Катанка, приспособленная для использования в качестве усиливающего элемента
Номер патента: 1790
Опубликовано: 27.08.2001
Авторы: Серр Рауль, Депратер Эрик, Франсуа Марк, Арно Жан-Клод

Формула / Реферат
1. Катанка, предназначенная для производства металлической "готовой для использования" проволоки, усиливающей детали из пластмасс или резины, посредством деформирования и термообработки, отличающаяся тем, что она изготовлена из микролегированной стали, в которой массовое содержание углерода находится в пределах от 0,2 до 0,6%, причем сталь содержит кроме того, по меньшей мере, один легирующий элемент, выбранный из группы, состоящей из ванадия, молибдена и хрома, при этом содержание легирующего элемента или набора упомянутых элементов находится в интервале значений 0,05-0,5маc.%, и тем, что она представляет собой проволоку круглого поперечного сечения диаметром, существенно меньшим 3 мм до вышеупомянутого деформирования и термообработки.
2. Катанка по п.1, отличающаяся тем, что массовое содержание углерода находится в пределах от 0,3 до 0,5 маc.%.
3. Катанка по п.2, отличающаяся тем, что массовое содержание углерода составляет примерно 0,4 маc.%.
4. Катанка по любому из пп.1-3, отличающаяся тем, что сталь, из которой она изготовлена, дополнительно содержит марганец и обычные примеси Si, P, S при следующем весовом соотношении компонентов в маc.%: Мn 0,3; 0,1<Si<0,3; Р<0,02; S<0,02.
5. Катанка по любому из пп.1-4, отличающаяся тем, что содержание легирующего элемента или набора легирующих элементов в стали, из которой она изготовлена, составляет 0,3 маc.%.
Текст
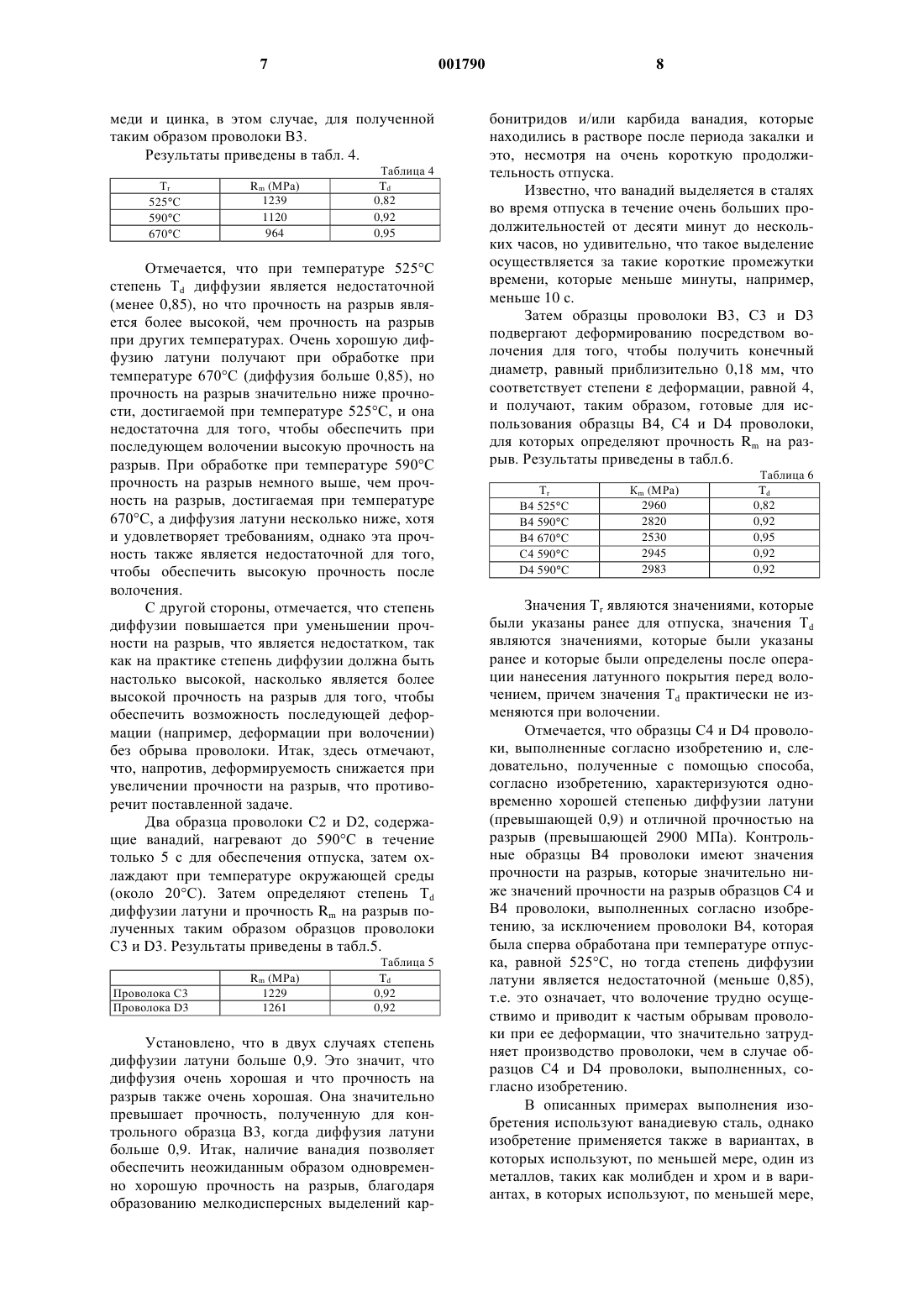
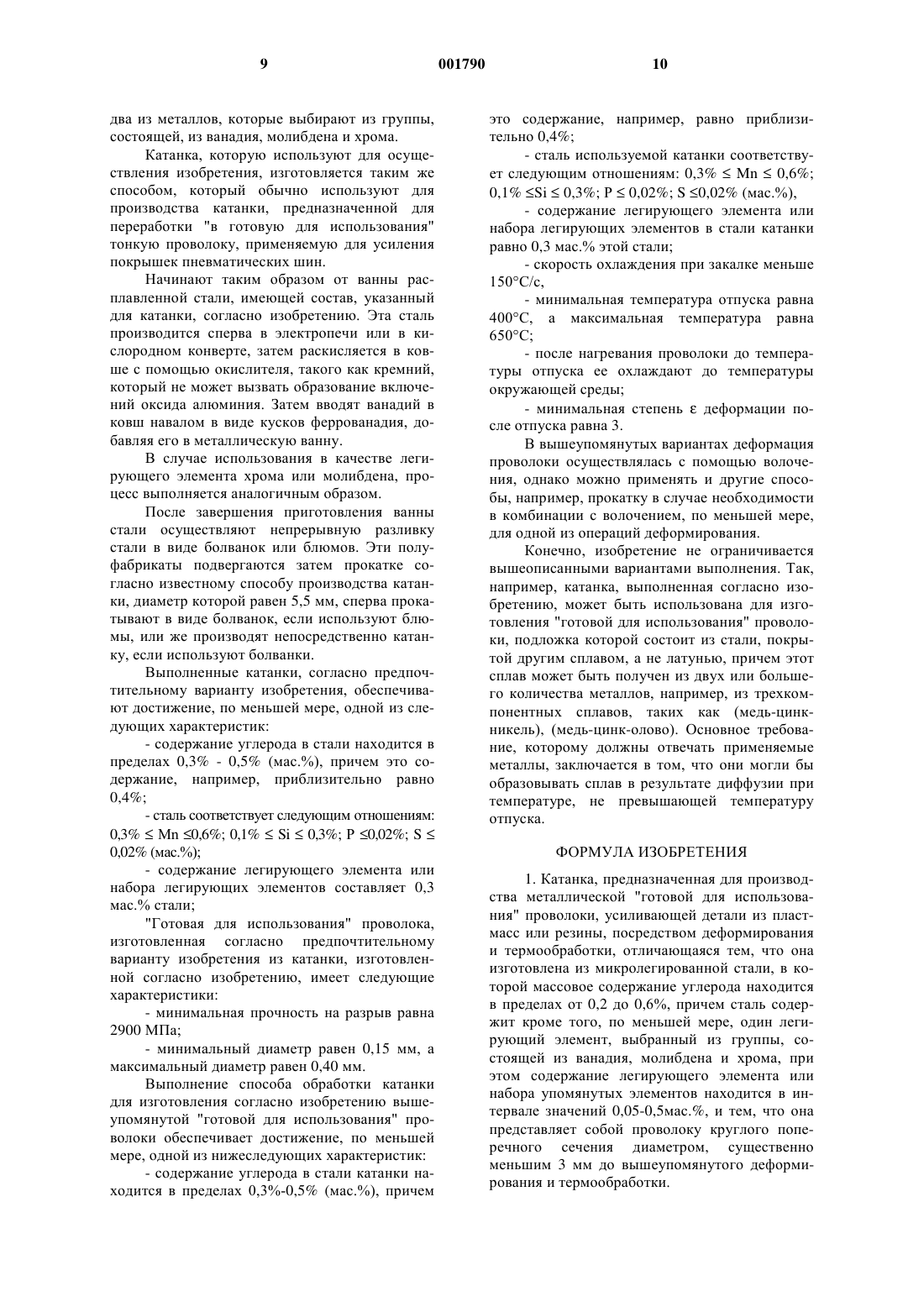
1 Изобретение относится к катанке из стали,которая предназначена для производства металлической, готовой для использования проволоки для усиления изделий из пластмасс или резины,в частности, труб, ремней, слоев, покрышек пневматических машин. Выражение "готовая для использования проволока" здесь использовано в своем обычном значении, принятом в области металлургии. Следует отметить, что эту проволоку можно использовать по предусмотренному значению,не повергая ее предварительно термообработке,которая может изменить металлургическую структуру и не подвергая ее деформации, например, волочению, которая может вызвать изменение ее диаметра. В заявке на международный патент WO-A92/14811 описан способ производства "готовой для использования" проволоки, которая имеет подложку из стали, структура которой содержит более 90% отпущенного и холоднодеформированного мартенсита, при этом, минимальное содержание углерода в стали равно 0,05%, а максимальное содержание равно 0,6%, причем,эта подложка покрыта металлическим сплавом,который отличается от стали, например, латунью. Способ производства этой проволоки включает термообработку, которой подвергают проволоку, которая уже была подвергнута холодному деформированию, нагревая проволоку выше температуры превращения АС 3 для того,чтобы обеспечить создание в ней однородной аустенитной структуры и, затем быстро охлаждая ее со скоростью, которая, по меньшей мере,равна 150 С/с, ниже температуры конца мартенситного превращения. После этой закалки на проволоку наносят, по меньшей мере, два металла, нагревают проволоку для того, чтобы обеспечить образование сплава из этих металлов, обычно латуни, посредством диффузии,затем охлаждают проволоку и подвергают холодной деформации. Описанный в этом документе способ имеет, в частности, следующие преимущества:- использование в качестве исходной заготовки катанки, содержание углерода в которой меньше