Система непрерывной подачи в плавильную печь металлического материала, подогреваемого непрерывным, усиленным и комбинированным образом
Формула / Реферат
1. Способ нагрева металлической шихты (31), подаваемой непрерывно в плавильную печь (30) по горизонтальной секции (34) нагрева, через которую проходят горячие отходящие газы, поступающие из указанной печи (30), при этом указанные газы нагревают указанную шихту (31), а непосредственно перед подачей в указанную секцию (34) нагрева шихту (31) подвергают предварительному нагреву с помощью нагревательных средств, отличающийся тем, что указанные нагревательные средства предусмотрены в секции (33) предварительного нагрева, которая функционально соединена с указанной горизонтальной секцией (34) нагрева посредством промежуточной секции (35) отвода газов, причем в эту секцию (35) подают газы, поступающие из указанных секций (34) и (33), так, что отходящие газы, поступающие из плавильной печи (30), не попадают в секцию (33) предварительного нагрева.
2. Способ по п.1, отличающийся тем, что обе указанные секции (33, 34) нагрева имеют форму туннеля.
3. Способ по п.2, отличающийся тем, что первая туннельная секция (33) имеет меньшую высоту, чем вторая туннельная секция (34).
4. Способ по п.1, отличающийся тем, что он включает датчики температуры (24) и состава (25) газов для управления указанными нагревательными средствами, отличными от отходящих газов, поступающих из плавильной печи (30), при этом указанные датчики (24, 25) расположены в соответствии с указанной промежуточной секцией (35) для отвода тех же газов в нижней части башни (19), от верхней части которой отходит труба (20) для сбора и отвода горячих газов.
5. Способ по п.1, отличающийся тем, что он включает системы (26) мониторинга температуры в канале (8) для управления указанными нагревательными средствами, отличными от отходящих газов, поступающих из плавильной печи (30).
6. Способ по п.1, отличающийся тем, что он включает датчики (36, 37) температуры и состава газов, выходящих из указанной промежуточной секции (35) для управления инжекцией кислорода для дожигания и/или подачей внешнего воздуха в печь и/или в первую секцию (33) предварительного нагрева.
7. Способ по п.1, отличающийся тем, что он включает датчики (38) температуры и состава газов, выходящих из указанной промежуточной секции (35), для регулирования потоков кислорода и угля, используемых в процессе плавки в печи.
8. Установка для нагрева металлической шихты (31), подаваемой непрерывно в плавильную печь (30) способом по любому из пп.1-7, включающая секцию (33) предварительного нагрева, горизонтальную секцию (34) нагрева, выполненную для прохода через нее горячих отходящих газов, поступающих из указанной печи (30), и нагревательные средства для предварительного нагрева шихты (31), отличающаяся тем, что указанные отличные нагревательные средства расположены внутри секции (33) предварительного нагрева, которая функционально соединена с указанной секцией (34) нагрева посредством промежуточной секции (35) для отвода газов, причем промежуточная секция выполнена для подачи газов, поступающих из указанных секций (34) и (33).
9. Установка по п.8, отличающаяся тем, что указанные первая и вторая секции (33, 34) имеют форму туннеля.
10. Установка по п.9, отличающаяся тем, что первая туннельная секция (33) имеет меньшую высоту, чем вторая туннельная секция (34).
11. Установка по п.8, отличающаяся тем, что она включает датчики температуры (24) и состава газов (25) для управления указанными нагревательными средствами, отличными от отходящих газов, выходящих из плавильной печи (30), при этом указанные датчики (24, 25) расположены в соответствии с указанной промежуточной секцией (35) для отвода тех же газов в нижней части башни (19), от верхней части которой отходит труба (20) для сбора и отвода горячих газов.
12. Установка по п.8, отличающаяся тем, что она включает системы (26) мониторинга температуры в канале (8) для управления указанными нагревательными средствами, отличными от отходящих газов, выходящих из плавильной печи (30).
13. Установка по п.8, отличающаяся тем, что она включает датчики (36, 37) температуры и состава газов, выходящих из промежуточной секции (35), для управления кислородом для дожигания и/или подачей внешнего воздуха в печь и/или в первую секцию (33) предварительного нагрева.
14. Установка по п.8, отличающаяся тем, что она включает датчики (38) температуры и состава газов, выходящих из промежуточной секции (35), для регулирования потоков кислорода и угля, используемых в процессе плавки внутри печи.

