Система и способ сортировки абсорбирующих изделий
Формула / Реферат
1. Сортировочная система для абсорбирующих изделий, содержащая
основной конвейерный путь;
ответвленный конвейерный путь, который ответвлен от основного конвейерного пути;
основной конвейерный механизм, выполненный для транспортировки абсорбирующего изделия вдоль основного конвейерного пути;
сортировочный механизм, выполненный для отвода абсорбирующего изделия на основном конвейерном пути от основного конвейерного пути к ответвленному конвейерному пути; и
конвейерный механизм ответвления, выполненный для транспортировки абсорбирующего изделия, который был отведен посредством сортировочного механизма, вдоль ответвленного конвейерного пути, причем сортировочный механизм включает в себя сортировочный рабочий элемент, выполненный для отвода абсорбирующего изделия, при этом сортировочный рабочий элемент удерживается в положении ожидания вне основного конвейерного пути, когда абсорбирующее изделие должно двигаться по основному конвейерному пути и сортировочный рабочий элемент выполнен для выборочного отвода абсорбирующего изделия с основного конвейерного пути на ответвленный конвейерный путь путем движения без остановки из упомянутого положения ожидания вне основного конвейерного пути к внутренней стороне основного конвейерного пути так, что передние кромки абсорбирующих изделий наталкиваются на передние концевые части сортирующих элементов, которые отводят абсорбирующее изделие от основного конвейерного пути на ответвленный конвейерный путь, а затем без остановки внутри основного конвейерного пути отводятся от основного конвейерного пути и возвращаются в положение ожидания.
2. Сортировочная система по п.1, в которой сортировочный рабочий элемент выполнен с возможностью вращения в одном направлении.
3. Сортировочная система по п.2, в которой сортировочный рабочий элемент выполнен для движения, по существу, параллельно конвейерной поверхности конвейерного механизма ответвления.
4. Сортировочная система по п.3, в которой сортировочные рабочие органы выполнены для движения со скоростью, по существу, одинаковой со скоростью транспортирования конвейерным механизмом ответвления.
5. Сортировочная система по п.4, в которой сортировочный рабочий элемент расположен относительно конвейерного механизма ответвления так, что абсорбирующее изделие захватывается между движущимся сортировочным рабочим элементом и конвейерным механизмом ответвления.
6. Сортировочная система по любому одному из пп.1-5, в которой сортировочный механизм снабжен парой сортировочных рабочих элементов, которые расположены в области пересечения основного конвейерного пути и ответвленного конвейерного пути с обеих сторон основного конвейерного пути.
7. Способ сортировки абсорбирующих изделий сортировочной системой по п.1, в котором
транспортируют абсорбирующие изделия вдоль основного конвейерного пути, используя основной конвейерный механизм;
выборочно отводят абсорбирующие изделия с основного конвейерного пути на ответвленный конвейерный путь, который ответвлен от основного конвейерного пути, используя сортировочный механизм; и транспортируют абсорбирующие изделия, которые были выборочно отведены посредством сортировочного механизма, вдоль ответвленного конвейерного пути, используя конвейерный механизм ответвления, где сортировочный механизм снабжен сортировочным рабочим элементом, который выборочно отводит абсорбирующее изделие, при этом сортировочный рабочий элемент удерживается в положении ожидания вне основного конвейерного пути, когда абсорбирующее изделие должно двигаться по основному конвейерному пути и сортировочный рабочий элемент выполнен для выборочного отвода абсорбирующего изделия с основного конвейерного пути на ответвленный конвейерный путь путем движения без остановки из упомянутого положения ожидания вне основного конвейерного пути к внутренней стороне основного конвейерного пути так, что передние кромки абсорбирующих изделий наталкиваются на передние концевые части сортирующих элементов, которые отводят абсорбирующее изделие от основного конвейерного пути на ответвленный конвейерный путь, а затем без остановки внутри основного конвейерного пути отводятся от основного конвейерного пути и возвращаются в положение ожидания.

