Способ изготовления основания фильтра для обработки вод
Формула / Реферат
1. Способ изготовления основания фильтра для обработки вод, содержащего в резервуаре несущую конструкцию (10), состоящую из балок или колонн, опирающихся на дно резервуара (1) и поддерживающих плиту перекрытия (9), имеющую множество отверстий для размещения в них фильтровальных сит и сеток (11), причем несущую конструкцию и плиту перекрытия изготовляют отливкой бетона непосредственно на месте, в резервуаре фильтра, в опалубке, которую оставляют в сооружении и выполняют посредством сборки элементов опалубки, осуществляя сопряжение несущей конструкции и плиты перекрытия, отличающийся тем, что опалубку, которую оставляют в сооружении, ограничивающую несущую конструкцию и плиту перекрытия, изготовляют на месте размещения рядом на основании резервуара из элементов опалубки и единственной модели, причем эти элементы удерживают в заданной конфигурации с помощью крепежных средств (17).
2. Способ по п.1, отличающийся тем, что отливку бетона осуществляют в одну стадию.
3. Способ по п.1, отличающийся тем, что отливку бетона осуществляют в две стадии.
4. Способ по любому из предшествующих пунктов, отличающийся тем, что он включает следующие последовательные стадии:
- изготовление резервуара (1) фильтра,
- осуществление сборки арматуры (6) каркаса балок несущей конструкции фильтра,
- размещение рядом друг с другом на основании резервуара (1) и закрепление элементов опалубки (4), которую оставляют в сооружении,
- монтаж колец или хомутов (7), предохраняемых колпачками, на элементах опалубки, которую оставляют в сооружении, в местах, предусмотренных для размещения в них фильтровальных сит и сеток,
- сборку арматуры каркаса (8) верхней части плиты перекрытия (9),
- отливку бетона непосредственно в резервуаре фильтра, в пределах опалубки, которую оставляют в сооружении,
- снятие предохранительных колпачков с колец (7) и монтаж фильтровальных сита и сеток (11) на этих кольцах.
5. Элемент опалубки, оставляемой в сооружении, отличающийся тем, что он изготовлен из пластика, стали или композитного материала конфигурацией, обеспечивающей расположение рядом друг с другом множества таких элементов на гладком горизонтальном основании для получения опалубки, в которой отливается из бетона конструкция (10) из балок и колонн, поддерживающих плиту перекрытия (9).
6. Элемент опалубки по п.5, отличающийся тем, что его толщина равна 1-15 мм, предпочтительно 3-7 мм.
7. Элемент опалубки по любому из пп.5-6, отличающийся тем, что его высота равна 100-700 мм, предпочтительно 120-250 мм.
8. Элемент опалубки по любому из пп.5-7, отличающийся тем, что его ширина равна 300-1300 мм, предпочтительно 450-700 мм.
9. Элемент опалубки по любому из пп.5-8, отличающийся тем, что его длина равна от 2 до 7 м.
10. Элемент опалубки по любому из пп.5-9, отличающийся тем, что он выполнен такой конфигурации, при которой давления, приложенные к его боковым стенкам в процессе отливки бетона, создают стрелу выпуклости в его верхней части для компенсации, по меньшей мере частично, стрелы прогиба, вызываемой весом бетона.
11. Элемент опалубки по любому из пп.5-10, отличающийся тем, что его стенки выполнены такой конфигурации, при которой сведены до минимума потери напора потока жидкости, циркулирующей в фильтре.
12. Элемент опалубки по п.11, отличающийся тем, что его стенки имеют ребра жесткости (15, 15'), которую обеспечивают жесткость опалубки в горизонтальной и вертикальной плоскостях.
13. Элемент опалубки по любому из пп.5-12, отличающийся тем, что его боковые стенки имеют кривизну большого радиуса.
