Способ литья алюминиевых сплавов, алюминиевый сплав и способ производства из него промежуточных изделий
Номер патента: 25066
Опубликовано: 30.11.2016
Авторы: Джон Лю, Попов Игорь Петрович, Демьяненко Елена Геннадьевна, Бибиков Алексей Михайлович, Николенко Константин Анатольевич, Гречников Федор Васильевич
Формула / Реферат
1. Способ литья алюминиевых сплавов, включающий его приготовление в дуговой плавильной установке постоянного тока, непрерывную подачу расплава алюминиевого сплава в формирующее устройство, отвод тепла из области кристаллизующейся литой заготовки, обработку расплавляемого и кристаллизующегося металла под внешним воздействием, отличающийся тем, что обработку расплавляемого и кристаллизующегося металла осуществляют акустическим воздействием.
2. Способ по п.1, отличающийся тем, что расплавление металла осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц.
3. Способ по п.1, отличающийся тем, что формирование литой заготовки осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц.
4. Способ по п.3, отличающийся тем, что акустическое воздействие осуществляют на сформированную литую заготовку до цеховой температуры (20°С).
5. Сплав на основе алюминия, отличающийся тем, что он выполнен способом литья по любому из пп.1-4.
6. Сплав по п.5, отличающийся тем, что он дополнительно содержит кремний, магний, цирконий, бериллий, титан при следующем соотношении компонентов, мас.%: кремний 4-20; магний 2-13; цирконий 0,05-0,2; бериллий 0,03-0,15; титан 0,02-0,1; алюминий - остальное.
7. Сплав по п.6, отличающийся тем, что он дополнительно содержит 0,01-0,05 мас.% кобальта.
8. Сплав по любому из пп.6, 7, отличающийся тем, что он дополнительно содержит 0,01-0,3 мас.% хрома.
9. Сплав по пп.6, 7, отличающийся тем, что он дополнительно содержит 0,004-0,020 мас.% бора.
10. Способ производства промежуточных изделий из сплава на основе алюминия по любому из пп.6-9, включающий прокатку полученной таким образом заготовки с промежуточным отжигом, термическую обработку полученного полуфабриката, отличающийся тем, что прокатку проводят при температурах, не превышающих температуру стабильности магния в твердом растворе алюминия, а термообработку полуфабриката осуществляют путем закалки.
11. Способ по п.10, отличающийся тем, что прокатку проводят при температуре, не превышающей 350°C при акустическом воздействии.
12. Способ по п.10, отличающийся тем, что закалку полуфабриката проводят при 380-435°C.
Текст
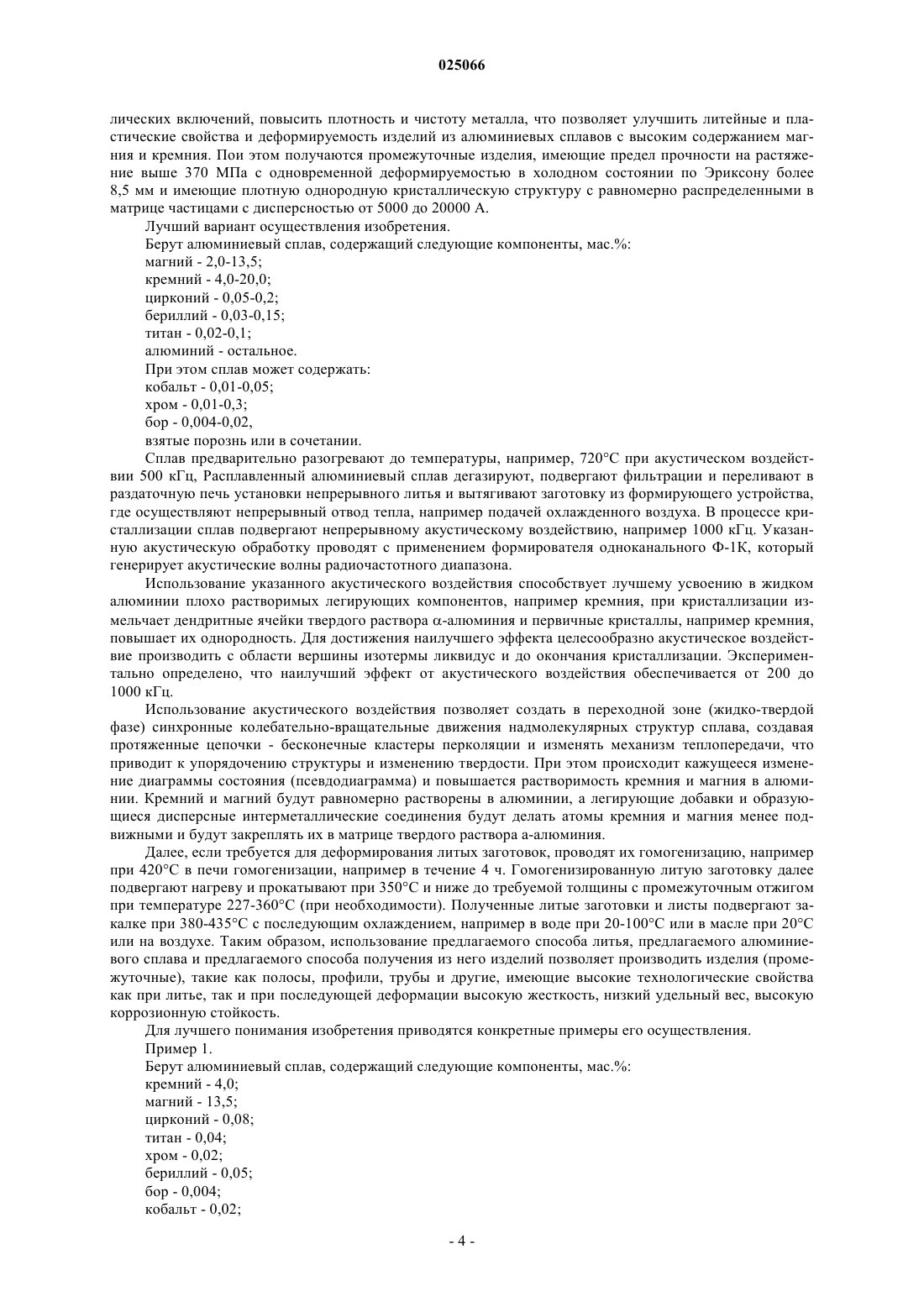
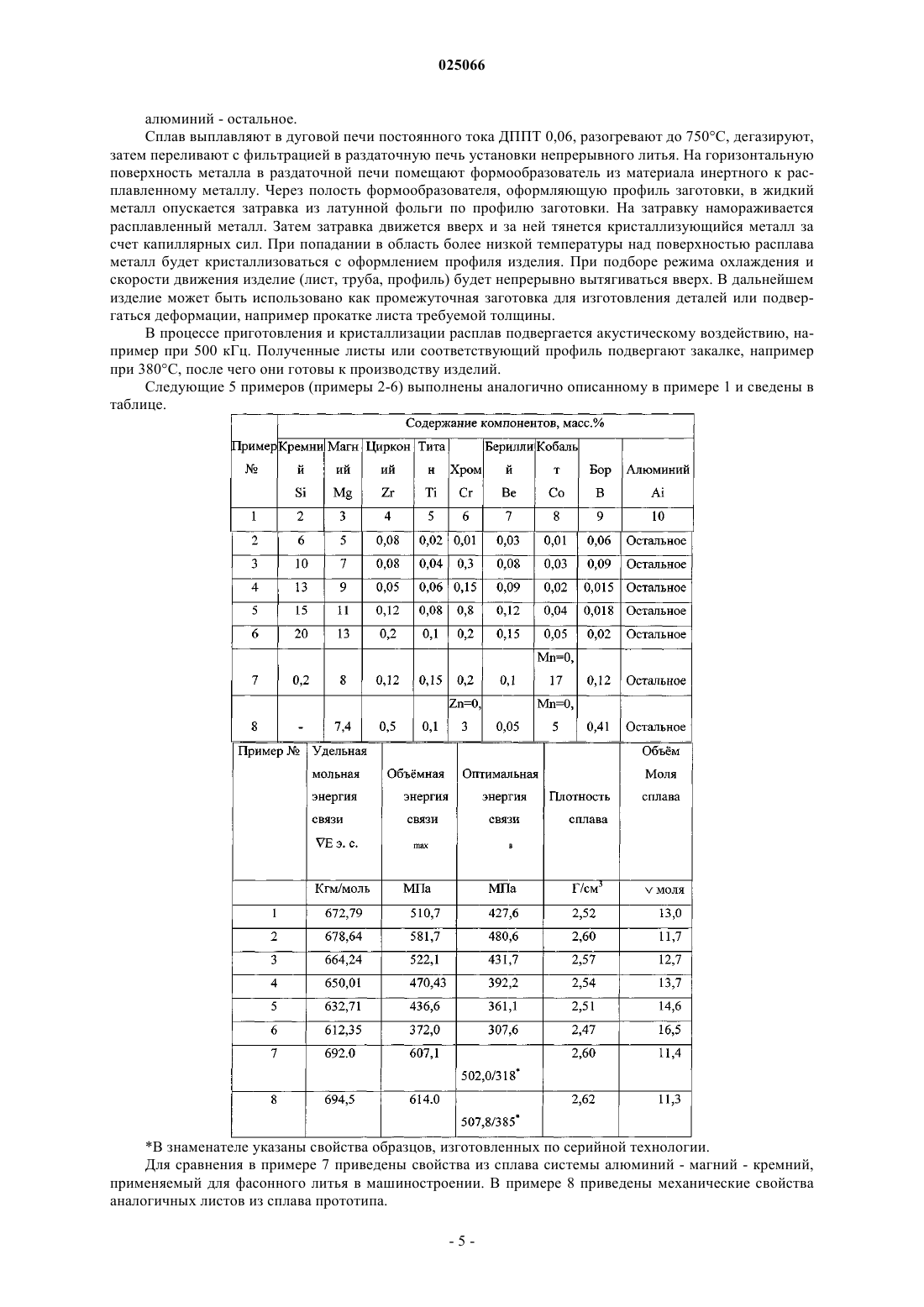
СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ, АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ПРОИЗВОДСТВА ИЗ НЕГО ПРОМЕЖУТОЧНЫХ ИЗДЕЛИЙ Гречников Федор Васильевич, Попов Игорь Петрович (RU), Джон Лю Изобретение позволяет получить материал со свойствами, удовлетворяющими требованиям машиностроителей. При этом сплав может пользоваться для изготовления разнообразных штампованных изделий, например после литья с применением глубокой вытяжки деталей автомобильного кузова, летательных аппаратов с эксплуатационными характеристиками,превосходящими, для деталей из применяемых в настоящее время сплавов. Способ литья алюминиевых сплавов включает его приготовление в дуговой плавильной установке постоянного тока, непрерывную подачу расплава алюминиевого сплава в формирующее устройство,отвод тепла из области, кристаллизующейся литой заготовки, обработку расплавляемого и кристаллизующегося металла под внешним воздействием. Сплав на основе алюминия, полученный преимущественно данным способом, содержит, мас.%: кремний 4,0-20,0, магний 2,0-13,5,цирконий 0,05-0,20, бериллий 0,03-0,15, титан 0,02-0,10, алюминий - остальное. Способ производства промежуточных изделий из сплава на основе алюминия включает прокатку заготовки,с промежуточным отжигом, термическую обработку полученного полуфабриката. Прокатку проводят при температурах, не превышающих температуру стабильности магния в твердом растворе алюминия, а термообработку полуфабриката осуществляют путем закалки.