Геометрия дна бутылок многоразового использования из полиэтилентерефталата
Формула / Реферат
1. Способ выполнения дна емкости многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с использованием дутьевой формы, отличающийся тем, что в дутьевой форме осуществляют формование дна емкости, при котором ему придают форму усеченного конуса с практически прямолинейной образующей, затем емкость отделяют от дутьевой формы и выдерживают ее до тех пор, пока ее дно не примет форму, существенно отличную от усеченного конуса.
2. Способ по п.1, отличающийся тем, что полученное после первого этапа формования дно емкости дополнительно подвергают формованию во второй дутьевой форме, во время которого дну придают форму двух сопряженных участков сферической поверхности, один из которых имеет радиус r1 , направленный внутрь емкости, а другой имеет радиус r2, направленный противоположно первому.
3. Способ по п.2, отличающийся тем, что используют вторую дутьевую форму, у которой первый радиус r1 больше, чем второй радиус r2.
4. Способ по любому из пп.1-3, отличающийся тем, что при первом формовании дутьем используют форму, у которой образующая боковой поверхности усеченного конуса имеет угол от 40 до 70° относительно оси емкости.
5. Способ по п.4, отличающийся тем, что указанная образующая боковой поверхности усеченного конуса образует угол 60° с осью емкости.
6. Способ по любому из пп.1-5, отличающийся тем, что используют донную форму из металла.
7. Способ по любому из пп.2-6, отличающийся тем, что центральной зоне дна емкости в процессе усадки придают выпуклую форму.
8. Способ по любому из пп.1-6, отличающийся тем, что центральной зоне дна емкости придают плоскую форму, а на нижней стороне боковой поверхности выполняют проходящее по окружности опорное кольцо.
9. Способ изготовления бутылок многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с помощью дутьевого формования, содержащих донное опорное кольцо, отличающийся тем, что первое формование бутылочной формы осуществляют на обращенном внутрь бутылки усеченном конусе, сформованную бутылку с дном в форме усеченного конуса извлекают из дутьевой формы или оставляют в дутьевой форме и подвергают усадке до тех пор, пока в поперечном сечении дна бутылки не получат волнистость, точка перегиба которой аксиально располагается выше донного опорного кольца, и пока не будут сняты внутренние напряжения.
10. Устройство для изготовления бутылок многоразового пользования из пластмассы, в частности из полиэтилентерефталата, содержащее первую и вторую дутьевые формы, установочное устройство для открывания первой дутьевой формы, нагревательное устройство для нагревания пластмассовой заготовки до высокой температуры, напорное устройство для формования под повышенным давлением пластмассовой заготовки на дне первой дутьевой формы, причем установочное устройство выполнено с возможностью открывания первой дутьевой формы и обеспечения усадки промежуточной емкости, сформованной в первой дутьевой форме, отличающееся тем, что первая дутьевая форма имеет дно в форме усеченного конуса, а вторая дутьевая форма имеет по существу куполообразное дно.
11. Устройство по п.10, отличающееся тем, что дно или днища дутьевой формы или форм выполнены из металла.