14. Элемент опалубки по любому из пп.5-13, отличающийся тем, что он содержит в своей верхней части множество отверстий (16), предназначенных для приема колец и хомутов (7), к которым крепятся фильтровальные сита и сетки фильтра, а в нижней части элемента предусмотрены крепежные отверстия (17) для осуществления жесткого крепления с подушкой основания фильтра.
15. Фильтр для обработки вод, отличающийся тем, что он содержит основание, изготовленное способом по любому из пп.1-4, с использованием элемента опалубки, которая остается в готовом сооружении, по любому из пп.5-14.

Текст
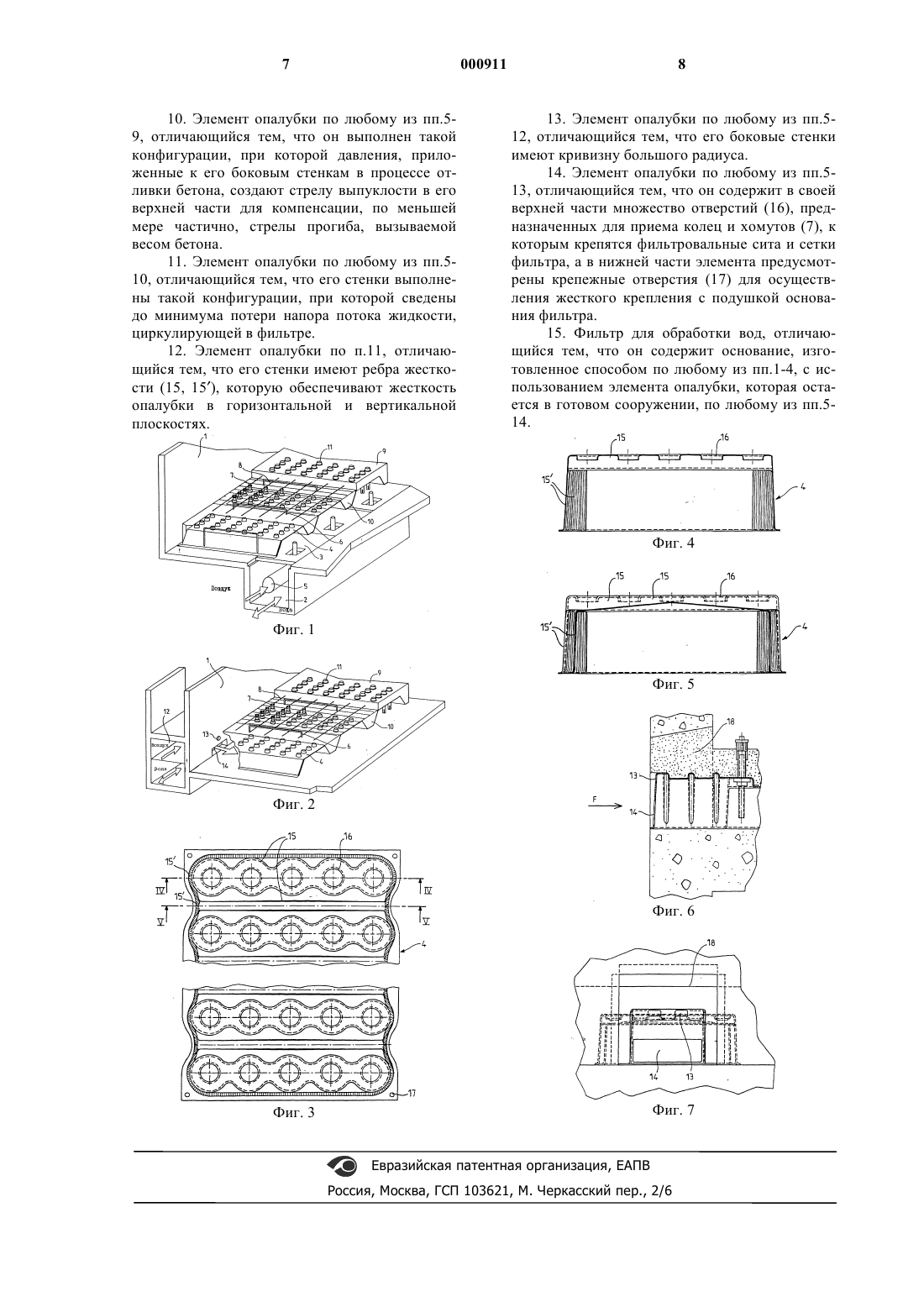
1 Предлагаемое изобретение касается способа выполнения основания фильтра для обработки вод и, более конкретно, оснований дренажных фильтров, использующих фильтровальные сетки или насадки, на которых размещают фильтрующий материал. Известно, что некоторые операции фильтрования в области обработки вод осуществляются в фильтрах, в частности, в фильтрах, использующих гранулированные фильтрующие материалы, конструкция которых, обычно их изготовляют из железобетона, состоит в основном из резервуара, имеющего подушку основания, опирающуюся на периферийные стенки, и перфорированное основание, на котором размещают фильтрующий материал. Назначение таких оснований хорошо известно специалистам. Помимо того, что эти основания содержат фильтрующий материал, они обеспечивают возможность прохождения и выпуска жидкости, в частности воды, отфильтрованной указанным материалом во время стадии фильтрования, а также прохождения и распределения жидких сред во время стадии промывки. Такие основания фильтров имеют конструкцию, образованную из балок и колонн, предназначенных для того, чтобы быть опорой для монолитной плиты перекрытия или для нескольких предварительно изготовленных плит. Что касается выполнения опорной конструкции основания, то существуют различные способы, в частности:- отливка бетонных балок или колонн в самом резервуаре фильтров,- сборка предварительно изготовленных балок или колонн в резервуаре фильтров. Существуют также различные способы выполнения верхней части основания фильтра. Так, в публикации FR-A-2 596 385 описан способ, согласно которому собирают предварительно изготовленные плиты или плитки небольших размеров, укладывают их на место,связывают вместе и жестко крепят к балкам или колоннам опорной конструкции с помощью подходящей системы анкерного крепления. В публикации ЕР-А-0 324 673 описан способ, который заключается в том, что отливают плиту из железобетона на опалубке, оставляемой в сооружении, причем эту опалубку предварительно выполняют на балках или колоннах,образующих несущую конструкцию основания фильтра. Существуют также способы, согласно которым из бетона в одной операции отливают цельную конструкцию, состоящую из опорной части и монолитной плиты, однако этот способ осуществляется с использованием нескольких типов опалубок, остающихся в сооружении для выполнения, соответственно, балок или колонн и плиты. 