Способ изготовления строительных элементов
Формула / Реферат
1. Способ изготовления строительного элемента на основе гипса, заключающийся в заполнении соответствующей получаемому элементу формы (10), по меньшей мере, гипсом и водой, в уплотнении смеси гипса и воды в форме и в выемке из формы строительного элемента, отличающийся тем, что на смесь в форме действуют давлением, по меньшей мере, равным пороговому значению, за которым кристаллизацию гипса останавливают, увеличивая его растворимость в воде, а затем вызывают быструю кристаллизацию гипса путем понижения давления, действующего на смесь.
2. Способ по п.1, отличающийся тем, что количество воды в смеси практически равно двойному количеству воды, необходимому для кристаллизации гипса при атмосферном давлении, и составляет от 35 до 40 мас. долей воды на 100 мас. долей гипса, когда пороговое значение сжатия составляет примерно 150 бар.
3. Способ по п.1 или 2, отличающийся тем, что он включает принудительную кристаллизацию гипса в смеси путем прекращения сжатия смеси.
4. Способ по одному из пп.1-3, отличающийся тем, что он включает принудительную кристаллизацию гипса в смеси путем выемки элемента, получаемого сжатием смеси в форме (10).
5. Способ по одному из предыдущих пунктов, отличающийся тем, что он включает естественную кристаллизацию гипса в элементе за пределами формы (10).
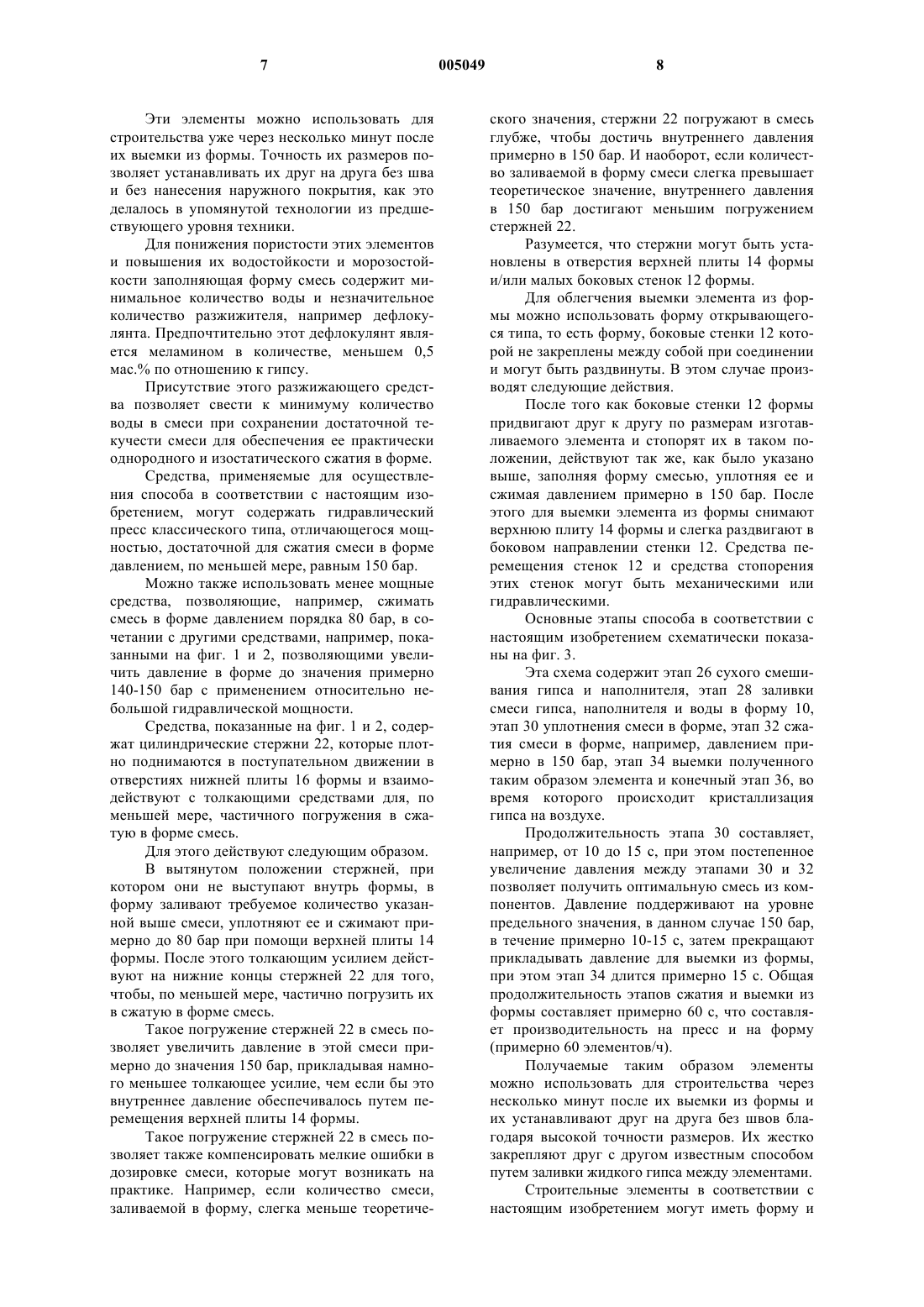
6. Способ по одному из предыдущих пунктов, отличающийся тем, что первоначально сжимают смесь в форме (10) для сокращения пустот в смеси до минимального или близкого к минимальному значения, а затем постепенно повышают прикладываемое к смеси давление, по меньшей мере, до указанного предельного значения.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что смесь в форме содержит наполнитель, например гранулированный.