Текст
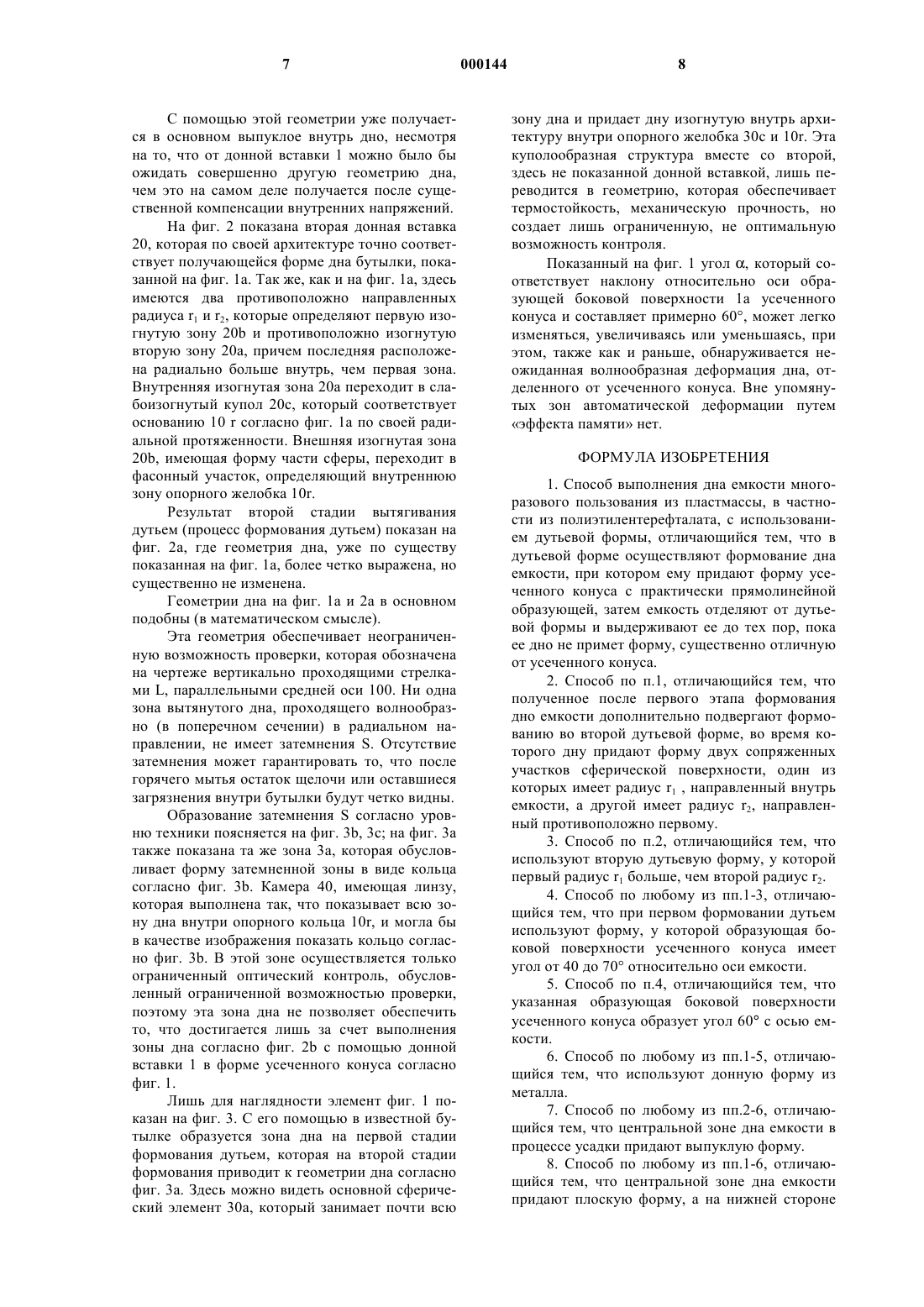
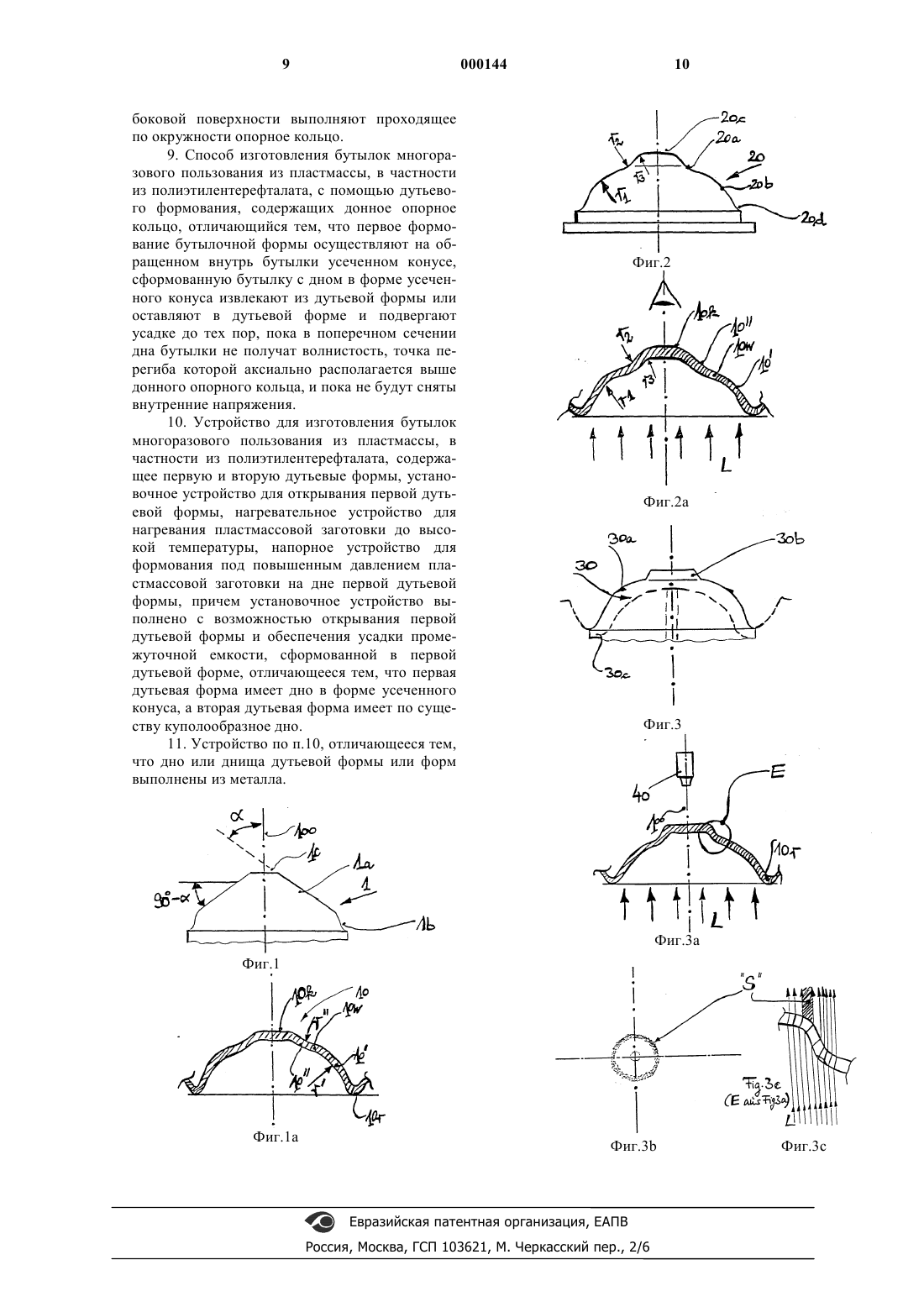
1 Изобретение касается способа выполнения дна емкости из пластмассы, способа изготовления бутылок из пластмассы, а также устройства для его осуществления. Пластмассовые емкости многоразового пользования, в частности бутылки, обычно изготавливают из полиэтилентерефталата, который образует стенки бутылки в один или несколько слоев. Эти пластмассовые бутылки должны подвергаться горячему мытью, но не должны претерпевать ощутимых изменений их геометрии при температуре выше 60 С или 75 С. Указанная температура относится к температуре моющей жидкости, при которой бутылки должны оставаться термостойкими; незначительные геометрические деформации, которые могут ухудшать механическую стабильность и прочность, являются допустимыми. В зоне дна бутылки должны быть более устойчивыми и стабильными к внутреннему давлению. Эта стабильность обусловлена потребительскими требованиями. Другая стабильность, упомянутая выше, относится к термостойкости при горячем мытье бутылок, т.е. является условием многоразового их использования. Дополнительное свойство придается только зоне дна, которая должна быть контролируемой, под этим специалисты в этой области понимают ничем не ограниченный оптический просмотр зоны дна вдоль оси бутылки. На эту проверку дна не должны влиять затемнения и другие преломления света, так как в противном случае невозможен визуальный контроль пустой бутылки с помощью камеры или глазами. Из выложенной заявки ФРГ DE-OS 2626848 известны способы выполнения дна емкости из пластмассы и изготовления бутылок из пластмассы с использованием дутьевых форм. В том случае, когда бутылки имеют геометрию дна, выпуклую наружу, преимущественно полукруглую геометрию дна, надежно устойчивая поверхность достигается за счет того, что по периметру устанавливают опорное кольцо из пластмассы. При таком решении возможность проверки уменьшается, потому что пластмассовое основание бутылки, обеспечивающее радиальное вытягивание нижней части бутылки, оптически не просматривается. Функционально оно имеет такую геометрию, которая даже при его оптически просматриваемом выполнении не позволила бы осуществить не затемненную проверку по всему объему через дно в пустом состоянии. Задачей изобретения является разработка способов выполнения дна емкости из пластмассы и изготовления бутылок многоразового пользования из пластмассы, которые обеспечивают создание такой геометрии дна бутылок из пластмассы, благодаря которой бутылка становится как термостойкой, так и лишенной эффекта затемнения, т.е. может быть проверена по 2 всему объему, чтобы прежде чем заполнить бутылку можно было надежно и достоверно убедиться, что в емкости по всему объему не имеется остатков щелочного раствора (после очистки) или инородных предметов. При этом не должно быть никаких ограничений по диаметру дна в отношении возможности проверки. Поставленная задача решается тем, что в способе выполнения дна емкости многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с использованием дутьевой формы согласно изобретению в дутьевой форме осуществляют формование дна емкости,при котором ему придают форму усеченного конуса с практически прямолинейной образующей боковой поверхности. Затем