Способ и устройство для непрерывного изготовления плит из вспененного стекла
Формула / Реферат
1. Способ непрерывного изготовления плит из вспененного стекла, в котором вспененное стекло, состоящее из по меньшей мере одного стеклообразующего вещества и по меньшей мере одного пенообразователя, вспенивают в печи вспенивания с образованием полосы вспененного стекла (16) и затем непрерывно охлаждают в печи охлаждения, при этом полосу вспененного стекла подают бесконечным транспортером сквозь указанную печь вспенивания в процессе вспенивания и сквозь указанную печь охлаждения в процессе охлаждения, причем полосу вспененного стекла в горячем состоянии разрезают в печи вспенивания или в печи охлаждения или между указанными печами вспенивания и охлаждения режущим устройством для резания непрерывно движущейся полосы вспененного стекла поперек направления движения, причем полосу вспененного стекла разрезают в таком месте в печи вспенивания, или в печи охлаждения, или между указанными печами вспенивания и охлаждения, где на полосе вспененного стекла образовалась сохраняющая форму корка при сохранении вязкотекучей сердцевины, причем указанное режущее устройство содержит удлиненный держатель (21), на одном конце которого в направлении его продольной оси предусмотрен режущий инструмент (22), причем держатель включает устройство перемещения (24, 25), с помощью которого держатель и/или режущий инструмент может совершать возвратно-поступательное движение вдоль продольной оси, причем указанное режущее устройство содержит компенсирующее устройство (26), с помощью которого в процессе резания компенсируется движение поперек продольной оси держателя, при этом компенсирующее устройство выполнено так, что держатель может поворачиваться перпендикулярно продольной оси и/или упруго деформироваться.
2. Способ по п.1, отличающийся тем, что полосу вспененного стекла разрезают в процессе движения транспортировки сквозь печь вспенивания или сквозь печь охлаждения.
3. Способ по п.1 или 2, отличающийся тем, что режущий инструмент перемещают с полосой вспененного стекла поперек направления резания.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что режущее устройство включает режущий инструмент, который для разрезания полосы вспененного стекла перемещают сквозь полосу вспененного стекла поперек направления транспортировки полосы вспененного стекла.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что сердцевина полосы вспененного стекла имеет вязкость η в диапазоне от η=104 до 1010 МПа×с.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что полосу вспененного стекла разрезают в печи при температуре поверхности вспененного стекла в диапазоне 450-550°С.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что указанный режущий инструмент представляет собой нож с режущей кромкой, расположенной перпендикулярно держателю, отрезной диск или пилу, совершающую возвратно-поступательное движение перпендикулярно держателю.
8. Устройство изготовления вспененного стекла с печью вспенивания и печью охлаждения, в которых полоса вспененного стекла непрерывно движется на участке транспортировки для вспенивания и медленного охлаждения полосы вспененного стекла в соответствии со способом по любому из пп.1-7, отличающееся тем, что содержит режущее устройство (20) для резания непрерывно движущейся полосы вспененного стекла поперек направления движения, расположенное в печи вспенивания, или в печи охлаждения, или между указанными печами вспенивания и охлаждения в таком месте, где на полосе вспененного стекла образовалась сохраняющая форму корка при сохранении вязкотекучей сердцевины, с помощью которого полоса вспененного стекла может быть разрезана в печи поперек направления движения, причем указанное режущее устройство содержит удлиненный держатель (21), на одном конце которого в направлении его продольной оси предусмотрен режущий инструмент (22), причем держатель включает устройство перемещения (24, 25), с помощью которого держатель и/или режущий инструмент может совершать возвратно-поступательное движение вдоль продольной оси, причем указанное режущее устройство содержит компенсирующее устройство (26), с помощью которого в процессе резания компенсируется движение поперек продольной оси держателя, при этом компенсирующее устройство выполнено так, что держатель может поворачиваться перпендикулярно продольной оси и/или упруго деформироваться.