8. Способ по п.7, отличающийся тем, что наполнитель является химически инертным по отношению к гипсу.
9. Способ по п.7, отличающийся тем, что наполнитель не является химически инертным по отношению к гипсу.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что смесь в форме (10) содержит разжижитель.
11. Способ по п.10, отличающийся тем, что разжижитель является дефлокулянтом, например, таким как меламин.
12. Способ по одному из предыдущих пунктов, отличающийся тем, что указанное пороговое значение давления повышается с температурой и колеблется приблизительно от 100 до 150 бар, когда температура меняется примерно от 15 до 20шC.
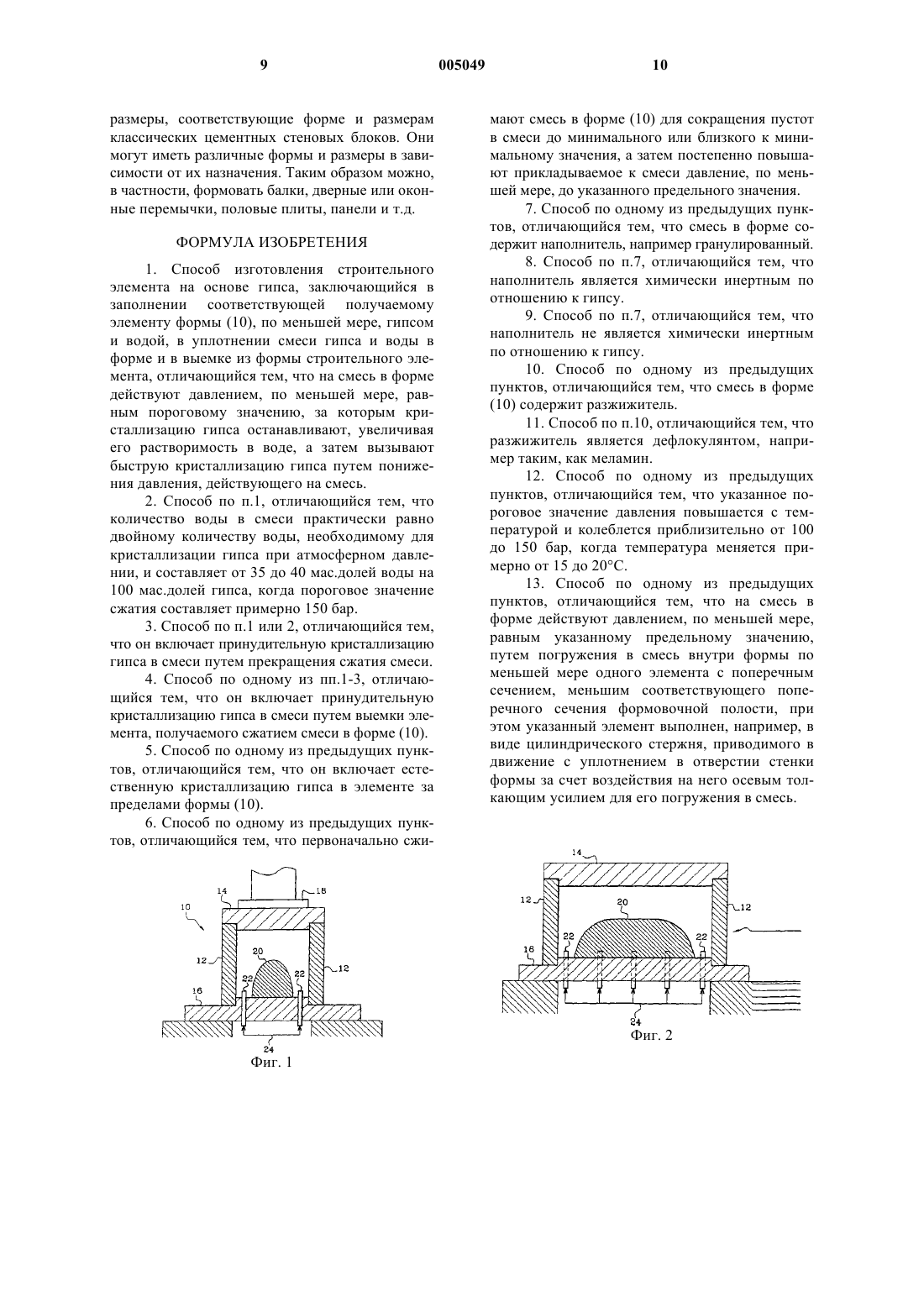
13. Способ по одному из предыдущих пунктов, отличающийся тем, что на смесь в форме действуют давлением, по меньшей мере, равным указанному предельному значению, путем погружения в смесь внутри формы по меньшей мере одного элемента с поперечным сечением, меньшим соответствующего поперечного сечения формовочной полости, при этом указанный элемент выполнен, например, в виде цилиндрического стержня, приводимого в движение с уплотнением в отверстии стенки формы за счет воздействия на него осевым толкающим усилием для его погружения в смесь.