Текст
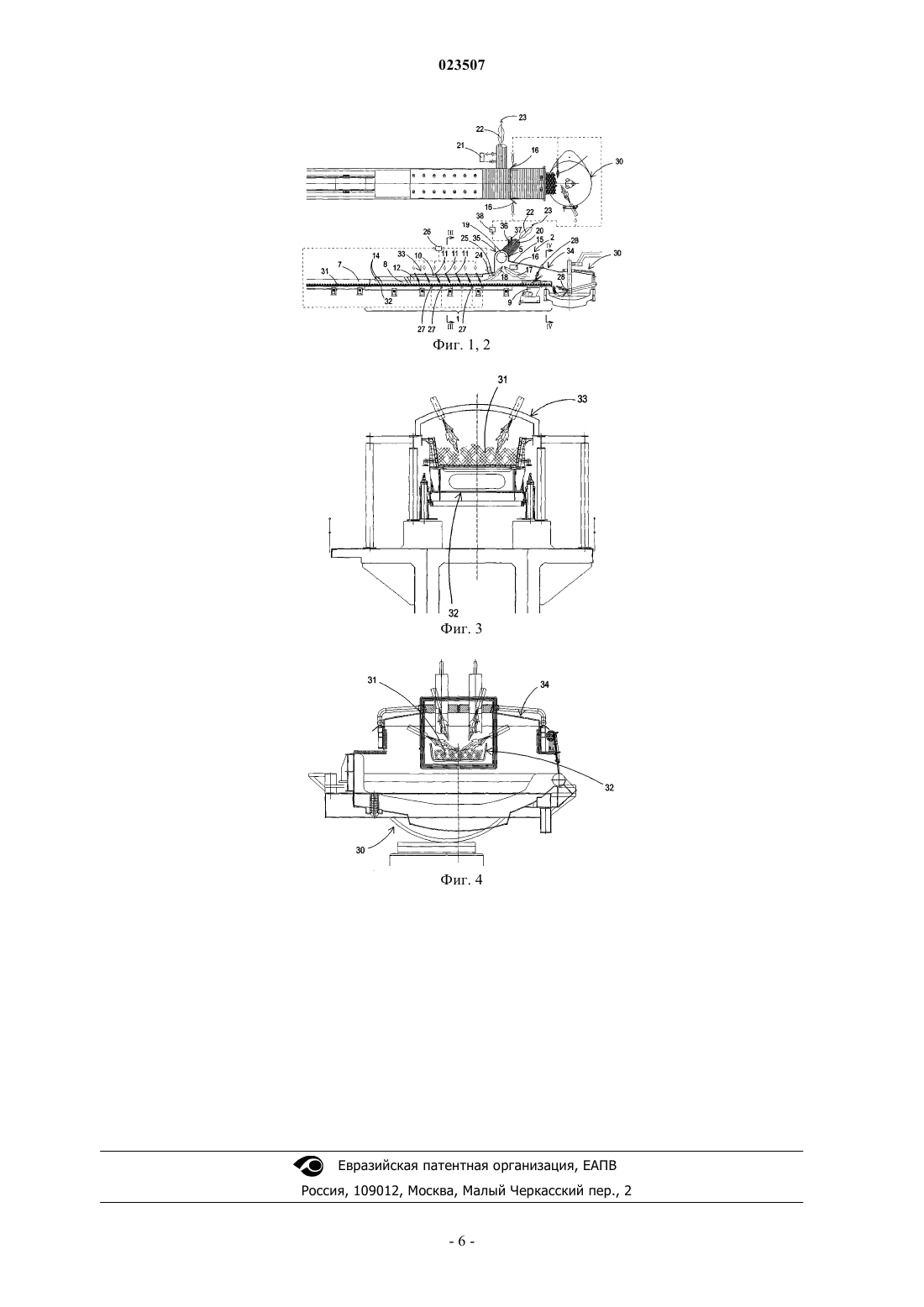
СИСТЕМА НЕПРЕРЫВНОЙ ПОДАЧИ В ПЛАВИЛЬНУЮ ПЕЧЬ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПОДОГРЕВАЕМОГО НЕПРЕРЫВНЫМ, УСИЛЕННЫМ И КОМБИНИРОВАННЫМ ОБРАЗОМ В изобретении представлен способ нагрева металлической шихты (31), подаваемой непрерывно в плавильную печь (30) по второй горизонтальной секции (34) нагрева, через которую проходят горячие отходящие газы из указанной печи (30), при этом указанные газы формируют фазу нагрева указанной шихты (31), отличающийся тем, что непосредственно перед подачей в указанную вторую секцию (34) нагрева шихту (31) подвергают фазе предварительного нагрева при помощи нагревательных средств, отличных от отходящих газов, поступающих из плавильной печи (30). В установке для воплощения указанного способа указанные отличные нагревательные средства предусмотрены внутри первой секции (33) предварительного нагрева, функционально соединенной с указанной второй секцией (34) нагрева посредством промежуточной секции (35) отвода газов,куда подают газы, поступающие из указанных секций (33) и (34). Указанные секции (33, 34) предпочтительно имеют форму туннеля. Джавани Чезаре, Монти Никола Амброджио Мариа (IT) Поликарпов А.В. (RU) Настоящее изобретение представляет собой систему непрерывной подачи в плавильную печь металлического материала, подогреваемого непрерывным, усиленным и комбинированным образом. Более конкретно, настоящее изобретение представляет собой усовершенствованный способ подогрева металлической шихты, подаваемой в плавильную печь и в установку для воплощения упомянутого способа. Данное изобретение предпочтительно, но не обязательно, применять в тех установках и способах,которые известны в данной области техники под торговой маркой "Consteel". Способы и установки марки "Consteel" описаны, например, в европейских патентах ЕР 0190313,ЕР 0592723 и американских патентах US4609400, US5406579 и US6155333, к которым следует обратиться за любыми необходимыми разъяснениями относительно рассматриваемой технологической области. В частности, настоящее изобретение описано далее на не имеющем ограничительного характера примере установки с горизонтальной и непрерывной подачей металлической шихты (обычно состоящей из скрапа) в электродуговую печь (ЭДП). Указанная установка отличается наличием двух отдельных фаз нагревания, включающих скрап шихты, выполняемых в двух различных последовательных секциях установки и использующих разные средства для нагрева. Первая секция нагрева, расположенная до места всасывания газов, предназначена для обеспечения максимального использования подачи тепла со стороны нагревательной системы (например, горелок), а вторая секция нагрева, после места всасывания газов, соединена с плавильной печью и предназначена для максимального использования реакций дожигания отходящих газов самой печи. Две секции функционально связаны друг с другом в месте всасывания газов посредством третьей промежуточной секции, где два потока отходящих газов смешивают перед тем, как они попадут в систему обработки газа. Такое решение также позволяет сократить тепловые флуктуации в газоходе с минимальным расходом энергии для отвода газов и исключает необходимость последующей подачи тепла ниже по потоку,чтобы создать наилучшие возможные условия для уменьшения загрязняющих выбросов и возможного использования остаточной энергии газов. Изобретение попадает в разряд решений, используемых для так называемого предварительного нагрева металлической шихты в печах с непрерывной подачей шихты при помощи горизонтального конвейера. В таких печах плавка происходит при погружении в ванну с расплавом: электрические дуги всегда функционируют в условиях "спокойной ванны" под защитой шлака, вспениваемого посредством введения кислорода и угля. В современной металлургической промышленности печи, работающие таким образом, становятся все более широко распространенными, поскольку для них характерны оптимальное использование ресурсов энергии и времени, минимизация возмущений в сети электроснабжения и воздействия на окружающую среду, включая акустические помехи. В таких печах предварительный нагрев шихты осуществляют путем использования существенного тепла и дожигания отходящих