емкость отделяют от дутьевой формы и выдерживают ее до тех пор, пока ее дно не примет форму, существенно отличную от усеченного конуса. Целесообразно полученное после первого этапа формования дно емкости дополнительно подвергать формованию во второй дутьевой форме, во время которого дну придают форму двух сопряженных участков сферической поверхности, один из которых имеет радиус r1,направленный внутрь емкости, а другой имеет радиус r2, направленный противоположно первому. Предпочтительно использовать вторую дутьевую форму, у которой первый радиус r1 больше, чем второй радиус r2. Целесообразно при первом формовании дутьем использовать форму, у которой образующая боковой поверхности усеченного конуса имеет угол от 40 до 70 относительно оси емкости. При этом желательно, чтобы указанная образующая боковой поверхности усеченного конуса образовывала угол 60 с осью емкости. Предпочтительно использовать донную форму из металла. Целесообразно центральной зоне дна емкости в процессе усадки придавать выпуклую форму. Центральной зоне дна емкости можно придать плоскую форму, а на нижней стороне боковой поверхности выполнить проходящее по окружности опорное кольцо. Поставленная задача решается также тем,что в способе изготовления бутылок из пластмассы, в частности из полиэтилентерефталата с помощью дутьевого формования, содержащих донное опорное кольцо согласно изобретению первое формование бутылочной формы осуществляют на обращенном внутрь бутылки усеченном конусе, сформованную бутылку с дном в форме усеченного конуса извлекают из дутьевой формы или оставляют в дутьевой форме и подвергают усадке до тех пор, пока в поперечном сечении дна бутылки не получат волнистость, точка перегиба которой аксиально рас 3 полагается выше донного опорного кольца, и пока не будут сняты внутренние напряжения. Из выложенной заявки ФРГ DE-OS 2626848 известно также устройство для изготовления бутылок из пластмассы, в частности,из полиэтилентерефталата, содержащее первую и вторую дутьевые формы, установочное устройство для открывания первой дутьевой формы, нагревательное устройство для нагревания пластмассовой заготовки до высокой температуры, напорное устройство для формования под повышенным давлением пластмассовой заготовки на дне первой дутьевой формы, причем установочное устройство выполнено с возможностью открывания первой дутьевой формы и обеспечения усадки промежуточной емкости,сформованной в первой дутьевой форме. Задачей изобретения является также создание устройства для изготовления бутылок многоразового пользования из пластмассы, в частности из полиэтилентерефталата, вышеупомянутым способом, которое обеспечивало бы помимо прочего повышение экономичности производства. Указанная задача решается тем, что в устройстве для изготовления бутылок из пластмассы, в частности из полиэтилентерефталата, содержащем первую и вторую дутьевые формы,установочное устройство для открывания первой дутьевой формы, нагревательное устройство для нагревания пластмассовой заготовки до высокой температуры, напорное устройство для формования под повышенным давлением пластмассовой заготовки на дне первой дутьевой формы, причем установочное устройство выполнено с возможностью открывания первой дутьевой формы и обеспечения усадки промежуточной