Устройство и способ получения вспененного материала
Номер патента: 941
Опубликовано: 26.06.2000
Авторы: Ангерлайдер Эндрю, Уилтраут Дейвид Э., Хэйнс Стивен С., Хойл Кристофер Дж., Биксби Тай Б., Арджент Рональд Д.
Формула / Реферат
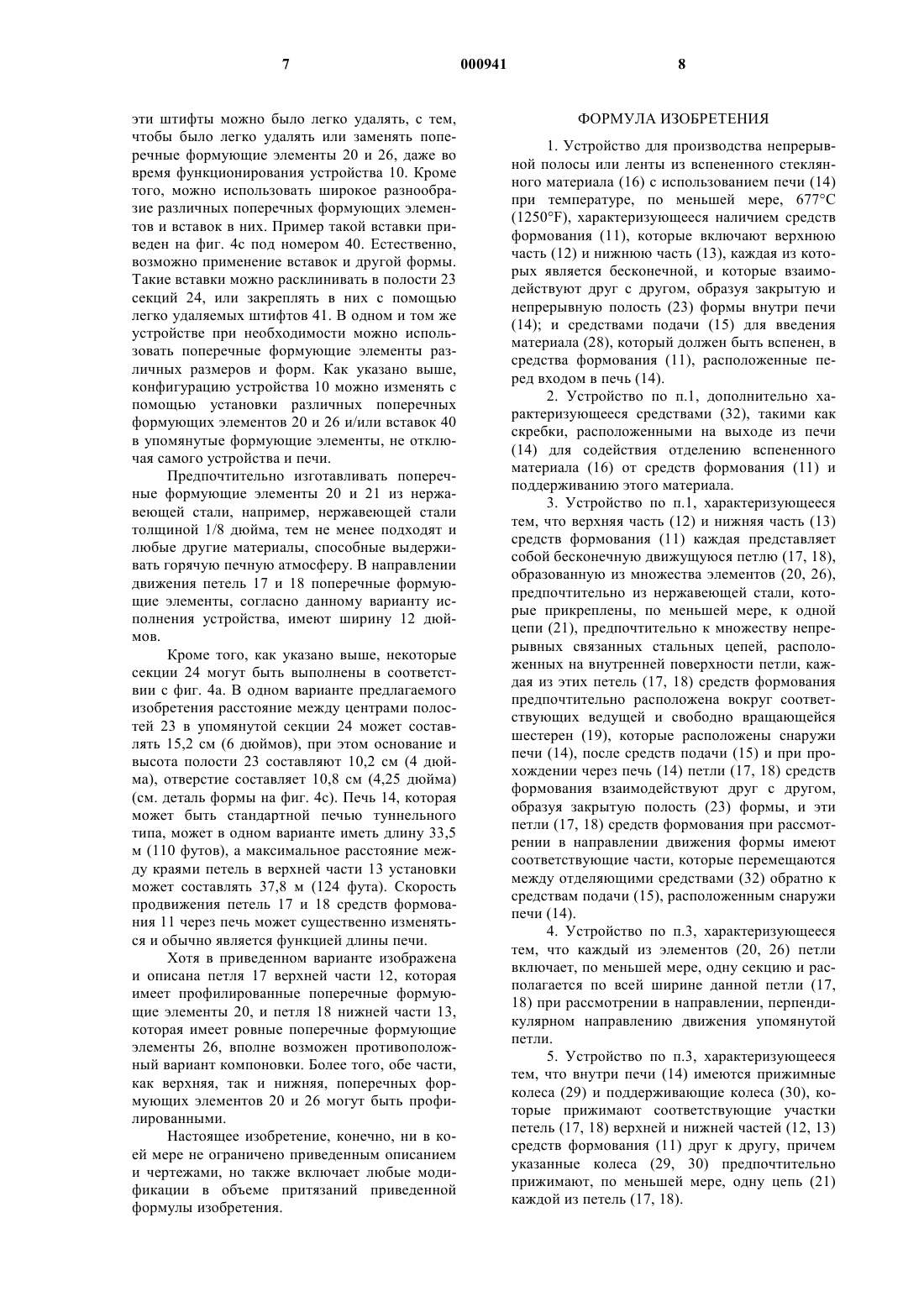
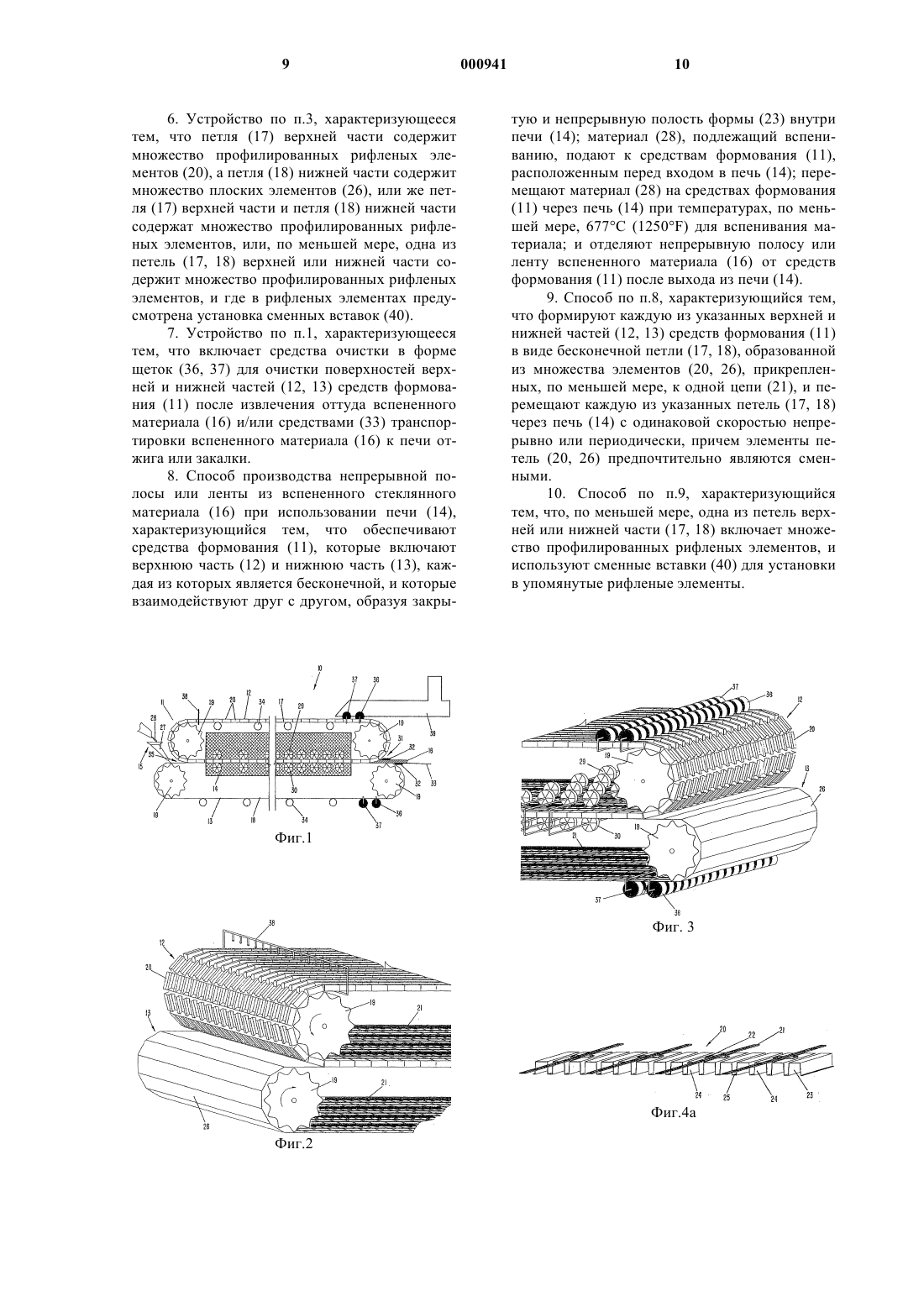
1. Устройство для производства непрерывной полосы или ленты (16) из вспененного стеклянного материала (16) с использованием печи (14) при температуре, по меньшей мере, 677шС (1250шF), характеризующееся наличием средств формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закрытую и непрерывную полость (23) формы внутри печи (14); и средствами подачи (15) для введения материала (28), который должен быть вспенен, в средства формования (11), расположенные перед входом в печь (14).
2. Устройство по п.1, дополнительно характеризующееся средствами (32), такими как скребки, расположенными на выходе из печи (14) для содействия отделению вспененного материала (16) от средств формования (11) и поддерживанию этого материала.
3. Устройство по п.1, характеризующееся тем, что верхняя часть (12) и нижняя часть (13) средств формования (11) каждая представляет собой бесконечную движущуюся петлю (17, 18), образованную из множества элементов (20, 26), предпочтительно из нержавеющей стали, которые прикреплены, по меньшей мере, к одной