Электроискровой способ нанесения толстослойных покрытий повышенной сплошности
Номер патента: 17066
Опубликовано: 28.09.2012
Авторы: Бурумкулов Фархад Хикматович, Иванов Валерий Игоревич, Денисов Вячеслав Александрович
Формула / Реферат
1. Способ электроискрового нанесения толстослойных покрытий повышенной сплошности с использованием электродных материалов, создающих с материалом основы неограниченные твердые растворы и обладающих пониженной склонностью к окислообразованию, отличающийся тем, что в процессе их формирования чередуют циклы нанесения грубых покрытий с высокой неровностью профиля поверхности и оплавления до выравнивания профиля поверхности с уменьшением высоты этих неровностей не менее чем на 50%.
2. Способ по п.1, отличающийся тем, что оплавление неровностей профиля осуществляют с использованием электродных материалов с повышенными теплопроводностью и эрозионной стойкостью по отношению к материалу покрытия или основного электродного материала, формирующего покрытие.
Текст
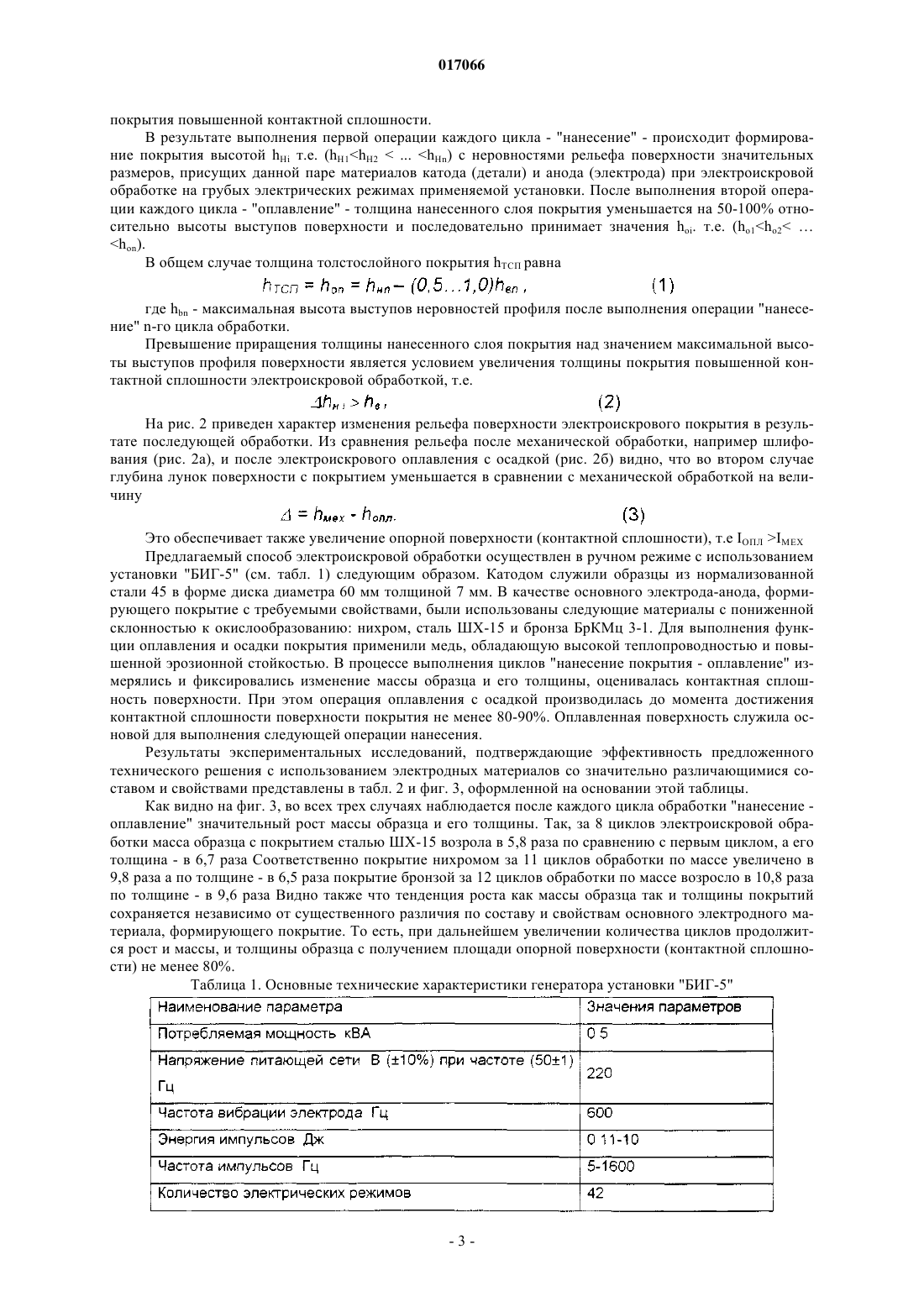
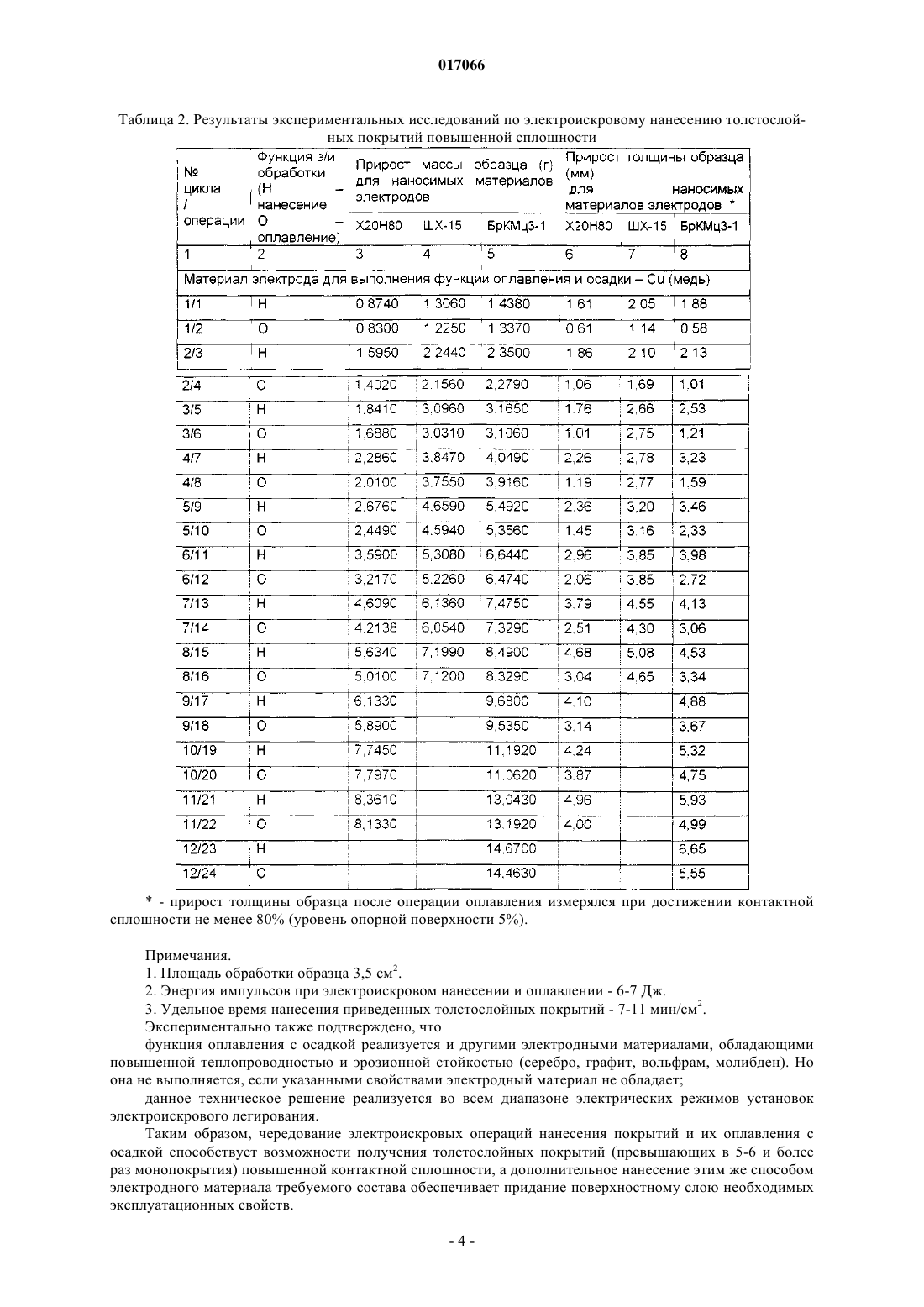
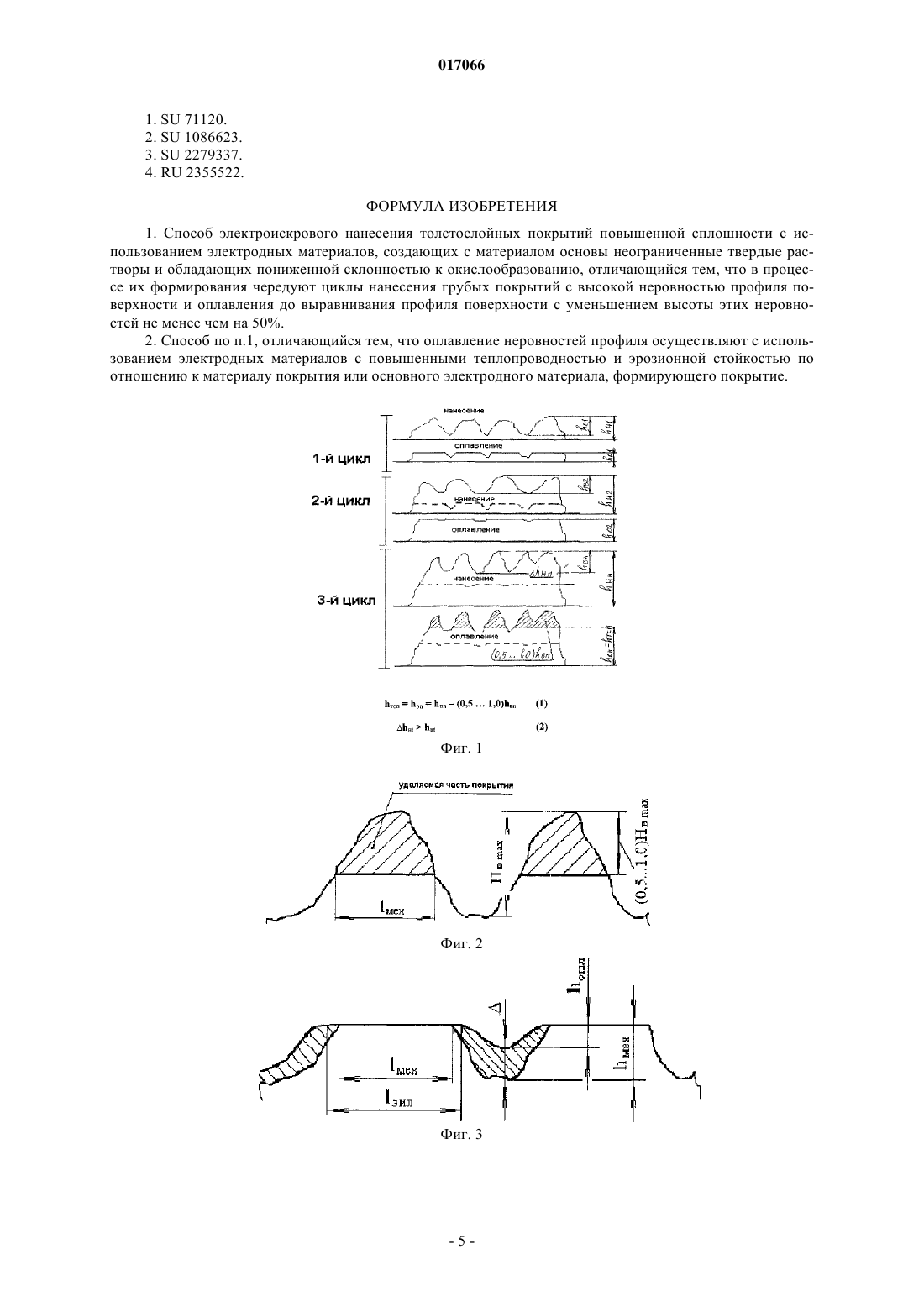
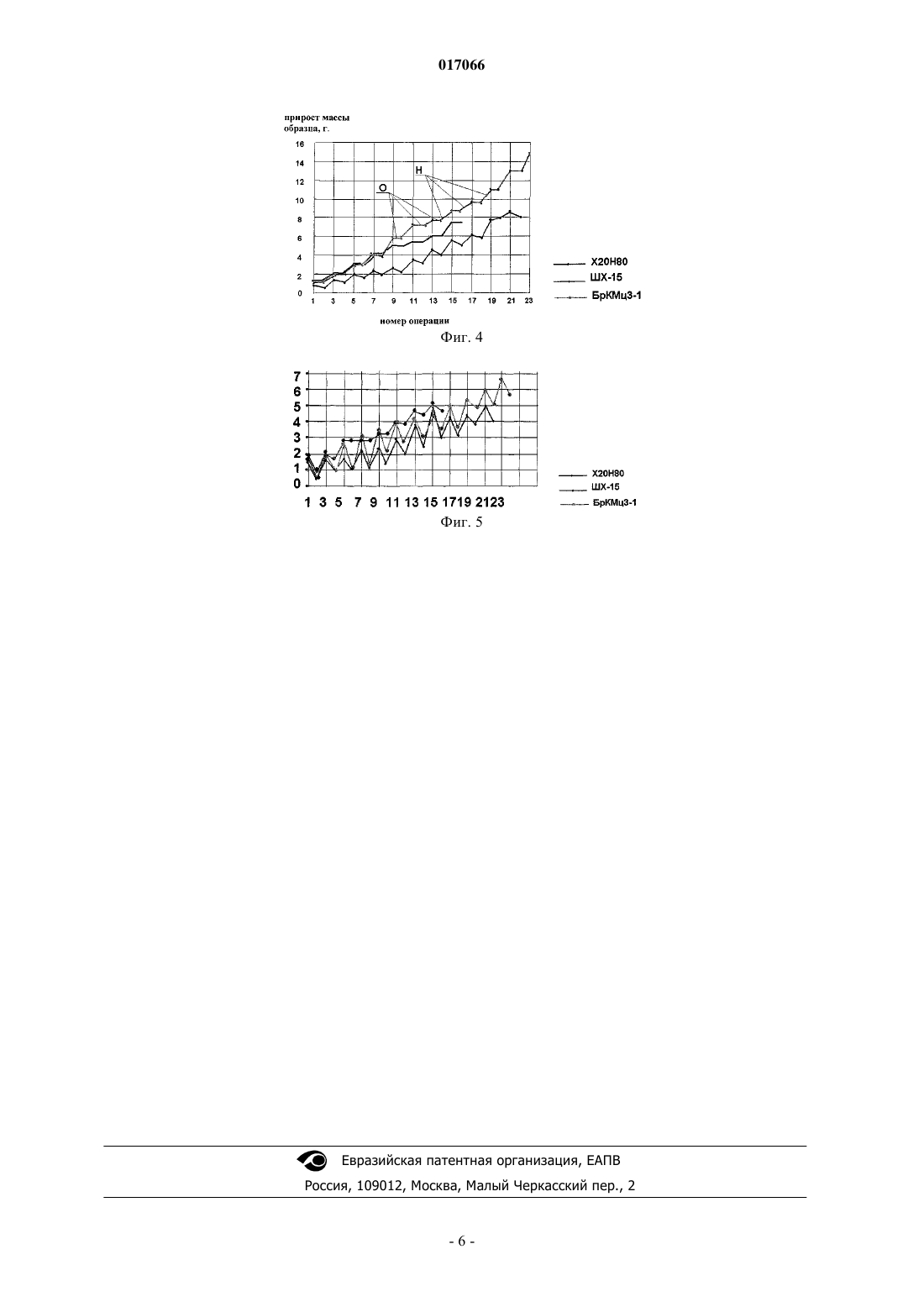
ЭЛЕКТРОИСКРОВОЙ СПОСОБ НАНЕСЕНИЯ ТОЛСТОСЛОЙНЫХ ПОКРЫТИЙ ПОВЫШЕННОЙ СПЛОШНОСТИ Электроискровой способ нанесения толстослойных покрытий повышенной сплошности с использованием электродных материалов, создающих с материалом основы неограниченные твердые растворы и обладающих пониженной склонностью к окислообразованию, состоит из чередующихся циклов нанесения грубых покрытий с высокой неровностью профиля поверхности и оплавления до выравнивания профиля поверхности с уменьшением высоты этих неровностей не менее чем на 50%. При этом оплавление неровностей профиля осуществляется с использованием электродных материалов с повышенными теплопроводностью и эрозионной стойкостью по отношению к материалу покрытия или основного электродного материала, формирующего покрытие.(MD); БУРУМКУЛОВ ФАРХАД ХИКМАТОВИЧ; ДЕНИСОВ ВЯЧЕСЛАВ АЛЕКСАНДРОВИЧ (RU) 017066 Изобретение относится к области электрофизических методов обработки материалов, в частности к электроискровому легированию, и может быть использовано в машиностроительном и ремонтном производстве для получения износостойких покрытий повышенной толщины на деталях узлов трения и неподвижных соединений. Известен способ нанесения толстых металлических покрытий [1], согласно которому 1) при нанесении электроискровым способом антифрикционных покрытий наносят чередующиеся слои из твердых и более мягких металлов и сплавов; 2) как вариант вместо слоев более мягкого металла наносят слои графита; 3) покрытие подвергают термической обработке (отжигу и т.