2 Вышеуказанные способы, известные из предшествующего уровня техники, имеют целый ряд недостатков. Так, необходимо осуществлять- либо сборку многочисленных предварительно изготовленных деталей (плит, плиток,стержней, болтов, уплотнительных прокладок),установка которых является длительной операцией, требующей больших затрат труда и денежных средств;- либо изготовление балок, а затем и сборных плит и опалубок, оставляемых в сооружении и опирающихся на балки, далее осуществление отливки бетонной плиты, в результате выполнение всего комплекса работ оказывается сложной и дорогостоящей операцией;- либо сборку нескольких типов опалубок,оставляемых в сооружении для создания цельной конструкции, состоящей из опорной части и плиты. Такой способ также требует больших затрат труда и средств. Чтобы устранить все вышеперечисленные недостатки известных способов, в настоящем изобретении предложен способ, обеспечивающий изготовление бетонного основания фильтра за меньший период времени и, следовательно, с меньшей себестоимостью. Соответственно, предлагаемое изобретение относится к способу выполнения основания фильтра для обработки вод. Это основание включает несущую конструкцию, состоящую из балок или колонн и обеспечивающую поддержание плиты перекрытия с множеством отверстий, в которых размещены сита или металлические фильтровальные сетки. Отличительной особенностью предлагаемого способа является тот факт, что отливку несущей конструкции и плиты перекрытия из бетона осуществляют непосредственно в резервуаре фильтра, причем соответствие несущей конструкции и нижней части плиты перекрытия достигают с помощью единственной модели опалубки, оставляемой в сооружении. Способ согласно предлагаемому изобретению включает выполнение следующих последовательных стадий:- выполнение резервуара фильтра,- сборку арматуры каркаса балок или колонн, образующих несущую конструкцию фильтра,- установку и закрепление на месте опалубок, оставляемых в сооружении,- установку монтажных колец или хомутов, предохраняемых колпачками, на опалубки,оставляемые в сооружении, в местах, предназначенных для размещения фильтровальных сит или сеток,- выполнение каркаса из арматуры в верхней части плиты перекрытия,- отливку бетона для выполнения несущей конструкции и плиты перекрытия, 3- снятие предохранительных колпачков с колец (хомутов) и монтаж фильтровальных сит или сеток на кольцах. Согласно предлагаемому изобретению отливка несущей конструкции и плиты перекрытия может быть осуществлена в одну или две стадии. Другим предметом предлагаемого изобретения является опалубка, оставляемая в сооружении, а также фильтр для обработки вод, содержащий бетонное основание, выполненное согласно предлагаемому способу с использованием опалубки, оставляемой в сооружении. Другие отличительные особенности и преимущества предлагаемого изобретения станут ясны из нижеследующего описания со ссылкой на прилагаемые чертежи, которые предназначены для иллюстрации некоторых примеров осуществления изобретения и не носят ограничительного характера. Фиг. 1 схематически представляет первый пример осуществления способа согласно настоящему изобретению; фиг. 2 аналогично фиг. 1 схематически представляет второй пример осуществления предлагаемого изобретения; фиг. 3 представляет частичный вид в плане примера выполнения опалубки, используемой для осуществления способа согласно данному изобретению; фиг. 4 и 5 представляют собой разрезы вдоль осей IV-IV и V-V фиг. 3, и фиг. 6 и 7 показывают вариант осуществления изобретения и представляют собой, соответственно, частичный разрез по вертикали и вид по оси F фиг. 6. На фиг. 1 показан