цепи (21), предпочтительно к множеству непрерывных связанных стальных цепей, расположенных на внутренней поверхности петли, каждая из этих петель (17, 18) средств формования предпочтительно расположена вокруг соответствующих ведущей и свободно вращающейся шестерен (19), которые расположены снаружи печи (14), после средств подачи (15) и при прохождении через печь (14) петли (17, 18) средств формования взаимодействуют друг с другом, образуя закрытую полость (23) формы, и эти петли (17, 18) средств формования при рассмотрении в направлении движения формы имеют соответствующие части, которые перемещаются между отделяющими средствами (32) обратно к средствам подачи (15), расположенным снаружи печи (14).
4. Устройство по п.3, характеризующееся тем, что каждый из элементов (20, 26) петли включает, по меньшей мере, одну секцию и располагается по всей ширине данной петли (17, 18) при рассмотрении в направлении, перпендикулярном направлению движения упомянутой петли.
5. Устройство по п.3, характеризующееся тем, что внутри печи (14) имеются прижимные колеса (29) и поддерживающие колеса (30), которые прижимают соответствующие участки петель (17, 18) верхней и нижней частей (12, 13) средств формования (11) друг к другу, причем указанные колеса (29, 30) предпочтительно прижимают, по меньшей мере, одну цепь (21) каждой из петель (17, 18).