Текст
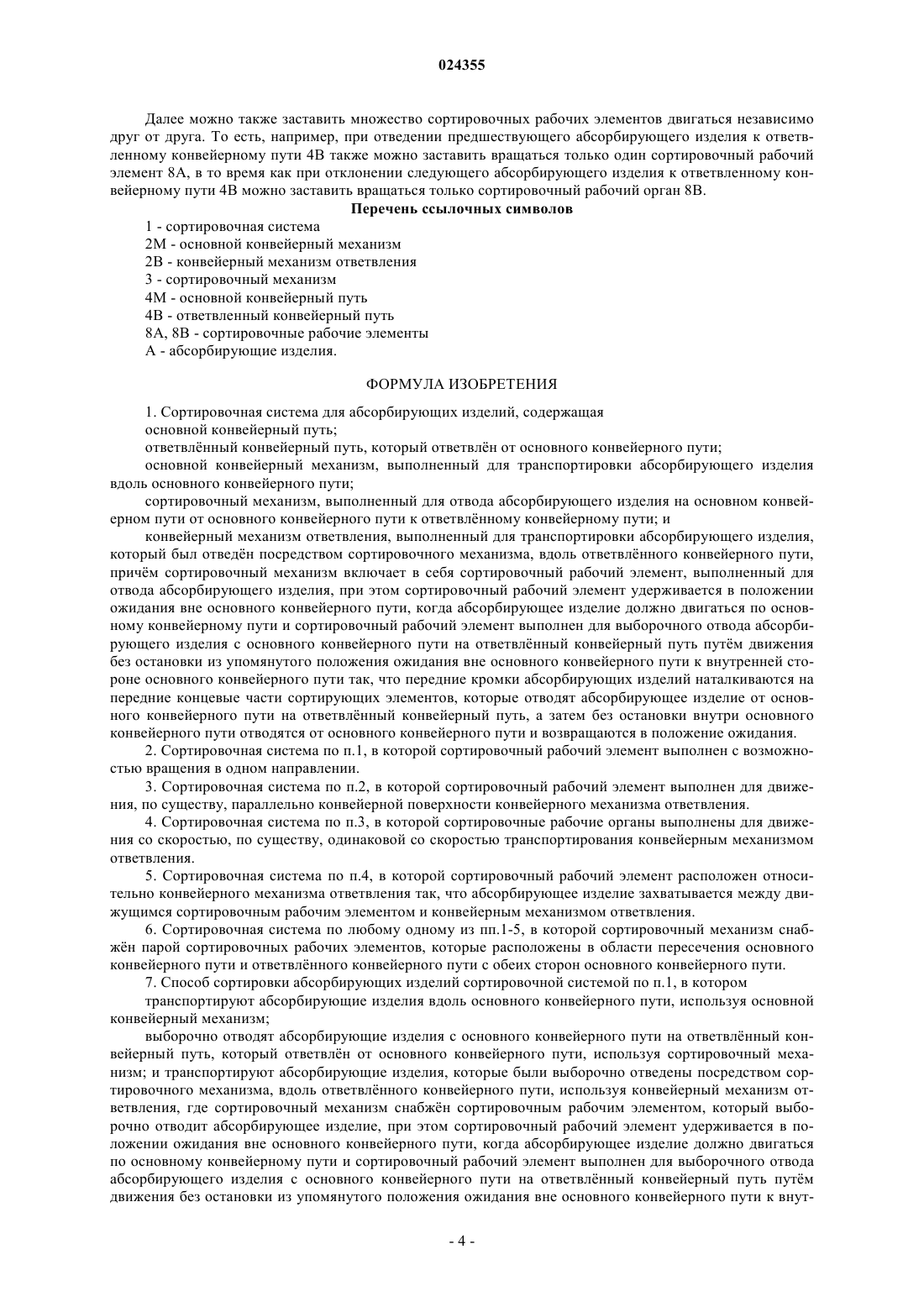
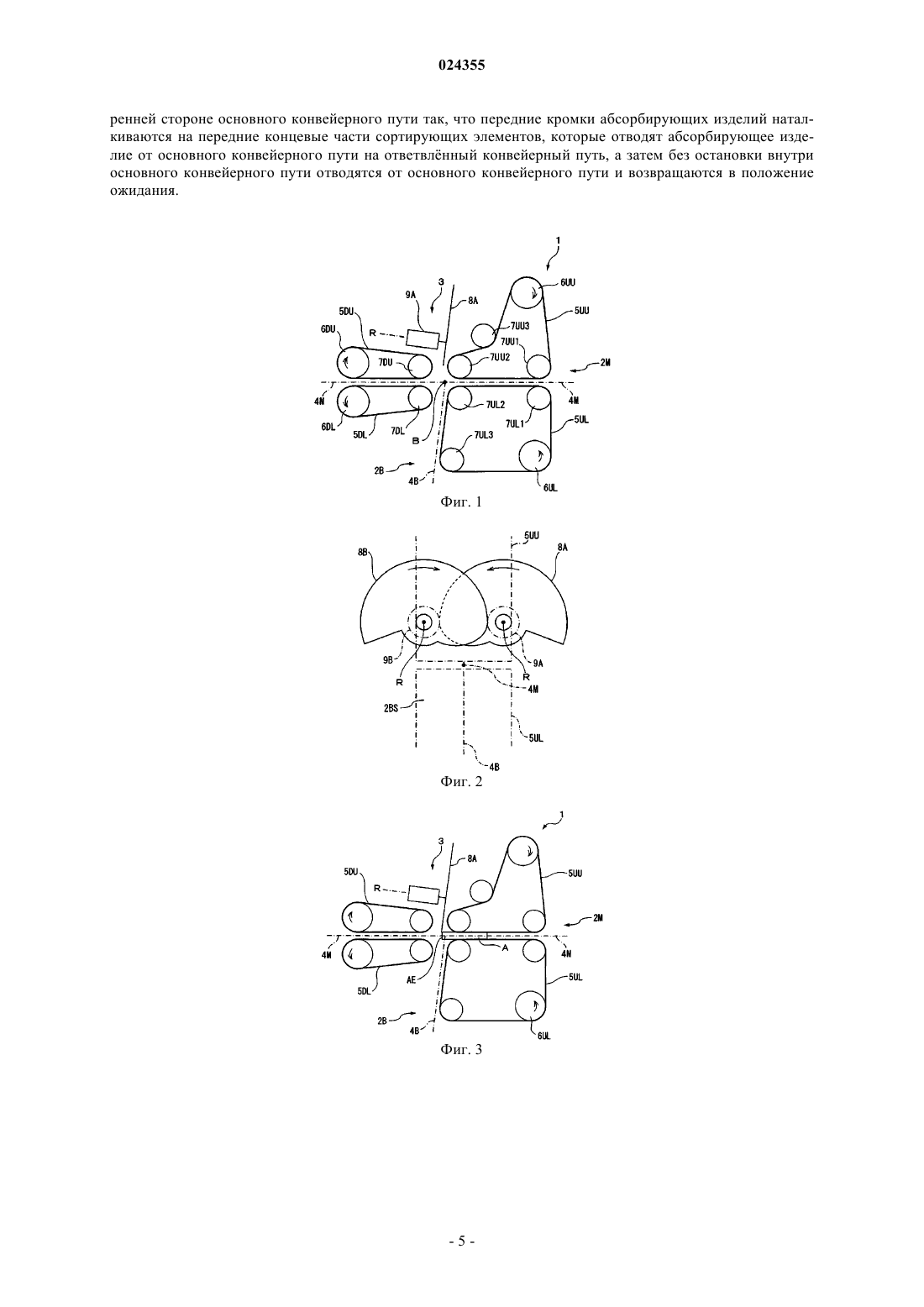
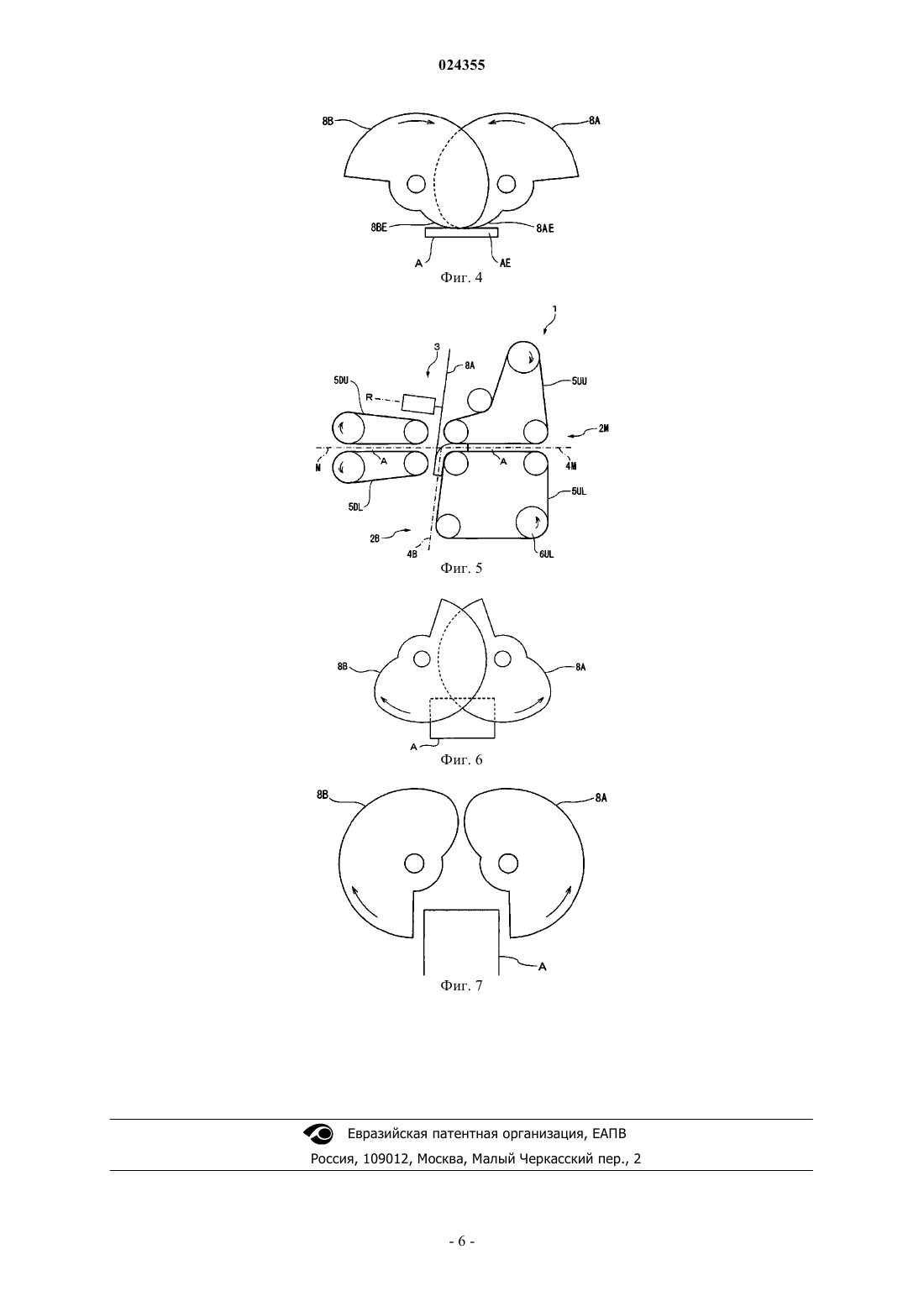
СИСТЕМА И СПОСОБ СОРТИРОВКИ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ Распределительное устройство (1) для абсорбирующих изделий предусмотрено с основным конвейерным путм (4M); ответвленным конвейерным путм (4B), который ответвлен от основного конвейерного пути (4M); основным конвейерным механизмом (2M), который транспортирует абсорбирующие изделия вдоль основного конвейерного пути (4M); сортирующим механизмом(3), который отклоняет абсорбирующие изделия на основном конвейерном пути (4M) от основного конвейерного пути (4M) к ответвленному конвейерному пути (4B); и конвейерным механизмом (4B) ответвления, который транспортирует абсорбирующие изделия, которые были отклонены посредством сортирующего механизма (3), вдоль ответвленного конвейерного пути(4B). Сортирующий механизм (3) предусмотрен с сортирующими рабочими элементами (8A) для отклонения абсорбирующих изделий. Сортирующие рабочие элементы (8A и 8B) движутся, не останавливаясь, входя на основной конвейерный путь (4M) из положения ожидания вне основного конвейерного пути и затем покинув основной конвейерный путь (4M), возвращаются в положение ожидания. Область техники, к которой относится изобретение Настоящее изобретение относится к системе и способу сортировки абсорбирующих изделий. Предшествующий уровень техники Из предшествующего уровня техники известна сортировочная система для изделий, которая обеспечена основным конвейерным путм, ответвлнным конвейерным путм, который ответвлен от основного конвейерного пути, основным конвейерным механизмом, который транспортирует изделие вдоль основного конвейерного пути, сортировочным механизмом, который отводит изделие на основном конвейерном пути от основного конвейерного пути к ответвленному конвейерному пути, и конвейерным механизмом ответвления, который транспортирует изделие, которое было отведено посредством сортировочного механизма вдоль ответвленного конвейерного пути, причем в вышеупомянутой сортировочной системе сортировочный механизм предусмотрен с сортировочным рабочим элементом, который отводит абсорбирующее изделие, и сортировочный элемент опускается из положения ожидания снаружи основного конвейерного пути внутрь основного конвейерного пути, затем поднимается и отводится от основного конвейерного пути и возвращается в положение ожидания [1].[А 1: Японская патентная публикация (A)2002 - 79187] Сущность изобретения Техническая проблема В вышеупомянутой сортировочной системе сортировочный рабочий элемент временно останавливается внутри основного конвейерного пути. Таким образом, время, в течение которого сортировочный рабочий элемент стоит на основном конвейерном пути, длится относительно долго. Однако, если время, в течение которого сортировочный рабочий элемент стоит на основном конвейерном пути, длится достаточно долго, то изделие, которое транспортируется вдоль основного конвейерного пути следом, также, вероятно, должно отводиться посредством сортировочного рабочего элемента к ответвленному конвейерному пути, долго. То есть, изделия, вероятно, не способны быть отсортированы точно. Эта проблема является особенно серьезной при транспортировании изделий вдоль основного конвейерного пути с высокой скоростью. Решение технической проблемы В соответствии с одним аспектом настоящего изобретения обеспечивается сортировочная система для абсорбирующего изделия, которая обеспечена основным конвейерным путм; ответвленным конвейерным путм, который ответвлен от основного конвейерного пути; основным