Компоновки и способы сварки разнородных материалов
Формула / Реферат
1. Способ соединения поддающихся сварке разнородных материалов, содержащий
образование переходной детали из первого и второго материалов, используя процесс объединения, в котором постоянным образом присоединяют соответствующие концы первого и второго материалов, где первый и второй материалы представляют собой разнородные материалы,
установление целостности переходной детали и
приваривание переходной детали в промежуточном положении между разнородными материалами так, что первый материал переходной детали приваривают к первому из разнородных материалов, при этом первый материал и первый из разнородных материалов являются подобными, и так, что второй материал переходной детали приваривают ко второму из разнородных материалов, при этом второй материал и второй из разнородных материалов являются подобными.
2. Способ по п.1, в котором по меньшей мере один из первого и второго материалов выбирают из группы, состоящей из углеродистой стали, нержавеющей стали, супераустенитной нержавеющей стали, высокопрочной низколегированной стали, никелевого сплава, медного сплава, алюминиевого сплава, титана, свинца, цинка или магния.
3. Способ по п.1, в котором по меньшей мере один из первого и второго материалов выбирают из группы, состоящей из термоотверждающегося полимера и термопластичного полимера.
4. Способ по п.1, в котором переходная деталь имеет кольцеобразную форму.
5. Способ по п.1, в котором процесс объединения представляет собой процесс соединения в твердом состоянии.
6. Способ по п.5, в котором процесс соединения в твердом состоянии представляет собой сварку трением с перемешиванием (FSW) или ротационную сварку трением.
7. Способ по п.1, в котором целостность устанавливают посредством неразрушающего процесса.
8. Способ по п.1, в котором этап сварки выполняют при работе в полевых условиях, и в котором этап образования переходной детали выполняют на отдаленном участке относительно работы в полевых условиях.
9. Способ по п.1, в котором этап сварки переходной детали представляет собой процесс, выбираемый из группы, состоящей из дуговой сварки, газовой сварки, контактной сварки сопротивлением, ультразвуковой сварки, высокочастотной сварки и лучевой сварки.
10. Переходная деталь для присоединения постоянным образом разнородных материалов в процессе сварки, причем переходная деталь содержит первый участок, который приварен постоянным образом и посредством сварки трением с перемешиванием ко второму участку, при этом первый и второй участки изготовлены из разнородных материалов, которые являются соответственно подобными этим соединяемым разнородным материалам.
11. Переходная деталь по п.10, которая имеет кольцеобразную форму и в которой разнородные материалы представляют собой трубы.
12. Переходная деталь по п.10, в которой по меньшей мере один из первого и второго участков изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, нержавеющей стали, супераустенитной нержавеющей стали, высокопрочной низколегированной стали, никелевого сплава, медного сплава, алюминиевого сплава, титана, свинца, цинка или магния.
13. Переходная деталь по п.10, в которой первый участок изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, никелевого сплава, медного сплава и алюминиевого сплава, и в которой второй участок изготовлен из материала, выбранного из группы, состоящей из нержавеющей стали, супераустенитной нержавеющей стали и высокопрочной низколегированной стали.
14. Переходная деталь по п.10, в которой первый участок изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, нержавеющей стали, супераустенитной нержавеющей стали, высокопрочной низколегированной стали, никелевого сплава, медного сплава, алюминиевого сплава, титана, свинца, цинка или магния, и в которой второй участок изготовлен из материала, выбранного из группы, состоящей из термоотверждающегося полимера и термопластичного полимера.
15. Переходная деталь по п.10, в которой по меньшей мере один из первого и второго участков изготовлен из материала, выбранного из группы, состоящей из термоотверждающегося полимера и термопластичного полимера.
16. Переходная деталь по п.10, в которой процесс сварки выбран из группы, состоящей из дуговой сварки, газовой сварки, контактной сварки сопротивлением, ультразвуковой сварки, высокочастотной сварки и лучевой сварки.
17. Комплект, содержащий переходную деталь по п.10 и инструкцию для приваривания переходной детали в промежуточном положении относительно первой трубы и второй трубы, при этом первая и вторая трубы изготовлены из разнородных материалов.
18. Комплект по п.17, в котором первая труба изготовлена из материала, выбранного из группы, состоящей из углеродистой стали, никелевого сплава, медного сплава и алюминиевого сплава, и в котором вторая труба изготовлена из материала, выбранного из группы, состоящей из нержавеющей стали, супераустенитной нержавеющей стали и высокопрочной низколегированной стали.