газов, поступающих из печи, используя два возможных технических решения: вертикальный подогреватель и горизонтальный подогреватель. В вертикальных подогревателях шихту накапливают в вертикальной трубе большого диаметра,обычно называемой шахтой, которая также действует как газоход; это описано и проиллюстрировано,например, в японском патенте JP11051574. Газы, отходящие из печи, направляют через скрап, наполняющий вышеупомянутую вертикальную трубу, обеспечивая, таким образом, эффективный теплообмен. Такое решение, однако, имеет ряд функциональных недостатков, таких как высокое требование к всасываемости газов, для того, чтобы преодолеть потери, обусловленные шихтой, в результате прохождения скрапа в трубе, и излишнее охлаждение газов, которое вызывает необходимость использования горелок после выхода газов из шахты для повышения их температуры с единственной целью обеспечить полное термическое разрушение загрязняющих примесей, выделяемых шихтой. Существуют также проблемы, связанные с необходимостью наличия шихты, размер которой соответствует очень узким пределам, и со значительным усложнением установки для подачи подогретого скрапа в печь, используя такие средства, как гидравлические толкатели. У горизонтальных подогревателей нет проблем такого рода, поскольку газам, поступающим из печи, больше не приходится проходить через промежутки между частицами, присутствующими в шихте. Способы и установки этого типа описаны и проиллюстрированы, например, в уже упомянутых европейских патентах ЕР 0190313, ЕР 0592723, которые созданы на основе известных установок "Consteel". Способ "Consteel" основан на том, что шихту подают через вибрационный канал, который в секции,предназначенной для подогрева самой шихты, образует нижнюю часть трубы для газов, выходящих из печи; обычно его называют подогревательным туннелем. В вышеназванных патентах предлагают использовать дожигание СО и Н 2, вырабатываемых в печи во время плавки, для предварительного нагрева шихты путем запуска соответствующей горелки и пода-1 023507 чи воздуха или кислорода в подогревательный туннель. Было обнаружено, что в таких системах с непрерывной подачей и горизонтальным подогревом большая часть тепла, отдаваемого рабочими газами шихте, передается излучением на часть огнеупорного свода туннеля. Соответственно между подверженной воздействию верхней поверхностью и нижележащими слоями в скрапе, подаваемом конвейером, возникает температурный градиент, что ограничивает возможность достижения высокой средней температуры. Как написано в J. Schlter, U. Falkenreck, J. Kempken, J. Bader "Primary Energy Melting (РЕМ) - A(USA), 2008), использование химической энергии для нагрева металлической шихты более эффективно и, следовательно, экономически более выгодно по сравнению с использованием электрической энергии. Исходя из этого, целью данного изобретения является обеспечение улучшенного применения химической энергии в системах с непрерывной подачей и горизонтальным подогревом для дополнительного сокращения потребления электроэнергии в последующем процессе плавки. Этого результата достигают увеличением тепловой мощности, развиваемой в ходе предварительного нагрева шихты (более высокое потребление энергии за более короткое время) и улучшением теплообмена между средствами нагрева (горячими газами, образующимися при сгорании) и металлической шихтой. Этого результата достигают применением способа и установки, имеющих признаки, описанные в прилагаемых независимых пунктах формулы и связанных с ними зависимых пунктах формулы. Признаки способа согласно изобретению и пример установки, способной осуществить данный способ, описаны и проиллюстрированы ниже для пояснительных и не ограничивающих целей со ссылкой на прилагаемые схематические чертежи, в которых: фиг. 1 представляет собой продольный разрез указанной установки; фиг. 2 представляет собой вид сверху установки, изображенной на фиг. 1; фиг. 3 представляет собой увеличенное сечение согласно отметкам III-III на фиг. 1; фиг. 4 представляет собой увеличенное сечение согласно отметкам IV-IV на фиг. 1. На чертежах позиция 30 в общем случае обозначает электродуговую плавильную печь (ЭДП), в которую непрерывно подают шихту 31 из металлического скрапа с помощью