(71)(73) Заявитель и патентовладелец: ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ "САМАРСКИЙ ГОСУДАРСТВЕННЫЙ АЭРОКОСМИЧЕСКИЙ УНИВЕРСИТЕТ ИМЕНИ АКАДЕМИКА С.П. КОРОЛЕВА Изобретение относится к металлургии сплавов, в частности к способам литья алюминиевых сплавов, алюминиевым сплавам и способам получения из них промежуточных изделий, может быть использовано в производстве литых и деформируемых полуфабрикатов (катаных, штампованных) из сплавов на основе алюминия, а также других сплавов, например медных, магниевых, цинковых и других. Наиболее эффективно изобретение может быть использовано в самолето- и автомобилестроении для изготовления деталей планера самолетов, кузова автомобиля, литых фасонных деталей различного назначения, при этом сплав, из которого они изготовлены, должен обладать как высокими прочностными, так и высокими пластическими и литейными свойствами, хорошей деформируемостью, штампуемостью, свариваемостью, высокой коррозионной стойкостью и иметь небольшой удельный вес. Наиболее полно этим условиям отвечают алюминиево-магниевые сплавы. Наиболее близким по технической сущности является способ литья алюминиевых сплавов (патентRU 2111826, МПК B22D11/04, С 22 С 21/06, C22F1/04, опубл. 27.05.1998) включающий непрерывную подачу расплава алюминиевого сплава в кристаллизатор, отвод тепла из области жидкого металла, обработку жидкого металла в кристаллизаторе осуществляют пространственно неоднородным магнитным полем, кристаллизацию и образование отливки. Недостатком данного способа является недостаточная структурная и химическая однородность сплава и не обеспечивается равнозернистость структуры по сечению слитка. При этом при использовании указанного способа ширина жидкотвердой фазы сплава с широким интервалом остается достаточно большой и не может в достаточной степени снизить микро- и макроликвацию. Дендритные ячейки твердого раствора алюминия и междендритные включения недостаточно измельчаются, что снижает пластические свойства и технологичность сплава при деформации и передается на свойства готового изделия. Известные в настоящее время высоколегированные алюминиево-магниевые сплавы (Рязанова Н.И.,Конкевич В.Ю., Лебедева Т.И., Филатов Ю. Алюминиевый кузов - будущее автомобилестроения. Сб."Технология легких сплавов". М. ВИЛС. 1955,2, с. 55-66), используемые для изготовления деталей автомобильных кузовов, обладают недостаточно высокими механическими свойствами (предел прочности от 210 до 310 МПа, предел текучести от 100 до 160 МПа). Кроме того, указанные алюминиевомагниевые во время холодной деформации проявляют резко выраженный физический предел текучести,проявляющийся в виде следов линий Людерса, которые ухудшают внешний вид изделия. Известные высоколегированные алюминиево-магниевые литейные сплавы (Алиева С.Г., Альтман М. В., Амбарцумян С. М. и др. Справочник. Промышленные алюминиевые сплавы. М., Металлургия. 1984, с 394-415), обладающие высокими прочностными свойствами, имеют недостаточно высокие пластические свойства (низкую деформируемость на стадии изготовления листовых полуфабрикатов и ограниченную штампуемость при изготовлении изделий, вследствие чего их невозможно использовать для производства деталей штамповкой, особенно при применении глубокой вытяжки. Требуется разработать сплав, обладающий высокими прочностными и пластическими свойствами, а также способов его приготовления, технологии получения литых заготовок с заданной микроструктурой и промежуточных изделий для производства деталей. Наиболее близким к предлагаемому сплаву является алюминиевый сплав (SU 439535 А, М. Кл. С 22 С 21/00, опубл. 15.08.74, содержащий, мас.