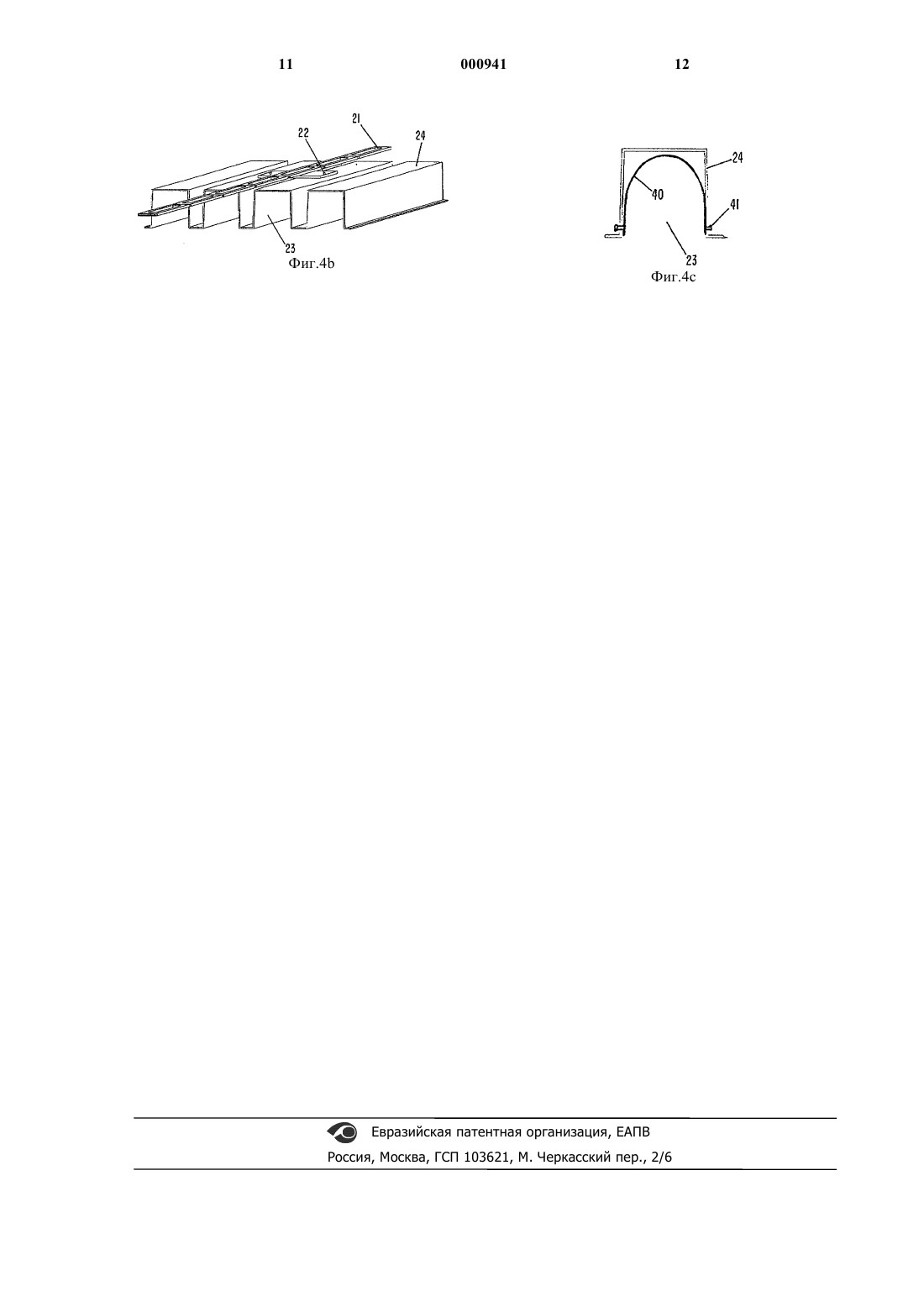
6. Устройство по п.3, характеризующееся тем, что петля (17) верхней части содержит множество профилированных рифленых элементов (20), а петля (18) нижней части содержит множество плоских элементов (26), или же петля (17) верхней части и петля (18) нижней части содержат множество профилированных рифленых элементов, или, по меньшей мере, одна из петель (17, 18) верхней или нижней части содержит множество профилированных рифленых элементов, и где в рифленых элементах предусмотрена установка сменных вставок (40).
7. Устройство по п.1, характеризующееся тем, что включает средства очистки в форме щеток (36, 37) для очистки поверхностей верхней и нижней частей (12, 13) средств формования (11) после извлечения оттуда вспененного материала (16) и/или средствами (33) транспортировки вспененного материала (16) к печи отжига или закалки.
8. Способ производства непрерывной полосы или ленты из вспененного стеклянного материала (16) при использовании печи (14), характеризующийся тем, что обеспечивают средства формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закрытую и непрерывную полость формы (23) внутри печи (14); материал (28), подлежащий вспениванию, подают к средствам формования (11), расположенным перед входом в печь (14); перемещают материал (28) на средствах формования (11) через печь (14) при температурах, по меньшей мере, 677шС (1250шF) для вспенивания материала; и отделяют непрерывную полосу или ленту вспененного материала (16) от средств формования (11) после выхода из печи (14).
9. Способ по п.8, характеризующийся тем, что формируют каждую из указанных верхней и нижней частей (12, 13) средств формования (11) в виде бесконечной петли (17, 18), образованной из множества элементов (20, 26), прикрепленных, по меньшей мере, к одной цепи (21), и перемещают каждую из указанных петель (17, 18) через печь (14) с одинаковой скоростью непрерывно или периодически, причем элементы петель (20, 26) предпочтительно являются сменными.
