...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: ковкой, цельной, кованой, устройство, способ, заготовки, изготовления, шестерни(варианты
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Предыдущий патент: Устройство для крепления стеклянной панели к держателю, установленному на здании
Следующий патент: Столб
Случайный патент: Носитель с твердым фибриногеном и твердым тромбином