вариант выполнения основания фильтра, в котором сбор и/или распределение жидкостей обеспечивается с помощью канала 2, расположенного под основанием фильтра. На этой фиг. 1 позицией 1 обозначен резервуар фильтра. Традиционно этот резервуар имеет подушку основания, опирающуюся на боковые периферийные стенки. Канал 2 для распределения и/или сбора воды перекрывают плитами 3, которые поддерживают опалубки 4 согласно изобретению и обеспечивают прохождение воды. Кроме того, предусмотрено наличие вентиляционной магистрали 5, через которую нагнетают и распределяют под основанием фильтра воздух, необходимый для осуществления предлагаемого способа. Согласно настоящему изобретению, после изготовления резервуара 1 фильтра производят сборку арматуры 6 для создания жесткой механической связи между основанием и резервуаром, после чего производят сборку опалубки 4 и закрепляют ее на резервуаре, причем опалубка 4 остается в сооружении. На фиг. 3 и 4 представлен пример выполнения уникального типа опалубки, используемой в предлагаемом способе. Эта опалубка мо 000911 4 жет быть изготовлена из пластика, стали или композитного материала (например, смол в сочетании со стекловолокном или бетон в сочетании со стекловолокном) и имеет толщину, которая колеблется в зависимости от материала,способа изготовления, ее ширины и высоты. Предпочтительно, толщина опалубки равна 1-15 мм, например 3-7 мм. Высоту опалубки подбирают в зависимости от требуемой скорости потока жидкости под основанием фильтра (причем удачный выбор скорости потока обеспечивает равномерное распределение жидкости в множестве фильтровальных сит или сеток, размещенных в основании), а также в зависимости от необходимой доступности системы для осмотра. Обычно высота опалубки равна от 100 до 700 мм, предпочтительно от 120 до 250 мм. Ширину опалубки 4 подбирают в зависимости от механических характеристик материала, используемого для изготовления опалубки, стоимости материала и применяемого способа изготовления. Согласно изобретению, ширина опалубки равна от 300 до 1300 мм, предпочтительно от 450 до 700 мм. Что касается длины опалубки, то она может быть, например, от 2 до 7 м. На фиг. 6 и 7 показан вариант выполнения опалубки согласно изобретению. Согласно этому варианту воздух располагают под основанием фильтра через отверстия 13, тогда как воду распределяют и/или собирают через отверстия 14. Как показано на этих фигурах, отверстия 13 и 14 выполняют в процессе изготовления опалубки. Во время обшивки стенки фильтра в опалубке выполняют отверстие большого сечения и соответствующей геометрической конфигурации для того, чтобы соединить канал 2 с опалубкой 4. Затем всю систему уплотняют с помощью подходящего материала. Кроме того,способ согласно изобретению для изготовления основания фильтра с помощью опалубок, оставляемых в сооружении 4, идентичен способу,описанному выше со ссылкой на фиг. 1. Форму опалубки 4 подбирают таким образом, чтобы добиться максимальной жесткости в горизонтальной и вертикальной плоскостях опалубки. С этой целью на примере выполнения опалубки,показанном на фигурах, опалубка имеет ребра жесткости 15 и 15. Форму подбирают таким образом, чтобы свести до минимума потери напора, вызываемые стенками опалубки. С этой целью для осуществления изобретения предпочтительно использовать геометрические формы сильно выраженной кривизны, в особенности в области боковых стенок опалубки. Кроме того, форму опалубки 4 подбирают таким образом, чтобы давления, прилагаемые на ее боковые стенки бетоном в процессе отливки,создавали бы стрелку выпуклости в верхней части опалубки для того, чтобы частично компенсировать стрелу прогиба под давлением веса бетона. Выбор конкретной геометрии формы позволяет оптимизировать толщину опалубки. 