конвейерным механизмом,который транспортирует абсорбирующее изделие вдоль основного конвейерного пути; сортировочным механизмом, который отводит абсорбирующее изделие на основном конвейерном пути от основного конвейерного пути к ответвленному конвейерному пути; и конвейерным механизмом ответвления, который транспортирует абсорбирующее изделие, которое было отведено посредством сортировочного механизма вдоль ответвленного конвейерного пути, где сортировочный механизм обеспечен сортировочным рабочим элементом, который отводит абсорбирующее изделие, при этом сортировочный рабочий элемент движется, не останавливаясь, из положения ожидания вне основного конвейерного пути к внутренней стороне основного конвейерного пути, затем отводится от основного конвейерного пути и возвращается в положение ожидания. Кроме того, в соответствии с другим аспектом настоящего изобретения обеспечивается способ сортировки абсорбирующих изделий, включающий: транспортирование абсорбирующего изделия вдоль основного конвейерного пути, используя основной конвейерный механизм; отведение абсорбирующего изделия на основном конвейерном пути к ответвленному конвейерному пути, который ответвлен от основного конвейерного пути, используя сортировочный механизм; и транспортирование абсорбирующего изделия, которое было отведено посредством сортировочного механизма, вдоль ответвленного конвейерного пути, используя конвейерный механизм ответвления, где сортировочный механизм обеспечен сортировочным рабочим элементом, который отводит абсорбирующее изделие и где сортировочный рабочий элемент движется, не останавливаясь, из положения ожидания вне основного конвейерного пути к внутренней стороне основного конвейерного пути, а затем отводится от основного конвейерного пути и возвращается в положение ожидания. Технические результаты настоящего изобретения Возможно организовать быстрый отвод сортировочного рабочего элемента от основного конвейерного пути так, чтобы абсорбирующие изделия могли быть точно отсортированы. Краткое описание чертежей Фиг. 1 - вид сбоку сортировочной системы. Фиг. 2 - вид сортировочных рабочих элементов. Фиг. 3 - вид сортировочной системы для пояснения действия по сортировке. Фиг. 4 - вид сортировочной системы для пояснения действия по сортировке. Фиг. 5 - вид сортировочной системы для пояснения действия по сортировке. Фиг. 6 - вид сортировочной системы для пояснения действия по сортировке. Фиг. 7 - вид сортировочной системы для пояснения действия по сортировке. Подробное описание воплощений изобретения На фиг. 1 иллюстрируется сортировочная система 1 для абсорбирующих изделий, например гигиенических салфеток, прокладок для трусов, прокладок для страдающих недержанием и подгузников. Как показано на фиг. 1, сортировочная система 1 обеспечивается основным конвейерным путм 4M и ответвленным конвейерным путм 4B, который ответвлен от основного конвейерного пути 4M в точкеB ответвления. В примере, иллюстрируемом на фиг. 1, основной конвейерный путь 4M проходит в горизонтальном направлении по прямой линии, в то время как ответвленный конвейерный путь 4B проходит под наклоном к основному конвейерному пути 4M по прямой линии. Сортировочная система 1 дополнительно обеспечена основным конвейерным механизмом 2M, который транспортирует абсорбирующие изделия вдоль основного конвейерного пути 4M, сортировочным механизмом 3, который отводит абсорбирующие изделия на основном конвейерном пути 4M от основного конвейерного пути к ответвленному конвейерному пути 4B, и конвейерным механизмом ответвления 2B, который транспортирует абсорбирующие изделия, которые были отведены