п.) с целью усиления диффузии металлов и достижения этим более прочного сцепления слоев покрытия. Основным недостатком этого способа является его ограниченное применение. Причина заключается в использовании для технического решения фактора (чередование слоев из твердых и более мягких металлов и сплавов), малозначимого для получения требуемого результата, т.е. нанесения толстых металлических покрытий. Выполненные экспериментальные работы по нанесению электроискровым способом чередующихся "твердых" и "мягких" слоев с применением разных комбинаций электродных материалов, различающихся по твердости, не дали существенных результатов вследствие того, что образующийся слой окислов на поверхности покрытия и повышенная высота микронеровностей рельефа поверхности являлись препятствием существенному росту толщины покрытия. Кроме того, существенным недостатком является низкая контактная сплошность поверхности покрытия (относительная длина опорной поверхности. Известен также способ нанесения покрытия электрическими разрядами [2], при котором процесс ведут электродом-инструментом, периодически контактирующим с изделием, при энергии разряда, обеспечивающей эрозию инструмента в капельно-жидкой фазе. Процесс ведут при плотности энергии разряда 0,5-3,0 Дж/мм 2 и временном интервале между двумя последовательными разрядами 210-2510-2 с,при этом электродом сканируют поверхность изделия с коэффициентом перекрытия наносимых единичным разрядом участков в строке и между строками соответственно 0,33-0,70 и 0,88-0,97. Недостатками известного способа являются следующие: 1) способ не универсален, реализуется только в механизированном режиме при использовании многоэлектродного анода роторного типа с жестким соблюдением коэффициента перекрытия последовательных контактов, может применяться только для обработки наружных поверхностей деталей вращения; 2) способ не стабилен, т.к. результаты зависят от длины вылета электрода из электрододержателя и давления электрода на обрабатываемую поверхность, которые изменяются с износом электродов. Известен способ обработки поверхностей стальных деталей [3], включающий образование покрытий с чередованием слоев, получаемых электроискровым и не электроискровым способами, при котором первый слой наносят способом электроискрового легирования с определенным подбором материалов детали и первого слоя с учетом их коэффициентов теплопроводности, а второй слой наносят электродом,материал которого с предыдущим легированным слоем покрытия образует неограниченные твердые растворы заданного состава, после чего поверхность упрочняют