содержания углерода в перлитной стали,- большая возможность выбора диаметра катанки и готовой для использования изготовленной таким образом проволоки,- волочение катанки, взятой в качестве исходной заготовки, при высоких скоростях и с меньшим количеством разрывов,- диффузионная обработка осуществляется одновременно с отпуском проволоки, что ограничивает расходы на производство. Однако описанный в этом документе способ имеет следующие недостатки:a) Температура отпуска, которая необходима для обеспечения хорошей диффузии покрытия, не всегда точно соответствует темпера 001790 2 туре, которая необходима для получения достаточной прочности перед волочением.b) Механические свойства, полученные после отпуска, быстро изменяются с изменением температуры, которая возникает из-за неизбежного колебания режима работы систем подогрева. с) Прокаливаемость стали недостаточная,т.е. необходимо ее охлаждать с более высокой скоростью для того, чтобы получить полностью или практически полностью мартенситную структуру. В случае, если скорость охлаждения слишком медленная, то могут возникнуть вместо мартенситной фазы другие фазы, например,бейнитная фаза. Эта высокая скорость закалки создает большое осложнение в производстве. Вообще известно, что в способах производства деталей из мартенситных сталей добавление легирующего элемента, такого как ванадий или хром, позволяет улучшить прокаливаемость и прочность благодаря выделению карбонитридов и/или карбидов ванадия или хрома при отпуске. Однако обычно величины продолжительности обработки составляют несколько десятков минут, или же несколько часов для того, чтобы обеспечить выделение. Заявитель совершенно неожиданно обнаружил, что выделение карбонитридов и/или карбидов какого-либо легирующего элемента такого, как ванадий, молибден или хром может происходить быстрее в проволоках, диаметр которых меньше 3 мм, причем это выделение во время отпуска позволяет устранить вышеупомянутые недостатки а) и b), в то время как присутствие этих легирующих элементов во время закалки позволяет устранить вышеупомянутый недостаток с) и обеспечивает возможность осуществления более мягкой закалки. Таким образом, целью изобретения является создание катанки, предназначенной для производства готовой для использования проволоки, посредством деформации и термообработки,причем эта катанка отличается тем, что она изготовлена из микролегированной стали, содержание углерода в массовых процентах находится в пределах от 0,2% до 0,6%, кроме того сталь содержит, по меньшей мере, один легирующий элемент, выбранный из группы, состоящей из ванадия, молибдена и хрома, причем содержание легирующего элемента или набора легирующих элементов в стали находится в интервале значений 0,05 - 0,5 мас.%."Готовая для использования" металлическая проволока, полученная из катанки согласно изобретению, имеет следующие характеристики:a) она изготовлена из микролегированной стали, содержание углерода в которой находится в пределах 0,2 - 0,6 мас.%, причем эта сталь содержит кроме того, по меньшей мере, один легирующий элемент, выбранный из группы,состоящей из ванадия, молибдена и хрома, причем содержание легирующего элемента в стали 3 или набора легирующих элементов в стали находится в интервале значений 0,05 - 0,5 мас.