посредством сортировочного механизма 3 вдоль ответвленного конвейерного пути 4B. Основной конвейерный механизм 2 М обеспечен парой конвейерных лент 5UU и 5UL, которые расположены обращенными друг к другу на верхней по технологической цепочке стороне сортировочного механизма 3, и парой конвейерных лент 5DU и 5DL, которые расположены обращенными друг к другу на нижней по технологической цепочке стороне сортировочного механизма 3. Конвейерная лента 5UU натянута вокруг приводного шкива 6UU и холостых шкивов 7UU1, 7UU2,7UU3 и приводится во вращение посредством приводного шкива 6UU. Аналогичным образом, конвейерная лента 5UL натянута вокруг приводного шкива 6UL и холостых шкивов 7UL1, 7UL2, 7UL3 и приводится во вращение посредством приводного шкива 6UL. Кроме того, конвейерная лента 5DU натянута вокруг приводного шкива 6DU и холостого шкива 7DU и приводится во вращение посредством приводного 6DU. Аналогичным образом конвейерная лента 5DL натянута вокруг приводного шкива 6DL и холостого шкива 7DL и приводится во вращение посредством приводного шкива 6DU. Часть конвейерной ленты 5UU между шкивами 7UU1 и 7UU2 и часть конвейерной ленты 5UL между шкивами 7UL1 и 7UL2 проходят, по существу, параллельно основному конвейерному пути 4M, в то время как нижняя боковая часть конвейерной ленты 5DU между шкивами 6DU и 7DU и верхняя боковая часть конвейерной ленты 5DL между шкивами 6DL и 7DL также проходят, по существу, параллельно основному конвейерному пути 4M. Абсорбирующие изделия транспортируются, будучи захваченными между частью конвейерной ленты 5UU между холостыми шкивами 7UU1 и 7UU2 и конвейерной лентой 5UL между холостыми шкивами 7UL1 и 7UL2, а затем транспортируются, будучи захваченными между конвейерной лентой 5DU и конвейерной лентой 5DL, таким образом, транспортируются вдоль основного конвейерного пути 4M. В этом случае конвейерные ленты 5UU, 5UL, 5DU, 5DL движутся, по существу, с одинаковыми скоростями. С другой стороны, конвейерный механизм ответвления 2B обеспечен конвейерной лентой 5UL, которая является общей с основным конвейерным механизмом 2M. Часть конвейерной ленты 5UL между шкивами 7UL2 и 7UL3 проходит, по существу, параллельно ответвленному конвейерному пути 4B. Абсорбирующие изделия, которые отводятся посредством сортировочного механизма 3 к ответвленному конвейерному пути 4B транспортируются посредством конвейерной ленты 5UL между холостыми шкивами 7UL2 и 7UL3, таким образом, транспортируются вдоль ответвленного конвейерного пути 4B. В этом случае, в примере, иллюстрируемом на фиг. 1, скорость транспортирования вдоль основного конвейерного пути 4M и скорость транспортирования вдоль ответвленного конвейерного пути 4B заданы равными друг другу. Следует отметить, что конвейерный механизм ответвления 2B может также быть обеспечен отдельной конвейерной лентой от основного конвейерного механизма 2 М. Кроме того, конвейерные ленты 5UU, 5UL, 5DU, 5DL могут быть также сконфигурированы из лент типов, которые удерживают транспортируемые абсорбирующие изделия посредством пониженного давления. Как следует из фиг. 1, а также из фиг. 2, сортировочный механизм 3, обеспечен, например, парой сортировочных рабочих элементов 8A и 8B для сортировки абсорбирующих изделий и вращательными устройствами 9A и 9B, например электродвигателями, для того, чтобы заставить соответствующие сортировочные рабочие элементы 8A и 8B вращаться вокруг осей R вращения. Эти сортировочные рабочие элементы 8A и 8B являются пластинами, профилированными и расположенными в направлении, пересекающем основной конвейерной путь 4M и ответвленный конвейерный путь 4B, в частности, в