%: магний 4,0-7,5; цирконий 0,5-3,5; марганец 0,2-1,0; кобальт 0,05-0,5; бор 0,05-0,3; титан 0,01-0,3; цинк 0,01-0,7; хром 0,01-0,3; бериллий 0,0001-0,005; алюминий - остальное. Сплав обладает достаточно высокими прочностными свойствами и хорошей свариваемостью. Недостатком сплава является высокое содержание тугоплавких легирующих компонентов, таких как цирконий, марганец, титан, хром, как в отдельности каждый, так и в их сочетании (суммарное содержание) приводит к образованию в процессе кристаллизации сплава большого количества тугоплавких интерметаллических соединений, наличие которых приводит к огрублению его структуры, снижению пластических свойств и растрескиванию изделий в процессе деформации, что делает его непригодным для использования в изделиях, получаемых посредством штамповки с глубокой вытяжкой. Известен способ получения изделий из алюминиево-магниевого сплава (IP, заявка 502844), заключающийся в том, что отливку из алюминиево-магниевого сплава гомогенизируют, а затем подвергают предварительной деформации, полученную после этой деформации заготовку прокатывают с промежуточным отжигом, после чего полученный полуфабрикат термообрабатывают и производят готовое изделие. При этом для достижения оптимальных свойств в качестве предварительной деформации сплав подвергают проковке, причем перед проковкой сплав выдерживают в течение 3-50 ч при 350-500C (гомоге-1 025066 низируют) для полного растворения атомов магния. В качестве деформации используют горячую прокатку при 350-500C, а затем холодную прокатку с 30-50% обжатием. Полученный таким образом полуфабрикат подвергают окончательной стабилизации при 130C в течение 4 ч для получения готового изделия. Этот способ эффективен для алюминиевого сплава с содержанием магния менее 8 мас.%, т.к. горячая прокатка алюминиевых сплавов, содержащих более 8 мас.% магния приводит к интенсивному распаду пересыщенного магнием твердого раствора -алюминия. Недостатком способа является высокотемпературный нагрев при предварительной деформации перед прокаткой ведет к интенсивному выделению в структуре сплава -фазы Mg2Al3 и коагуляции ее частиц преимущественно по границам зерен непрерывной цепочкой, что приводит к снижению пластических свойств (ввиду хрупкости этой фазы) и снижению коррозионной стойкости деформируемых полуфабрикатов и готовых изделий. Кроме того, получаемая в результате горячей прокатки рекристаллизованная структура листов при последующей их холодной деформации с глубокой вытяжкой приводит к появлению линий Людерса. В основу настоящего изобретения поставлена задача повысить плотность и чистоту металла, улучшить пластические свойства и деформируемость изделий из алюминиевых сплавов с высоким содержанием магния при сохранении их высоких прочностных свойств, за счет уменьшения внутридендритной и междендритной ликвации, измельчения дендритной ячейки зерен твердого раствора -алюминия, измельчения и уменьшения количества интерметаллических включений. Задача решается за счет того, что способ литья алюминиевых сплавов, включающий его приготовление в дуговой плавильной установке постоянного тока, непрерывную подачу расплава алюминиевого сплава в формирующееустройство, отвод тепла из области кристаллизующейся литой заготовки, обработку расплавляемого и кристаллизующегося металла под внешним воздействием, согласно изобретению, обработку расплавляемого и кристаллизующегося металла осуществляют акустическим воздействием. Кроме того, расплавление металла осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц. Формирование литой заготовки осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц. Акустическое воздействие осуществляют на сформированную литую заготовку до цеховой температуры ( 20C). Обработка металла в процессе приготовления расплава акустическим воздействием позволяет растворить увеличенные количества, например магния и кремния, практически при температурах близких к солидусу, при кристаллизации получать более дисперсную микроструктуру сплава (измельчаются дендритные