горизонтального конвейера 32 известного типа, как описано и проиллюстрировано, например, в патенте US5183143. Согласно настоящему изобретению указанный конвейер 32 проходит через первую туннельную секцию 33 и вторую туннельную секцию 34 соответственно для предварительного нагрева и нагрева шихты 31. Первая туннельная секция 33, как можно ясно видеть на чертежах, предпочтительно, но не обязательно, имеет меньшую высоту, чем вторая туннельная секция 34. Как ясно видно на чертежах, конвейер 32 образует нижнюю часть указанных туннелей 33, 34, которые расположены на одной прямой и функционально связаны промежуточной секцией 35 отвода газов,как будет пояснено ниже. Вкратце, совокупность устройств, описанных выше, за исключением ЭДП печи 30, образует общую структуру установки предварительного нагрева и нагрева согласно изобретению, которая обозначена в целом цифрой 1. Более конкретно, установка 1, изображенная на схематических чертежах, состоит из второй секции 34 нагрева, которая подает скрап 31 в ЭДП печь 30, промежуточной секции 35 отвода газов, присутствующих в установке, и первой секции 33 предварительного нагрева при помощи химической энергии,которая получает шихту со скрапом 31 от традиционной системы получения скрапа. Конвейер 32 с традиционным охлаждаемым каналом 8 перемещает шихту 31 посредством вибрации и передает ее на подводящую тележку 9, также охлаждаемую, которая подает скрап в печь 30. Для содействия дожиганию выделяемых СО и Н 2 в печь 30 и/или во вторую секцию 34 нагрева можно включить подходящие инжекторы 28 кислорода. Первая секция 33 предварительного нагрева состоит, помимо канала 8 для потока скрапа, из огнеупорной конструкции 10, в которой нагревательные средства, например горелки 11, расположены так,чтобы быть вблизи от металлической шихты 31, находящейся снизу. Упомянутые горелки 11 предпочтительно располагают на своде 12 огнеупорной конструкции 10 с небольшим наклоном, чтобы направлять газообразные продукты сгорания к отводному каналу 5. Упомянутые горелки 11 установлены вблизи скрапа 31 для увеличения проникновения нагревающих средств в промежутки между частицами скрапа, повышая, таким образом, эффективность нагрева нижних слоев шихты. Для избежания неоднородности в распределении и/или в скорости металлической шихты, а также временных остановок в продвижении, повреждения дна подающего канала 8, под дном подающего канала 8 устанавливают системы 27 мониторинга температуры, чтобы оперативно регулировать подачу тепла от нагревательных средств. Свод 12 огнеупорной конструкции 10 находится на высоте, очень близкой к подающему каналу 8, чтобы усилить излучение и локализовать горячие газы 18, вырабатываемые горел-2 023507 ками 11, внутри области, расположенной как можно ближе к скрапу 31. Для ограничения притока в туннель внешнего воздуха у входного отверстия первой секции 33 предварительного нагрева устанавливают подходящие изолирующие устройства 14. Секция 2 выгрузки скрапа внутрь печи 30 состоит из традиционной "подводящей тележки" 9 и подающего канала 8, расположенного внутри второй охлаждаемой секции 34 нагрева, для лучшего противодействия сильному тепловому напряжению, вызываемому концентрированным дожиганием газов,производимым в печи. Вторая секция 34 нагрева имеет такую форму, чтобы понизить скорость газов, выходящих из печи,для обеспечения достаточного времени выдержки для завершения реакций дожигания и способствования отделению тяжелой фракции находящихся там мелкодисперсных частиц, которые захватываются шихтой, движущейся в печь, тем самым получая их естественную рециркуляцию. Чтобы способствовать дожиганию СО и Н 2, присутствующих в выводимых газах, в секции 2 могут быть предусмотрены отверстия 16 для регулирования поступления воздуха извне. Охлаждающая система 15 может быть частью внешней системы 21 регенерации тепла. Промежуточная секция 35 отвода газов состоит из башни 19 для приема газов 18, поступающих из первой секции 33 предварительного нагрева и отходящих газов 17, поступающих из второй секции 2 нагрева. От вершины башни 19 отходит коллекторная труба 20 горячих газов 22. Один или более анализаторов состава 36 и температуры 37 отводимых газов, например датчики, могут быть расположены в