5 Крепление опалубок 4 осуществляют любыми подходящими техническими средствами,для этого опалубка 4 имеет крепежные отверстия 17, обеспечивающие жесткую связь опалубки 4 с подушкой основания фильтра. Герметичность между опалубкой 4 и подушкой основания или стенками фильтра обеспечивают с помощью соответствующего соединительного шва. Помимо этого, в верхней части каждой опалубки 4 имеются отверстия, в которые вставляют кольца (хомуты), к которым крепят фильтровальные сита, сетки или насадки основания фильтра. После закрепления опалубки 4 на подушке основания фильтра устанавливают кольца 7 с предохранительными колпачками в отверстия 16, предусмотренные для этой цели в верхней стенке опалубки 4, оставляемой в сооружении. Затем производят сборку арматуры 8, назначение которой заключается в том, чтобы обеспечить устойчивость плиты перекрытия 9,которую затем отливают в опалубке 4. Далее изготавливают балки 10 несущей (опорной) конструкции, а также плиту 9 перекрытия основания фильтра, производя отливку бетона в одну или две станции. Как только бетон высохнет, снимают колпачки, предохраняющие кольца (хомуты) 7 и монтируют фильтровальные сита и сетки 11 на кольцах 7. На этом изготовление основания фильтра заканчивается. Вариант осуществления предлагаемого изобретения на фиг. 2 отличается от варианта осуществления на фиг. 1 только тем, что подача и распределение воздуха и сбор и/или распределение воды осуществляются посредством канала 12, который расположен снаружи резервуара 1 фильтра. В этом варианте осуществления изобретения воздух распределяют под полом фильтра через отверстия 13, а воду распределяют и/или собирают через отверстия 14. Помимо этого, способ осуществления согласно изобретению для изготовления основания фильтра с помощью опалубок, оставляемых в сооружении 4, полностью идентичен способу, описанному со ссылкой на фиг. 1. Настоящее изобретение не может быть ограничено описанными и/или проиллюстрированными примерами осуществления. Напротив,оно охватывает все возможные варианты, изложенные в объеме нижеследующей формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления основания фильтра для обработки вод, содержащего в резервуаре несущую конструкцию (10), состоящую из балок или колонн, опирающихся на дно резервуара (1) и поддерживающих плиту перекрытия (9),имеющую множество отверстий для размещения в них фильтровальных сит и сеток (11), 000911 6 причем несущую конструкцию и плиту перекрытия изготовляют отливкой бетона непосредственно на месте, в резервуаре фильтра, в опалубке, которую оставляют в сооружении и выполняют посредством сборки элементов опалубки, осуществляя сопряжение несущей конструкции и плиты перекрытия, отличающийся тем, что опалубку, которую оставляют в сооружении, ограничивающую несущую конструкцию и плиту перекрытия, изготовляют на месте размещения рядом на основании резервуара из элементов опалубки и единственной модели,причем эти элементы удерживают в заданной конфигурации с помощью крепежных средств(17). 