емкости, сформованной в первой дутьевой форме согласно изобретению первая дутьевая форма имеет дно в форме усеченного конуса, а вторая дутьевая форма имеет по существу куполообразное дно. Предпочтительно дно или днища дутьевой формы или форм выполнять из металла. Окончательную архитектуру дно бутылки приобретает после удаления донной вставки,имеющей форму усеченного конуса с практически прямолинейной образующей боковой поверхности или после усадки, которая вызывает отделение этой вставки. При этом неожиданно было установлено, что получающаяся после удаления или усадки волнообразная конфигурация дна уже является формой дна, которая позволяет производить полную оптическую проверку без затемнений изображения при одновременном обеспечении термостойкости. Такая геометрия дна имеет в поперечном сечении волнообразную форму, т.е. имеет направленный внутрь бутылки первый изгиб r', который в основном имеет форму шарового сегмента, и второй, направленный наружу изгиб r, который примыкает к первому изгибу r'. 4 Радиально снаружи от первого изгиба выполнено опорное кольцо дна, на котором бутылка может устойчиво стоять. Неожиданный эффект изобретения основывается на том, что в прямолинейной зоне дна используется "эффект памяти", который автоматически придает дну волнообразную форму после удаления поддерживающего его усеченного конуса с прямолинейной образующей, причем дно, в основном, свободно от внутренних напряжений. При этом конфигурация дна отличается от конфигурации формирующего его усеченного конуса; форма дна и форма, образующая дно, являются отчетливо различными. Первая имеет волнообразную, а вторая - боковую поверхность, образованную прямолинейной образующей. На второй стадии формования дутьем это уже выполненное волнообразным дно может еще уточняться, когда оно заново формуется дутьем на вставке второй дутьевой формы. При этом вставка дутьевой формы имеет в основном такую же форму, что и дно, которое образуется после первой стадии формования дутьем и удаления вставки, имеющей форму усеченного конуса, так, что имеют место лишь незначительные деформации. Между обоими изгибами дна, получающегося после первого формования дутьем, находится точка перегиба, которая известным образом смещена внутрь, вследствие чего получается, что первый (внешний) изгиб выражен более четко, чем второй (внутренний) изгиб геометрии дна. Соответственно выполнена также вторая донная вставка/ тогда как боковая поверхность первой донной вставки выполнена для первого формования дутьем преимущественно прямолинейной (или плоской). Угол, под которым расположена боковая поверхность усеченного конуса, может составлять 40-70, предпочтительно 60. Дно первой дутьевой формы, имеющее форму усеченного конуса, может быть выполнено в виде вставки, но оно может быть выполнено также как одно целое с дутьевой формой. Процесс двухступенчатого формования дутьем, который уже упоминался, относится к заготовке, которая формуется под давлением на первой стадии формования дутьем в первой форме с образованием промежуточной емкости. Промежуточная емкость может быть заметно больше, чем окончательно изготовленная емкость. Промежуточная емкость путем усадки доводится до размера ниже того, который намереваются получить. Во второй форме промежуточная емкость, полученная после усадки, приобретает свою окончательную форму. Однако дно сохраняет форму, математически подобную волнообразной форме, что означает изменение размеров, вызванных усадкой, но при этом сохраняет идентичность конфигурации. 