методом электроискрового легирования электродом с образованием дополнительного покрытия. Недостатками этого способа являются ограничение его применения только для стальных деталей, а также усложнение технологического маршрута, связанного с необходимостью сочетания электроискрового и не электроискрового методов нанесения покрытий. Ближайшим аналогом является способ электроискрового упрочнения металлических поверхностей[4], включающий предварительную обработку поверхности и ее электроискровое упрочнение, при этом каждую поверхность упрочняемого слоя после достижения его максимальной толщины подвергают активации полированием для последующего электроискрового упрочнения. Способ позволяет увеличить толщину упрочняемого слоя в 3-4 раза. Этот способ также имеет ограниченное применение, он реализуется при нанесении тонких слоев покрытий толщиной до 20-30 мкм. Обработка полированием покрытий значительной толщины - в десятые доли миллиметра и более - не эффективна; при этом она не устраняет дефекты в виде трещин и раковин, имеющиеся в поверхностном слое после электроискровой обработки. Согласно данному способу для "активации" таких покрытий с неровностями, соизмеримыми с толщиной нанесенного слоя покрытия, требуются иные методы обработки поверхности, в частности шлифование, поверхностнопластическое деформирование и др. Более того, нанесение покрытий толщиной 80-100 мкм несложно достигается за один цикл электроискровой обработки применением более мощных электрических режимов типового технологического оборудования (установки типа "Элитрон-22", "Элитрон-52", "Вестрон","БИГ" и др.), данный способ не обеспечивает получения покрытий с повышенной контактной сплошностью поверхности. Предложенный способ позволяет формировать электроискровой обработкой слоев повышенной толщины и контактной сплошности с требуемыми эксплуатационными свойствами без применения других методов обработки, что способствует существенному расширению технологических возможностей электроискрового метода нанесения металлопокрытий. Предлагаемый способ позволяет получить толстослойные покрытия (толщиной в 4-6 и более раз-1 017066 превышающих монопокрытия, т.е. наносимых одним электродным материалом) повышенной контактной сплошности путем многократного чередования циклов электроискровой обработки, при котором последовательно осуществляются две операции: нанесение покрытия на мощных режимах применяемой электроискровой установки и оплавление поверхности нанесенного покрытия также электроискровым способом. При первой операции производится нанесение слоя увеличенной или максимальной толщины для данной пары материалов "катоданод". При