Текст
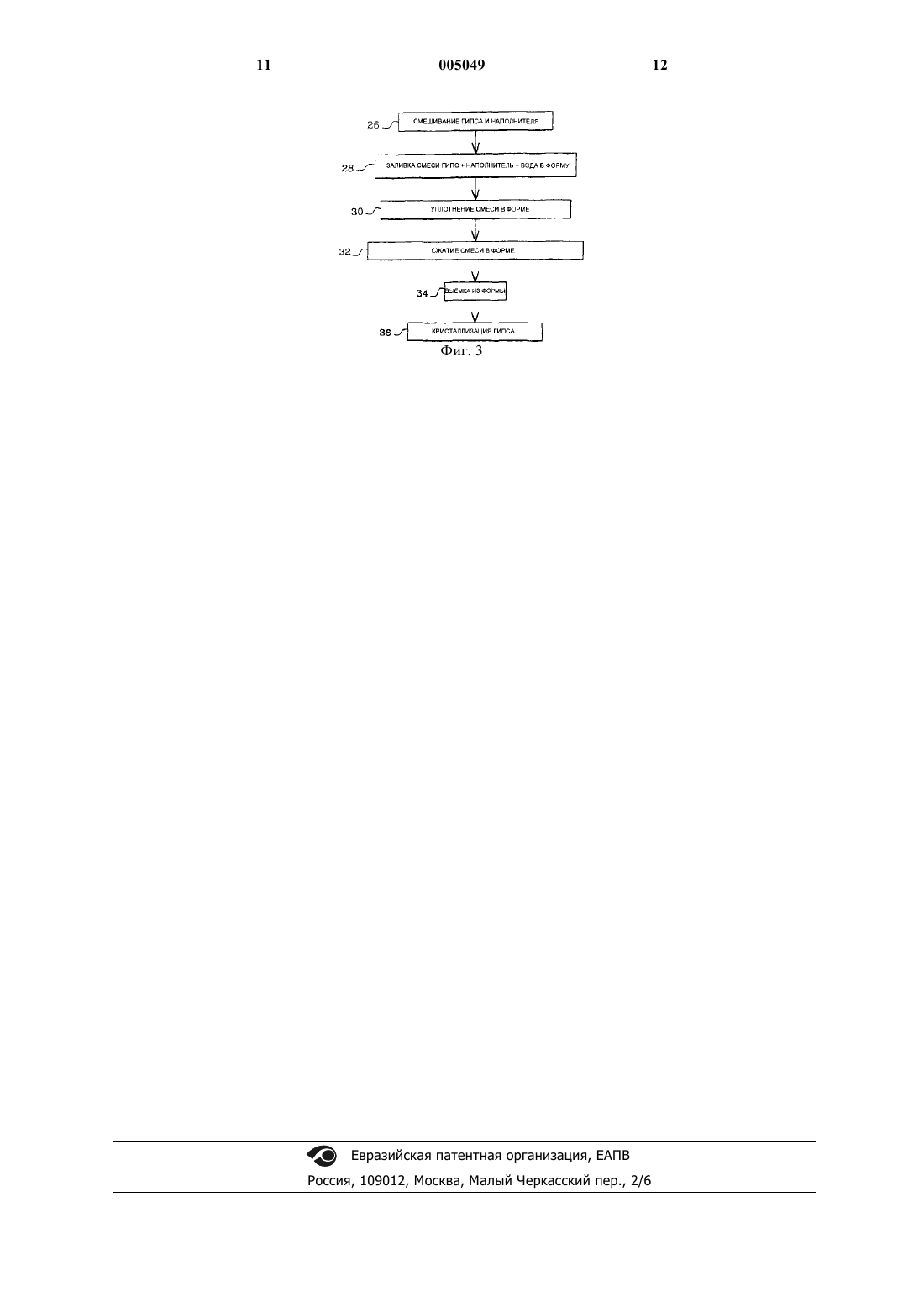
1 Настоящее изобретение касается способа изготовления строительных элементов из смеси гипса, воды и, возможно, гранулированного наполнителя. Из документов ЕР-А-0290571 и ЕР-А 0619773 известен способ этого типа, в основном, состоящий в заполнении смесью гипса,песка и воды формы, соответствующей форме изготавливаемого элемента, в уплотнении этой смеси в форме и в последующем ограничении увеличения объема в форме во время схватывания гипса. Таким образом, препятствуют объемному расширению гипса, происходящему во время его гидратирования и кристаллизации, и в результате этого добиваются уплотнения кристаллической решетки гипса в готовом элементе. После удаления из формы эти элементы могут быть использованы в строительстве, они обладают механическими и физическими свойствами, эквивалентными свойствам строительного камня, и их сборка может осуществляться без швов в силу высокой точности размеров,они имеют внешний вид тесаного камня, поэтому любое нанесение на эти элементы наружного покрытия оказывается излишним. Недостатком этого известного способа является то, что ограничение расширения гипса в форме приводит к значительному повышению давления в форме. Поскольку выемку элемента из формы производят путем перемещения одной из плит формы между боковыми стенками формы, которые прочно соединены между собой,усилие, которое необходимо приложить к плите формы для выемки элемента из формы, должно преодолеть трение, являющееся результатом давления элемента на боковые стенки формы, и является очень значительным. Поэтому для того, чтобы применять этот известный способ,необходимо использовать мощные прессы, которые имеют большой вес и являются дорогостоящими. Без таких прессов выемка элементов из форм может привести к их разрушению. Кроме того, поскольку схватывание гипса,в основном, происходит в форме, каждая форма остается достаточно длительное время без движения до выемки элемента, что значительно замедляет производственный ритм и вынуждает использовать большое количество форм, что приводит к удорожанию производственного процесса. Задачей настоящего изобретения является разработка способа, позволяющего устранить данные недостатки известного технологического процесса. Объектом настоящего изобретения является способ, позволяющий производить элементы упомянутого выше типа, обладающие физическими и механическими свойствами, одинаковыми или более высокими по сравнению со свойствами элементов, получаемых известным способом. 2 В этой связи настоящим изобретением предлагается способ изготовления строительного элемента на основе гипса, при этом данный способ состоит в заполнении соответствующей получаемому элементу формы, по меньшей мере, гипсом и водой, в уплотнении смеси гипса и воды в форме и в выемке из формы строительного элемента и отличается тем, что при этом на смесь в форме действуют давлением, по меньшей мере, равным пороговому значению, за которым кристаллизацию гипса останавливают,повышая его растворимость в воде, а затем вызывают быструю кристаллизацию гипса путем понижения давления, действующего на смесь. В предпочтительном варианте осуществления настоящего изобретения кристаллизацию гипса вызывают путем выемки элемента из формы, после чего кристаллизация гипса происходит за пределами формы. Действительно, как было отмечено, когда смесь гипса и воды подвергают действию давления, превышающего определенное предельное значение, растворимость гипса в воде повышается. Если смесь гипса и воды готовят в пропорциях, практически соответствующих стехиометрическим значениям реакции гидратирования и кристаллизации гипса, и эта кристаллизация происходит при атмосферном давлении, то отмечают объемное расширение гипса и нагревание от выделения тепла в ходе экзотермической реакции кристаллизации. Когда эту смесь гипса и воды в течение нескольких минут подвергают действию давления, превышающего атмосферное давление, но остающегося ниже определенного порогового значения,находящегося в пределах примерно от 100 до 150 бар при температуре окружающей среды для определенного вида гипса, то при этом кристаллизацию не ограничивают, но зато препятствуют его объемному расширению, что выражается в уплотнении кристаллической решетки и в значительном повышении механических и физических качеств полученного элемента. Если смесь гипса и воды подергают действию давления, превышающего указанное пороговое значение, то тем самым препятствуют кристаллизации гипса, растворимостькоторого в воде увеличилась, при условии, что смесь содержит достаточное количество воды для обеспечения растворения гипса под давлением без насыщения раствора. Если после этого прикладываемое к смеси гипса и воды давление уменьшают, растворимость гипса снижается, что приводит к очень быстрой кристаллизации. Отмечалось, в частности, что при сжатии смеси гипса и воды с содержанием от 35 до 40 мас.