10. Способ по п.9, характеризующийся тем, что, по меньшей мере, одна из петель верхней или нижней части (17, 18) включает множество профилированных рифленых элементов, и используют сменные вставки (40) для установки в упомянутые рифленые элементы.

Текст
1 Настоящее изобретение относится к способу предпочтительно непрерывного получения вспененного материала в печи, например, вспененного стеклянного или керамического материала, и устройству для реализации данного способа. Вспененные стеклянные или керамические материалы используют в виде блоков, кирпича,листов или их аналогов, имеющих различные формы поперечного сечения, в том числе треугольное, цилиндрическое и яйцевидное. Такой материал можно использовать для разнообразных изделий, так как он обладает низкой плотностью, абразивностыо, превосходными теплоизоляционными свойствами, сравнительно высокой прочностью. Вспененный материал обычно получают смешиванием стеклянного или керамического порошка с подходящим вспенивающим агентом в форме и нагреванием такой смеси с тем, чтобы она сначала спеклась, затем расплавилась, а затем вспенилась, при этом смесь расширяется с образованием в ней пор и пузырьков. Обычно смесь стеклянного или керамического порошка с вспенивающим агентом нагревают приблизительно до 677 С (l250F), чтобы она спеклась или слиплась. Далее материал нагревают до 690-927 С (1274-1700F) или выше для получения вспененного блока в пластическом состоянии. Этот вспененный материал затем охлаждают приблизительно до 566 С(1050F) для отверждения его поверхности. В это время вспененный материал следует вынуть из формы. В противном случае при дальнейшем охлаждении материала термическое сжатие формы превысит термическое сжатие вспененного материала, и форма "запрет" вспененный материал, особенно в том случае, если охлаждение формы произойдет до температуры 38-66 С(100-150F). Это может привести к разрушению или растрескиванию охлаждаемого вспененного материала, а его удаление из формы станет чрезвычайно трудным или невозможным. Согласно известным ранее способам, всю промышленно получаемую вспененную керамику или стекло вспенивают в разъемных формах,имеющих разнообразные габариты и сечения. Вспененный материал, который имеет форму блоков или каких-либо заготовок, следует удалять из форм при высокой температуре, после чего формы и крышки нужно вычистить, вновь заполнить материалом и вновь установить в печь. Далее вспененный материал следует подвергнуть отжигу, охладить и разрезать более крупные заготовки на куски, соответствующие размерам и форме конечного продукта. Исходя из вышеизложенного, можно видеть, что было бы предпочтительно получать вспененный материал непрерывным способом с получением более экономически выгодного продукта. В прошлом были предприняты неко 000941 2 торые попытки осуществления такого непрерывного способа. Например, в патентах США 3585014 и 3607170 (Malesak) и в патентах США 4038063 и 4124365 (Williams) описано использование тонкого, гибкого ремня, на котором вспенивают материал при его перемещении в печи. Этот тонкий ремень недолго существует в горячем пространстве печи, он коробится, перетирается и быстро изнашивается. Смазка ремня,снижающая степень износа, часто не оправдывает себя в условиях горячей печи. Кроме того,вспененный материал часто прилипает к ремню и наплавляется на ремне, даже в случае наличия на ремне антипригарных покрытий, ввиду трудности очистки и повторного нанесения смазки для форм на ремень, находящийся внутри печи при высокой температуре. В патенте США 4289521 (Schymura) описана подвесная тележка для транспортировки непрерывного ряда форм по туннельной печи, выполненной по специальному заказу. Эти формы объединены и опираются на откидные стенки. Выход из строя откидного механизма внутри горячей зоны печи означал бы необходимость отключения всей системы печи и тележек для удаления и замены разрушенной формы, уборки растекшегося вспененного материала. Кроме того, песчаная подушка, используемая в системе подвесных тележек, требует постоянного пополнения песка для обеспечения надлежащих теплоизоляционных свойств. Другие системы непрерывного получения вспененного стекла используют формы, которых проталкивают гуськом в пространстве печи. Проталкивающая их сила, достаточная для преодоления силы трения, возникающей в длинной печи, может деформировать формы, приводя к получению непрерывной полосы неправильной формы, что требовало бы ее дополнительного выравнивания перед использованием. В патентах США 3972667 (Helmut),3574583 (Goldsmith), 3532480 (D-Eustachio),3056184 (Blaha) используется некий тип валкового механизма для выравнивания и/или сжатия вспененного материала. Валки должны быть постоянно покрыты антипригарным веществом для предотвращения налипания спеченного вспененного материала, что могло бы деформировать конечный продукт. Использование валков исключает получение продукции, имеющей форму не только с плоскими или параллельными поверхностями. Помимо вышеуказанных недостатков, для известных способов также требуется использование выполненных по особому заказу печей, что существенно увеличивает стоимость производства материалов этими способами. Таким образом, задачей настоящего изобретения является не только создание непрерывного способа получения вспененного материала, в котором отсутствуют недостатки, присущие известным способам, но и обеспечение возможности получения готового материала 3 любой требуемой формы, при котором необходима лишь резка готового продукта на куски нужной длины. Задачей настоящего изобретения также является обеспечение возможности изменения профиля используемой формы без отключения устройства и печи. Задачей настоящего изобретения, помимо вышеизложенного,является обеспечение возможности использования стандартной