этом предпочтение отдается применению электродных материалов (анод), создающих с материалом основы (катод) неограниченные твердые растворы и обладающих пониженной склонностью к окислообразованию. Подбором электродного материала обеспечивается придание поверхностному слою требуемых эксплуатационных свойств. Поверхность покрытия приобретает повышенную шероховатость, максимальная высота микронеровностей может достигать 1 мм и более; поверхность обладает низкой контактной сплошностью (низкое значение опорной поверхности). Второй операцией выполняется оплавление с осадкой неровностей покрытия с выравниванием поверхности обрабатываемого изделия. В зависимости от материала покрытия и требований к его качеству толщина нанесенного слоя покрытия уменьшается на 50-100% высоты образованных неровностей поверхности. При этом увеличивается контактная сплошность поверхности, в том числе в значительной степени и за счет оплавления и осадки выступающих неровностей; уменьшается дефектность слоя покрытия. Одновременно удаляется окисленный верхний слой покрытия из основного электродного материала, препятствующий росту его толщины. Заявляемые пределы параметров второй операции обосновываются следующим. Уменьшение толщины нанесенного слоя покрытия менее чем на 50% высоты неровностей поверхности не обеспечивает,как правило, достаточной площади контактных участков единичных неровностей (см. статью Иванова В.И. Влияние технологических режимов электроискрового легирования и материала электрода на некоторые параметры рельефа поверхности. Электронная обработка материалов. 1998.3-4. С. 43-51), что отрицательно отражается при последующей операции нанесения покрытия. В этом случае результатом операции нанесения будет, с одной стороны, некоторое увеличение общей толщины покрытия, но, с другой стороны, сохранение низкой контактной площади поверхности покрытия. В итоге при дальнейшем повторении циклов обработки "нанесениеоплавление" ожидаемый результат значительного увеличения толщины нанесенного слоя покрытия повышенной сплошности достигнут не будет. С другой стороны, уменьшение толщины нанесенного слоя покрытия более чем на 100 % высоты неровностей поверхности нецелесообразно, т.к. задача операции оплавления с осадкой этих неровностей будет решена. Основные требования к материалу электрода для выполнения операции оплавления, обеспечивающие эффективность обработки и минимальное влияние на химический состав формируемого покрытия, это высокие теплопроводность и электроэрозионная стойкость. Последняя зависит от теплофизических свойств металла. Согласно исследованиям Б.Н. Золотых (см. табл.4 с.47 из книги Золотых Б.