перпендикулярном направлении. В этом случае оси R вращения являются, по существу, параллельными основному конвейерному пути 4M и, по существу, вертикальными к ответвленному конвейерному пути 4B, таким образом, сортировочные рабочие элементы 8A и 8B вращаются, по существу, параллельно конвейерной поверхности 2BS конвейерного механизма ответвления 2B (фиг. 2). Кроме того, сортировочные рабочие элементы 8A и 8B устанавливаются таким образом, чтобы двигаться, по существу, с той же скоростью, что и скорость транспортировки конвейерного механизма ответвления 2B, то есть, скорость движения конвейерной ленты 5UL, другими словами, находится в диапазоне 10% скорости движения конвейерной ленты. Кроме того, сортировочные рабочие элементы 8A и 8B расположены относительно конвейерной ленты 5UL так,чтобы абсорбирующие изделия захватывались между вращающимися сортировочными рабочими элементами 8A и 8B и конвейерной лентой 5UL. Другими словами, расстояние между сортировочными рабочими элементами 8A и 8B и конвейерной лентой 5UL установлено так, чтобы абсорбирующие изделия захватывались между вращающимися сортировочными рабочими элементами 8A и 8B и конвейерной лентой 5UL. На фиг. 1 и 2 сортировочные рабочие элементы 8A и 8B находятся в положении ожидания вне основного конвейерного пути 4M. В этом случае сортировочные рабочие элементы 8A и 8B частично перекрываются. Если абсорбирующие изделия А должны быть транспортированы вдоль основного конвейерного пути 4M, то сортировочные рабочие органы 8A и 8B удерживаются в вышеупомянутом положении ожидания. Как результат, абсорбирующие изделия А транспортируются посредством конвейерных лент 5UU и 5UL, а затем транспортируются посредством конвейерных лент 5DU и 5DL. Если абсорбирующие изделия A должны быть транспортированы вдоль ответвленного конвейерного пути 4B, то сортировочные рабочие элементы 8A и 8B поворачиваются синхронно друг другу. Как результат, сортировочные рабочие элементы 8A и 8B оставляют положение ожидания и входят в основной конвейерный путь 4M, в соответствии с чем абсорбирующие изделия А отводятся от основного конвейерного пути 4M к ответвленному конвейерному пути 4B. В этом случае операция вращения сортировочных рабочих элементов 8A и 8B начинается с того,что сортировочные рабочие элементы 8A и 8B находятся внутри основного конвейерного пути 4M прежде, чем абсорбирующие изделия А, которые должны быть отведены к ответвленному конвейерному пути 4B, достигнут точки В ответвления. В этом воплощении осуществления настоящего изобретения, как иллюстрируется на фиг. 3 и 4, операция вращения сортировочных рабочих элементов 8A и 8B начинается с того, что передние концы АЕ абсорбирующих изделий А ударяются о ведущие концевые части 8 АЕ и 8 ВЕ сортировочных рабочих органов 8A и 8 В. Затем, как показано на фиг. 5 и 6, абсорбирующие изделия А захватываются между вращающимися сортировочными рабочими элементами 8A и 8B и конвейерной лентой 5UL, будучи транспортируемыми вдоль ответвленного конвейерного пути 4B. В этом случае абсорбирующие изделия А отводятся или изменяется направление абсорбирующих изделий А. Сортировочные рабочие элементы 8A и 8 В, как показано на фиг. 7, дополнительно поворачиваются и отводятся от основного конвейерного пути 4M для отделения от абсорбирующих изделий А. Затем сортировочные рабочие элементы 8A и 8B дополнительно поворачиваются и возвращаются в положение ожидания (фиг. 1 и 2). Когда сортировочные рабочие элементы 8A и 8B возвращаются в положение ожидания, вращение прекращается и, таким образом, сортировочные рабочие элементы 8A и 8B удерживаются в положении ожидания. В