%,b) эта сталь имеет структуру, состоящую практически полностью из отпущенного холоднодеформированного мартенсита;c) минимальный диаметр проволоки равен 0,10 мм, а максимальный диаметр равен 0,50 мм;d) минимальная прочность на разрыв проволоки равна 2800 МПа. Согласно предпочтительному варианту выполнения, "готовая для использования" проволока имеет покрытие из металлического сплава, отличающегося от стали, расположенное на подложке из микролегированной стали, имеющей вышеупомянутые характеристики. Способ, согласно изобретению, для производства этой "готовой для использования" проволоки включает следующие операции:a) в качестве исходной заготовки используют стальную катанку;b) эта катанка подвергается деформированию таким образом, чтобы после этой деформации диаметр был бы меньше 3 мм,c) деформирование прерывают и осуществляют термическую обработку деформированной проволоки, причем эта обработка заключается в том, что проволоку нагревают выше температуры AC3 превращения для того, чтобы обеспечить создание в ней однородной аустенитной структуры, затем ее охлаждают до температуры, по меньшей мере, МF практически до конца мартенситного превращения, при этом скорость этого охлаждения, по меньшей мере,равна 60 С/с таким образом, чтобы обеспечить структуру, состоящую практически полностью из мартенсита,d) затем нагревают проволоку до температуры, называемой температурой отпуска, минимальная величина которой равна 250 С, а максимальная величина равна 700 С таким образом,чтобы вызвать образование в стали осаждения,по меньшей мере, карбонитрида и/или карбида легирующего элемента или, по меньшей мере,одного легирующего элемента и образование структуры, состоящей практически полностью из отпущенного мартенсита,e) затем охлаждают проволоку практически, по меньшей мере, до температуры МF конца мартенситного превращения,f) затем деформируют проволоку, при этом минимальная степеньдеформации равна, по меньшей мере, 1. Согласно предпочтительному варианту после осуществления вышеупомянутого этапа с) на проволоку наносят, по меньшей мере, два металла, которые могут образовывать, в результате диффузии сплав, при этом вышеупомянутая микролегированная сталь служит таким образом подложкой, и осуществляемый во время вышеупомянутого этапа d) нагрев при температуре отпуска служит также для того, чтобы вызвать 4 образование сплава из этих металлов, например,латуни посредством диффузии. Изготовленная таким образом "готовая для использования" проволока может быть использована непосредственно в этом виде. Используя эту проволоку можно также изготавливать сборные изделия, например, ремни, тросы из проволоки, в частности, тросы, состоящие из слоев проволок, или тросы, состоящие из прядей проволок. Эта "готовая для использования" проволока или же сборные изделия, изготовленные из такой проволоки, могут быть использованы для усиления, например, таких изделий, как трубы,ремни, слои, покрышки пневматических шин. Изобретение поясняется следующими примерами выполнения. Определения и испытания 1. Динамометрические измерения Эти измерения прочности на разрыв осуществляются при растяжении согласно способу,описанному во французских нормах AFNOR NF А 03-151, введенных в июле 1978. 2. Деформация Для определения деформации представлена своей степеньюдеформации и определяется по формуле:= Ln(So/Sf).Ln обозначает натуральный логарифм, So первоначальное сечение проволоки перед этой деформацией и Sf - сечение проволоки после этой деформации. 3. Структура сталей Структура сталей определяется визуально с помощью оптического микроскопа при увеличении в 400 раз. Подготовка образцов посредством химического травления, а также исследование структур осуществлялись в соответствии со слeдующим документом. "De Ferri Metalloographia vol.II, A. Schader, A. Rose, EditionVerlay Stahleisen GmbH. Dusseldoft". 