ячейки зерен твердого раствора алюминия, первичные и вторичные интерметаллические соединения, например такие как Zn2Al3 , TiAl3, Mg2Al3 и другие), обеспечивающие повышение технологической пластичности при его последующей деформации и улучшение механических свойств полуфабрикатов. Акустическое воздействие градиентного диапазона вызывает в процессе кристаллизации повышение вязкости расплава и изменение коэффициента тепломассопереноса за счет изменения физических свойств расплава. Кроме того, указанное воздействие уменьшает в сплаве содержание окисных и неметаллических включений. Это происходит в результате выталкивания окисных и неметаллических включений в процессе кристаллизации изделия к поверхности расплава. При этом увеличивается скорость теплоотвода,зарождаются новые центры кристаллизации и наблюдается эффект измельчения структуры. Все выше указанное приводит к повышению одновременно прочностных и пластических свойств сплава литой заготовки. Получение равноосной мелкозернистой структуры позволяет существенно снизить или исключить последующий гомогенизирующий отжиг. Исключение гомогенизации позволяет сохранить пересыщенный магнием и кремнием твердый раствор -алюминия, полученный при литье,уменьшить вторичную пористость в сплаве и снизить энергетические затраты при отжиге. Поставленная задача также решена созданием сплава на основе алюминия, полученного преимущественно описанным выше способом и дополнительно содержащего кремний, магний, цирконий, бериллий, титан при следующем соотношении компонентов, мас.%: кремний 4,0-20,0; магний 2,0-13,5; цирконий 0,05-0,2; бериллий 0,03 -0,15; титан 0,02-0,1; алюминий - остальное Наличие кремния в указанных пределах в сочетании с другими элементами обеспечит сплавам: низкий коэффициент термического расширения; высокую твердость и износостойкость; высокую термостабильность и теплопрочность. Введение магния в указанных пределах обеспечивает повышение предела прочности и предела те-2 025066 кучести сплава, а также снижает его удельный вес с повышением удельной прочности и улучшением коррозионной стойкости. Магний в указанных пределах в технологии литья полуфабрикатов обеспечивает хорошие литейные свойства, что позволяет получать фасонные отливки, а также из литых заготовок полуфабрикаты методами деформации. Магний с кремнием образует интерметаллическое соединениеMg2Si с высокой микротвердостью, что влияет на повышение износостойкости. Цирконий в указанных пределах в предлагаемом сплаве стабилизирует и упрочняет твердый раствор -алюминия. Введение циркония ниже 0,05 мас.% недостаточно для стабилизации и упрочнения твердого раствора а-алюминия. Содержание циркония выше 0,2 мас.% ведет к грубым выделениям игольчатой интерметаллидной фазы ZrAl3, снижающей пластичность и эффективность данного компонента в сплаве. Бериллий введен в сплав для защиты магния от окисления в процессе приготовления сплава. В указанных пределах бериллий выполняет функцию защиты магния. При уменьшении его количества не будет обеспечена надлежащая защита от окисления, а увеличение его содержания выше указанного предела затруднит процесс непрерывного литья заготовок. Титан в указанных пределах введен как модификатор для улучшения технологичности сплава при деформации. Одновременно он является барьером для образования хрупкой интерметаллидной фазыMg2Al3. Введение титана ниже 0,02 мас.% недостаточно для модифицирования сплава, а введение его выше 0,1 мас.% приводит к выделению алюминидов, что снижает эффективность его использования. Увеличение степени дисперсности выделяющихся частиц наблюдается при введении в сплав 0,005-0,04 мас.% Be, 0,005-0,020 мас.% Ti, 0,005-0,020 мас.% Zr. Эти добавки повышают концентрацию вакансий при закалке и интенсифицируют процессы диффузии магния и кремния при старении, облегчая образование зародышей метастабильной фазы . Целесообразно, чтобы алюминиевый сплав дополнительно содержал 0,01-0,05 мас.