трубе 20 ниже по потоку. Во время первых фаз металлургического процесса скрап, присутствующий в питающей секции 7,подают в первую секцию туннеля 33 предварительного нагрева из подающего канала 8 через изолирующие устройства 14. Скрап 31, движущийся вперед вдоль вибрационного канала 8, получает тепло сначала от нагревающих горелок 11, находящихся в первой секции 33, и, затем, во второй секции 34 нагрева, от газов, выходящих из печи 30, и от дожигания, достигая достаточно однородной и относительно высокой температуры. Огнеупорная камера 10 первой секции 33 предварительного нагрева является, по существу, низкой для интенсификации эффекта излучения со стороны свода 12. Кроме того, поскольку нагревательные горелки 11 находятся вблизи от металлической шихты, тепловая энергия может проникать в промежутки между частицами той же шихты 31, улучшая и ускоряя процесс подогрева и в глубину. При данном нагревательном процессе предшественники диоксинов и фуранов, возможно присутствующие в газах 18, нагревают и поддерживают при температуре достаточно высокой, чтобы они не представляли какого-либо риска для окружающей среды. Газы 18 поступают в промежуточную зону отвода, смешиваясь с отходящими газами 17, выходящими из печи 30, формируя отходящие газы 22, которые поступают по трубе 20 на соответствующую установку переработки, не показанную и схематически обозначенную позицией 23. В зоне у основания башни 19 эти отходящие газы анализируют при помощи систем 24, 25 (датчиков) для определения их температуры и состава. Измерительные системы 24 и 25 соединены с соответствующими управляющими системами 26, которые воздействуют на горелки 11, на систему 28 введения кислорода и угля в печь, кислорода во вторую секцию 34 нагрева и, возможно, на клапаны 16 введения воздуха для обеспечения условий для полного сгорания газов 17, поступающих из печи 30. Показания вышеупомянутых датчиков 36, 37 температуры и состава газов, выходящих из указанной промежуточной секции 35, изучают более подробно для управления подачей кислорода для дожигания и/или для подачи внешнего воздуха в печь и/или в первую секцию 33 предварительного нагрева. Ссылочная позиция 38 обозначает датчики температуры и состава газов, выходящих из упомянутой промежуточной секции 35 для регулирования потоков кислорода и угля, используемых в процессе плавки в печи. Из питающего канала 8 конвейера шихту 31 подают в секцию 2 разгрузки печи 30. В этой секции скрап подвергают воздействию пламени, выходящего из печи и вырабатываемого при сгорании СО и Н 2,присутствующих в составе отходящих газов 17 и дополнительно подогретых ими же. При использовании устройства 28 возможно получить более высокую тепловую мощность во второй секции 33 нагрева шихты 31. Показано, что этот способ менее эффективен при использовании традиционной конфигурации"Consteel", поскольку она не допускает полной эксплуатации всей длины секции предварительного нагрева. С другой стороны, это является преимуществом установки согласно изобретению, поскольку она позволяет суммарно использовать нагревательные средства 11 и энергию дожигания производственных газов выходящих из печи, чтобы обеспечить максимальное предварительное нагревание шихты. В дополнение к регулированию инжекции кислорода в печь и во вторую нагревательную секцию 34 возможно также использовать отверстия 16 для подачи внешнего воздуха (и, следовательно, кислорода),-3 023507 чтобы гарантировать полное сгорание отходящих газов 17 на основе показаний, поступающих от управляющих систем 26. Вторая секция 34 нагрева имеет такие размеры, которые уменьшают скорость движения отходящих газов 17, что благоприятствует осаждению тяжелой фракции мелкодисперсных частиц в суспензии. Эти твердые частицы оседают обратно на поверхность шихты, движущейся в направлении печи, что обеспечивает естественную рециркуляцию. Из приведенного выше описания со ссылкой на чертежи становится ясно, как способ и установка согласно изобретению усовершенствуют способы новым, оригинальным и преимущественным образом по отношению к аналогам, известным в данной области техники. Они фактически позволяют дополнительно понизить потребление электричества печью посредством эффективного и разнообразного использования