19. Коллектор или тройниковое соединение, содержащее переходную деталь по п.10.
20. Трубопровод, содержащий переходную деталь по п.10.

Текст
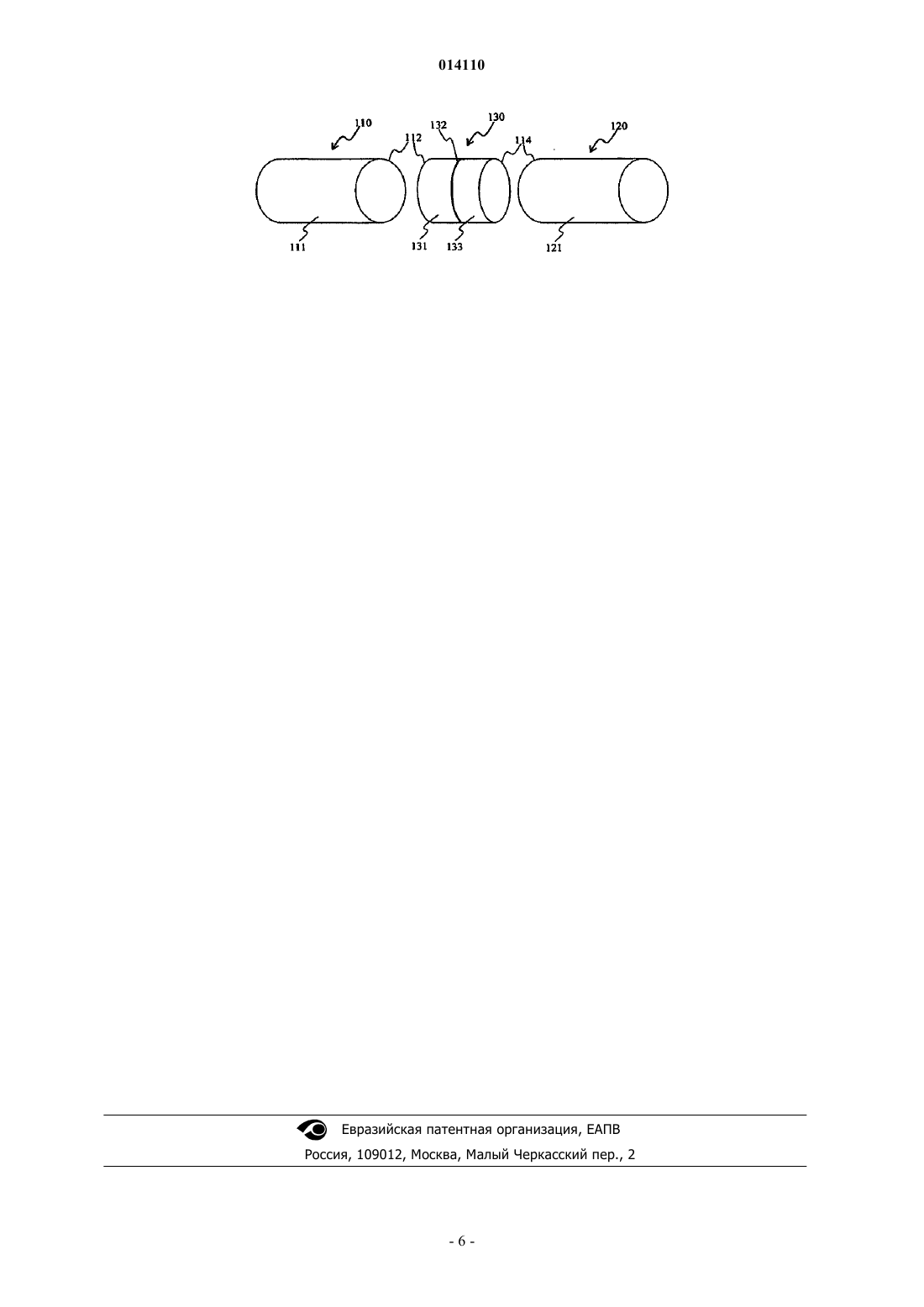
КОМПОНОВКИ И СПОСОБЫ СВАРКИ РАЗНОРОДНЫХ МАТЕРИАЛОВ(71)(73) Заявитель и патентовладелец: ФЛУОР ТЕКНОЛОДЖИЗ КОРПОРЕЙШН (US) Рассмотрены устройства и способы соединения разнородных материалов, в которых в промежуточном положении между разнородными материалами используется переходная деталь. Большинство предпочтительных переходных деталей изготовлены посредством сварки трением с перемешиванием из двух разнородных материалов, которые являются идентичными или подобными разнородным материалам, подлежащим свариванию вместе. Поэтому соединение разнородных материалов в полевых условиях с помощью переходных деталей значительно упрощается,поскольку теперь можно использовать обычные способы сварки. 014110 Эта патентная заявка испрашивает приоритет находящейся в процессе одновременного рассмотрения предварительной патентной заявки США настоящего заявителя с порядковым номером 60/824023,которая была зарегистрирована 30 августа 2006 г. Область техники, к которой относится изобретение Областью техники, к которой относится изобретение, является сварка, главным образом, когда она относится к сварке разнородных материалов. Предшествующий уровень техники Сварка подобных или идентичных материалов представляет собой относительно простой процесс и обычно выполняется на разнообразных материалах. Однако обеспечение прочности и целостности сварных соединений между разнородными материалами часто является проблемой, и в зависимости от конкретных материалов и конструкций сварка разнородных материалов в полевых условиях также оказывается трудной. Например, дуговая сварка плавлением разнородных материалов может использоваться при соединении относительно большого набора разнородных материалов. Однако поскольку полный контроль сварных соединений, полученных классической дуговой сваркой плавлением, обычно не достигается,нужно применять строгие ограничения к таким сварным соединениям, особенно там, где сварные материалы используются в окружающей среде, которая формирует высокие механические и/или химические нагрузки на сварные соединения. Таким образом, сварные соединения, полученные дуговой сваркой плавлением разнородных материалов, как часто полагают, имеют повышенный риск разрушения. В других известных подходах сварка трением может использоваться для того, чтобы соединять разнородные материалы в процессе, который является концептуально простым и не требует присадочного металла и флюса. Дополнительно сварка трением благоприятно увеличивает прочность и целостность во множестве комбинаций материалов по сравнению с дуговой сваркой плавлением, выполняемой для разнородных материалов. Однако в большинстве случаев сварка трением требует специализированного оборудования и часто ограничивается конкретной конфигурацией материалов, подлежащих свариванию. Поэтому сварка трением в общем не рекомендуется для большинства сварок, которые требуется выполнять в полевых условиях. Чтобы преодолеть проблемы, связанные с вышеупомянутыми способами сварки, могут быть реализованы механические соединения для разнородных материалов. Примеры для таких соединений описаны в патентах США 255163, 831588, 2159811, 3858911 и 4712812. Хотя такие соединения часто обеспечивают возможность соединения разнородных материалов в полевых условиях, тем не менее, остаются многочисленные трудности. Помимо всего прочего, часто встречаются проблемы, связанные с конструированием, моделированием, закручиванием и затяжкой болтов в этих соединениях, которые обычно приводят к неплотности или даже разрушению таких соединений. Более того, формирование таких механических соединений часто является трудоемким, особенно там, где разнородные материалы представляют собой трубы с относительно большим диаметром. Поэтому в то время как в технике известны многочисленные компоновки и способы соединения разнородных материалов, все или почти все они имеют один или больше недостатков. Таким образом,все еще имеется