9. Станция по п.8, отличающаяся тем, что режущий инструмент представляет собой нож с режущей кромкой, расположенной перпендикулярно держателю, отрезной диск или пилу, совершающую возвратно-поступательное движение перпендикулярно держателю.
Текст
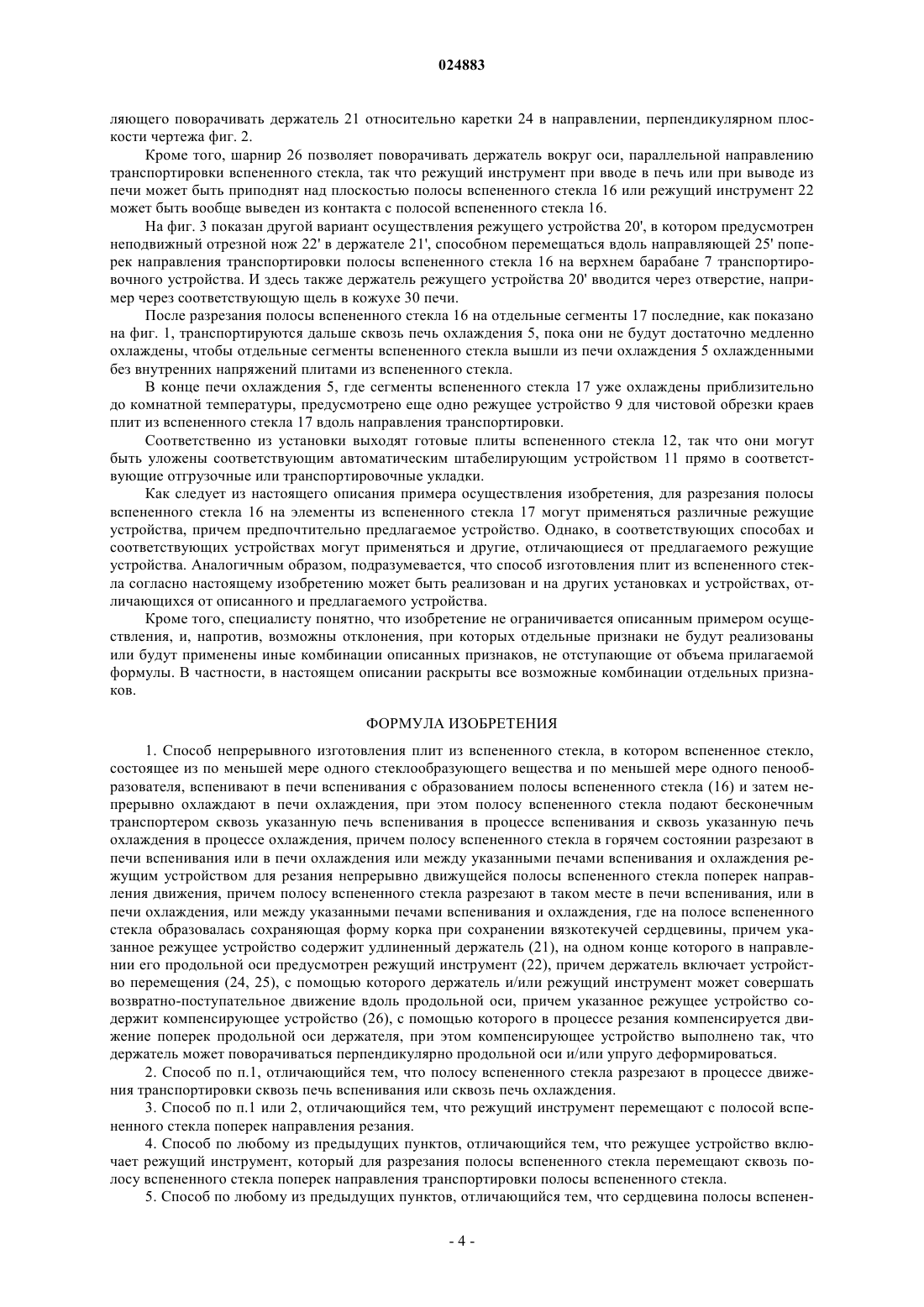
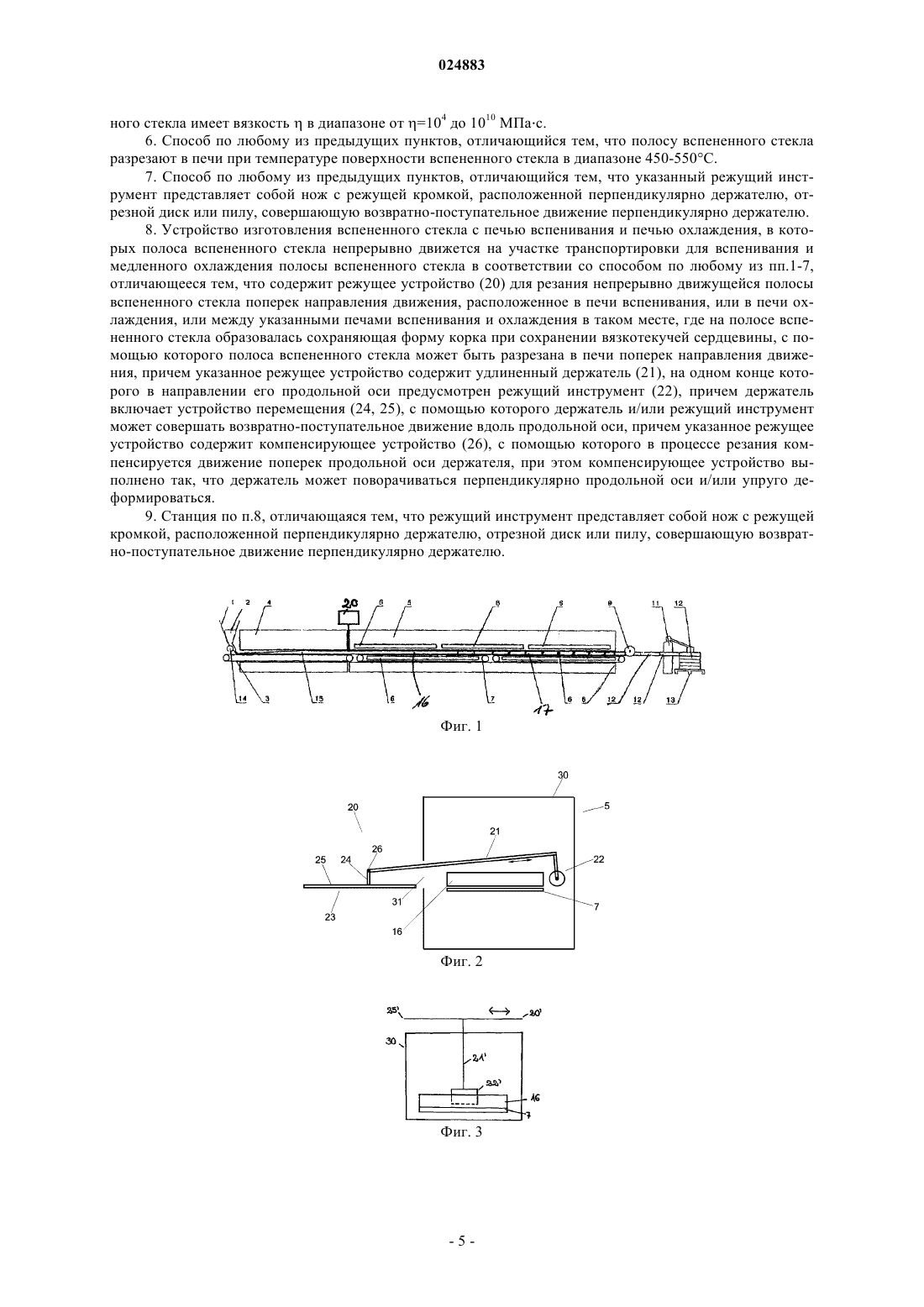
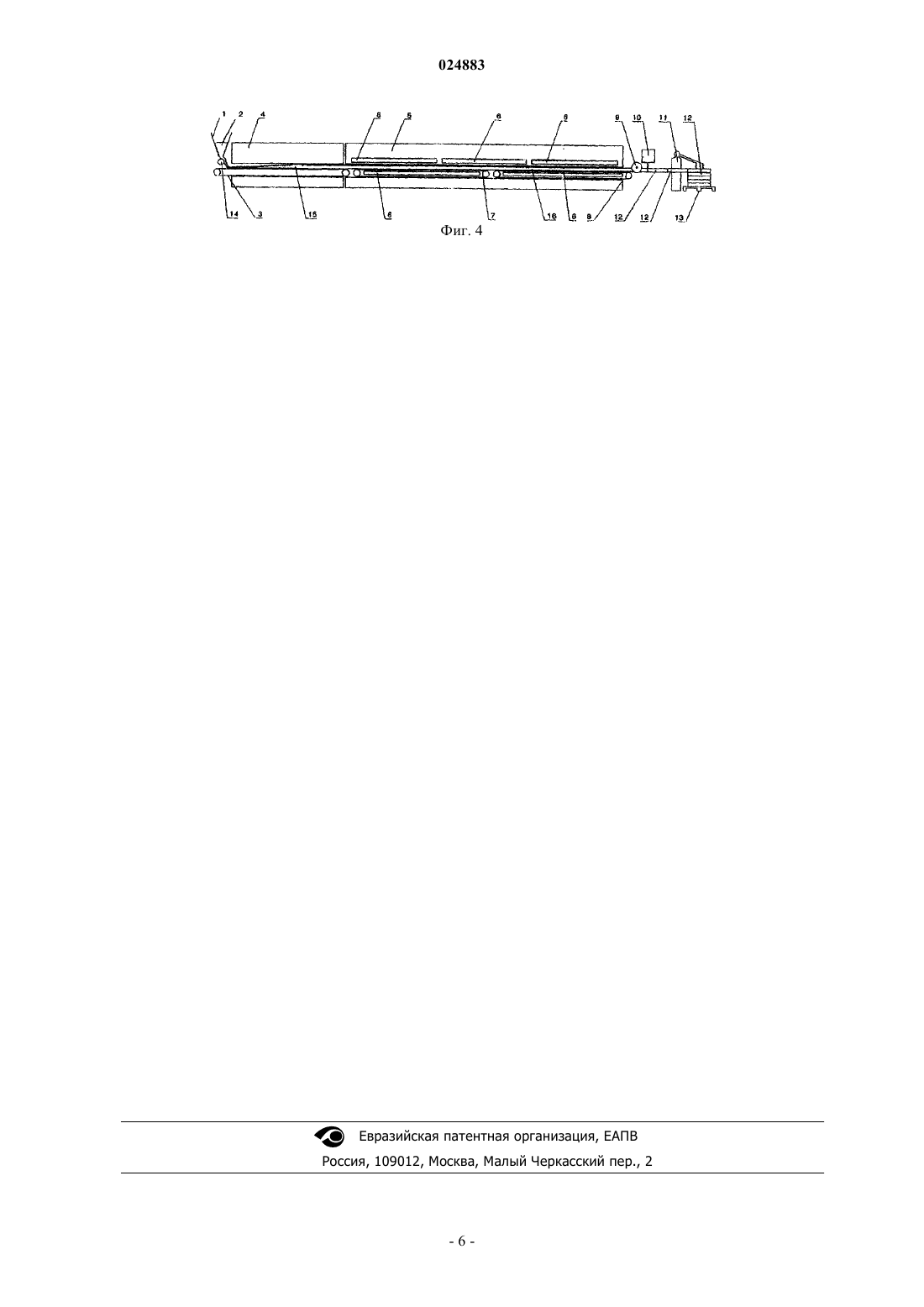
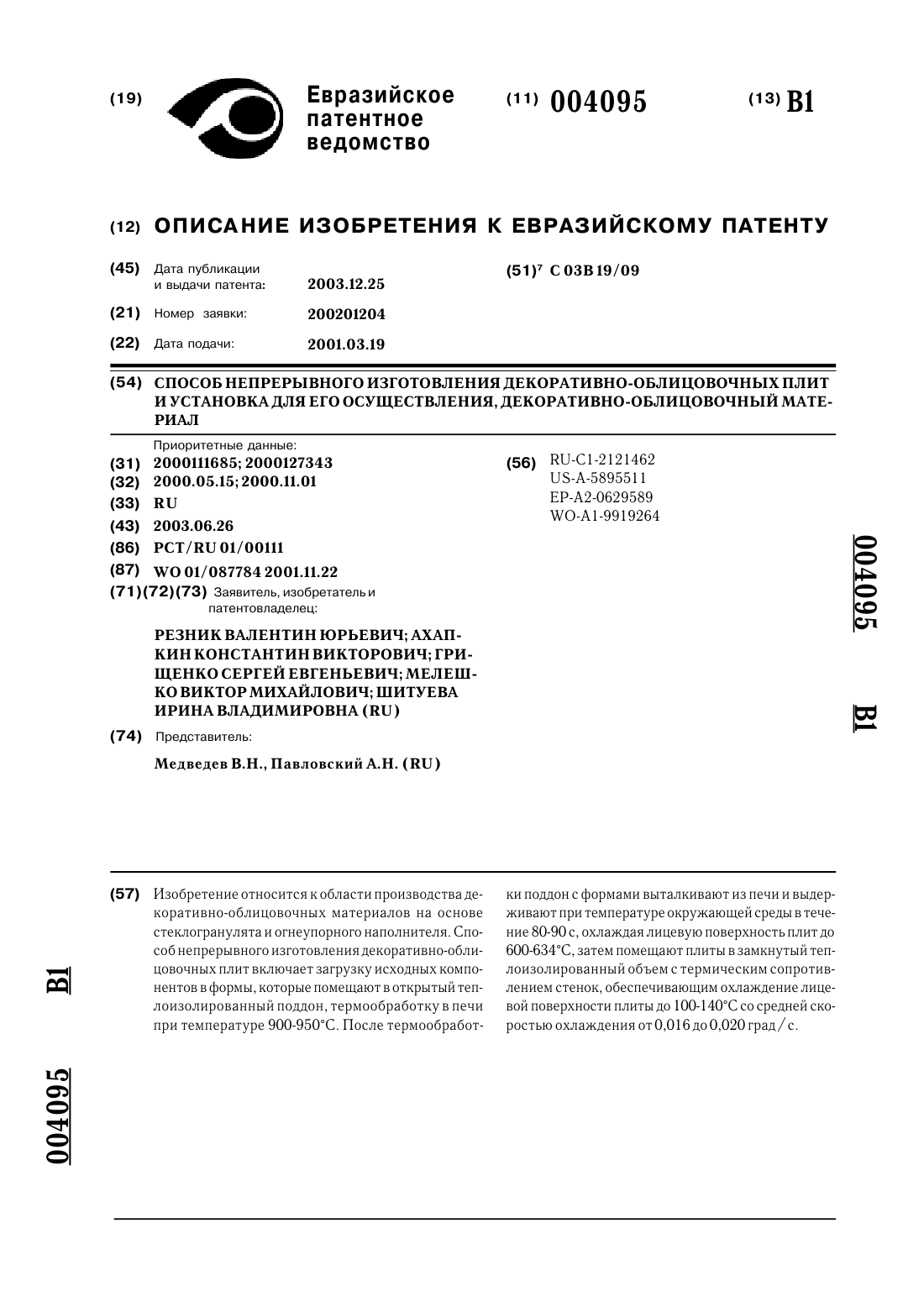
СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВСПЕНЕННОГО СТЕКЛА Изобретение относится к способу непрерывного изготовления плит из вспененного стекла, причем вспененное стекло, состоящее из по меньшей мере одного стеклообразующего вещества и по меньшей мере одного пенообразователя, вспенивается в печи вспенивания с образованием полосы вспененного стекла (16) и непрерывно охлаждается в печи охлаждения (5), при этом полоса вспененного стекла в процессе вспенивания и охлаждения подается бесконечным транспортером сквозь печь или печи, и при этом полоса вспененного стекла разрезается в печи или между двумя печами. Изобретение также относится к соответствующему режущему устройству и к станции охлаждения вспененного стекла с соответствующим режущим устройством.(71)(73) Заявитель и патентовладелец: СГ ШАУМГЛАС ГМБХКО. КГ Область техники, к которой относится изобретение Настоящее изобретение относится к способу непрерывного изготовления плит из вспененного стекла, в котором вспененное стекло, состоящее из по меньшей мере одного стеклообразующего вещества и по меньшей мере одного пенообразователя, вспенивают в печи вспенивания с образованием полосы вспененного стекла и непрерывно охлаждают в печи охлаждения, при этом полосу вспененного стекла в процессе вспенивания и охлаждения подают бесконечным транспортером сквозь печь или печи. Изобретение, в частности, относится к режущему устройству для резания непрерывно движущегося объекта поперек направления движения, в частности полосы вспененного стекла на бесконечном транспортере, а также к станции охлаждения вспененного стекла с печью охлаждения, в частности, для осуществления способа непрерывного изготовления плит из вспененного стекла. Предшествующий уровень техники Из документа DE 102004040307 А 1 известны способ и устройство для непрерывного изготовления отдельных плит из вспененного стекла; в этом способе и устройстве вспененное стекло, состоящее из частиц стекла и пенообразователя, образуется вспениванием под действием термообработки в бесконечную полосу вспененного стекла, и непосредственно после вспенивания полоса вспененного стекла непрерывно и с регулируемой скоростью охлаждается до комнатной температуры, так что вспененное стекло имеет структуру стекла с многочисленными порами и свободно от напряжений. Соответствующее устройство показано в разрезе на виде сбоку на фиг. 4. На фиг. 4 видно, что после загрузки сырья для изготовления вспененного стекла в воронку 1 в печи вспенивания 4 сырье вспенивается в полосу вспененного стекла 15, причем полоса вспененного стекла 15 движется на бесконечном транспортере 3 сквозь печь вспенивания 4. Непосредственно за этой печью следует печь охлаждения 5, также включающая один или несколько бесконечных транспортеров 7, 8 в виде бесконечных ленточных транспортеров, бесконечных сетчатых проволочных транспортеров и т. п.,так что вспененная в печи вспенивания 4 полоса вспененного стекла 15 непрерывно подается вперед. С помощью соответствующих нагревающих и охлаждающих устройств 6 полоса вспененного стекла 15 медленно охлаждается до комнатной температуры для получения затвердевшей полосы вспененного стекла 16 с многочисленными порами. В конце устройства за пределами печи охлаждения 5 предусмотрены два режущих устройства 9 и 10, позволяющих разделить полосу вспененного стекла как в продольном направлении, т. е. в направлении транспортировки, так и в поперечном направлении. Режущее устройство 9 чисто обрезает продольные края полосы, чтобы образовались ровные торцевые края