5 Обе стадии формования дутьем могут быть проведены таким образом, что бутылки или промежуточные емкости для каждого формования дутьем размещают с возможностью съема на соответствующих накопительных колесах так, что они могут просто формоваться и постоянно охлаждаться. Помимо того, что неожиданно достигается получение полностью проверяемой геометрии дна, имеющего форму усеченного конуса, также появляется возможность экономии пластмассы. Первые расчеты показали, что может экономиться до 10% материала, если емкость выполнена с прямолинейным участком дна соответственно усеченному конусу дна дутьевой формы и после удаления этого дна деформируется самостоятельно и без дальнейших воздействий на архитектуру дна, в основном уже имеющую ту конфигурацию, которая позже, после формования второй донной вставки, должна получиться в окончательно изготовленной бутылке. Таким образом могут исключаться дорогостоящие пластические формообразования геометрии дна как для обеспечения термостойкости, устойчивости,так и для возможности полной проверки без затемнений, вследствие чего исключаются дополнительные изгибы и волны. Поэтому искусственная компенсация напряжений является излишней. Особенно высокая экономия материала достигается с помощью данного изобретения,если имевшие место ранее более толстые днища бутылок из пластмассы будут выполняться более тонкими и при этом сохраняется термостойкость в зоне дна. Далее изобретение поясняется и дополняется несколькими примерами выполнения. На фиг. 1 показан пример выполнения дна 1 в форме усеченного конуса с прямолинейной боковой поверхностью 1 а и зоной 1b кольцевого сужения, проходящей по всему нижнему концу,и верхним плоским основанием 1 с. На фиг. 1 а показан элемент согласно фиг. 1. Это часть бутылки из полиэтилентерефталата,идущая снизу вверх вдоль оси 100, а именновыпуклой внутрь зоны 10 дна, которая на нижнем конце имеет кольцевую или прямолинейную опорную поверхность 10r. От этой опорной поверхности проходит вверх внешняя стенка бутылки, которая здесь не представлена. На фиг. 2 показана вторая донная вставка или вторая донная форма 20, которая выполнена с контуром верхней поверхности, имеющим форму купола или колокола и точно соответствует форме 10 дна, показанной на фиг. 1 а. На фиг. 2 а показана геометрия дна бутылки после ее формования дутьем на дне 20 формы, показанной на фиг. 2, причем уже видимая на фиг. 1 а волнообразная геометрия 10', 10,10w здесь имеет явную волнообразную геометрию 10' и 10 при неизменной точке перегиба 10w. 6 На фиг. 3 представлен уровень техники,согласно которому донная вставка 30 формы четко изогнута в форме купола, чтобы во время первого формования дутьем придать бутылке уже четко выраженную куполообразную форму. На фиг. 3 а показана геометрия дна, полученная после усадки емкости, снятой с донной вставки согласно фиг. 3 и новой дутьевой формы (второй дутьевой формы), при этом на фиг. 3b и 3 с выделена зона Е. На фиг. 3b и 3 с наглядно показан осевой вид L по оси 100 согласно фиг. 3 а и часть поперечного