% воды на 100 мас.% гипса под давлением приблизительно 150 бар в форме при температуре окружающей среды (примерно 20 С) и быстром удалении после этого сформованного элемента из формы кристаллизация гипса происходит в элементе чрезвычайно быстро. 3 В данном способе выемка элемента является легкой и быстрой, так как в форме совсем не происходит расширения гипса. Как вариант, можно сжимать указанную смесь гипса и воды в форме под давлением порядка 150 бар, затем прекратить действие этого давления и оставить гипс кристаллизоваться внутри формы. Вместе с тем, в этом случае необходимо располагать более мощными средствами для извлечения элемента из формы после кристаллизации гипса. Сжатая в форме смесь предпочтительно должна содержать наполнитель, например, гранулированный. Наполнитель может быть любого типа и являться химически инертным по отношению к гипсу. Можно, в частности, использовать легкий наполнитель с плотностью, близкой к 1, например, для производства легких и прочных элементов, в частности плиток, при этом данный наполнитель может быть пористым. Можно также использовать песок любого типа, измельченный строительный мусор, вторичное сырье и т.д. Можно также использовать наполнитель,не являющийся химически инертным по отношению к гипсу, такой, например, как карбонаты, фосфаты и т.д. Можно также добавлять к гипсу в смесь вторичный гипс (фосфогипс, сульфогипс, борогипс и т.д.). Согласно другому отличительному признаку настоящего изобретения в указанную смесь добавляют разжижитель, в частности дефлокулянт, такой как меламин. Это позволяет снизить минимальное значение необходимого количества воды в смеси,сохраняя при этом достаточную текучесть смеси для создания однородного давления в форме. Результатом уменьшения количества воды в смеси является сокращение пористости в полученном конечном элементе. Согласно еще одному отличительному признаку настоящего изобретения способ состоит в первоначальном сжатии указанной смеси в форме для сокращения пустот в смеси до минимального или близкого к минимальному значения, а затем в повышении прикладываемого к смеси давления, по меньшей мере, до упомянутого порогового значения. Для повышения этого давления в соответствии с настоящим изобретением предпочтительно предусматривается погружение в смесь внутри формы, по меньшей мере, одного элемента с поперечным сечением, меньшим относительно соответствующего поперечного сечения формовочной полости формы. Таким образом можно увеличить давление внутри формы,действуя при этом относительно небольшим усилием на конец элемента. 4 Предпочтительно используют несколько таких элементов, выполненных, например, в виде цилиндрических стержней, которым придают движение с уплотнением через отверстия в одной или нескольких стенках формы, и действуют на них осевыми толкающими усилиями. Разумеется, можно использовать любое другое соответствующее средство, известное специалистам, для повышения давления внутри формы сверх упомянутого порогового значения,после которого повышается растворимость гипса в воде, и такими средствами могут быть, например, рычажные системы, системы коленчатых рычагов и т.д., типа используемых, в частности, в гидравлических прессах. Настоящее изобретение и его отличительные признаки, детали и преимущества будут более очевидны из нижеследующего описания,приведенного в качестве примера, со ссылками на прилагаемые чертежи, где фиг. 1 - схематическое изображение в поперечном разрезе устройства для изготовления строительного элемента в соответствии с настоящим изобретением; фиг. 2 - схематическое изображение в осевом разрезе устройства, показанного на фиг. 1; фиг. 3 - схема осуществления основных этапов способа в соответствии с настоящим изобретением. В примере выполнения, показанном на фиг. 1 и 2, позицией 10 обозначена форма для изготовления строительного элемента в соответствии с настоящим изобретением, при этом данная форма имеет форму прямоугольного параллелепипеда и содержит четыре жесткие и недеформирующиеся боковые стенки 12, а также верхнюю плиту 14 и нижнюю плиту 16, установленные подвижно относительно боковых стенок 12. Нижняя плита 16 опирается на рабочий стол гидравлического пресса, тогда как верхняя плита 14 взаимодействует с подвижной плитой пресса с возможностью создавать усилие сжатия смеси, находящейся внутри формы 10. В случае необходимости, как схематически показано на фигурах, на нижней плите 16 может быть установлена выступающая деталь 20,имеющая, например, наполовину усеченную яйцеобразную