% кобальта. Кобальт, являющийся элементом с меньшим атомным радиусом по сравнению с магнием и цирконием,уменьшает параметр кристаллической решетки алюминия, повышает стабильность твердого раствора-алюминия и технологичность сплава при прокатке. Совместно с цирконием кобальт благоприятно влияет на прочностные и пластические свойства предложенного сплава. Введение кобальта ниже 0,01 мас.% недостаточно для достижения указанного положительного эффекта, а введение его выше 0,05 мас.% ведет к выделению алюминидов кобальта и снижению его положительного влияния. Так как растворимость кобальта при комнатной температуре соответствует 0,02 мас.%, а наибольшее его влияние будет тогда,когда он находится в твердом растворе -алюминия в виде атомов равномерно внедренных в кристаллическую решетку алюминия. Благоприятное влияние на алюминиевый сплав оказывает бор при содержании 0,004-0,02 мас.%. Бор в указанных пределах введен в сплав для усиления модифицирующего воздействия титана на зерна-алюминия. Предпочтительно вводить бор в соотношении к титану как 1:5. В этом случае их совместное влияние наиболее эффективно. Поэтому нижний предел ограничен 0,004 мас.%, а верхний - 0,02 мас.%. Дальнейшее его повышение может вызвать выделение при кристаллизации сплава большого количества алюминидов бора и ухудшение технологических свойств, особенно при деформации. Желательно, чтобы алюминиевый сплав дополнительно содержал 0,01-0,3 мас.% хрома. Хром введен в состав сплава как элемент-антирекристаллизатор, который совместно с цирконием повышает устойчивость твердого раствора -алюминия и улучшает прочностные свойства сплава. Уменьшение содержания хрома менее 0,01 мас.% не обеспечивает повышение температуры рекристаллизации сплава,что снижает его прочностные свойства. Увеличение содержания хрома выше 0,3 мас.% ведет к образованию в структуре сплава тугоплавких интерметаллидов Cr2Al3, которые ухудшают его технологичность. Таким образом предложенный сплав в сочетании с выбранным способом литья позволяет получить особую мелкозернистую плотную структуру литой заготовки с повышенными прочностными и пластическими свойствами, обеспечивающими требуемые технологические свойства как при литье, так и при деформации литой заготовки. Задача решается также созданием способа производства промежуточных изделий из сплавов на основе алюминия, включающего получение литьем тонкостенных длинномерных профилей, плоских заготовок под деформацию прокаткой с акустическим воздействием, термическую обработку полученного полуфабриката и изготовление промежуточных изделий из литой профилированной заготовки или после деформаций плоской заготовки. Изготовление промежуточных изделий из предложенного сплава с высокими концентрациями магния и кремния с применением разработанной технологии позволяет исключить из технологической схемы весьма неблагоприятные высокотемпературные нагревы перед деформацией. Использование предлагаемого способа приготовления сплава, способа литья, состава сплава, предлагаемого способа изготовления из него промежуточных изделий позволяет значительно уменьшить внутридендритную и междендритную ликвации, измельчить дендритные ячейки зерен твердого раствора-алюминия, увеличить число эвтектических колоний, измельчить и уменьшить количество интерметал-3 025066 лических включений, повысить плотность и чистоту металла, что позволяет улучшить литейные и пластические свойства и деформируемость изделий из алюминиевых сплавов с высоким содержанием магния и кремния. Пои этом получаются промежуточные изделия, имеющие предел прочности на растяжение выше 370 МПа с одновременной деформируемостью в холодном состоянии по Эриксону более 8,5 мм и имеющие плотную однородную кристаллическую структуру с равномерно распределенными в матрице частицами с дисперсностью от 5000 до 20000 А. Лучший вариант осуществления изобретения. Берут алюминиевый сплав, содержащий следующие компоненты, мас.