сечения согласно фиг.3 а, которая там обозначена буквой Е. Здесь заметны образования затемнений, которые возникают в геометрии дна, на первое формование которой отчетливо влияет донная вставка по фиг.3. На фиг. 1 под угломк вертикали (ось 100 бутылки) показана боковая поверхность 1 а, которая образована, в основном, прямолинейной образующей. Донная вставка 1 формы имеет на внутреннем конце образованной прямолинейной образующей боковой поверхности плоское основание 1 с, которое проходит горизонтально. На нижнем внешнем конце образованной прямолинейной образующей боковой поверхности 1 а показан кольцеобразный сужающийся участок 1b, который служит для выполнения кольцеобразной опорной поверхности 10r. Первое формование дутьем вызывает прижим участка дна заготовки к донной вставке 1, имеющей форму усеченного конуса, как показано на фиг. 1. Так получается образованный преимущественно прямолинейной образующей участок дна,проходящий в основном под углом , который после усадки бутылки или отделения бутылки от дна дутьевой формы согласно фиг. 1 самостоятельно изменяется в плане геометрии дна и без внешнего воздействия, как показано на фиг.1. Эта геометрия дна возникает совершенно неожиданно на основе действия внутренних напряжений после первого формования, так называемого "эффекта памяти" заготовки после дутья вытягиванием, когда благодаря внутреннему напряжению, наклонная боковая поверхность приобретает волнообразную форму. На чертеже можно видеть, что геометрия имеет волнообразную в поперечном сечении архитектуру, у которой первый, внешний изгиб 10' выполнен с радиусом r' , при этом изгиб выполнен направленным внутрь от опорного желобка 10r или кольцевой опорной поверхности 10r. Изгиб 10' сопрягается с точкой перегиба 10w, от которой отходит противоположно направленный изгиб 10 с меньшим радиусом r,который переходит в дискообразное основание 10k. Основание может быть плоским или слегка выпуклым. Плавный переход от верхнего изгибаr2 к основанию достигается с помощью третьего изгиба r3. 7 С помощью этой геометрии уже получается в основном выпуклое внутрь дно, несмотря на то, что от донной вставки 1 можно было бы ожидать совершенно другую геометрию дна,чем это на самом деле получается после существенной компенсации внутренних напряжений. На фиг. 2 показана вторая донная вставка 20, которая по своей архитектуре точно соответствует получающейся форме дна бутылки, показанной на фиг. 1 а. Так же, как и на фиг. 1 а, здесь имеются два противоположно направленных радиуса r1 и r2, которые определяют первую изогнутую зону 20b и противоположно изогнутую вторую зону 20 а, причем последняя расположена радиально больше внутрь, чем первая зона. Внутренняя изогнутая зона 20 а переходит в слабоизогнутый купол 20 с, который соответствует основанию 10 r согласно фиг. 1 а по своей радиальной протяженности. Внешняя изогнутая зона 20b, имеющая форму части сферы, переходит в фасонный участок, определяющий внутреннюю зону опорного желобка 10r. Результат второй стадии вытягивания дутьем (процесс формования дутьем) показан на фиг. 2 а, где геометрия дна, уже по существу показанная на фиг. 1 а, более четко выражена, но существенно не изменена. Геометрии дна на фиг. 1 а и 2 а в основном подобны (в математическом смысле). Эта