изготавливаемых плит из вспененного стекла, в то время как режущее устройство 10 отрезает от полосы отдельные плиты вспененного стекла 12, которые автоматическим штабелирующим устройством 11 укладываются на поддон 13 для последующей транспортировки. Сущность изобретения Хотя описанные в документе DE 102004040307 А 1 способ и устройство изготовления плит из вспененного стекла уже позволяют получить хорошие результаты, задача изобретения заключается в таком усовершенствовании способа и устройства, чтобы можно было надежно изготавливать высококачественные плиты из вспененного стекла с минимально возможными затратами. Решение задачи настоящего изобретения достигается предложением способа в соответствии с признаками п. 3 формулы с режущим устройством в соответствии с признаками п.1, а также станции охлаждения вспененного стекла в соответствии с признаками п.10. Предпочтительные варианты осуществления настоящего изобретения определены в зависимых пунктах формулы. Настоящее техническое решение включает также, в частности, комбинации независимых и зависимых пунктов формулы. Изобретение исходит из того известного факта, что перенос процесса разрезания полосы вспененного стекла на отдельные плиты в печь вспенивания и/или печь охлаждения обеспечивает достижение ряда преимуществ сравнительно с вышеописанным в документе DE 102004040307 А 1 уровнем техники. Так, прежде всего, снижается сопротивление резанию, что позволяет использовать более простые, дешевые и легче применимые режущие инструменты. Кроме того, может быть упрощено проведение самого процесса резания. В дополнение к этому, разделение полосы вспененного стекла на отдельные сегменты уже в печи позволяет сделать более простым и надежным охлаждение плит из вспененного стекла, так что может быть снижен риск возникновения трещин из-за внутренних напряжений. Процесс разрезания полосы вспененного стекла на отдельные плиты, в частности, при подаче полосы вспененного стекла, может производиться поперек направления транспортировки, при этом соответствующий режущий инструмент в процессе разрезания может двигаться поперек направления резания, т. е. в направлении движения полосы вспененного стекла. Сам режущий инструмент может быть выполнен так, чтобы для осуществления процесса разрезания он двигался сквозь полосу вспененного стекла. В частности, режущий инструмент может для разрезания полосы вспененного стекла однократно проходить сквозь полосу так, что сам инструмент при этом не совершает никаких других дополнительных движений или совершает дополнительное накладывающееся движение резания, такое, например, как вращение отрезного диска или возвратно-поступательное движение ножовочного полотна. Предпочтителен однократный проход в остальном неподвижного режущего инструмента, поскольку такой процесс легче всего осуществить, например, проведением сквозь полосу отрезного ножа с режущей кромкой. Полоса вспененного стекла может, в частности, разрезаться там, где на полосе вспененного стекла в процессе охлаждения уже образовалась сохраняющая форму наружная корка при сохранении вязкотекучей сердцевины, чтобы, в частности, можно было легко произвести резание просто закрепленным режущим инструментом. В частности, сердцевина полосы вспененного стекла может при резании иметь вязкость в диапазоне от 104 до 1010 МПас. Температура поверхности полосы вспененного стекла в печи может при резании, в частности, лежать в диапазоне 450-550 С, поскольку полоса вспененного стекла имеет при этом оптимальную консистенцию. Для разрезания полосы вспененного стекла используется режущее устройство, которое, в общем случае, может применяться для непрерывно движущихся объектов, когда объекты должны разрезаться поперек направления движения. Соответственно и независимо от способа непрерывного изготовления плит из вспененного стекла или соответствующего устройства предлагается режущее устройство, включающее удлиненный держатель, на одном конце которого в направлении его продольной оси имеется режущий инструмент, движущийся сквозь подлежащий разрезанию объект для разрезания этого объекта. Соответственно держатель включает устройство перемещения, позволяющее держателю и/или режущему