%: магний - 2,0-13,5; кремний - 4,0-20,0; цирконий - 0,05-0,2; бериллий - 0,03-0,15; титан - 0,02-0,1; алюминий - остальное. При этом сплав может содержать: кобальт - 0,01-0,05; хром - 0,01-0,3; бор - 0,004-0,02,взятые порознь или в сочетании. Сплав предварительно разогревают до температуры, например, 720C при акустическом воздействии 500 кГц, Расплавленный алюминиевый сплав дегазируют, подвергают фильтрации и переливают в раздаточную печь установки непрерывного литья и вытягивают заготовку из формирующего устройства,где осуществляют непрерывный отвод тепла, например подачей охлажденного воздуха. В процессе кристаллизации сплав подвергают непрерывному акустическому воздействию, например 1000 кГц. Указанную акустическую обработку проводят с применением формирователя одноканального Ф-1 К, который генерирует акустические волны радиочастотного диапазона. Использование указанного акустического воздействия способствует лучшему усвоению в жидком алюминии плохо растворимых легирующих компонентов, например кремния, при кристаллизации измельчает дендритные ячейки твердого раствора -алюминия и первичные кристаллы, например кремния,повышает их однородность. Для достижения наилучшего эффекта целесообразно акустическое воздействие производить с области вершины изотермы ликвидус и до окончания кристаллизации. Экспериментально определено, что наилучший эффект от акустического воздействия обеспечивается от 200 до 1000 кГц. Использование акустического воздействия позволяет создать в переходной зоне (жидко-твердой фазе) синхронные колебательно-вращательные движения надмолекулярных структур сплава, создавая протяженные цепочки - бесконечные кластеры перколяции и изменять механизм теплопередачи, что приводит к упорядочению структуры и изменению твердости. При этом происходит кажущееся изменение диаграммы состояния (псевдодиаграмма) и повышается растворимость кремния и магния в алюминии. Кремний и магний будут равномерно растворены в алюминии, а легирующие добавки и образующиеся дисперсные интерметаллические соединения будут делать атомы кремния и магния менее подвижными и будут закреплять их в матрице твердого раствора а-алюминия. Далее, если требуется для деформирования литых заготовок, проводят их гомогенизацию, например при 420C в печи гомогенизации, например в течение 4 ч. Гомогенизированную литую заготовку далее подвергают нагреву и прокатывают при 350C и ниже до требуемой толщины с промежуточным отжигом при температуре 227-360C (при необходимости). Полученные литые заготовки и листы подвергают закалке при 380-435C с последующим охлаждением, например в воде при 20-100C или в масле при 20C или на воздухе. Таким образом, использование предлагаемого способа литья, предлагаемого алюминиевого сплава и предлагаемого способа получения из него изделий позволяет производить изделия (промежуточные), такие как полосы, профили, трубы и другие, имеющие высокие технологические свойства как при литье, так и при последующей деформации высокую жесткость, низкий удельный вес, высокую коррозионную стойкость. Для лучшего понимания изобретения приводятся конкретные примеры его осуществления. Пример 1. Берут алюминиевый сплав, содержащий следующие компоненты, мас.%: кремний - 4,0; магний - 13,5; цирконий - 0,08; титан - 0,04; хром - 0,02; бериллий - 0,05; бор - 0,004; кобальт - 0,02; алюминий - остальное. Сплав выплавляют в дуговой печи постоянного тока ДППТ 0,06, разогревают до 750C, дегазируют,затем переливают с фильтрацией в раздаточную печь установки непрерывного литья. На горизонтальную поверхность металла в раздаточной печи помещают формообразователь из материала инертного к расплавленному металлу. Через полость формообразователя, оформляющую профиль заготовки, в жидкий металл опускается затравка из латунной фольги по профилю заготовки. На затравку намораживается