этом случае сортировочные рабочие элементы 8A и 8B движутся, не останавливаясь для того,чтобы покидать положение ожидания, пересекать поперек основной конвейерный путь 4M и возвращаться в положение ожидания. В этой точке можно считать, что сортировочные рабочие элементы 8A и 8B вращаются в одном направлении так, чтобы покинуть положение ожидания, пересечь поперек основной конвейерный путь 4M и возвратиться в положение ожидания. То есть, сортировочные рабочие элементы 8A и 8 В, которые пересекают поперек основной конвейерный путь 4M, возвращаются в положение ожидания, не пересекая снова основной конвейерный путь 4M. Альтернативно можно также полагать, что сортировочные рабочие элементы 8A и 8B отводятся от основного конвейерного пути 4M вдоль пути, отличного от пути, по которому они движутся, когда входят на основной конвейерный путь 4M. В любом случае, в этом воплощении осуществления настоящего изобретения сортировочные рабочие элементы 8A и 8B могут быть приспособлены быстро оттягиваться от основного конвейерного пути 4M. Таким образом, последующие абсорбирующие изделия, которые должны транспортироваться вдоль основного конвейерного пути 4M, могут быть предотвращены от отведения посредством сортировочных рабочих элементов 8A и 8B к ответвленному конвейерному пути 4B. Следовательно, даже если абсорбирующие изделия транспортируются при высокой скорости, абсорбирующие изделия могут точно сортироваться. Кроме того, как указано выше, сортировочные рабочие элементы 8A и 8B вращаются, по существу,параллельно с конвейерной поверхностью 2BS конвейерного механизма ответвления 2B, по существу, со скоростями, одинаковыми со скоростью движения конвейерной ленты 5UL. Кроме того, сортировочные рабочие органы 8A и 8B расположены относительно конвейерной ленты 5UL так, чтобы абсорбирующие изделия захватывались между сортировочными рабочими элементами 8A и 8B и конвейерной лентой 5UL. Как результат, абсорбирующие изделия А могут быть надежно отведены к ответвленному конвейерному пути 4B. В вышеописанном воплощении осуществления предусмотрена пара сортировочных рабочих элементов 8A и 8 В, которые движутся синхронно друг другу. Однако может быть также один сортировочный рабочий элемент или три или более рабочих элементов. Далее можно также заставить множество сортировочных рабочих элементов двигаться независимо друг от друга. То есть, например, при отведении предшествующего абсорбирующего изделия к ответвленному конвейерному пути 4B также можно заставить вращаться только один сортировочный рабочий элемент 8A, в то время как при отклонении следующего абсорбирующего изделия к ответвленному конвейерному пути 4B можно заставить вращаться только сортировочный рабочий орган 8B. Перечень ссылочных символов 1 - сортировочная система 2M - основной конвейерный механизм 2B - конвейерный механизм ответвления 3 - сортировочный механизм 4M - основной конвейерный путь 4B - ответвленный конвейерный путь 8A, 8B - сортировочные рабочие элементыA - абсорбирующие изделия. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Сортировочная система для абсорбирующих изделий, содержащая основной конвейерный путь; ответвлнный конвейерный путь, который ответвлн от основного конвейерного пути; основной конвейерный механизм, выполненный для транспортировки абсорбирующего изделия вдоль основного конвейерного пути; сортировочный механизм, выполненный для отвода абсорбирующего изделия на основном конвейерном пути от основного конвейерного пути к ответвлнному конвейерному пути; и конвейерный механизм ответвления, выполненный для транспортировки абсорбирующего изделия,который был