инструменту совершать возвратно-поступательное движение вдоль продольной оси держателя и движение сквозь разрезаемый объект. Поскольку направление резания перпендикулярно направлению движения разрезаемого объекта,направление движения держателя и/или одного из расположенных на нем режущих инструментов также перпендикулярно направлению движения разрезаемого объекта. При этом движение режущего инструмента или держателя перпендикулярно направлению движения разрезаемого объекта можно рассматривать как первое движение режущего инструмента, которое в простейшем случае является и единственным движением режущего инструмента. Но сам режущий инструмент может совершать и второе накладывающееся на первое движение, в котором и осуществляется собственно процесс разрезания движением сквозь разрезаемый объект. К примеру, режущий инструмент может представлять собой отрезной диск, выполняющий в качестве второго вращательное движение. Альтернативно, режущий инструмент может представлять собой пилу или ножовочное полотно, выполняющее линейное возвратнопоступательное движение для разделения материала разрезаемого объекта. Но в простейшем случае режущий инструмент может представлять собой отрезной нож с режущей кромкой, неподвижно закрепленный в держателе, или, по крайней мере, не совершающий никакого дополнительного к первому движения сквозь разрезаемый объект, т. е. движущийся сквозь разрезаемый объект только вдоль держателя или вместе с держателем. Согласно настоящему изобретению для компенсации движения транспортировки разрезаемого объекта, перпендикулярного направлению резания, предусмотрено компенсирующее устройство, позволяющее режущему инструменту совершать с разрезаемым объектом ограниченное перемещение, т. е. третье движение перпендикулярно направлению резания и возможному движению пилы. Для этого используется отклонение режущего инструмента с помощью соответствующего шарнира или упругого деформирования режущего устройства, в частности держателя, в направлении транспортировки. Поскольку согласно настоящему изобретению при резании полосы вспененного стекла в печи полоса вспененного стекла еще не полностью охлаждена до комнатной температуры и, следовательно, не отвердела, можно применить соответственно просто выполненный режущий инструмент, например отрезной нож. Так, например, достаточно изготовить отрезной нож из соответствующей стали или высокотемпературного материала, не используя такой дорогостоящей оснастки, как, например, алмазный и т. п. инструмент, который приходится применять для резания затвердевшего стекла. Перечень чертежей Дальнейшие преимущества, отличительные признаки и особенности настоящего изобретения станут ясны из нижеследующего подробного описания примера осуществления изобретения. При этом на сопроводительных чертежах исключительно схематически представлены: на фиг. 1 показан разрез на виде сбоку станции охлаждения вспененного стекла согласно настоящему изобретению; на фиг. 2 показана деталь варианта осуществления режущего устройства для станции охлаждения вспененного стекла фиг. 1; на фиг. 3 показана деталь другого варианта осуществления режущего устройства для станции охлаждения вспененного стекла фиг. 1; и на фиг. 4 показан разрез на виде сбоку станции охлаждения вспененного стекла согласно уровню техники. Сведения, подтверждающие возможность осуществления изобретения На левой половине изображения фиг. 1 показано имеющее форму воронки загрузочное устройство 1, с помощью которого смесь 2 пенообразователя и стекломуки может равномерно подаваться загрузоч-2 024883 ным роликом 14 на бесконечный транспортер 3. Таким образом появляется сыпучая масса 15 на бесконечной транспортерной ленте 3, которая с определенной скоростью движется сквозь печь вспенивания 4. В печи вспенивания 4 предусмотрены не показанные нагревательные устройства, которые доводят смесь 2 или сыпучую массу 15 до соответствующей температуры примерно 600-950 С, в частности 800-850 С. Тем самым запускается процесс вспенивания и образуется непрерывная полоса вспененного стекла 16,которая затем непрерывным образом передается в непосредственно примыкающую печь охлаждения 5. В печи охлаждения 5 предусмотрены