расплавленный металл. Затем затравка движется вверх и за ней тянется кристаллизующийся металл за счет капиллярных сил. При попадании в область более низкой температуры над поверхностью расплава металл будет кристаллизоваться с оформлением профиля изделия. При подборе режима охлаждения и скорости движения изделие (лист, труба, профиль) будет непрерывно вытягиваться вверх. В дальнейшем изделие может быть использовано как промежуточная заготовка для изготовления деталей или подвергаться деформации, например прокатке листа требуемой толщины. В процессе приготовления и кристаллизации расплав подвергается акустическому воздействию, например при 500 кГц. Полученные листы или соответствующий профиль подвергают закалке, например при 380C, после чего они готовы к производству изделий. Следующие 5 примеров (примеры 2-6) выполнены аналогично описанному в примере 1 и сведены в таблице. В знаменателе указаны свойства образцов, изготовленных по серийной технологии. Для сравнения в примере 7 приведены свойства из сплава системы алюминий - магний - кремний,применяемый для фасонного литья в машиностроении. В примере 8 приведены механические свойства аналогичных листов из сплава прототипа. Как следует из приведенной таблицы, предлагаемый сплав, способ его литья и способ получения промежуточных изделий позволяют получить материал со свойствами, удовлетворяющими требованиям машиностроителей. При этом сплав может пользоваться для изготовления разнообразных штампованных изделий, например после литья с применением глубокой вытяжки деталей автомобильного кузова, летательных аппаратов с эксплуатационными характеристиками, превосходящими, для деталей из применяемых в настоящее время сплавов. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ литья алюминиевых сплавов, включающий его приготовление в дуговой плавильной установке постоянного тока, непрерывную подачу расплава алюминиевого сплава в формирующее устройство, отвод тепла из области кристаллизующейся литой заготовки, обработку расплавляемого и кристаллизующегося металла под внешним воздействием, отличающийся тем, что обработку расплавляемого и кристаллизующегося металла осуществляют акустическим воздействием. 2. Способ по п.1, отличающийся тем, что расплавление металла осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц. 3. Способ по п.1, отличающийся тем, что формирование литой заготовки осуществляют при акустическом воздействии радиочастотного диапазона от 10 до 2000 кГц. 4. Способ по п.3, отличающийся тем, что акустическое воздействие осуществляют на сформированную литую заготовку до цеховой температуры ( 20 С). 5. Сплав на основе алюминия, отличающийся тем, что он выполнен способом литья по любому из пп.1-4. 6. Сплав по п.5, отличающийся тем, что он дополнительно содержит кремний, магний, цирконий,бериллий, титан при следующем соотношении компонентов, мас.%: кремний 4-20; магний 2-13; цирконий 0,05-0,2; бериллий 0,03-0,15; титан 0,02-0,1; алюминий - остальное. 7. Сплав по п.6, отличающийся тем, что он дополнительно содержит 0,01-0,05 мас.% кобальта. 8. Сплав по любому из пп.6, 7, отличающийся тем, что он дополнительно содержит 0,01-0,3 мас.% хрома. 9. Сплав по пп.6, 7, отличающийся тем, что он дополнительно содержит 0,004-0,020 мас.% бора. 10. Способ производства промежуточных изделий из сплава на основе алюминия по любому из пп.6-9, включающий прокатку полученной таким образом заготовки с промежуточным отжигом, термическую обработку полученного полуфабриката, отличающийся тем, что прокатку проводят при температурах, не превышающих температуру стабильности магния в твердом растворе алюминия, а термообработку полуфабриката осуществляют путем закалки. 11. Способ по п.10, отличающийся тем, что прокатку проводят при температуре, не превышающей 350C при акустическом воздействии. 12. Способ по п.10, отличающийся тем, что закалку полуфабриката проводят при 380-435C.