2. Способ по п.1, отличающийся тем, что отливку бетона осуществляют в одну стадию. 3. Способ по п.1, отличающийся тем, что отливку бетона осуществляют в две стадии. 4. Способ по любому из предшествующих пунктов, отличающийся тем, что он включает следующие последовательные стадии:- изготовление резервуара (1) фильтра,- осуществление сборки арматуры (6) каркаса балок несущей конструкции фильтра,- размещение рядом друг с другом на основании резервуара (1) и закрепление элементов опалубки (4), которую оставляют в сооружении,- монтаж колец или хомутов (7), предохраняемых колпачками, на элементах опалубки,которую оставляют в сооружении, в местах,предусмотренных для размещения в них фильтровальных сит и сеток,- сборку арматуры каркаса (8) верхней части плиты перекрытия (9),- отливку бетона непосредственно в резервуаре фильтра, в пределах опалубки, которую оставляют в сооружении,- снятие предохранительных колпачков с колец (7) и монтаж фильтровальных сита и сеток (11) на этих кольцах. 5. Элемент опалубки, оставляемой в сооружении, отличающийся тем, что он изготовлен из пластика, стали или композитного материала конфигурацией, обеспечивающей расположение рядом друг с другом множества таких элементов на гладком горизонтальном основании для получения опалубки, в которой отливается из бетона конструкция (10) из балок и колонн, поддерживающих плиту перекрытия (9). 6. Элемент опалубки по п.5, отличающийся тем, что его толщина равна 1-15 мм, предпочтительно 3-7 мм. 7. Элемент опалубки по любому из пп.5-6,отличающийся тем, что его высота равна 100700 мм, предпочтительно 120-250 мм. 8. Элемент опалубки по любому из пп.5-7,отличающийся тем, что его ширина равна 3001300 мм, предпочтительно 450-700 мм. 9. Элемент опалубки по любому из пп.5-8,отличающийся тем, что его длина равна от 2 до 7 м. 10. Элемент опалубки по любому из пп.59, отличающийся тем, что он выполнен такой конфигурации, при которой давления, приложенные к его боковым стенкам в процессе отливки бетона, создают стрелу выпуклости в его верхней части для компенсации, по меньшей мере частично, стрелы прогиба, вызываемой весом бетона. 11. Элемент опалубки по любому из пп.510, отличающийся тем, что его стенки выполнены такой конфигурации, при которой сведены до минимума потери напора потока жидкости,циркулирующей в фильтре. 12. Элемент опалубки по п.11, отличающийся тем, что его стенки имеют ребра жесткости (15, 15), которую обеспечивают жесткость опалубки в горизонтальной и вертикальной плоскостях. 8 13. Элемент опалубки по любому из пп.512, отличающийся тем, что его боковые стенки имеют кривизну большого радиуса. 14. Элемент опалубки по любому из пп.513, отличающийся тем, что он содержит в своей верхней части множество отверстий (16), предназначенных для приема колец и хомутов (7), к которым крепятся фильтровальные сита и сетки фильтра, а в нижней части элемента предусмотрены крепежные отверстия (17) для осуществления жесткого крепления с подушкой основания фильтра. 15. Фильтр для обработки вод, отличающийся тем, что он содержит основание, изготовленное способом по любому из пп.1-4, с использованием элемента опалубки, которая остается в готовом сооружении, по любому из пп.514.