печи. Основное отличие устройства и способа согласно данному изобретению заключается в средствах формования, которые включают верхнюю часть и нижнюю часть, каждая из которых представляет собой бесконечный контур,взаимодействующие друг с другом с образованием закрытой формы внутри печи, например,стандартной печи туннельного типа, в которой стеклянную или керамическую смесь можно нагреть до плавления и вспенить. Имеются средства подачи для введения материала, который требуется вспенить, в средства формования перед входом в печь. Один или два скребка или аналогичных средств могут быть установлены для отделения вспененного материала от средств формования в более холодной части печи. Отделяющие средства также можно использовать для поддерживания полосы вспененного материала, удаляемой из печи. Выходящую полосу вспененного материала далее можно направлять на последующий процесс охлаждения с целью отжига, закалки и т.д., и к средствам нарезки непрерывной ленты или полосы вспененного материала на отдельные блоки, листы и пр. Основные черты и технические преимущества настоящего изобретения можно увидеть в последующем описании основных узлов, представленных на сопроводительных чертежах, и из формулы изобретения. На фиг. 1 представлен вид сбоку одного варианта выполнения заявляемого устройства для непрерывного получения вспененного материала с использованием печи; на фиг. 2 - увеличенная часть заявляемого устройства, представляющая собой узел загрузки; на фиг. 3 - увеличенная часть заявляемого устройства, представляющая собой узел разгрузки; на фиг. 4 а-4 с - различные детали профилированных поперечных узлов формы и ихпоперечные сечения. Обратимся к детальному рассмотрению чертежей. На фиг. 1 схематично изображен вариант заявляемого устройства 10 для получения вспененного материала, например, вспененного стеклянного или керамического материала. Устройство 10, которое также называют формовочной машиной, включает средства формования 11, которые в свою очередь включают верхнюю часть 12 и нижнюю часть 13. Узлы загрузки и разгрузки средства формования 11 показаны 4 более детально на фиг.2 и фиг. 3, соответственно. Верхняя часть 12 и нижняя часть 13 средств формования 11 выполнены с возможностью совместного перемещения через печь 14 для осуществления вспенивания материала, который вводят в средства формования 11 при помощи средств подачи 15, показанных на фиг. 1 слева; вспененный материал 16 выгружают из средств формования 11, как это показано на фиг.1 справа, способом, который будет подробно описан далее. Как показано на фиг.1, каждая верхняя часть 12 средств формования 11 выполнена в форме бесконечной или непрерывной петли 17,а каждая нижняя часть 13 средств формования 11 выполнена в форме бесконечной или непрерывной петли 18. Каждая из петель 17 и 18 размещена вокруг зубчатых колес или шестерней 19, при этом для каждой из петель 17 и 18 одна из шестерней 19 является ведущей, например приводится в движение не показанным на рисунке мотором, и передает движение соответствующей петле 17 или 18, эта петля в свою очередь оборачивается вокруг другой шестерни 19,которая установлена с возможностью свободного вращения. Петли 17 и 18 средств формования 11 вращают с одинаковой скоростью, так что они совместно перемещаются через печь 14 с равной скоростью. Устройство 10 также может иметь не показанные на рисунке средства натяжения, например, саморегулирующиеся средства натяжения для компенсации растяжения и сжатия деталей средств формования при их нагревании и охлаждении. Бесконечная петля 12 средств формования 11 включает множество поперечных формующих элементов 20. Эти поперечные формующие элементы закреплены на непрерывной ленте или цепи 21, подобной непрерывной замкнутой цепи из нержавеющей стали, например, с помощью штифтов 22. В показанном варианте устройства каждый поперечный элемент 20 имеет рифленую профильную конфигурацию, полости которой 23 имеют очертания готовой полосы вспененного материала. Каждый поперечный элемент 20 может быть выполнен в виде сплошного куска, расположенного во всю ширину верхней части 12 средств формования 11, или может состоять из ряда секций 24 (см. фиг. 4b); четыре таких секции 24 показаны на фиг. 4 а, причем секции 24 отделены друг от друга, как показано разделительной линией 25. Кроме того, как показано на фиг.4 а, установка может содержать более одной непрерывной ленты или цепи 21,для чего в показанном варианте имеется отдельная цепь 21 для каждой секции 24 поперечных формующих элементов 20. Нижняя часть 13 средств формования 11 включает множество поперечных формующих элементов 26. В показанном варианте устройства формующие элементы 26 имеют вид ровных стальных полос, но это также могут быть про 5 филированные полосы. Эти поперечные формующие элементы 26 могут быть сплошными,как показано на фиг. 2 и фиг. 3, или могут состоять из секций, как это было описано ранее для поперечных формующих элементов 20 верхней части 12. Аналогично, поперечные формующиее элементы 26 закреплены на одной или более непрерывной ленте или цепи 21. Как было указано ранее, материал, который требуется вспенить в печи 14, подают к средствам формования 11 с помощью средств подачи 15. В частности, средства подачи 15,например, могут включать одно или более питающее отверстие 27, к которому материал, показанный стрелкой 28, можно подавать любым подходящим образом. Через питающее отверстие или отверстия 27 материал 28 непрерывно подают на ровные поперечные формующие элементы 26 нижней части 13 средств формования 11 в один или более рядов в соответствии с числом полостей 23 на поперечных профильных формующих элементах 20 верхней части 12. Материал 28 включает способную к вспениванию смесь стеклянного или керамического материала и вспенивающего