других нагревательных средств, устройств предварительного нагревания в первой секции туннеля и улучшенное использование химической энергии горячих газов, выходящих из печи. Как упоминалось ранее, эти результаты получены благодаря сочетанию двух последовательных туннельных секций нагрева: первой секции предварительного нагрева с нагревательными средствами,например горелками, расположенными на огнестойком своде малой высоты, через которую не проходят газы из печи, а проходят только газы, полученные при использовании самих горелок; и второй секции нагрева шихты, в которой происходит полное сгорание остаточных СО и Н 2 в газах, поступающих из печи. Два потока газов смешивают в промежуточной секции, функционально соединяющей две туннельных секции, откуда их удаляют при помощи установки обработки газа. Эта промежуточная секция (т.н. газоотвод) имеет внутреннее пространство, которое достаточно велико, чтобы уменьшить скорость газов,обеспечить время для завершения реакций сгорания, а также создать условия для осаждения более тяжелых мелкодисперсных частиц на поверхности скрапа, тем самым способствуя их естественной рециркуляции в печи. В любой системе непрерывной (или полунепрерывной) подачи с предварительным нагревом, горизонтальной или вертикальной, самый сильный предварительный нагрев шихты происходит, когда металлургический процесс в печи производит большое количество горячих газов. По этой причине, если металлургический процесс в печи не допускает применения большого количества кислорода, получить хорошую температуру для предварительного нагрева шихты чрезвычайно трудно; вторая причина - возрастающее влияние неизбежных поступлений внешнего воздуха, что вызывает понижение температуры газов вследствие смешивания. Настоящее изобретение в значительной степени улучшает эти функциональные аспекты благодаря тому, что предварительный нагрев в первой секции не зависит от процесса в печи. При помощи способа согласно изобретению в этой связи возможным становится использовать большее количество химической энергии процесса плавки, при этом сокращая долю электрической энергии. По способу согласно настоящему изобретению смешивание потоков газа, выделяемого из печи, с газами, поступающими из первой секции предварительного нагрева, естественным образом ограничивает снижение температуры газов после смешивания, следующего за различными фазами процесса в печи; благодаря этому температура не опускается ниже предела, установленного для полного теплового разложения загрязняющих веществ, в частности диоксинов и фуранов. Ход выделения газов непрерывно отслеживают при помощи датчиков температуры и состава, расположенных ниже по потоку промежуточной секции смешивания и отвода газов в месте, подходящем для выполнения измерений при условиях достаточной термохимической гомогенизации и низкого содержания мелкодисперсных частиц в газах. Поскольку первая секция предварительного нагрева вносит известный вклад, возможно использовать все эти измерения для регулирования отвода газа и системы впуска печи. Эта регулировка имеет основополагающее значение для соблюдения уровня содержания остаточного кислорода в контролируемых газах и обеспечения правильной эксплуатации дожигания в печи и во второй секции нагрева. Нагревательные системы в первой секции предварительного нагрева имеют независимое от печи управление с использованием систем 27 мониторинга температуры канала 8 для избежания перегревания самого канала и соответствующих логических схем управления для избежания локальных условий плавки шихты; можно использовать различные типы устройств для нагрева (например, горелки) в зависимости от возможностей конкретной установки. Текст и чертежи, упомянутые выше в связи с современным уровнем области техники, следует, безусловно, в целях иллюстративности считать неотъемлемой частью настоящего описания. Таким образом, задача, поставленная во вводной части описания, выполнена. Объем правовой охраны изобретения определяет прилагаемая формула изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ нагрева металлической шихты (31), подаваемой непрерывно в плавильную печь (30) по горизонтальной секции (34) нагрева, через которую проходят горячие отходящие газы, поступающие из