4. Определение точки Mf Точка конца мартенситного превращения Мf определяется в соответствии со следующим документом: Ferrous Physical Metallurgy, A.Kumar Sinha, Edition Butterworths 1989. Для этой цели используют следующее отношение: Мf = Мs -215 С с отношением: Мf = 539 - 423 x C%-30,4 x Mn % -17,7 х Ni % - 12,1 хCr % - 7,5 х Мо % - 7,5 Si + 10 х Со %, в котором С %, Мn %, Ni %, Cr %, Мо %, Si % и Со % представляют массовые проценты, т.е. массовые проценты химических веществ, условными обозначениями которых они являются. Мы принимаем то, что ванадий может быть использован в этой формуле и может обеспечить тот же самый результат, что и молибден, в то время, как в вышеупомянутых примерах известного уровня техники ванадий не указывался. 5. Твердость по Виккерсу Эта твердость также, как и способ, применяемый для ее определения, описаны во французских нормах AFNOR А 03-154. 6. Степень диффузии латуни Эта степень определяется с помощью дифракции рентгеновских лучей и посредством анода из кобальта (30 кВ, 30 мА). Определяют площадь максимальных значений фази(чистая медь определяется в смеси с фазой ) после отсоединения двух максимальных значений. Степень Тd диффузии представлена формулой: Тd = [площадь максимального значения/[площадь максимального значения+ площадь значения ]. Максимальное значениесоответствует приблизительно углу, равному 50, а максимальное значениесоответствует приблизительно углу, равному 51. Примеры В примерах используют четыре катанки с диаметром 5,5 мм, обозначенные буквами А, В,С и D, причем образцы катанки С и D выполнены согласно изобретению. Состав стали этих катанок приведен в нижеприведенной табл. 1. Проволока А, В Проволока С Проволока D Другие элементы этих катанок находятся в состоянии неизбежных примесей и в таких количествах, которые не учитываются. Значения МF и AC3 для этих катанок приводятся в табл. 2. Проволока А и В Проволока С Проволока D Значения АС 3 в градусах Цельсия даны по следующей формуле Andrews (JISI, июнь, 1967,страницы 721-727). АС 3 = 910-203' С% - 15,2 Ni% + 44,7 Si% + 104 V% + 31,5 Мо% - 30.Mn + 13,1 W% - 20Cu% + 700 Р% + 400 Аl% + 120 As% + 400 Ti%,в которой С%, Ni%, Si%, V%, Мо%, Мn%, W%,Cu%, Р%, Аl%, As% и Ti% представляют массовые проценты, условными обозначениями которых они являются. Следовательно, образцы проволоки А и В являются идентичными и не микролегированы,при этом образцы проволоки С и D микролегированные и отличаются друг от друга. Эти образцы проволоки подвергают волочению до диаметра 1,3 мм, при этом степеньдеформации равна 2,88. Затем эти четыре проволоки подвергаются закалке, включающей следующие операции:- быстрое охлаждение до температуры окружающей среды (около 20 С). Условия охлаждения следующие: Проволоку А, С и D охлаждают со скоростью 130 С/с, используя в качестве газа для закалки смесь водорода и азота (75 объемных % водорода, 25 объемных % азота). Проволоку В охлаждают со скоростью 180 С/с, используя чистый водород. Твердость по Виккерсу для каждого из полученных образцов проволоки A1, B1, C1 и D1,при этом каждая буква А, В, С и D обозначает упомянутую исходную катанку. Полученные значения приведены в табл. 3. Проволока A1 Проволока B1 650 685 Проволока Al не может быть использована из-за своей слишком низкой твердости, что вызвано тем, что ее структура не состоит только из мартенсита. Она содержит одновременно мартенсит и бейнит. Каждый образец проволоки B1, C1 и D1 состоит практически только из мартенсита, и его твердость по Виккерсу является удовлетворительной. Образцы проволоки C1 и D1, изготовленные из микролегированной стали производят с легко выполнимой закалкой (относительно низкая скорость, применение недорогой и безопасной газовой смеси) в то время, как способ производства проволоки B1 является трудно выполнимым и дорогим (высокая скорость закалки, осуществляемая с применением чистого водорода), хотя этот способ позволяет получить достаточную твердость, но которая, однако, ниже твердости образцов проволоки из микролегированной стали C1 и D1. Установлено, что ванадий позволяет улучшить прокаливаемость стали, т.