соответствующие транспортировочные устройства 7 и 8, на которых полоса вспененного стекла 16 подается дальше. Разумеется, может быть предусмотрено последовательное соединение нескольких печей охлаждения или участков с несколькими транспортировочными устройствами или наличие только одной печи охлаждения с одним или несколькими участками и с одним-единственным транспортировочным устройством. В печи охлаждения 5 также предусмотрены нагревательные и/или охлаждающие устройства 6, которые могут располагаться как над, так и под полосой вспененного стекла 16. Кроме того, могут быть предусмотрены нагревательные и/или охлаждающие устройства и сбоку от полосы вспененного стекла(не показаны), причем могут быть предусмотрены любые подходящие нагревательные и/или охлаждающие устройства, например газовые горелки, электронагреватели или вентиляторы и т. п. Благодаря определенному равномерному и медленному охлаждению полосы вспененного стекла 16 в печи охлаждения 5 удается избежать внутренних напряжений охлаждения и образуется сквозная длинная полоса вспененного стекла, ширина которой соответствует транспортировочному устройству 3 или транспортировочным устройствам 7 и 8 и может составлять от 1 до 2 м, предпочтительно от 1,40 до 1,60 м. Однако можно представить себе и полосы большей ширины - до 4 м. В конце печи вспенивания 4 или на переходе к печи охлаждения 5 (как показано на фиг. 1) или в начале печи охлаждения 5 расположено режущее устройство 20, с помощью которого полоса вспененного стекла 16 разделяется на отдельные сегменты 17. Это режущее устройство 20 расположено так, чтобы в месте разделения полосы вспененного стекла 16 режущим устройством 20 на соответствующие сегменты полоса вспененного стекла уже имела сохраняющую форму наружную корку, оставаясь в сердцевине вязкотекучей, чтобы можно было легко осуществить резание, например, простым отрезным ножом. Один вариант осуществления соответствующего режущего устройства в показанной на фиг. 1 установке для изготовления плит из вспененного стекла изображен на фиг. 2. При этом на фиг. 2 показан разрез печи охлаждения 5 с соответствующим кожухом 30, причем в плоскости разреза видна предусмотренная в кожухе 30 щель 31, чтобы режущее устройство могло располагаться частью снаружи и частью внутри печи и соответственно также двигаться из печи наружу и внутрь в печь. Режущее устройство 20 включает удлиненный держатель 21, на одном конце которого в направлении продольной оси имеется режущий инструмент 22 в виде вращающегося отрезного диска. Вместо вращающегося отрезного диска, показанного на фиг. 2, могут быть предусмотрены и другие режущие инструменты, такие, например, как движущаяся вверх-вниз пила, направление движения которой перпендикулярно продольному направлению держателя 21, или неподвижный отрезной нож, также расположенный, подобно хвостовику отрезного диска 22, на конце держателя 21 перпендикулярно его продольному направлению, с режущей кромкой, обращенной к держателю 21, так что перемещение держателя 21 вдоль своего продольного направления протягивает отрезной нож сквозь полосу вспененного стекла 16, что вызывает разделение полосы вспененного стекла на соответствующие сегменты. Как уже упоминалось, держатель 21 может совершать возвратно-поступательное движение, как показано двойной стрелкой, в своем продольном направлении, так что режущий инструмент 22 движется сквозь полосу вспененного стекла 16. Альтернативно, совершать возвратно-поступательное движение вдоль держателя 21, как показано двойной стрелкой, может только режущий инструмент 22. В показанном примере осуществления держатель 21 движется внутрь в печь и затем снова наружу,причем на проходе внутрь или на проходе наружу режущий инструмент разделяет полосу вспененного стекла 16 на сегменты. В описанном выше варианте с отрезным ножом, режущая кромка которого обращена к держателю, процесс разрезания происходит при проходе вытягивания из печи. Хотя для разрезания полосы вспененного стекла достаточно однократного прохода по ней, резание или отрезка может производиться при подаче держателя или режущего инструмента как внутрь, так и наружу. В показанном примере осуществления держатель 