потребность в обеспечении улучшенных компоновок и способов надежного сваривания разнородных материалов, чтобы образовывать устойчивое соединение материалов, особенно в полевых условиях. Сущность изобретения Настоящее изобретение направлено на переходные детали (адаптеры) и способы использования переходных деталей (адаптеров) для обеспечения возможности сваривания разнородных материалов, причем переходная деталь содержит первый и второй участки, которые изготовлены или содержат первый и второй разнородные материалы, являющиеся подобными разнородным материалам, подлежащим свариванию. Более предпочтительно переходные детали изготавливают при контролируемых условиях в окружающей производственной обстановке (например, используя сварку трением с перемешиванием), в то время как сваривание разнородных материалов с помощью переходной детали (например, труб для оборудования) выполняют в полевых условиях. В одном аспекте изобретения способ сопряжения поддающихся сварке и разнородных материалов включает в себя этап образования переходной детали из первого и второго материалов, используя процесс плавления, в котором соединяют соответствующие концы первого и второго материалов и в котором первый и второй материалы представляют собой разнородные материалы. На другом этапе устанавливают целостность переходной детали, а еще на одном этапе переходную деталь приваривают в промежуточном положении между разнородными материалами так, что первый материал переходной детали приваривают к первому из разнородных материалов, где первый материал и первый из разнородных материалов являются подобными, и так, что второй материал переходной детали приваривают к второму из разнородных материалов, где второй материал и второй из разнородных материалов являются подобными. Более предпочтительно первый и второй материалы представляют собой или содержат углеродистую сталь, нержавеющую сталь, супераустенитную нержавеющую сталь, высокопрочную низколегированную сталь, никелевый сплав, медный сплав, алюминиевый сплав, титан, свинец, цинк или магний,-1 014110 или термоотверждающийся полимер, или термопластичный полимер. В частности, следует отметить, что при использовании таких переходных деталей сварка может быть выполнена при работе в полевых условиях, в то время как этап образования переходной детали может быть выполнен на отдаленном участке относительно работы в полевых условиях, таким образом значительно упрощая работу в полевых условиях. В зависимости от применяемых разнородных материалов в полевых условиях сварка может быть выполнена обычным образом, с использованием дуговой сварки, газовой сварки, контактной сварки сопротивлением, ультразвуковой сварки, высокочастотной сварки или лучевой сварки, в процессе, выполняемом вручную, или, по меньшей мере, частично автоматизированным способом. Дополнительно и в общем является предпочтительным, когда переходная деталь имеет кольцеобразную форму, а процесс плавления представляет собой процесс соединения в твердом состоянии (например, FSW (сварку трением с перемешиванием) или ротационную сварку трением). Кроме того, в общем является предпочтительным, когда целостность сварного шва в переходной детали устанавливается с использованием неразрушающего процесса (например, рентгена или ультразвука). Таким образом, в другом аспекте изобретения авторы изобретения предусматривают переходную деталь (например, кольцеобразную) для соединения постоянным образом разнородных материалов в процессе сварки, в котором переходная деталь содержит первый участок, который приварен сваркой трением с перемешиванием ко второму участку и в котором первый и второй участки изготовлены из разнородных материалов, которые являются подобными этим разнородным материалам соответственно. Относительно материалов, подходящих для переходной детали, применяются такие же соображения, какие были приведены выше. Такие переходные детали можно применять по одной или в виде части комплекта, в котором предусмотрена инструкция (например, связанная с переходной деталью или через webсайт, реклама или каталог) для приваривания