е. он позволяет обеспечить образование только одной мартенситной фазы при закалке. Затем с помощью известного способа на три образца проволоки B1, C1 и D1 наносят посредством электролита слой меди, а затем слой цинка. Общее количество двух нанесенных металлов составляет 390 мг на 100 г каждого из образца проволоки, с 64 мас.% меди и 36 маc.% цинка. Таким образом изготавливают три проволоки В 2, С 2 и D2. После этого нагревают контрольный образец проволоки В 2, используя эффект ДжоуляЛенца, в течение 5 с каждый раз при трех температурах отпуска Тr (525 С, 590 С, 670 С), затем охлаждают до температуры окружающей среды (около 20 С) для того, чтобы определить влияние этой термической обработки на прочность Rm на разрыв и на степень Тd диффузии латуни, образованной в результате сплавления меди и цинка, в этом случае, для полученной таким образом проволоки В 3. Результаты приведены в табл. 4. Тr 525 С 590 С 670 С Отмечается, что при температуре 525 С степень Тd диффузии является недостаточной(менее 0,85), но что прочность на разрыв является более высокой, чем прочность на разрыв при других температурах. Очень хорошую диффузию латуни получают при обработке при температуре 670 С (диффузия больше 0,85), но прочность на разрыв значительно ниже прочности, достигаемой при температуре 525 С, и она недостаточна для того, чтобы обеспечить при последующем волочении высокую прочность на разрыв. При обработке при температуре 590 С прочность на разрыв немного выше, чем прочность на разрыв, достигаемая при температуре 670 С, а диффузия латуни несколько ниже, хотя и удовлетворяет требованиям, однако эта прочность также является недостаточной для того,чтобы обеспечить высокую прочность после волочения. С другой стороны, отмечается, что степень диффузии повышается при уменьшении прочности на разрыв, что является недостатком, так как на практике степень диффузии должна быть настолько высокой, насколько является более высокой прочность на разрыв для того, чтобы обеспечить возможность последующей деформации (например, деформации при волочении) без обрыва проволоки. Итак, здесь отмечают,что, напротив, деформируемость снижается при увеличении прочности на разрыв, что противоречит поставленной задаче. Два образца проволоки С 2 и D2, содержащие ванадий, нагревают до 590 С в течение только 5 с для обеспечения отпуска, затем охлаждают при температуре окружающей среды(около 20 С). Затем определяют степень Тd диффузии латуни и прочность Rm на разрыв полученных таким образом образцов проволоки С 3 и D3. Результаты приведены в табл.5. Проволока С 3 Проволока D3 Установлено, что в двух случаях степень диффузии латуни больше 0,9. Это значит, что диффузия очень хорошая и что прочность на разрыв также очень хорошая. Она значительно превышает прочность, полученную для контрольного образца В 3, когда диффузия латуни больше 0,9. Итак, наличие ванадия позволяет обеспечить неожиданным образом одновременно хорошую прочность на разрыв, благодаря образованию мелкодисперсных выделений кар 8 бонитридов и/или карбида ванадия, которые находились в растворе после периода закалки и это, несмотря на очень короткую продолжительность