указанной печи (30), при этом указанные газы нагревают указанную шихту (31), а непосредственно перед подачей в указанную секцию (34) нагрева шихту (31) подвергают предварительному нагреву с помощью нагревательных средств, отличающийся тем, что указанные нагревательные средства предусмотрены в секции (33) предварительного нагрева, которая функционально соединена с указанной горизонтальной секцией (34) нагрева посредством промежуточной секции (35) отвода газов, причем в эту секцию (35) подают газы, поступающие из указанных секций (34) и (33), так, что отходящие газы, поступающие из плавильной печи (30), не попадают в секцию (33) предварительного нагрева. 2. Способ по п.1, отличающийся тем, что обе указанные секции (33, 34) нагрева имеют форму туннеля. 3. Способ по п.2, отличающийся тем, что первая туннельная секция (33) имеет меньшую высоту,чем вторая туннельная секция (34). 4. Способ по п.1, отличающийся тем, что он включает датчики температуры (24) и состава (25) газов для управления указанными нагревательными средствами, отличными от отходящих газов, поступающих из плавильной печи (30), при этом указанные датчики (24, 25) расположены в соответствии с указанной промежуточной секцией (35) для отвода тех же газов в нижней части башни (19), от верхней части которой отходит труба (20) для сбора и отвода горячих газов. 5. Способ по п.1, отличающийся тем, что он включает системы (26) мониторинга температуры в канале (8) для управления указанными нагревательными средствами, отличными от отходящих газов, поступающих из плавильной печи (30). 6. Способ по п.1, отличающийся тем, что он включает датчики (36, 37) температуры и состава газов,выходящих из указанной промежуточной секции (35) для управления инжекцией кислорода для дожигания и/или подачей внешнего воздуха в печь и/или в первую секцию (33) предварительного нагрева. 7. Способ по п.1, отличающийся тем, что он включает датчики (38) температуры и состава газов,выходящих из указанной промежуточной секции (35), для регулирования потоков кислорода и угля, используемых в процессе плавки в печи. 8. Установка для нагрева металлической шихты (31), подаваемой непрерывно в плавильную печь(30) способом по любому из пп.1-7, включающая секцию (33) предварительного нагрева, горизонтальную секцию (34) нагрева, выполненную для прохода через нее горячих отходящих газов, поступающих из указанной печи (30), и нагревательные средства для предварительного нагрева шихты (31), отличающаяся тем, что указанные отличные нагревательные средства расположены внутри секции (33) предварительного нагрева, которая функционально соединена с указанной секцией (34) нагрева посредством промежуточной секции (35) для отвода газов, причем промежуточная секция выполнена для подачи газов,поступающих из указанных секций (34) и (33). 9. Установка по п.8, отличающаяся тем, что указанные первая и вторая секции (33, 34) имеют форму туннеля. 10. Установка по п.9, отличающаяся тем, что первая туннельная секция (33) имеет меньшую высоту, чем вторая туннельная секция (34). 11. Установка по п.8, отличающаяся тем, что она включает датчики температуры (24) и состава газов (25) для управления указанными нагревательными средствами, отличными от отходящих газов, выходящих из плавильной печи (30), при этом указанные датчики (24, 25) расположены в соответствии с указанной промежуточной секцией (35) для отвода тех же газов в нижней части башни (19), от верхней части которой отходит труба (20) для сбора и отвода горячих газов. 12. Установка по п.8, отличающаяся тем, что она включает системы (26) мониторинга температуры в канале (8) для управления указанными нагревательными средствами, отличными от отходящих газов,выходящих из плавильной печи (30). 13. Установка по п.8, отличающаяся тем, что она включает датчики (36, 37) температуры и состава газов, выходящих из промежуточной секции (35), для управления кислородом для дожигания и/или подачей внешнего воздуха в печь и/или в первую секцию (33) предварительного нагрева. 14. Установка по п.8, отличающаяся тем, что она включает датчики (38) температуры и состава газов, выходящих из промежуточной секции (35), для регулирования потоков кислорода и угля, используемых в процессе плавки внутри печи.