геометрия обеспечивает неограниченную возможность проверки, которая обозначена на чертеже вертикально проходящими стрелками L, параллельными средней оси 100. Ни одна зона вытянутого дна, проходящего волнообразно (в поперечном сечении) в радиальном направлении, не имеет затемнения S. Отсутствие затемнения может гарантировать то, что после горячего мытья остаток щелочи или оставшиеся загрязнения внутри бутылки будут четко видны. Образование затемнения S согласно уровню техники поясняется на фиг. 3b, 3 с; на фиг. 3 а также показана та же зона 3 а, которая обусловливает форму затемненной зоны в виде кольца согласно фиг. 3b. Камера 40, имеющая линзу,которая выполнена так, что показывает всю зону дна внутри опорного кольца 10r, и могла бы в качестве изображения показать кольцо согласно фиг. 3b. В этой зоне осуществляется только ограниченный оптический контроль, обусловленный ограниченной возможностью проверки,поэтому эта зона дна не позволяет обеспечить то, что достигается лишь за счет выполнения зоны дна согласно фиг. 2b с помощью донной вставки 1 в форме усеченного конуса согласно фиг. 1. Лишь для наглядности элемент фиг. 1 показан на фиг. 3. С его помощью в известной бутылке образуется зона дна на первой стадии формования дутьем, которая на второй стадии формования приводит к геометрии дна согласно фиг. 3 а. Здесь можно видеть основной сферический элемент 30 а, который занимает почти всю 8 зону дна и придает дну изогнутую внутрь архитектуру внутри опорного желобка 30 с и 10r. Эта куполообразная структура вместе со второй,здесь не показанной донной вставкой, лишь переводится в геометрию, которая обеспечивает термостойкость, механическую прочность, но создает лишь ограниченную, не оптимальную возможность контроля. Показанный на фиг. 1 угол , который соответствует наклону относительно оси образующей боковой поверхности 1 а усеченного конуса и составляет примерно 60, может легко изменяться, увеличиваясь или уменьшаясь, при этом, также как и раньше, обнаруживается неожиданная волнообразная деформация дна, отделенного от усеченного конуса. Вне упомянутых зон автоматической деформации путем эффекта памяти нет. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ выполнения дна емкости многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с использованием дутьевой формы, отличающийся тем, что в дутьевой форме осуществляют формование дна емкости, при котором ему придают форму усеченного конуса с практически прямолинейной образующей, затем емкость отделяют от дутьевой формы и выдерживают ее до тех пор, пока ее дно не примет форму, существенно отличную от усеченного конуса. 2. Способ по п.1, отличающийся тем, что полученное после первого этапа формования дно емкости дополнительно подвергают формованию во второй дутьевой форме, во время которого дну придают форму двух сопряженных участков сферической поверхности, один из которых имеет радиус r1 , направленный внутрь емкости, а другой имеет радиус r2, направленный противоположно первому. 3. Способ по п.2, отличающийся тем, что используют вторую дутьевую форму, у которой первый радиус r1 больше, чем второй радиус r2. 4. Способ по любому из пп.1-3, отличающийся тем, что при первом формовании дутьем используют форму, у которой образующая боковой поверхности усеченного конуса имеет угол от 40 до 70 относительно оси емкости. 