МПК / Метки
МПК: B01D 24/22
Метки: изготовления, вод, обработки, фильтра, способ, основания
Код ссылки
<a href="https://eas.patents.su/5-911-sposob-izgotovleniya-osnovaniya-filtra-dlya-obrabotki-vod.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления основания фильтра для обработки вод</a>
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: цельной, устройство, заготовки, шестерни(варианты, способ, ковкой, кованой, изготовления
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: способ, плит, изготовления, строительных, частности, изделий, негорючих, формованных
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, форма для изготовления интерьерно-облицовочных изделий
Номер патента: 226
Опубликовано: 24.12.1998
Автор: Ященко Владимир Григорьевич
МПК: B28B 11/00
Метки: гипсосодержащих, форма, изготовления, материалов, интерьерно-облицовочных, способ, изделий
Формула / Реферат:
1. Способ изготовления интерьерно-облицовочных изделий из гипсосодержащих материалов, включающий приготовление формовочной смеси, заливку ее в форму, в которую предварительно уложена прокладка-матрица, и выдержку до полного отвердения, распалубку изделия с прокладкой, ее отделение, просушку и чистовую отделку изделия, отличающийся тем, что смесь в форму заливают в избыточном объеме, затем закрывают герметизирующей крышкой, встряхивают, а после...
Каландр для обработки бумажного полотна и способ обработки бумажного полотна
Номер патента: 187
Опубликовано: 24.12.1998
Авторы: Венцель Райнхард, Ротфусс Ульрих, Ван Хааг Рольф, Кайзер Франц, Юнк Дитер
МПК: D21G 1/00
Метки: обработки, способ, каландр, бумажного, полотна
Формула / Реферат:
1. Каландр для обработки бумажного полотна, в особенности для производства бумаги для глубокой печати, содержащий нагружаемый с конца ряд, состоящий из жестких и мягких валков, часть из которых выполнена с возможностью их нагрева, при этом, по меньшей мере, один концевой валок выполнен с возможностью регулирования его прогиба, и два смежных валка выполнены мягкими, отличающийся тем, что количество валков (2 - 9) в ряду равно восьми, при этом два...
Способ механической обработки ствола дерева
Номер патента: 124
Опубликовано: 27.08.1998
Автор: Раутио Кауко
МПК: B27B 1/00
Метки: ствола, механической, дерева, обработки, способ
Формула / Реферат:
1. Способ механической обработки стволов дерева на станке для получения таких пиломатериалов, как доски и четырехгранные брусья, отличающийся тем, что от ствола (1), предпочтительно обтесанного, по меньшей мере, с двух боковых сторон, отпиливают, по меньшей мере, одну боковую доску (3) таким образом, чтобы, по меньшей мере, часть тупой кромки (2) оставалась на боковой доске (3), после чего обрезают тупые кромки (2') боковой доски; боковая доска...
Предыдущий патент: Выключатель
Следующий патент: Способ очистки отходов и устройство для его осуществления
Случайный патент: Разливочная машина для дозированной подачи и непрерывной гомогенизации готовых красящих материалов