МПК / Метки
МПК: B22D 11/04, C22C 21/04, C22F 1/043
Метки: литья, алюминиевый, сплав, него, сплавов, изделий, способ, алюминиевых, производства, промежуточных
Код ссылки
<a href="https://eas.patents.su/7-25066-sposob-litya-alyuminievyh-splavov-alyuminievyjj-splav-i-sposob-proizvodstva-iz-nego-promezhutochnyh-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Способ литья алюминиевых сплавов, алюминиевый сплав и способ производства из него промежуточных изделий</a>
Способ анодирования изделий из алюминия или алюминиевых сплавов
Номер патента: 15400
Опубликовано: 31.08.2011
Авторы: Гарсия-Диего Игнасио, Гарсия-Рубио Мануэль, Лавия-Гонсалес-Эскалада Мария-Анхелес, Окон-Эстебан Пилар
МПК: C25D 11/10
Метки: сплавов, анодирования, алюминия, изделий, способ, алюминиевых
Формула / Реферат:
1. Способ анодирования изделий из алюминия или алюминиевых сплавов, отличающийся тем, что изделие из алюминия или алюминиевого сплава погружают в водный раствор, содержащий серную кислоту, винную кислоту и по меньшей мере одну неорганическую соль переходного металла, и прикладывают регулируемую разность потенциалов, причем водный кислотный электролит состоит из водного раствора винной и серной кислот, в котором концентрация серной кислоты...
Линия и способ изготовления изделий из алюминиевых сплавов с декоративно-защитным металлическим покрытием
Номер патента: 18194
Опубликовано: 28.06.2013
Автор: Мешков Федор Васильевич
МПК: C23C 14/56, C23C 14/35, C23C 14/02...
Метки: способ, изделий, покрытием, металлическим, декоративно-защитным, сплавов, линия, изготовления, алюминиевых
Формула / Реферат:
1. Способ изготовления изделий из алюминиевых сплавов, преимущественно из силумина, с декоративно-защитным металлическим покрытием, включающий получение отливки заданной формы с использованием соответствующей пресс-формы, подготовку отливки к нанесению декоративно-защитного металлического покрытия и нанесение декоративно-защитного металлического покрытия, при этом при подготовке к нанесению декоративно-защитного металлического покрытия...
Способ производства титано-алюминиевых сплавов с низким содержанием алюминия
Номер патента: 22818
Опубликовано: 31.03.2016
Автор: Хайдар Джавад
МПК: C22B 34/12, C22C 14/00, C22B 5/04...
Метки: сплавов, титано-алюминиевых, содержанием, низким, производства, способ, алюминия
Формула / Реферат:
1. Способ производства титано-алюминиевого сплава, содержащего менее 15 мас.% алюминия, включающий первую стадию, на которой некое количество субхлоридов титана, равное или превышающее стехиометрическое количество, требуемое для получения титано-алюминиевого сплава, восстанавливают алюминием для образования реакционной смеси, содержащей элементарный титан, и затем вторую стадию, на которой полученную реакционную смесь, содержащую элементарный...
Алюминиевый сплав, содержащий магний и кремний
Номер патента: 2891
Опубликовано: 31.10.2002
Авторы: Оддвин Рейсо, Тундал Ульф
МПК: C22F 1/05
Метки: алюминиевый, магний, кремний, содержащий, сплав
Формула / Реферат:
1. Поддающийся термообработке сплав Al-Mg-Si, получаемый с использованием процесса старения, осуществляемого после формования экструзией в две стадии, при этом на первой стадии продукт экструзии нагревают до температуры от 100 до 170шС со скоростью, по меньшей мере, 100шС/ч, и на второй стадии продукт экструзии нагревают до конечной температуры выдержки от 160 до 220шС со скоростью от 5 до 50шС/ч, а весь цикл старения осуществляют за период...
Алюминиевый сплав с высокой коррозионной стойкостью, способностью к протяжке и экструзии
Номер патента: 3950
Опубликовано: 30.10.2003
Авторы: Эуран Ларс, Доланн Оле, Фуру Тронн
МПК: C22C 21/10
Метки: экструзии, сплав, способностью, алюминиевый, высокой, стойкостью, протяжке, коррозионной
Формула / Реферат:
1. Сплав на основе алюминия, стойкий к коррозии, содержащий, мас.%: кремний от 0,05 до 0,15, железо 0,06-0,35, марганец 0,01-1,00, магний 0,15-0,30, цинк 0,05-0,70, хром 0-0,25, цирконий 0-0,20, титан 0-0,25, медь 0-0,10, другие примеси до 0,15, каждая из которых не превышает 0,03 мас.%, остальное - алюминий. 2. Сплав по п.1, который содержит 0,50-0,70 мас.% марганца. 3. Сплав по п.2, который содержит 0,62-0,70 мас.% марганца. 4. Сплав по любому...
Предыдущий патент: Способ изготовления разрядного элемента устройства для грозозащиты
Следующий патент: Пространственно регулируемый рычаг
Случайный патент: Устройство и способ для формования прессованием изделий