агента. Достаточное количество способного к вспениванию материала 28 помещают на поперечные формующие элементы 26, так, чтобы полости или пустоты 23 поперечных формующих элементов 20 полностью заполнились, когда в печи 14 пройдет процесс вспенивания. Когда петли 17 и 18 средств формования 11 движутся к печи 14, предпочтительно непрерывно, хотя периодический режим тоже возможен, поперечные формующие элементы 20 верхней части 12 приходят в соприкосновение с поперечными формующими элементами 26 нижней части 13 и образуют непрерывную закрытую форму, которая содержит вспениваемый материал 28. Для поддержания в состоянии соприкосновения поперечных формующих элементов 20 и 26 при продвижении петель 17 и 18 через печь 14 предусмотрены прижимные колеса 29 и поддерживающие колеса 30, предпочтительно все они являются регулируемыми, для обеспечения, соответственно,прижима петли 17 верхней части 12 и поддержки петли 18 нижней части 13 установки. Эти колеса 29 и 30 соответствующим образом воздействуют на непрерывные цепи 21, к которым прикреплены соответствующие поперечные формующие элементы 20 и 26. Целью прижимных колес 29 и поддерживающих колес 30 является удержание поперечных формующих элементов 20 и 26 в контакте друг с другом в процессе вспенивания материала, в ходе которого возникающее во время этого процесса давление стремится развести друг от друга поперечные формующие элементы 20 и 26. Печь 14 включает две или более части, которые обеспечивают наличие зон с различной температурой, соответствующей различным стадиям спекания, плавления и пенообразо 000941 6 вания. Кроме того, перед выгрузкой из печи 14 вспененный материал 16 охлаждают до температуры, при которой его поверхность начинает отвердевать. Это происходит при той температуре, когда коэффициент термического сжатия вспененного материала 16 все еще выше, чем коэффициент термического сжатия материала,из которого изготовлены поперечные формующие элементы 20 и 26. Когда вспененный материал с отвержденной поверхностью 16 выходит из печи 14, верхняя и нижняя части 12 и 13 средств формования 11 отделяются друг от друга, как показано стрелкой 31 на фиг.1. Скребки или аналогичные средства 32 расположены по обеим сторонам вспененного материала 16 для содействия извлечению материала из поперечных формующих элементов 20 и 26 и поддерживания материала при его поступлении на средства транспортировки 33 для подачи вспененного материала 16 к другой печи или горну для последующего отжига и закалки вспененного материала. После отжига вспененного материала 16 и его охлаждения до температуры окружающей среды материал можно разрезать с помощью не показанных здесь средств на более мелкие куски любых требуемых размеров и форм. После того, как петли 17 и 18 верхней и нижней частей 12 и 13 средств формования 11 разъединились в позиции 31, петли 17 и 18 продолжают двигаться вокруг правых шестерней 19 и вдоль верха и пода печи 14, где их поддерживают внешние направляющие ролики 34, и где они продолжат вращаться вокруг левых шестерней 19, пока снова не придут в контакт друг с другом в положении, показанном стрелкой 35. Когда петли 17 и 18 верхней и нижней частей 12 и 13 возвращаются к области входа в печь, их непрерывно очищают щетками 36 и 37. В предпочтительном варианте, как показано на чертежах, имеются два набора вращающихся проволочных щеток, причем щетки 36 - это грубые щетки, а щетки 37 - тонкие щетки. Эти щетки 36 и 37 очищают любой материал, который налип на поперечные формующие элементы 20 или 26. После очистки петель 17 и 18 щетками 36 и 37,на поперечные формующие элементы 20 и 26 непрерывно наносят смазку для форм, например, с помощью форсунок 38, перед загрузкой материала 28 на нижнюю часть 13 до позиции 35, где петли 17 и 18 вновь приходят в соприкосновение. Эта смазка для форм помогает предотвратить налипание материала 28 на поперечные формующие элементы 20 и 26 во время процесса вспенивания. Коллекторы, например,коллектор пыли 39, позволяют собирать пыль и брызги в зоне работы щеток 36 и 37, а также,возможно, в зоне работы распылительной форсунки 38. Как показано выше, поперечные формующие элементы 20 и 26 закрепляют на цепях 21 с помощью штифтов 22. Предпочтительно, чтобы 7 эти штифты можно было легко удалять, с тем,чтобы было легко удалять или заменять поперечные формующие элементы 20 и 26, даже во время функционирования устройства 10. Кроме того, можно использовать широкое разнообразие различных поперечных формующих элементов и вставок в них. Пример такой вставки приведен на фиг. 4 с под номером 40. Естественно,возможно применение вставок и другой формы. Такие вставки можно расклинивать в полости 23 секций 24, или закреплять в них с помощью легко удаляемых штифтов 41. В одном и том же устройстве при необходимости можно использовать поперечные формующие элементы различных размеров и форм. Как указано выше,конфигурацию устройства 10 можно изменять с помощью установки различных поперечных формующих элементов 20 и 26 и/или вставок 40 в упомянутые формующие элементы, не отключая самого устройства и печи. Предпочтительно изготавливать поперечные формующие элементы 20 и 21 из нержавеющей стали, например, нержавеющей стали толщиной 1/8 дюйма, тем не менее подходят и любые другие материалы, способные выдерживать горячую печную атмосферу. В направлении движения петель 17 и 18 поперечные формующие элементы, согласно данному варианту исполнения устройства, имеют ширину 12 дюймов. Кроме того, как указано выше, некоторые секции 24 могут быть выполнены в соответствии с фиг. 4 а. В одном варианте предлагаемого изобретения расстояние между центрами полостей 23 в упомянутой секции 24 может составлять 15,2 см (6 дюймов), при этом основание и высота полости 23 составляют 10,2 см (4 дюйма), отверстие