переходной детали в промежуточном положении относительно первой трубы и второй трубы, в котором первая и вторая трубы изготовлены из разнородных материалов. Особенно полезными являются варианты осуществления конфигураций и устройств, которые включают в себя переходную деталь, представленную в данном описании как фланцевые соединения труб, трубопроводы, тройниковые соединения, сосуды высокого давления и коллекторы, в которых по меньшей мере два разнородных компонента соединены вместе. Различные задачи, признаки, аспекты и преимущества настоящего изобретения станут более очевидными из последующего подробного описания предпочтительных вариантов осуществления изобретения наряду с прилагаемым чертежом. Краткое описание чертежа На чертеже схематически представлен пример использования переходной детали из разнородных материалов согласно изобретению. Подробное описание Авторы изобретения обнаружили, что многочисленные разнородные материалы можно надежно соединять простым и приемлемым для полевых условий способом посредством использования предварительно образованной и пригодной для эксплуатации переходной детали для разнородных материалов(DMA). В общем является предпочтительным, когда DMA изготавливают посредством сварки трением с перемешиванием (FSW). Однако другие процессы сварки, и особенно процессы сварки в твердом состоянии, также рассматриваются в данном описании как подходящие. Затем DMA могут быть приварены или иначе сплавлены с их соответствующими ответными частями, используя все известные способы соединения подобных материалов. Особенно предпочтительными DMA являются кольцеобразные, и поэтому устраняется необходимость в размещении в производственном цехе и в полевых условиях сварных швов, полученных сваркой плавлением разнородных материалов в соединениях трубы с трубой и трубы с оборудованием. Как используется в данном описании, термин "разнородные материалы" относится к материалам,которые имеют характеристики плавления и теплопроводности, отличающиеся до такой степени, что обычные процессы дуговой сварки, как правило, не будут обеспечивать прочные сварные швы со структурной и функциональной целостностью. Рассматривая различные перспективные, разнородные материалы, находящиеся в объеме притязаний, обеспеченном в данном описании, их также можно характеризовать как материалы, имеющие различные основные металлы с разными легирующими, и в некоторых случаях также с разной микроструктурой. Например, углеродистую сталь и нержавеющую сталь, или высокопрочную низколегированную сталь и алюминиевый сплав считают разнородными материалами согласно определению, приведенному выше. Хотя такие разнородные материалы могут быть сварены в некоторых случаях с использованием общепринятых процессов сварки, очень трудно получить прочные и удовлетворительные сварные швы, и сварка таких разнородных материалов в полевых условиях обычно не проводится. Таким образом, термин "подобные материалы", как используется в данном описании,относится к материалам, которые имеют характеристики плавления и теплопроводности, подобные до такой степени, что обычные процессы дуговой сварки, как правило, будут обеспечивать прочные сварные швы со структурной и функциональной целостностью. Например, марки углеродистой стали AISI 4110 иAISI 4160 согласно определению, приведенному выше, рассматриваются как подобные материалы. Относительно подходящих процессов изготовления для компонентов DMA, обычно является пред-2 014110 почтительным, когда для создания DMA используется FSW, из-за многочисленных выгод, связанных с процессом FSW. Например, FSW устраняет потребность в присадочном металле и высоких температурах наплавки, обеспечивая низкое деформирование и коробление. Кроме того, поскольку FSW не требует никакого плавления материалов, образованное таким образом соединение не восприимчиво к связанным дефектам затвердевания, которые являются обычными для сварки плавлением. Помимо этого, FSW обычно требует только минимальной подготовки кромок и не требует защитного газа при соединении материалов, для которых обычно требуется защита, когда выполняют