5. Способ по п.4, отличающийся тем, что указанная образующая боковой поверхности усеченного конуса образует угол 60 с осью емкости. 6. Способ по любому из пп.1-5, отличающийся тем, что используют донную форму из металла. 7. Способ по любому из пп.2-6, отличающийся тем, что центральной зоне дна емкости в процессе усадки придают выпуклую форму. 8. Способ по любому из пп.1-6, отличающийся тем, что центральной зоне дна емкости придают плоскую форму, а на нижней стороне боковой поверхности выполняют проходящее по окружности опорное кольцо. 9. Способ изготовления бутылок многоразового пользования из пластмассы, в частности из полиэтилентерефталата, с помощью дутьевого формования, содержащих донное опорное кольцо, отличающийся тем, что первое формование бутылочной формы осуществляют на обращенном внутрь бутылки усеченном конусе,сформованную бутылку с дном в форме усеченного конуса извлекают из дутьевой формы или оставляют в дутьевой форме и подвергают усадке до тех пор, пока в поперечном сечении дна бутылки не получат волнистость, точка перегиба которой аксиально располагается выше донного опорного кольца, и пока не будут сняты внутренние напряжения. 10. Устройство для изготовления бутылок многоразового пользования из пластмассы, в частности из полиэтилентерефталата, содержащее первую и вторую дутьевые формы, установочное устройство для открывания первой дутьевой формы, нагревательное устройство для нагревания пластмассовой заготовки до высокой температуры, напорное устройство для формования под повышенным давлением пластмассовой заготовки на дне первой дутьевой формы, причем установочное устройство выполнено с возможностью открывания первой дутьевой формы и обеспечения усадки промежуточной емкости, сформованной в первой дутьевой форме, отличающееся тем, что первая дутьевая форма имеет дно в форме усеченного конуса, а вторая дутьевая форма имеет по существу куполообразное дно. 11. Устройство по п.10, отличающееся тем,что дно или днища дутьевой формы или форм выполнены из металла.
МПК / Метки
МПК: B65D 1/02, B29C 49/18
Метки: полиэтилентерефталата, геометрия, использования, бутылок, многоразового, дна
Код ссылки
<a href="https://eas.patents.su/6-144-geometriya-dna-butylok-mnogorazovogo-ispolzovaniya-iz-polietilentereftalata.html" rel="bookmark" title="База патентов Евразийского Союза">Геометрия дна бутылок многоразового использования из полиэтилентерефталата</a>
Защитное устройство для предотвращения несанкционированного использования программного продукта на компьютере
Номер патента: 34
Опубликовано: 26.02.1998
Авторы: Маргалит Дэни, Маргалит Янки
МПК: G06F 12/14
Метки: защитное, устройство, предотвращения, программного, несанкционированного, компьютере, продукта, использования
Формула / Реферат:
1. Защитное устройство для предотвращения несанкционированного использования программного продукта на компьютере, содержащее электронный блок, предназначенный для подключения, по крайней мере, к части выводов входного и/или выходного соединителей, которые служат для соединения интерфейса компьютера с периферийным оборудованием, и включающий в себя накопитель энергии, соединённый, по крайней мере, с одним из выводов входного и/или выходного...