21 на конце, противолежащем в продольном направлении режущему инструменту, снабжен кареткой 24, которая проводится в направляющей 25 и под действием привода (не показан), например, цепной или ленточной передачи от электродвигателя, может совершать возвратно-поступательное движение в направляющей 25, так что режущий инструмент 22 может двигаться внутрь в печь и затем снова наружу, и может прорезать при этом полосу вспененного стекла. Вместо устройства перемещения 23, образованного направляющей 25, подвижной кареткой 24 и не показанным приводом, могут применяться любые другие подходящие виды устройств перемещения держателя и/или режущего инструмента 22. Для компенсации продвижения полосы вспененного стекла 16 в процессе разрезания по участку транспортировки, из которого на фиг. 2 показан верхний барабан 7 бесконечного транспортера, режущее устройство включает компенсирующее устройство, реализованное, например, в виде шарнира 26, позво-3 024883 ляющего поворачивать держатель 21 относительно каретки 24 в направлении, перпендикулярном плоскости чертежа фиг. 2. Кроме того, шарнир 26 позволяет поворачивать держатель вокруг оси, параллельной направлению транспортировки вспененного стекла, так что режущий инструмент при вводе в печь или при выводе из печи может быть приподнят над плоскостью полосы вспененного стекла 16 или режущий инструмент 22 может быть вообще выведен из контакта с полосой вспененного стекла 16. На фиг. 3 показан другой вариант осуществления режущего устройства 20', в котором предусмотрен неподвижный отрезной нож 22' в держателе 21', способном перемещаться вдоль направляющей 25' поперек направления транспортировки полосы вспененного стекла 16 на верхнем барабане 7 транспортировочного устройства. И здесь также держатель режущего устройства 20' вводится через отверстие, например через соответствующую щель в кожухе 30 печи. После разрезания полосы вспененного стекла 16 на отдельные сегменты 17 последние, как показано на фиг. 1, транспортируются дальше сквозь печь охлаждения 5, пока они не будут достаточно медленно охлаждены, чтобы отдельные сегменты вспененного стекла вышли из печи охлаждения 5 охлажденными без внутренних напряжений плитами из вспененного стекла. В конце печи охлаждения 5, где сегменты вспененного стекла 17 уже охлаждены приблизительно до комнатной температуры, предусмотрено еще одно режущее устройство 9 для чистовой обрезки краев плит из вспененного стекла 17 вдоль направления транспортировки. Соответственно из установки выходят готовые плиты вспененного стекла 12, так что они могут быть уложены соответствующим автоматическим штабелирующим устройством 11 прямо в соответствующие отгрузочные или транспортировочные укладки. Как следует из настоящего описания примера осуществления изобретения, для разрезания полосы вспененного стекла 16 на элементы из вспененного стекла 17 могут применяться различные режущие устройства, причем предпочтительно предлагаемое устройство. Однако, в соответствующих способах и соответствующих устройствах могут применяться и другие, отличающиеся от предлагаемого режущие устройства. Аналогичным образом, подразумевается, что способ изготовления плит из вспененного стекла согласно настоящему изобретению может быть реализован и на других установках и устройствах, отличающихся от описанного и предлагаемого устройства. Кроме того, специалисту понятно, что изобретение не ограничивается описанным примером осуществления, и, напротив, возможны отклонения, при которых отдельные признаки не будут реализованы или будут применены иные комбинации описанных признаков, не отступающие от объема прилагаемой формулы. В частности, в настоящем описании раскрыты все возможные комбинации отдельных признаков. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ непрерывного изготовления плит из вспененного стекла, в котором вспененное стекло,состоящее из по меньшей мере одного стеклообразующего вещества и по меньшей мере одного пенообразователя, вспенивают в печи вспенивания с образованием полосы вспененного стекла (16) и затем непрерывно охлаждают в печи охлаждения, при этом полосу вспененного стекла подают бесконечным транспортером сквозь указанную печь вспенивания в процессе вспенивания и сквозь указанную печь охлаждения в процессе охлаждения, причем полосу вспененного стекла в горячем состоянии разрезают в печи вспенивания или в печи охлаждения или между указанными печами вспенивания и охлаждения режущим устройством для резания непрерывно движущейся полосы вспененного стекла поперек направления движения, причем полосу вспененного стекла разрезают в таком месте в печи вспенивания, или в печи охлаждения, или между указанными печами вспенивания и охлаждения, где на полосе вспененного стекла образовалась сохраняющая форму корка при сохранении вязкотекучей сердцевины, причем указанное режущее устройство содержит удлиненный держатель (21), на одном конце которого в направлении его продольной оси предусмотрен режущий инструмент (22), причем держатель включает устройство перемещения (24, 25), с помощью которого держатель и/или режущий инструмент может совершать возвратно-поступательное движение вдоль продольной оси, причем указанное режущее устройство содержит компенсирующее устройство (26), с помощью которого в процессе резания компенсируется движение поперек продольной оси держателя, при этом компенсирующее устройство выполнено так, что держатель может поворачиваться перпендикулярно продольной оси и/или упруго деформироваться. 2. Способ по п.1, отличающийся тем, что полосу вспененного стекла разрезают в процессе движения транспортировки сквозь печь вспенивания или сквозь печь охлаждения. 3. Способ по п.1 или 2, отличающийся тем, что режущий инструмент перемещают с полосой вспененного стекла поперек направления резания. 4. Способ по любому из предыдущих пунктов, отличающийся тем, что режущее устройство включает режущий инструмент, который для разрезания полосы вспененного стекла перемещают сквозь полосу вспененного стекла поперек направления транспортировки полосы вспененного стекла. 5. Способ по любому из предыдущих пунктов, отличающийся тем, что сердцевина полосы вспенен-4 024883 ного стекла имеет вязкостьв диапазоне от =104 до 1010 МПас. 6. Способ по любому из предыдущих пунктов, отличающийся тем, что полосу вспененного стекла разрезают в печи при температуре поверхности вспененного стекла в диапазоне 450-550 С. 7. Способ по любому из предыдущих пунктов, отличающийся тем, что указанный режущий инструмент представляет собой нож с режущей кромкой, расположенной перпендикулярно держателю, отрезной диск или пилу, совершающую возвратно-поступательное движение перпендикулярно держателю. 8. Устройство изготовления вспененного стекла с печью вспенивания и печью охлаждения, в которых полоса вспененного стекла непрерывно движется на участке транспортировки для вспенивания и медленного охлаждения полосы вспененного стекла в соответствии со способом по любому из пп.1-7,отличающееся тем, что содержит режущее устройство (20) для резания непрерывно движущейся полосы вспененного стекла поперек направления движения, расположенное в печи вспенивания, или в печи охлаждения, или между указанными печами вспенивания и охлаждения в таком месте, где на полосе вспененного стекла образовалась сохраняющая форму корка при сохранении вязкотекучей сердцевины, с помощью которого полоса вспененного стекла может быть разрезана в печи поперек направления движения, причем указанное режущее устройство содержит удлиненный держатель (21), на одном конце которого в направлении его продольной оси предусмотрен режущий инструмент (22), причем держатель включает устройство перемещения (24, 25), с помощью которого держатель и/или режущий инструмент может совершать возвратно-поступательное движение вдоль продольной оси, причем указанное режущее устройство содержит компенсирующее устройство (26), с помощью которого в процессе резания компенсируется движение поперек продольной оси держателя, при этом компенсирующее устройство выполнено так, что держатель может поворачиваться перпендикулярно продольной оси и/или упруго деформироваться. 9. Станция по п.8, отличающаяся тем, что режущий инструмент представляет собой нож с режущей кромкой, расположенной перпендикулярно держателю, отрезной диск или пилу, совершающую возвратно-поступательное движение перпендикулярно держателю.