сварку с плавлением. Преимущества FSW также распространяются на свойства материалов для соединяемых материалов. Например, сварные швы FSW в большинстве случаев являются более устойчивыми при комнатной температуре, имеют улучшенные криогенные свойства, демонстрируют увеличенную усталостную долговечность и устойчивость к образованию трещин в сварном шве и часто обеспечивают увеличенную производительность и прочность на растяжение по сравнению с классическими технологиями сварки с плавлением. Дополнительные преимущества FSW включают в себя более низкую степень изменения механических свойств,низкую восприимчивость к механизмам коррозионного растрескивания под напряжением благодаря низкому подводу тепла и растворению повышающих твердость осаждающих средств и высокой устойчивости к существующим механизмам разрушения, таким как образование трещин и усталость. Примерные процессы FSW и устройства известны в технике, и типичный процесс и устройства описаны в документеWO 93/010935, который включен в данное описание посредством ссылки. Другие подходящие, но менее предпочтительные способы "сварки в твердом состоянии" для подготовки DMA, рассматриваемых в данном описании, включают в себя холодную сварку, диффузионную сварку, сварку взрывом, кузнечную сварку, сварку давлением с подогревом, сварку прокаткой и ультразвуковую сварку. Следует отметить,что специалисты в данной области техники легко смогут выбрать самую подходящую технологию сварки в зависимости от характера разнородных материалов и/или их конфигурации. Таким образом, должно быть понятно, что эти преимущества распространяются на рассматриваемые DMA, где участки переходных деталей изготавливают с использованием FSW или других подходящих процессов. Соединения в таких DMA обычно будут иметь более высокое качество, более однородные сварные швы с чрезвычайно низкой вероятностью ремонтов благодаря улучшенному качеству процесса FSW. Дополнительно должно быть понятно, что рассматриваемые DMA обеспечивают возможность перемещать сварку разнородных материалов из производственного цеха для изготовления трубопровода и оборудования и полевых условий в производственный цех с управляемым FSW и воспользоваться преимуществом технологии FSW, окружающей обстановкой производственных цехов со строго управляемым FSW и методами обеспечения улучшенного качества. Таким образом, в частности, следует оценить, что рассматриваемые DMA могут заменить классическую электродуговую "сварку встык" плавлением разнородных материалов, таким образом обеспечивая возможность изготовителям производственных цехов сконцентрироваться на сварках подобных материалов. Действительно, рассматриваемыеDMA могут полностью устранить потребность в дуговой сварке с плавлением разнородных материалов в различных применениях и в производственных цехах, и в полевых условиях. В одном предпочтительном примере DMA сконфигурирована в виде сваренного кольца и имеет по меньшей мере два разнородных материала (например, металлический и/или неметаллический материалы) и, по существу, однородный диаметр, как, например, изображено на фиг. 1. На виде сбоку показана кольцеобразная DMA 130, расположенная между концами трубы 110 из первого материала (например, из углеродистой стали 111) и второй трубы 120 (например, из нержавеющей стали 121). DMA 130 образована из двух колец идентичного диаметра, причем первое кольцо 131 выполнено из углеродистой стали, а второе кольцо 133 - из нержавеющей стали. Два кольца 131 и 133 сварены вместе в сварочном цеху с использованием FSW, чтобы создать сварной шов 132 из разнородных материалов. Поскольку оба концаDMA имеют такой же диаметр, как конец трубы из углеродистой стали и конец трубы из нержавеющей стали (112 и 114 соответственно, предпочтительно сконфигурированные как обычный конец сварного шва встык), обычная дуговая сварка, являющаяся подходящей для углеродистой стали и нержавеющей стали, может использоваться в полевых условиях или в производственном цеху для присоединения трубы из углеродистой стали к трубе из нержавеющей стали. В типичном примере для такой DMA, часть длиной