Н. Физические основы электроискровой обработки материалов. / М.: Госуд. изд-во технико-теоретической литературы, 1953, 107 с), металлы по исчисленной величине эрозии катода и анода располагаются в следующем порядке: Sn, Cd, Pb, Zn, Al, Ag, Cu, Ni, Co, Fe, Mo, W. Наибольшая эрозия - у олова, наименьшая - у вольфрама. В этом же порядке располагаются указанные металлы по температуре плавления: у олова 231,9C, у вольфрама - 3357C. К материалам с высокой эрозионной стойкостью относится также графит,его температура плавления составляет 3540C. По теплопроводности (, ккал/м чC) материалы из приведенного ряда располагаются в следующем порядке: Ag (360), Cu (335), Al (180), C (150), W (145), Mo (121) и т.д. - см. Теплофизические свойства веществ. Справочник под ред. проф. Н.Б. Варгафтика. -М.Л., Госэнергоиздат, 1956, 368 с. Исходя из указанного, наиболее целесообразны в общем случае для выполнения функции оплавления следующие материалы электродов: вольфрам, медь, графит. Требуемая толщина нанесенного слоя повышенной контактной сплошности обеспечивается выполнением необходимого количества циклов "нанесение оплавление". Изобретение поясняется следующими фигурами: фиг. 1 - цикличность электроискровой обработки при формировании толстослойного покрытия повышенной сплошности; фиг. 2 - характер изменения рельефа поверхности электроискрового покрытия в результате последующей механической обработки; фиг. 3 - характер изменения рельефа поверхности электроискрового покрытия в результате последующей электроискровой обработки с оплавлением и осадкой; фиг. 4 - динамика формирования толстослойных покрытий повышенной сплошности - изменение прироста массы образца; фиг. 5 - динамика формирования толстослойных покрытий повышенной сплошности - изменение прироста толщины образца, где: н - нанесение; o - оплавление с осадкой. На фиг 1 схематично указаны циклы электроискровой обработки по формированию толстослойного-2 017066 покрытия повышенной контактной сплошности. В результате выполнения первой операции каждого цикла - "нанесение" - происходит формирование покрытия высотой hHi т.е. (hH1hH2hHn) с неровностями рельефа поверхности значительных размеров, присущих данной паре материалов катода (детали) и анода (электрода) при электроискровой обработке на грубых электрических режимах применяемой установки. После выполнения второй операции каждого цикла - "оплавление" - толщина нанесенного слоя покрытия уменьшается на 50-100% относительно высоты выступов поверхности и последовательно принимает значения hoi. т.