составляет 10,8 см (4,25 дюйма)(см. деталь формы на фиг. 4 с). Печь 14, которая может быть стандартной печью туннельного типа, может в одном варианте иметь длину 33,5 м (110 футов), а максимальное расстояние между краями петель в верхней части 13 установки может составлять 37,8 м (124 фута). Скорость продвижения петель 17 и 18 средств формования 11 через печь может существенно изменяться и обычно является функцией длины печи. Хотя в приведенном варианте изображена и описана петля 17 верхней части 12, которая имеет профилированные поперечные формующие элементы 20, и петля 18 нижней части 13,которая имеет ровные поперечные формующие элементы 26, вполне возможен противоположный вариант компоновки. Более того, обе части,как верхняя, так и нижняя, поперечных формующих элементов 20 и 26 могут быть профилированными. Настоящее изобретение, конечно, ни в коей мере не ограничено приведенным описанием и чертежами, но также включает любые модификации в объеме притязаний приведенной формулы изобретения. 8 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для производства непрерывной полосы или ленты из вспененного стеклянного материала (16) с использованием печи (14) при температуре, по меньшей мере, 677 С(1250F), характеризующееся наличием средств формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закрытую и непрерывную полость (23) формы внутри печи(14); и средствами подачи (15) для введения материала (28), который должен быть вспенен, в средства формования (11), расположенные перед входом в печь (14). 2. Устройство по п.1, дополнительно характеризующееся средствами (32), такими как скребки, расположенными на выходе из печи(14) для содействия отделению вспененного материала (16) от средств формования (11) и поддерживанию этого материала. 3. Устройство по п.1, характеризующееся тем, что верхняя часть (12) и нижняя часть (13) средств формования (11) каждая представляет собой бесконечную движущуюся петлю (17, 18),образованную из множества элементов (20, 26),предпочтительно из нержавеющей стали, которые прикреплены, по меньшей мере, к одной цепи (21), предпочтительно к множеству непрерывных связанных стальных цепей, расположенных на внутренней поверхности петли, каждая из этих петель (17, 18) средств формования предпочтительно расположена вокруг соответствующих ведущей и свободно вращающейся шестерен (19), которые расположены снаружи печи (14), после средств подачи (15) и при прохождении через печь (14) петли (17, 18) средств формования взаимодействуют друг с другом,образуя закрытую полость (23) формы, и эти петли (17, 18) средств формования при рассмотрении в направлении движения формы имеют соответствующие части, которые перемещаются между отделяющими средствами (32) обратно к средствам подачи (15), расположенным снаружи печи (14). 4. Устройство по п.3, характеризующееся тем, что каждый из элементов (20, 26) петли включает, по меньшей мере, одну секцию и располагается по всей ширине данной петли (17,18) при рассмотрении в направлении, перпендикулярном направлению движения упомянутой петли. 5. Устройство по п.3, характеризующееся тем, что внутри печи (14) имеются прижимные колеса (29) и поддерживающие колеса (30), которые прижимают соответствующие участки петель (17, 18) верхней и нижней частей (12, 13) средств формования (11) друг к другу, причем указанные колеса (29, 30) предпочтительно прижимают, по меньшей мере, одну цепь (21) каждой из петель (17, 18). 9 6. Устройство по п.3, характеризующееся тем, что петля (17) верхней части содержит множество профилированных рифленых элементов (20), а петля (18) нижней части содержит множество плоских элементов (26), или же петля (17) верхней части и петля (18) нижней части содержат множество профилированных рифленых элементов, или, по меньшей мере, одна из петель (17, 18) верхней или нижней части содержит множество профилированных рифленых элементов, и где в рифленых элементах предусмотрена установка сменных вставок (40). 7. Устройство по п.1, характеризующееся тем, что включает средства очистки в форме щеток (36, 37) для очистки поверхностей верхней и нижней частей (12, 13) средств формования (11) после извлечения оттуда вспененного материала (16) и/или средствами (33) транспортировки вспененного материала (16) к печи отжига или закалки. 8. Способ производства непрерывной полосы или ленты из вспененного стеклянного материала (16) при использовании печи (14),характеризующийся тем, что обеспечивают средства формования (11), которые включают верхнюю часть (12) и нижнюю часть (13), каждая из которых является бесконечной, и которые взаимодействуют друг с другом, образуя закры 000941 10 тую и непрерывную полость формы (23) внутри печи (14); материал (28), подлежащий вспениванию, подают к средствам формования (11),расположенным перед входом в печь (14); перемещают материал (28) на средствах формования(11) через печь (14) при температурах, по меньшей мере, 677 С (1250F) для вспенивания материала; и отделяют непрерывную полосу или ленту вспененного материала (16) от средств формования (11) после выхода из печи (14). 9. Способ по п.8, характеризующийся тем,что формируют каждую из указанных верхней и нижней частей (12, 13) средств формования (11) в виде бесконечной петли (17, 18), образованной из множества элементов (20, 26), прикрепленных, по меньшей мере, к одной цепи (21), и перемещают каждую из указанных петель (17, 18) через печь (14) с одинаковой скоростью непрерывно или периодически, причем элементы петель (20, 26) предпочтительно являются сменными. 10. Способ по п.9, характеризующийся тем, что, по меньшей мере, одна из петель верхней или нижней части (17, 18) включает множество профилированных рифленых элементов, и используют сменные вставки (40) для установки в упомянутые рифленые элементы.