форму, предназначенная для формования полости в изготавливаемом элементе. Предназначенная для заполнения формы 10 смесь содержит гипс и минимальное количество воды, практически соответствующее двойному количеству воды, необходимому для осуществления реакции гидратирования и кристаллизации гипса при атмосферном давлении. Как известно из предшествующего уровня техники, гипс является полугидратом сульфата кальция, получаемым путем обжига гипса, являющегося дигидратом сульфата кальция. Широко распространенный в строительной промышленности гипс содержит определенное ко 5 личество добавок, в частности замедлителей схватывания. Вместе с тем, для осуществления способа в соответствии с настоящим изобретением можно также использовать чистый гипс без добавок или гипс пониженного качества,содержащий слабообожженные добавки, являющиеся ускорителями схватывания. Заполняющая форму 10 смесь предпочтительно содержит также гранулированный наполнитель, такой, например, как песок или любой другой тип наполнителя, химически инертного или химически совместимого с гипсом, как уже указывалось выше. Количество наполнителя в смеси может колебаться в достаточно широких пределах так же, как и гранулометрический состав наполнителя. Например, заполняющая форму смесь может содержать примерно от 30 до 50 мас.% гипса примерно на 70-50 мас.% наполнителя. Количество воды в этой смеси зависит от температуры и порогового значения сжатия и в большинстве случаев составляет примерно от 35 до 40 и даже до 45 мас.долей на 100 мас.долей гипса. Разумеется, что эти значения указаны только в качестве примера для иллюстрации идеи количества и могут колебаться в достаточно широких пределах в зависимости от температуры и степени сжатия смеси в форме. В предпочтительном примере реализации настоящего изобретения смесь содержит 37 мас.долей воды на 100 мас.долей гипса, и ее сжимают давлением в 150 бар, когда температура составляет от 20 до 25 С. Процесс изготовления строительного элемента в соответствии с настоящим изобретением заключается в следующем. Верхнюю плиту 14 формы снимают и установленную на прессе форму заполняют смесью из гипса, наполнителя и воды в вышеуказанных пропорциях. Предпочтительно гипс и наполнитель смешивают в сухом виде, а воду для гидратирования гипса добавляют в последний момент, например в момент заполнения формы смесью или непосредственно перед заполнением. На следующем этапе смесь в форме уплотняют с целью максимального удаления воздуха,содержащегося в этой смеси, и возможных излишков воды, которые могут вытекать через зазоры, составляющие от нескольких сотых до нескольких десятых миллиметра, между боковыми стенками 12 и плитами 14 и 16 формы. Уплотненную в форме смесь сжимают, например, путем опускания верхней плиты 14 формы до заранее определенной высоты, практически соответствующей высоте изготавливаемого строительного элемента. Эта высота предпочтительно определяется упором плиты 14 в боковые стенки 12 формы. Давление, действующее на смесь гипса,наполнителя и воды в форме, после этого увеличивают до порогового значения, после которого гипс растворяется в воде. Это предельное значение зависит от температуры и типа ис 005049 6 пользуемого гипса и составляет, например, приблизительно 100 бар при 15 С, приблизительно 150 бар при 20-25 С и 170-180 бар при 40 С. Достаточно сжимать смесь в форме давлением,слегка превышающим это пороговое значение,так как воздействие гораздо более высоким давлением (например, в 2 раза превышающим пороговое значение) весьма незначительно отражается на конечном результате. В результате этого сжатия смеси в форме и повышения растворимости гипса схватывание гипса блокируется и в смеси не происходит никакой кристаллизации. Данное явление можно объяснить следующим образом: кристаллизация гипса происходит только после растворения гипса в воде и насыщения раствора гипса и воды для того, чтобы мог начаться процесс роста образования дигидрата сульфата кальция. Сжатие смеси в форме за пределами указанного выше порогового значения приводит к повышению растворимости гипса в воде и, следовательно, препятствует насыщению раствора, которое приводит в действие механизм упомянутого роста образования дигидрата сульфата кальция. Указанное сжатие осуществляют в течение промежутка времени, например, приблизительно от 10 до 15 с, достаточного для того,чтобы содержащийся в смеси избыток воды был удален за пределы формы. Путем уменьшения или прекращения этого сжатия возвращаются к состоянию, при котором растворимость гипса в воде является более слабой и раствор оказывается насыщенным, что вызывает резкий рост образования дигидрата сульфата кальция и быструю кристаллизацию гипса в смеси в виде мелких компактных