е. (ho1ho2hon). В общем случае толщина толстослойного покрытия hTCП равна где hbn - максимальная высота выступов неровностей профиля после выполнения операции "нанесение" n-го цикла обработки. Превышение приращения толщины нанесенного слоя покрытия над значением максимальной высоты выступов профиля поверхности является условием увеличения толщины покрытия повышенной контактной сплошности электроискровой обработкой, т.е. На рис. 2 приведен характер изменения рельефа поверхности электроискрового покрытия в результате последующей обработки. Из сравнения рельефа после механической обработки, например шлифования (рис. 2 а), и после электроискрового оплавления с осадкой (рис. 2 б) видно, что во втором случае глубина лунок поверхности с покрытием уменьшается в сравнении с механической обработкой на величину Это обеспечивает также увеличение опорной поверхности (контактной сплошности), т.е IОПЛ IМЕХ Предлагаемый способ электроискровой обработки осуществлен в ручном режиме с использованием установки "БИГ-5" (см. табл. 1) следующим образом. Катодом служили образцы из нормализованной стали 45 в форме диска диаметра 60 мм толщиной 7 мм. В качестве основного электрода-анода, формирующего покрытие с требуемыми свойствами, были использованы следующие материалы с пониженной склонностью к окислообразованию: нихром, сталь ШХ-15 и бронза БрКМц 3-1. Для выполнения функции оплавления и осадки покрытия применили медь, обладающую высокой теплопроводностью и повышенной эрозионной стойкостью. В процессе выполнения циклов "нанесение покрытия - оплавление" измерялись и фиксировались изменение массы образца и его толщины, оценивалась контактная сплошность поверхности. При этом операция оплавления с осадкой производилась до момента достижения контактной сплошности поверхности покрытия не менее 80-90%. Оплавленная поверхность служила основой для выполнения следующей операции нанесения. Результаты экспериментальных исследований, подтверждающие эффективность предложенного технического решения с использованием электродных материалов со значительно различающимися составом и свойствами представлены в табл. 2 и фиг. 3, оформленной на основании этой таблицы. Как видно на фиг. 3, во всех трех случаях наблюдается после каждого цикла обработки "нанесение оплавление" значительный рост массы образца и его толщины. Так, за 8 циклов электроискровой обработки масса образца с покрытием сталью ШХ-15 возрола в 5,8 раза по сравнению с первым циклом, а его толщина - в 6,7 раза Соответственно покрытие нихромом за 11 циклов обработки по массе увеличено в 9,8 раза а по толщине - в 6,5 раза покрытие бронзой за 12 циклов обработки по массе возросло в 10,8 раза по толщине - в 9,6 раза Видно также что