отпуска. Известно, что ванадий выделяется в сталях во время отпуска в течение очень больших продолжительностей от десяти минут до нескольких часов, но удивительно, что такое выделение осуществляется за такие короткие промежутки времени, которые меньше минуты, например,меньше 10 с. Затем образцы проволоки В 3, С 3 и D3 подвергают деформированию посредством волочения для того, чтобы получить конечный диаметр, равный приблизительно 0,18 мм, что соответствует степенидеформации, равной 4,и получают, таким образом, готовые для использования образцы В 4, С 4 и D4 проволоки,для которых определяют прочность Rm на разрыв. Результаты приведены в табл.6. Тr В 4 525 С В 4 590 С В 4 670 С С 4 590 С Значения Tr являются значениями, которые были указаны ранее для отпуска, значения Тd являются значениями, которые были указаны ранее и которые были определены после операции нанесения латунного покрытия перед волочением, причем значения Тd практически не изменяются при волочении. Отмечается, что образцы С 4 и D4 проволоки, выполненные согласно изобретению и, следовательно, полученные с помощью способа,согласно изобретению, характеризуются одновременно хорошей степенью диффузии латуни(превышающей 0,9) и отличной прочностью на разрыв (превышающей 2900 МПа). Контрольные образцы В 4 проволоки имеют значения прочности на разрыв, которые значительно ниже значений прочности на разрыв образцов С 4 и В 4 проволоки, выполненных согласно изобретению, за исключением проволоки В 4, которая была сперва обработана при температуре отпуска, равной 525 С, но тогда степень диффузии латуни является недостаточной (меньше 0,85),т.е. это означает, что волочение трудно осуществимо и приводит к частым обрывам проволоки при ее деформации, что значительно затрудняет производство проволоки, чем в случае образцов С 4 и D4 проволоки, выполненных, согласно изобретению. В описанных примерах выполнения изобретения используют ванадиевую сталь, однако изобретение применяется также в вариантах, в которых используют, по меньшей мере, один из металлов, таких как молибден и хром и в вариантах, в которых используют, по меньшей мере, 9 два из металлов, которые выбирают из группы,состоящей, из ванадия, молибдена и хрома. Катанка, которую используют для осуществления изобретения, изготовляется таким же способом, который обычно используют для производства катанки, предназначенной для переработки "в готовую для использования" тонкую проволоку, применяемую для усиления покрышек пневматических шин. Начинают таким образом от ванны расплавленной стали, имеющей состав, указанный для катанки, согласно изобретению. Эта сталь производится сперва в электропечи или в кислородном конверте, затем раскисляется в ковше с помощью окислителя, такого как кремний,который не может вызвать образование включений оксида алюминия. Затем вводят ванадий в ковш навалом в виде кусков феррованадия, добавляя его в металлическую ванну. В случае использования в качестве легирующего элемента хрома или молибдена, процесс выполняется аналогичным образом. После завершения приготовления ванны стали осуществляют непрерывную разливку стали в виде болванок или блюмов. Эти полуфабрикаты подвергаются затем прокатке согласно известному способу производства катанки, диаметр которой равен 5,5 мм, сперва прокатывают в виде болванок, если используют блюмы, или же производят непосредственно катанку, если используют болванки. Выполненные катанки, согласно предпочтительному варианту изобретения, обеспечивают достижение, по меньшей мере, одной из следующих характеристик:- сталь соответствует следующим отношениям: 0,3%Мn 0,6%; 0,1%Si0,3%; Р 0,02%; S0,02% (мас.