кристаллов гораздо меньшего размера, чем кристаллы, получаемые кристаллизацией при атмосферном давлении. В соответствии с настоящим изобретением такого понижения давления предпочтительно достигают путем извлечения строительного элемента из формы. Данное извлечение осуществляют, когда гипс еще не схватился, и оно становится возможным благодаря тому, что повышенное сжатие формы приводит к получению твердого изделия. Выемка из формы осуществляется легко, например, путем поднятия верхней плиты, а также боковых стенок 12 формы при помощи вертикального поступательного подъема. Кристаллизация гипса в извлеченном из формы элементе происходит быстро и обычно длится несколько минут, то есть в 2-3 раза быстрее, чем кристаллизация гипса при атмосферном давлении в смеси со стехиометрическими пропорциями. Получаемые таким образом элементы обладают механическими и физическими свойствами, сравнимыми или превышающими свойства тесаных камней, применяемых в строительстве. В частности, сопротивление сжатию строительного элемента в соответствии с настоящим изобретением превышает 300 кг/см 2. 7 Эти элементы можно использовать для строительства уже через несколько минут после их выемки из формы. Точность их размеров позволяет устанавливать их друг на друга без шва и без нанесения наружного покрытия, как это делалось в упомянутой технологии из предшествующего уровня техники. Для понижения пористости этих элементов и повышения их водостойкости и морозостойкости заполняющая форму смесь содержит минимальное количество воды и незначительное количество разжижителя, например дефлокулянта. Предпочтительно этот дефлокулянт является меламином в количестве, меньшем 0,5 мас.% по отношению к гипсу. Присутствие этого разжижающего средства позволяет свести к минимуму количество воды в смеси при сохранении достаточной текучести смеси для обеспечения ее практически однородного и изостатического сжатия в форме. Средства, применяемые для осуществления способа в соответствии с настоящим изобретением, могут содержать гидравлический пресс классического типа, отличающегося мощностью, достаточной для сжатия смеси в форме давлением, по меньшей мере, равным 150 бар. Можно также использовать менее мощные средства, позволяющие, например, сжимать смесь в форме давлением порядка 80 бар, в сочетании с другими средствами, например, показанными на фиг. 1 и 2, позволяющими увеличить давление в форме до значения примерно 140-150 бар с применением относительно небольшой гидравлической мощности. Средства, показанные на фиг. 1 и 2, содержат цилиндрические стержни 22, которые плотно поднимаются в поступательном движении в отверстиях нижней плиты 16 формы и взаимодействуют с толкающими средствами для, по меньшей мере, частичного погружения в сжатую в форме смесь. Для этого действуют следующим образом. В вытянутом положении стержней, при котором они не выступают внутрь формы, в форму заливают требуемое количество указанной выше смеси, уплотняют ее и сжимают примерно до 80 бар при помощи верхней плиты 14 формы. После этого толкающим усилием действуют на нижние концы стержней 22 для того,чтобы, по меньшей мере, частично погрузить их в сжатую в форме смесь. Такое погружение стержней 22 в смесь позволяет увеличить давление в этой смеси примерно до значения 150 бар, прикладывая намного меньшее толкающее усилие, чем если бы это внутреннее давление обеспечивалось путем перемещения верхней плиты 14 формы. Такое погружение стержней 22 в смесь позволяет также компенсировать мелкие ошибки в дозировке смеси, которые могут возникать на практике. Например, если количество смеси,заливаемой в форму, слегка меньше теоретиче 005049 8 ского значения, стержни 22 погружают в смесь глубже, чтобы достичь внутреннего давления примерно в 150 бар. И наоборот, если количество заливаемой в форму смеси слегка превышает теоретическое значение, внутреннего давления в 150 бар достигают меньшим погружением стержней 22. Разумеется, что стержни могут быть установлены в отверстия верхней плиты 14 формы и/или малых боковых стенок 12 формы. Для облегчения выемки элемента из формы можно использовать форму открывающегося типа, то есть форму, боковые стенки 12 которой не закреплены между собой при соединении и могут быть раздвинуты. В этом случае производят следующие действия. После того как боковые стенки 12 формы придвигают друг к другу по размерам изготавливаемого элемента и стопорят их в таком положении, действуют так же, как было указано выше, заполняя форму смесью, уплотняя ее и сжимая давлением примерно в 150 бар. После этого для выемки элемента из формы снимают верхнюю плиту 14 формы и слегка раздвигают в боковом направлении стенки 12. Средства перемещения стенок 12 и средства