тенденция роста как массы образца так и толщины покрытий сохраняется независимо от существенного различия по составу и свойствам основного электродного материала, формирующего покрытие. То есть, при дальнейшем увеличении количества циклов продолжится рост и массы, и толщины образца с получением площади опорной поверхности (контактной сплошности) не менее 80%. Таблица 1. Основные технические характеристики генератора установки "БИГ-5"-3 017066 Таблица 2. Результаты экспериментальных исследований по электроискровому нанесению толстослойных покрытий повышенной сплошности- прирост толщины образца после операции оплавления измерялся при достижении контактной сплошности не менее 80% (уровень опорной поверхности 5%). Примечания. 1. Площадь обработки образца 3,5 см 2. 2. Энергия импульсов при электроискровом нанесении и оплавлении - 6-7 Дж. 3. Удельное время нанесения приведенных толстослойных покрытий - 7-11 мин/см 2. Экспериментально также подтверждено, что функция оплавления с осадкой реализуется и другими электродными материалами, обладающими повышенной теплопроводностью и эрозионной стойкостью (серебро, графит, вольфрам, молибден). Но она не выполняется, если указанными свойствами электродный материал не обладает; данное техническое решение реализуется во всем диапазоне электрических режимов установок электроискрового легирования. Таким образом, чередование электроискровых операций нанесения покрытий и их оплавления с осадкой способствует возможности получения толстослойных покрытий (превышающих в 5-6 и более раз монопокрытия) повышенной контактной сплошности, а дополнительное нанесение этим же способом электродного материала требуемого состава обеспечивает придание поверхностному слою необходимых эксплуатационных свойств.-4 017066 1. SU 71120. 2. SU 1086623. 3. SU 2279337. 4. RU 2355522. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ электроискрового нанесения толстослойных покрытий повышенной сплошности с использованием электродных материалов, создающих с материалом основы неограниченные твердые растворы и обладающих пониженной склонностью к окислообразованию, отличающийся тем, что в процессе их формирования чередуют циклы нанесения грубых покрытий с высокой неровностью профиля поверхности и оплавления до выравнивания профиля поверхности с уменьшением высоты этих неровностей не менее чем на 50%. 2. Способ по п.1, отличающийся тем, что оплавление неровностей профиля осуществляют с использованием электродных материалов с повышенными теплопроводностью и эрозионной стойкостью по отношению к материалу покрытия или основного электродного материала, формирующего покрытие.