МПК / Метки
МПК: B28B 5/02
Метки: устройство, способ, вспененного, получения, материала
Код ссылки
<a href="https://eas.patents.su/7-941-ustrojjstvo-i-sposob-polucheniya-vspenennogo-materiala.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство и способ получения вспененного материала</a>
Установка и способ получения вспененного полимера
Номер патента: 313
Опубликовано: 29.04.1999
Авторы: Блэквел Стефен Вилльям, Буклей Геоффрей, Блэквелл Джон Джеймс, Блэквелл Джеймс Бриан
МПК: B29C 44/46, B01F 5/06
Метки: полимера, вспененного, установка, получения, способ
Формула / Реферат:
1. Установка для получения вспененного полимера, отличающаяся тем, что смешивают реакционные компоненты смеси и вспенивающее вещество с низкой точкой кипения, создают давление, достаточное для поддержания вспенивающего вещества в жидком состоянии, и пропускают смесь через проницаемую выпускную головку, через которую выходит смесь, давление в которой снижается и образуется вспененный полимер, отличающаяся тем, что выпускная головка включает, по...
Способ вихревого измельчения материала и газодинамическое устройство для его осуществления
Номер патента: 4
Опубликовано: 30.09.1997
Авторы: Фатеев Александр Николаевич, Размаитов Владимир Иванович
МПК: B02C 19/06
Метки: газодинамическое, устройство, осуществления, материала, вихревого, способ, измельчения
Формула / Реферат:
1. Способ вихревого измельчения материала, включающий подачу диспергируемого материала в помольную камеру газодинамического устройства, ввод струй энергоносителя под углом к соответствующему радиусу зоны измельчения помольной камеры с образованием высокоскоростного вихря и вывод целевого продукта, отличающийся тем, что перед вводом струй энергоносителя в зону измельчения помольной камеры их направляют в соосно расположенные резонаторы и создают...
Способ сушки листа целлюлозного материала при помощи горячего воздуха, перемещающегося в высоком вакууме, устройство для осуществления этого способа
Номер патента: 216
Опубликовано: 24.12.1998
Авторы: Лерве Жан, Маршал Поль, Кьенс Эмманюэль, Леза Клод
МПК: D21F 5/18
Метки: способа, перемещающегося, листа, этого, воздуха, целлюлозного, вакууме, сушки, осуществления, помощи, высоком, устройство, способ, материала, горячего
Формула / Реферат:
1. Способ обезвоживания целлюлозосодержащего листового материала, в частности влажного бумажного листа с массой от 10 до 80 г/м2 в высушенном состоянии и с исходной степенью сухости от 8 до 30%, получаемой, например, после обезвоживания на формующей сетке, заключающийся в закреплении листового материала на проницаемом полотне и пропускании через него, по крайней мере, одного потока горячего воздуха с высокой скоростью, отличающийся тем, что...
Устройство и способ разделения веществ и проведения химических реакций для отделения летучих газов из материала, содержащего, по меньшей мере, одно летучее вещество
Номер патента: 512
Опубликовано: 28.10.1999
Авторы: Олбаф Ренди, Хок Грегори Г.
Метки: одно, способ, меньшей, летучее, содержащего, отделения, веществ, газов, материала, вещество, проведения, реакций, летучих, устройство, химических, мере, разделения
Формула / Реферат:
1. Устройство для химической обработки материалов и проведения реакций, в частности для отделения летучих газов из материала, содержащего, по меньшей мере, одно летучее вещество, отличающееся тем, что оно содержит реторту размещения обрабатываемого материала, установленную с возможностью вращения относительно центральной оси, систему обработки отходящих газов и приема летучих газов из реторты, патрубок, расположенный выходящим из реторты,...
Устройство для обработки кускового материала
Номер патента: 823
Опубликовано: 24.04.2000
Авторы: Янккила Мартти, Вянянен Эро
МПК: B65G 47/52
Метки: обработки, материала, устройство, кускового
Формула / Реферат:
1. Устройство для обработки кускового и, по существу, шарообразного материала, например гранул, таким образом, что кусковой материал можно подавать на, по существу, непрерывно движущуюся поверхность с образованием предпочтительного слоя для дальнейшей обработки указанного материала, причем устройство содержит средство (1) для транспортировки материала и для подачи материала на поверхность (15), которая приводится, по существу, в непрерывное...
Предыдущий патент: Способ определения параметра в физической системе
Следующий патент: Способ и устройство для удаления жидкости из волокнистого полуфабриката или бумажной массы
Случайный патент: Способ получения гетерофазной полиолефиновой композиции и полученная композиция