МПК / Метки
МПК: C03B 25/02, C03B 21/02, C03B 33/023, C03B 19/08
Метки: стекла, устройство, способ, непрерывного, вспененного, изготовления, плит
Код ссылки
<a href="https://eas.patents.su/7-24883-sposob-i-ustrojjstvo-dlya-nepreryvnogo-izgotovleniya-plit-iz-vspenennogo-stekla.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для непрерывного изготовления плит из вспененного стекла</a>
Способ непрерывного изготовления декоративно-облицовочных плит и установка для его осуществления, декоративно-облицовочный материал
Номер патента: 4095
Опубликовано: 25.12.2003
Авторы: Мелешко Виктор Михайлович, Ахапкин Константин Викторович, Резник Валентин Юрьевич, Грищенко Сергей Евгеньевич, Шитуева Ирина Владимировна
МПК: C03B 19/09
Метки: декоративно-облицовочных, непрерывного, изготовления, декоративно-облицовочный, осуществления, установка, способ, материал, плит
Формула / Реферат:
1. Способ непрерывного изготовления декоративно-облицовочных плит на основе цветного стеклогранулята и огнеупорного наполнителя, включающий загрузку исходных компонентов в формы и последующую термообработку в печи при температуре 900-950шC с оплавлением, спеканием, кристаллизацией, снижением температуры перед отжигом и последующим отжигом, отличающийся тем, что формы помещают в открытый теплоизолированный поддон, который после термообработки при...
Устройство и способ получения вспененного материала
Номер патента: 941
Опубликовано: 26.06.2000
Авторы: Уилтраут Дейвид Э., Арджент Рональд Д., Хойл Кристофер Дж., Ангерлайдер Эндрю, Хэйнс Стивен С., Биксби Тай Б.
МПК: B28B 5/02
Метки: устройство, способ, материала, получения, вспененного
Формула / Реферат:
1. Устройство для производства непрерывной полосы или ленты (16) из вспененного стеклянного материала (16) с использованием печи (14) при температуре, по меньшей мере, 677шС (1250шF), характеризующееся наличием средств формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закрытую и непрерывную полость (23) формы внутри печи (14); и...
Способ и устройство для непрерывного изготовления профильных секций.
Номер патента: 290
Опубликовано: 25.02.1999
Автор: Янссон Марк Ларс
МПК: B29C 47/24
Метки: изготовления, секций, способ, устройство, профильных, непрерывного
Формула / Реферат:
1. Способ для непрерывного изготовления профилированных секций, отличающийся тем, что осуществляют непрерывное нагнетание вещества (3) в виде пластически/термически деформируемого материала через канал (2) прохождением вращающегося штампа (5), служащего в качестве формующего устройства для образования одной или нескольких удлиненных профилированных секций (11, 12), и вдавливанием упомянутого материала (3) в ходе продвижения его в одну или...
Способ и вспомогательные средства для изготовления бетонных элементов, в частности бетонных полуфабрикатов и/или бетонных плит, и также вспомогательные средства для изготовления бетонных плит
Номер патента: 8297
Опубликовано: 27.04.2007
Авторы: Хааг Фолькер, Хаузер Алекс, Крецов Деян, Пфеффер Карстен
МПК: E04B 5/32, B28B 23/00, E04B 5/38...
Метки: частности, изготовления, вспомогательные, также, плит, элементов, полуфабрикатов, способ, средства, бетонных
Формула / Реферат:
1. Способ изготовления бетонных элементов, в частности бетонных полуфабрикатов, при котором первый слой бетонной массы заливают в опалубку, и слой начинает схватываться; арматурную сетку помещают на наполовину схватившийся первый слой, при этом арматурная сетка предпочтительно является обычной сварной проволочной сеткой; второй слой бетонной массы заливают в опалубку сверху первого слоя и арматурной сетки, и второй слой начинает схватываться;...
Лёгкая строительная панель, способ и устройство для непрерывного изготовления лёгких строительных панелей с минеральным заполнителем
Номер патента: 2651
Опубликовано: 29.08.2002
Авторы: Йарц Марьян, Зупанчич Данийел, Бахор Дарийя
МПК: E04C 2/292
Метки: минеральным, устройство, панель, заполнителем, строительная, способ, строительных, изготовления, непрерывного, панелей, лёгкая, лёгких
Формула / Реферат:
1. Легкая строительная панель, которая содержит (a) закрывающие средства для защиты от внешнего окружения; (b) формообразующие средства для придания формы и прочности; (c) заполнитель из минеральной ваты, и/или стекловаты, и/или комбинации изоляционных материалов; (d) соединительные средства для соединения закрывающих и/или формообразующих средств с заполнителем. 2. Легкая строительная панель по п.1, отличающаяся тем, что обладает следующими...
Предыдущий патент: Способ непрерывного обнаружения ударных воздействий на трубопровод, предназначенный для транспортировки текучих сред
Следующий патент: Способ получения вареных колбас
Случайный патент: Способ и устройство для изготовления металлических объектов с использованием технологии изготовления твердого тела свободной формовкой