%);- содержание легирующего элемента или набора легирующих элементов составляет 0,3 мас.% стали;"Готовая для использования" проволока,изготовленная согласно предпочтительному варианту изобретения из катанки, изготовленной согласно изобретению, имеет следующие характеристики:- минимальная прочность на разрыв равна 2900 МПа;- минимальный диаметр равен 0,15 мм, а максимальный диаметр равен 0,40 мм. Выполнение способа обработки катанки для изготовления согласно изобретению вышеупомянутой "готовой для использования" проволоки обеспечивает достижение, по меньшей мере, одной из нижеследующих характеристик:- содержание углерода в стали катанки находится в пределах 0,3%-0,5% (мас.%), причем- сталь используемой катанки соответствует следующим отношениям: 0,3%Mn0,6%; 0,1% Si0,3%; Р 0,02%; S 0,02% (мас.%),- содержание легирующего элемента или набора легирующих элементов в стали катанки равно 0,3 мас.% этой стали;- скорость охлаждения при закалке меньше 150 С/с,- минимальная температура отпуска равна 400 С, а максимальная температура равна 650 С;- после нагревания проволоки до температуры отпуска ее охлаждают до температуры окружающей среды;- минимальная степеньдеформации после отпуска равна 3. В вышеупомянутых вариантах деформация проволоки осуществлялась с помощью волочения, однако можно применять и другие способы, например, прокатку в случае необходимости в комбинации с волочением, по меньшей мере,для одной из операций деформирования. Конечно, изобретение не ограничивается вышеописанными вариантами выполнения. Так,например, катанка, выполненная согласно изобретению, может быть использована для изготовления "готовой для использования" проволоки, подложка которой состоит из стали, покрытой другим сплавом, а не латунью, причем этот сплав может быть получен из двух или большего количества металлов, например, из трехкомпонентных сплавов, таких как (медь-цинкникель), (медь-цинк-олово). Основное требование, которому должны отвечать применяемые металлы, заключается в том, что они могли бы образовывать сплав в результате диффузии при температуре, не превышающей температуру отпуска. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Катанка, предназначенная для производства металлической "готовой для использования" проволоки, усиливающей детали из пластмасс или резины, посредством деформирования и термообработки, отличающаяся тем, что она изготовлена из микролегированной стали, в которой массовое содержание углерода находится в пределах от 0,2 до 0,6%, причем сталь содержит кроме того, по меньшей мере, один легирующий элемент, выбранный из группы, состоящей из ванадия, молибдена и хрома, при этом содержание легирующего элемента или набора упомянутых элементов находится в интервале значений 0,05-0,5 маc.%, и тем, что она представляет собой проволоку круглого поперечного сечения диаметром, существенно меньшим 3 мм до вышеупомянутого деформирования и термообработки. 2. Катанка по п.1, отличающаяся тем, что массовое содержание углерода находится в пределах от 0,3 до 0,5 маc.%. 3. Катанка по п.2, отличающаяся тем, что массовое содержание углерода составляет примерно 0,4 маc.%. 4. Катанка по любому из пп.1-3, отличающаяся тем, что сталь, из которой она изготовлена, дополнительно содержит марганец и обыч 12 ные примеси Si, P, S при следующем весовом соотношении компонентов в маc.%: Мn 0,3; 0,1Si0,3; Р 0,02; S0,02. 5. Катанка по любому из пп.1-4, отличающаяся тем, что содержание легирующего элемента или набора легирующих элементов в стали, из которой она изготовлена, составляет 0,3 маc.%.