отведн посредством сортировочного механизма, вдоль ответвлнного конвейерного пути,причм сортировочный механизм включает в себя сортировочный рабочий элемент, выполненный для отвода абсорбирующего изделия, при этом сортировочный рабочий элемент удерживается в положении ожидания вне основного конвейерного пути, когда абсорбирующее изделие должно двигаться по основному конвейерному пути и сортировочный рабочий элемент выполнен для выборочного отвода абсорбирующего изделия с основного конвейерного пути на ответвлнный конвейерный путь путм движения без остановки из упомянутого положения ожидания вне основного конвейерного пути к внутренней стороне основного конвейерного пути так, что передние кромки абсорбирующих изделий наталкиваются на передние концевые части сортирующих элементов, которые отводят абсорбирующее изделие от основного конвейерного пути на ответвлнный конвейерный путь, а затем без остановки внутри основного конвейерного пути отводятся от основного конвейерного пути и возвращаются в положение ожидания. 2. Сортировочная система по п.1, в которой сортировочный рабочий элемент выполнен с возможностью вращения в одном направлении. 3. Сортировочная система по п.2, в которой сортировочный рабочий элемент выполнен для движения, по существу, параллельно конвейерной поверхности конвейерного механизма ответвления. 4. Сортировочная система по п.3, в которой сортировочные рабочие органы выполнены для движения со скоростью, по существу, одинаковой со скоростью транспортирования конвейерным механизмом ответвления. 5. Сортировочная система по п.4, в которой сортировочный рабочий элемент расположен относительно конвейерного механизма ответвления так, что абсорбирующее изделие захватывается между движущимся сортировочным рабочим элементом и конвейерным механизмом ответвления. 6. Сортировочная система по любому одному из пп.1-5, в которой сортировочный механизм снабжн парой сортировочных рабочих элементов, которые расположены в области пересечения основного конвейерного пути и ответвлнного конвейерного пути с обеих сторон основного конвейерного пути. 7. Способ сортировки абсорбирующих изделий сортировочной системой по п.1, в котором транспортируют абсорбирующие изделия вдоль основного конвейерного пути, используя основной конвейерный механизм; выборочно отводят абсорбирующие изделия с основного конвейерного пути на ответвлнный конвейерный путь, который ответвлн от основного конвейерного пути, используя сортировочный механизм; и транспортируют абсорбирующие изделия, которые были выборочно отведены посредством сортировочного механизма, вдоль ответвлнного конвейерного пути, используя конвейерный механизм ответвления, где сортировочный механизм снабжн сортировочным рабочим элементом, который выборочно отводит абсорбирующее изделие, при этом сортировочный рабочий элемент удерживается в положении ожидания вне основного конвейерного пути, когда абсорбирующее изделие должно двигаться по основному конвейерному пути и сортировочный рабочий элемент выполнен для выборочного отвода абсорбирующего изделия с основного конвейерного пути на ответвлнный конвейерный путь путм движения без остановки из упомянутого положения ожидания вне основного конвейерного пути к внут-4 024355 ренней стороне основного конвейерного пути так, что передние кромки абсорбирующих изделий наталкиваются на передние концевые части сортирующих элементов, которые отводят абсорбирующее изделие от основного конвейерного пути на ответвлнный конвейерный путь, а затем без остановки внутри основного конвейерного пути отводятся от основного конвейерного пути и возвращаются в положение ожидания.