МПК / Метки
Метки: нанесения, повышенной, способ, покрытий, электроискровой, толстослойных, сплошности
Код ссылки
<a href="https://eas.patents.su/7-17066-elektroiskrovojj-sposob-naneseniya-tolstoslojjnyh-pokrytijj-povyshennojj-sploshnosti.html" rel="bookmark" title="База патентов Евразийского Союза">Электроискровой способ нанесения толстослойных покрытий повышенной сплошности</a>
Устройство для газодинамического нанесения покрытий и способ нанесения покрытий
Номер патента: 11084
Опубликовано: 30.12.2008
Авторы: Каширин Александр Иванович, Клюев Олег Федорович, Шкодкин Александр Викторович
МПК: C23C 2/04
Метки: газодинамического, покрытий, нанесения, способ, устройство
Формула / Реферат:
1. Устройство для газодинамического нанесения покрытий, включающее нагреватель сжатого газа; сверхзвуковое сопло, непосредственно соединенное с нагревателем газа и содержащее горло, расположенное между сужающимся и расширяющимся участками; узел подачи порошков в сопло, в котором элементы для ввода порошков размещены после горла сопла, отличающееся тем, что узел подачи порошков в сопло содержит один или несколько порошковых питателей, соединенных...
Передатчик энергии для использования в агрегатах для нанесения покрытий и/или в сушильных установках, в частности, для нанесения лакового покрытия
Номер патента: 7500
Опубликовано: 27.10.2006
Автор: Райхельт Хельмут
Метки: установках, агрегатах, сушильных, покрытий, энергии, лакового, покрытия, нанесения, частности, использования, передатчик
Формула / Реферат:
1. Передатчик энергии для использования в агрегатах для нанесения покрытия и/или в сушильных установках, в частности, для нанесения лакового покрытия, содержащий по меньшей мере один плоский элемент, который содержит несущую пластину, имеющую на задней поверхности излучающий слой, причем соответствующий излучающий слой посредством устройства управления возбуждается для излучения по меньшей мере в одной полосе частот и полоса частот перекрывает...
Способ нанесения износостойких покрытий и повышения долговечности деталей
Номер патента: 2682
Опубликовано: 29.08.2002
Авторы: Векслер Юрий Генрихович, Падеров Анатолий Николаевич
МПК: C23C 14/06
Метки: износостойких, покрытий, нанесения, деталей, повышения, способ, долговечности
Формула / Реферат:
1. Способ нанесения износостойких покрытий на металлические поверхности деталей и изделий, указанный способ включает 1.1. использование камеры ионно-плазменного осаждения; 1.2. размещение внутри указанной камеры ионно-плазменного осаждения обрабатываемых деталей или изделий в качестве анода; 1.3. размещение в указанной камере катодов, состоящих из металлов IVА-VIА групп и/или сплавов этих металлов; 1.4. создание в указанной камере атмосферы...
Устройство для нанесения покрытий
Номер патента: 4595
Опубликовано: 24.06.2004
Автор: undefined
МПК: C23C 4/12, B05B 7/22, B23K 10/00...
Метки: нанесения, покрытий, устройство
Формула / Реферат:
Устройство для нанесения покрытий с металлургической связью, содержащее соединенные трубопроводом для транспортировки порошка, имеющим горизонтальный участок, порошковый питатель и плазмотрон, выполненный с внешней дугой и с каналом локальной подачи порошка в катодную область дуги, в котором анодом является обрабатываемая деталь, отличающееся тем, что горизонтальный участок трубопровода соединен с каналом подачи порошка плазмотрона посредством...
Устройство для нанесения покрытий под давлением
Номер патента: 2873
Опубликовано: 31.10.2002
Автор: Пэнкейк Юджин А.
МПК: B05C 1/08
Метки: нанесения, давлением, покрытий, устройство
Формула / Реферат:
1. Устройство нанесения покрытия под давлением для нанесения покрытия на тонколистовой материал, в котором указанное устройство нанесения покрытия под давлением содержит подающее сопло для нанесения жидкости, при этом в состав указанного подающего сопла входит заднее уплотнение, которое выполнено в виде полоски из гибкого материала. 2. Устройство нанесения покрытия под давлением по п.1, в состав которого также входят гидродинамические торцевые...
Предыдущий патент: Дренажная система в механизированной автостоянке
Следующий патент: Смесь пероксидов для сшивки эластомеров
Случайный патент: Устройство защиты здоровых глаз и лечебно-профилактическое устройство (варианты)