стопорения этих стенок могут быть механическими или гидравлическими. Основные этапы способа в соответствии с настоящим изобретением схематически показаны на фиг. 3. Эта схема содержит этап 26 сухого смешивания гипса и наполнителя, этап 28 заливки смеси гипса, наполнителя и воды в форму 10,этап 30 уплотнения смеси в форме, этап 32 сжатия смеси в форме, например, давлением примерно в 150 бар, этап 34 выемки полученного таким образом элемента и конечный этап 36, во время которого происходит кристаллизация гипса на воздухе. Продолжительность этапа 30 составляет,например, от 10 до 15 с, при этом постепенное увеличение давления между этапами 30 и 32 позволяет получить оптимальную смесь из компонентов. Давление поддерживают на уровне предельного значения, в данном случае 150 бар,в течение примерно 10-15 с, затем прекращают прикладывать давление для выемки из формы,при этом этап 34 длится примерно 15 с. Общая продолжительность этапов сжатия и выемки из формы составляет примерно 60 с, что составляет производительность на пресс и на форму(примерно 60 элементов/ч). Получаемые таким образом элементы можно использовать для строительства через несколько минут после их выемки из формы и их устанавливают друг на друга без швов благодаря высокой точности размеров. Их жестко закрепляют друг с другом известным способом путем заливки жидкого гипса между элементами. Строительные элементы в соответствии с настоящим изобретением могут иметь форму и 9 размеры, соответствующие форме и размерам классических цементных стеновых блоков. Они могут иметь различные формы и размеры в зависимости от их назначения. Таким образом можно,в частности, формовать балки, дверные или оконные перемычки, половые плиты, панели и т.д. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления строительного элемента на основе гипса, заключающийся в заполнении соответствующей получаемому элементу формы (10), по меньшей мере, гипсом и водой, в уплотнении смеси гипса и воды в форме и в выемке из формы строительного элемента, отличающийся тем, что на смесь в форме действуют давлением, по меньшей мере, равным пороговому значению, за которым кристаллизацию гипса останавливают, увеличивая его растворимость в воде, а затем вызывают быструю кристаллизацию гипса путем понижения давления, действующего на смесь. 2. Способ по п.1, отличающийся тем, что количество воды в смеси практически равно двойному количеству воды, необходимому для кристаллизации гипса при атмосферном давлении, и составляет от 35 до 40 мас.долей воды на 100 мас.долей гипса, когда пороговое значение сжатия составляет примерно 150 бар. 3. Способ по п.1 или 2, отличающийся тем,что он включает принудительную кристаллизацию гипса в смеси путем прекращения сжатия смеси. 4. Способ по одному из пп.1-3, отличающийся тем, что он включает принудительную кристаллизацию гипса в смеси путем выемки элемента, получаемого сжатием смеси в форме (10). 5. Способ по одному из предыдущих пунктов, отличающийся тем, что он включает естественную кристаллизацию гипса в элементе за пределами формы (10). 6. Способ по одному из предыдущих пунктов, отличающийся тем, что первоначально сжи 005049 10 мают смесь в форме (10) для сокращения пустот в смеси до минимального или близкого к минимальному значения, а затем постепенно повышают прикладываемое к смеси давление, по меньшей мере, до указанного предельного значения. 7. Способ по одному из предыдущих пунктов, отличающийся тем, что смесь в форме содержит наполнитель, например гранулированный. 8. Способ по п.7, отличающийся тем, что наполнитель является химически инертным по отношению к гипсу. 9. Способ по п.7, отличающийся тем, что наполнитель не является химически инертным по отношению к гипсу. 10. Способ по одному из предыдущих пунктов, отличающийся тем, что смесь в форме(10) содержит разжижитель. 11. Способ по п.10, отличающийся тем, что разжижитель является дефлокулянтом, например таким, как меламин. 12. Способ по одному из предыдущих пунктов, отличающийся тем, что указанное пороговое значение давления повышается с температурой и колеблется приблизительно от 100 до 150 бар, когда температура меняется примерно от 15 до 20 С. 13. Способ по одному из предыдущих пунктов, отличающийся тем, что на смесь в форме действуют давлением, по меньшей мере,равным указанному предельному значению,путем погружения в смесь внутри формы по меньшей мере одного элемента с поперечным сечением, меньшим соответствующего поперечного сечения формовочной полости, при этом указанный элемент выполнен, например, в виде цилиндрического стержня, приводимого в движение с уплотнением в отверстии стенки формы за счет воздействия на него осевым толкающим усилием для его погружения в смесь.