МПК / Метки
МПК: B65G 47/64, B65H 29/60, A61F 13/49, A61F 13/15, B65G 47/46
Метки: абсорбирующих, изделий, система, способ, сортировки
Код ссылки
<a href="https://eas.patents.su/7-24355-sistema-i-sposob-sortirovki-absorbiruyushhih-izdelijj.html" rel="bookmark" title="База патентов Евразийского Союза">Система и способ сортировки абсорбирующих изделий</a>
Способ изготовления упаковки абсорбирующих изделий и упаковка абсорбирующих изделий, полученная этим способом
Номер патента: 17341
Опубликовано: 30.11.2012
Авторы: Фуджикава Мичийо, Оба Кенджи, Йокое Кейджиро
МПК: A61F 13/15, A61F 13/472, A41C 5/00...
Метки: этим, абсорбирующих, полученная, упаковка, изделий, изготовления, способ, способом, упаковки
Формула / Реферат:
1. Способ изготовления упаковки абсорбирующих изделий, содержащей абсорбирующие изделия, каждое из которых покрыто покрывающим листом, имеет продольное направление и поперечное направление и содержит внутренний лист, обращенный к телу пользователя, внешний лист, обращенный к одежде пользователя, и влагопоглощающую структуру, размещенную между внутренним и внешним листами, при этом указанный способ включает этапы, на которыхпоочередно подают...
Система, способ, устройство и машина для сортировки почты, предназначенные для доставки отправлений в сети передачи сообщений почтового оператора
Номер патента: 18581
Опубликовано: 30.09.2013
Авторы: Питкянен Пекка, Виртанен Сеппо
МПК: B07C 3/18, G06F 17/30, H04L 29/12...
Метки: сети, устройство, доставки, почты, передачи, сортировки, почтового, система, способ, предназначенные, машина, сообщений, отправлений, оператора
Формула / Реферат:
1. Система (200) для доставки отправления в сети передачи сообщений оператора, отличающаяся тем, что адрес получателя, используемый в отправлении, содержит виртуальный адрес получателя, причем система выполнена с возможностью осуществления следующих операций:a) передача указанного виртуального адреса на носитель первой базы данных для возвращения, в ответ на указанную передачу, адреса сервера оператора, относящегося к указанному виртуальному...
Способ и система для механической сортировки различных материалов (веществ) из отработавших измельчаемых люминесцентных ламп и аналогичных ламп.
Номер патента: 128
Опубликовано: 27.08.1998
Авторы: Монссон Ханс-Эрик, Сундберг Кристер
МПК: B07B 9/00
Метки: ламп, механической, отработавших, аналогичных, веществ, люминесцентных, сортировки, способ, материалов, измельчаемых, система, различных
Формула / Реферат:
1. Способ для механической сортировки различных материалов/веществ из отработавших люминесцентных ламп и аналогичных измельчаемых газоразрядных ламп низкого давления, отличающийся тем, что а) отработавшие люминесцентные лампы подают в дробилку, где их измельчают на осколки материала, которые потоком воздуха подают в первую сортировочную колонну, где более крупные осколки материала из стекла и металла отделяют от потока воздуха и выводят из...
Применение устройства связи, способ аутентификации изделий, блок и система для аутентификации изделий и устройство аутентификации
Номер патента: 5698
Опубликовано: 28.04.2005
Авторы: Розумек Оливье, Мюллер Эдгар, Блейкольм Антон, Амон Морис, Бремон Оливье
МПК: G07D 7/04
Метки: блок, способ, изделий, аутентификации, связи, система, устройства, применение, устройство
Формула / Реферат:
1. Применение устройства мобильной связи, выбранного из группы, состоящей из мобильного телефона, карманного компьютера и электронной записной книжки в соединении с устройством аутентификации, для аутентификации защитной маркировки на изделии. 2. Устройство мобильной связи для аутентификации защитной маркировки на изделии, в котором по меньшей мере один элемент, выбранный из группы, состоящей из средств обработки и хранения данных, средств...
Автоматизированная система и способ автоматического комплектования заказов или изделий
Номер патента: 14145
Опубликовано: 29.10.2010
Авторы: Грубер Михаэль, Бургшталлер Альберт, Бауэр-Кислингер Франц
МПК: B65G 1/137
Метки: комплектования, заказов, автоматического, изделий, способ, система, автоматизированная
Формула / Реферат:
1. Способ автоматизированного извлечения или комплектования изделий, сильно различающихся по форматам и ассортиментам, включающий стадии хранения изделий в секции стеллажа, извлечения изделий и погрузки их на поддоны, отличающийся тем, что изделия, подлежащие отбору для заказа, предварительно подбирают для размещения в секции стеллажа в последовательности, требуемой для погрузки на поддоны.2. Способ по п.1, отличающийся тем, что перед помещением...
Предыдущий патент: Приводное устройство для цилиндрической детали формирования изображения
Следующий патент: Электрод для электролитической ячейки
Случайный патент: Антагонисты мускариновых ацетилхолиновых рецепторов