МПК / Метки
МПК: C21D 1/19, C22C 38/12
Метки: усиливающего, использования, элемента, катанка, качестве, приспособленная
Код ссылки
<a href="https://eas.patents.su/7-1790-katanka-prisposoblennaya-dlya-ispolzovaniya-v-kachestve-usilivayushhego-elementa.html" rel="bookmark" title="База патентов Евразийского Союза">Катанка, приспособленная для использования в качестве усиливающего элемента</a>
Рамный элемент для использования в качестве модульного элемента конструкции зданий, а также способ изготовления такого рамного элемента
Номер патента: 1288
Опубликовано: 25.12.2000
Автор: Вайссингер Карл-Хайнц
МПК: E04C 2/38, E04B 1/343
Метки: качестве, конструкции, элемента, модульного, также, элемент, такого, изготовления, рамного, рамный, способ, зданий, использования
Формула / Реферат:
1. Способ изготовления рамного элемента, предназначенного для применения в качестве модульного элемента конструкции зданий или иных аналогичных сооружений и строений и имеющего по длине и ширине точно заданные габаритные размеры, но изготавливаемого из брусьев, представляющих собой имеющие большой разброс размеров и неточные размеры деревянные балки, деревянные доски или бруски из природного камня, при осуществлении которого два расположенных...
Соединения, полезные для использования в качестве нейрозащитных средств
Номер патента: 1713
Опубликовано: 27.08.2001
Авторы: Панетта Джилл Э., Хайнц Лоренс Дж., Шэдл Джон К., Филлипс Майкл Л.
МПК: C07D 271/12, A61K 31/427, A61P 25/16...
Метки: нейрозащитных, использования, полезные, средств, качестве, соединения
Формула / Реферат:
1. Соединение формулы (III) где Аr представляет фенил, пиридил, тетрагидронафтил, бензофуранил или хроманил, замещенный заместителями в количестве от нуля до двух, выбранными из группы, состоящей из -(C1-C6)алкила, гидрокси и галогена; и замещенный либо (i) одним или двумя заместителями, выбранными из группы, состоящей из -O(CH2)tR6, и -(С1-С6алкил)R6; либо (ii) двумя заместителями, которые, когда они взяты вместе с атомами углерода, к...
Устройство крепления элемента, подверженного воздействию текучей среды под давлением
Номер патента: 261
Опубликовано: 25.02.1999
Авторы: Айхер Йоахим, Гезер Йоханес
МПК: B05B 1/00
Метки: давлением, элемента, подверженного, воздействию, крепления, среды, устройство, текучей
Формула / Реферат:
1. Устройство для крепления элемента, подверженного воздействию текучей среды под давлением, содержащее держатель (1, 8), фасонную деталь (5) и элемент (6), подверженный воздействию текучей среды под давлением, отличающееся тем, что:- держатель (1, 8) выполнен с расположенным внутри него элементом (6), подверженным воздействию текучей среды под давлением, соприкасающийся с этим элементом на его стороне низкого давления,- фасонная деталь (5)...
Способ и устройство для формования удлиненного трубного металлического элемента
Номер патента: 1686
Опубликовано: 25.06.2001
Автор: Хортон Фрэнк А.
МПК: B21D 26/02
Метки: металлического, устройство, удлиненного, формования, трубного, элемента, способ
Формула / Реферат:
1. Способ формования удлиненного трубного металлического элемента, имеющего такую конфигурацию поперечного сечения, которая имеет первый размер поперечного сечения, превышающий второй размер поперечного сечения, главным образом ортогональный к первому размеру поперечного сечения, по всей длине указанного элемента, причем при осуществлении указанного способа используют блок штампа, который содержит первый и второй узлы штампа, имеющие...
Геометрия дна бутылок многоразового использования из полиэтилентерефталата
Номер патента: 144
Опубликовано: 29.10.1998
Автор: Зойль Андреас
МПК: B65D 1/02, B29C 49/18
Метки: дна, многоразового, бутылок, использования, геометрия, полиэтилентерефталата
Формула / Реферат:
1. Способ выполнения дна емкости многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с использованием дутьевой формы, отличающийся тем, что в дутьевой форме осуществляют формование дна емкости, при котором ему придают форму усеченного конуса с практически прямолинейной образующей, затем емкость отделяют от дутьевой формы и выдерживают ее до тех пор, пока ее дно не примет форму, существенно отличную от усеченного...
Предыдущий патент: Выделенные, по существу очищенные, поверхностные антигены белковой природы neisseria meningitidis и neisseria gonorrhoeae, их фрагменты и последовательности днк
Следующий патент: Композиция для очистки зубов
Случайный патент: Комбинированная мебель для сидения и лежания, содержащая встроенную ёмкость для хранения предметов