МПК / Метки
МПК: C04B 40/02
Метки: способ, изготовления, элементов, строительных
Код ссылки
<a href="https://eas.patents.su/7-5049-sposob-izgotovleniya-stroitelnyh-elementov.html" rel="bookmark" title="База патентов Евразийского Союза">Способ изготовления строительных элементов</a>
Способ улучшения инженерных свойств грунта и изготовления строительных блоков из него
Номер патента: 2759
Опубликовано: 29.08.2002
Автор: Кохен Джози
МПК: C09K 17/06, E02D 3/12, E01C 21/00...
Метки: инженерных, свойств, него, грунта, способ, улучшения, блоков, строительных, изготовления
Формула / Реферат:
1. Способ улучшения инженерных свойств грунта, отличающийся тем, что он предусматривает проведение кирковки для разрыхления и размельчения грунта, введение в грунт реагента, который содержит от 5 до 60% по массе цементирующего пуццолана, от 20 до 80% по массе сульфата кальция и от 15 до 50% по массе оксида кальция; перемешивание грунта с реагентом, а после этого уплотнение грунта. 2. Способ изготовления строительных блоков из грунта,...
Соединительный элемент для соединения, по меньшей мере, двух деревянных строительных элементов и узловой пластины
Номер патента: 1024
Опубликовано: 28.08.2000
Автор: Маттле Пауль
МПК: F16B 25/10, E04B 1/26
Метки: соединения, мере, пластины, узловой, деревянных, элементов, соединительный, строительных, меньшей, элемент, двух
Формула / Реферат:
1. Соединительный элемент, имеющий, в основном, один пруткообразный стержень, служащий для соединения, по меньшей мере, двух деревянных строительных элементов, и, по меньшей мере, одной узловой пластины, выполненной предпочтительным образом из металла, которая вставляется, в частности, в один паз или в несколько пазов деревянных строительных элементов, отличающийся тем, что пруткообразный стержень (10) имеет, по меньшей мере, на своем одном...
Способ изготовления негорючих формованных изделий, в частности строительных плит
Номер патента: 460
Опубликовано: 26.08.1999
Автор: Томандл Эрвин
МПК: C04B 14/20
Метки: негорючих, частности, изделий, строительных, формованных, способ, изготовления, плит
Формула / Реферат:
1. Способ изготовления негорючих формованных изделий, в частности строительных плит, при осуществлении которого гранулированный вермикулит подвергают вспучиванию при повышенной температуре, на гранулы вспученного вермикулита наносят раствор неорганического связующего, после чего гранулированный вермикулит непрерывно или периодически подпрессовывают, раскраивают его на заготовки требуемой формы и периодически прессуют эти заготовки при...
Охлаждающий элемент и способ изготовления охлаждающих элементов
Номер патента: 4490
Опубликовано: 29.04.2004
Автор: Польви Вейкко
МПК: C23F 15/00, F27D 1/12, F27B 1/24...
Метки: охлаждающий, элементов, элемент, охлаждающих, изготовления, способ
Формула / Реферат:
1. Охлаждающий элемент, предназначенный, в частности, для печей, причем упомянутый элемент содержит корпус (1), в основном, выполненный из меди, и систему (6) каналов, предусмотренную в корпусе для циркуляции охлаждающего вещества, отличающийся тем, что, по меньшей мере, на части поверхности корпуса (1) элемента расположен посредством диффузионного соединения коррозионно-стойкий поверхностный слой (2), выполненный из стали. 2. Охлаждающий...
Лёгкая строительная панель, способ и устройство для непрерывного изготовления лёгких строительных панелей с минеральным заполнителем
Номер патента: 2651
Опубликовано: 29.08.2002
Авторы: Бахор Дарийя, Зупанчич Данийел, Йарц Марьян
МПК: E04C 2/292
Метки: способ, изготовления, лёгких, непрерывного, строительных, панелей, строительная, заполнителем, минеральным, лёгкая, устройство, панель
Формула / Реферат:
1. Легкая строительная панель, которая содержит (a) закрывающие средства для защиты от внешнего окружения; (b) формообразующие средства для придания формы и прочности; (c) заполнитель из минеральной ваты, и/или стекловаты, и/или комбинации изоляционных материалов; (d) соединительные средства для соединения закрывающих и/или формообразующих средств с заполнителем. 2. Легкая строительная панель по п.1, отличающаяся тем, что обладает следующими...
Предыдущий патент: Профильная система для выполнения поперечного сечения плоских ключей, а также каналов для ключей
Следующий патент: Устройство для татуировки и кожной пигментации одноразового пользования
Случайный патент: Гербицидные композиции