МПК / Метки
МПК: F27D 13/00, C21C 5/52, F27B 3/18
Метки: плавильную, усиленным, печь, непрерывной, система, подачи, непрерывным, материала, образом, металлического, комбинированным, подогреваемого
Код ссылки
<a href="https://eas.patents.su/7-23507-sistema-nepreryvnojj-podachi-v-plavilnuyu-pech-metallicheskogo-materiala-podogrevaemogo-nepreryvnym-usilennym-i-kombinirovannym-obrazom.html" rel="bookmark" title="База патентов Евразийского Союза">Система непрерывной подачи в плавильную печь металлического материала, подогреваемого непрерывным, усиленным и комбинированным образом</a>
Способ подачи потоков материала из печи предварительного нагрева в плавильную печь и система предварительного нагрева

Номер патента: 19835
Опубликовано: 30.06.2014
Автор: Оллила Янне
МПК: F27D 13/00
Метки: система, подачи, печи, предварительного, материала, печь, потоков, способ, плавильную, нагрева
Формула / Реферат:
1. Способ подачи потоков материала из печи (1) предварительного нагрева в плавильную печь (2), в которомпредусмотрена печь (1) предварительного нагрева, включающая по меньшей мере два подбункера, где первый подбункер (3) снабжен первой выпускной трубой (4) для направления материала в первый впускной трубопровод (5) плавильной печи (2), причем первый впускной трубопровод (5) расположен в верхней части плавильной печи на расстоянии от центра печи...
Способ и устройство для подачи твердого материала и окисляющего газа в печь суспензионного плавления
Номер патента: 4623
Опубликовано: 24.06.2004
Автор: Сааринен Ристо
Метки: материала, способ, твердого, печь, подачи, газа, плавления, окисляющего, устройство, суспензионного
Формула / Реферат:
1. Устройство для подачи тонкоизмельченного твердого вещества, содержащего, по меньшей мере, сульфидный металлический концентрат, и кислородсодержащего окисляющего газа в печь суспензионного плавления, включающее элементы для подвода твердого вещества и окисляющего газа в печь суспензионного плавления, отличающееся тем, что над загрузочным отверстием (7) печи суспензионного плавления, через которое в реакционную камеру (1) печи суспензионного...
Способ и установка для транспортировки стопы металлических листов в плавильную печь
Номер патента: 4969
Опубликовано: 28.10.2004
Авторы: Сямянен Юкка, Марттила Том, Райтанен Теро
Метки: плавильную, металлических, транспортировки, установка, листов, стопы, способ, печь
Формула / Реферат:
1. Способ транспортировки стоп металлических листов, в частности листов металлических катодов, в плавильную печь, отличающийся тем, что захватывают стопу металлических листов с помощью грейфера (10), выполненного в виде подъемного грейфера, который расположен на передаточном устройстве, и перемещают стопу (1) металлических листов в камеру (14) плавильной печи (2), и тем, что на предварительно определенной высоте внутри камеры печи,...
Способ подачи шихты в доменную печь
Номер патента: 19824
Опубликовано: 30.06.2014
Авторы: Симу Жан-Поль, Оземе Льонель, Луч Жанно
МПК: F27B 1/20, C21B 7/20, C21B 5/06...
Метки: подачи, способ, доменную, печь, шихты
Формула / Реферат:
1. Способ подачи шихты в доменную печь, оборудованную загрузочным устройством, имеющим по меньшей мере один бункер для материала, при этом бункер для материала содержит бункерную камеру, загрузочное отверстие для подачи шихты в бункерную камеру и разгрузочное отверстие для подачи шихты из бункерной камеры в доменную печь, при этом загрузочное отверстие имеет сопряженный входной уплотнительный клапан для открытия и закрытия загрузочного...
Способ подачи шихты в доменную печь
Номер патента: 19792
Опубликовано: 30.06.2014
Авторы: Оземе Льонель, Луч Жанно, Симу Жан-Поль
МПК: C21B 7/20, C21B 5/06, C21B 7/00...
Метки: подачи, доменную, способ, шихты, печь
Формула / Реферат:
1. Способ подачи шихты в доменную печь, оборудованную загрузочным устройством, имеющим по меньшей мере один бункер для материала, при этом бункер для материала содержит бункерную камеру, загрузочное отверстие для подачи шихты в бункерную камеру и разгрузочное отверстие для подачи шихты из бункерной камеры в доменную печь, при этом загрузочное отверстие имеет сопряженный входной уплотнительный клапан для открытия и закрытия загрузочного...
Предыдущий патент: Способ полимеризации этиленовых мономеров
Следующий патент: Форма для сооружения защитного и крепежного элемента тюфячного типа и относящийся к ней способ
Случайный патент: Способ получения гидрохлорида 1(10)b-эпокси-13-диметиламино- 5,7a,6,11b(н)-гвай-3(4)-ен-6,12-олида, лиофилизированного противоопухолевого средства "арглабин"