три дюйма из углеродистой стали NPS 10" s/40 может быть приварена трением с перемешиванием к части длиной три дюйма из нержавеющей стали 10"s/40. Образованная таким образом DMA будет подвергнута проверке, чтобы оценить ее механические и металлургические характеристики, разрушающим и/или неразрушающим образом (например, через ультразвук или рентген), в соответствии с применимыми в промышленности правилами. DMA, которые прошли проверку и гарантируют качество, таким образом обеспечат сборку значительно лучше обычных способов, которые могут использоваться в полевых условиях (например, расположенных на расстоянии свыше 1 мили (1,609 км), более типично свыше 10 миль (16,093 км) и наиболее типично свыше 100 миль(160,93 км) от цеха изготовления DMA) без необходимости специализированного оборудования или обученного для выполнения FSW персонала. Подобные концы затем приваривают или иначе присоединяют в полевых условиях обычным выполняемым вручную или автоматизированным способом. Конечно, должно быть понятно, что DMA, рассмотренные в данном описании, не должны быть ог-3 014110 раничены DMA, сделанными из углеродистой стали и нержавеющей стали, и что в данном описании подходящими для использования считаются все известные разнородные материалы и их комбинации,которые можно объединять, чтобы обеспечивать приемлемое для существующих правил эксплуатации соединение. Поэтому подходящие материалы включают в себя металлы и неметаллические материалы. Например, подходящие металлы включают в себя углеродистую сталь, нержавеющую сталь (и 300, и 400 серий), супераустенитную нержавеющую сталь (AL6XN), высокопрочную низколегированную сталь(HSLA; 1-1/4, 2-1/4, 5 и 9 Cr-Mo, X80), различные никелевые, медные и алюминиевые сплавы, титан,свинец, цинк и магний. Точно так же, неметаллические материалы включают в себя различные термоотверждающиеся и термопластичные полимеры (HDPE (полиэтилен высокой плотности), полиэтилен, полиамиды, полипропилен, PVC (поливинилхлорид) и др.). Следовательно, должно быть понятно, что можно соединять множество материалов, и металлический к металлическому, и неметаллический к неметаллическому, и в некоторых случаях даже металлический к неметаллическому, чтобы производить приемлемые для эксплуатации сварные швы для использования в полевых условиях. Точно так же следует отметить, что, в то время как имеющие форму трубы или другие конфигурации с кольцевым или круглым поперечным сечением в общем являются предпочтительными для DMA,рассматриваемых в данном описании, многочисленные альтернативные конфигурации также считаются подходящими для использования в связи с идеями, представленным в данном описании. Например, и среди других конфигураций, трубы с прямоугольным, сфероидным поперечным сечением или поперечным сечением в форме усеченного конуса, и даже с нерегулярными поперечными сечениями, являются подходящими, так же как элементы не в виде труб, включая коллекторы, коробки и т.д. Аналогично этому, следует отметить, что согласно изобретению конкретный размер не ограничивается, и все пространственные размеры являются подходящими до тех пор, пока DMA имеет приемлемый с точки зрения правил эксплуатации сплав двух или больше разнородных материалов. Относительно концов деталей DMA согласно изобретению предусмотрено, что концы могут иметь любую геометрию/конфигурацию, подходящую для сварки подобных материалов (которая может быть или может не быть автоматизированной). Поэтому рассматриваемые концы могут иметь плоские торцы или могут быть подобными стандартным свариваемым встык концам, например, подвергнутым машинной обработке со стандартными 37,5 V-образными скосами кромок, J-образными скосами кромок или любого другого типа принятой в промышленности для подготовки соединения под сварку. Точно так же,характер концов разнородных материалов, подлежащих объединению для образования DMA, может значительно изменяться, и конкретная подготовка концов будет, по меньшей мере, частично зависеть от конкретного способа объединения. Однако в общем является предпочтительным, когда концы являются либо плоскими примыкающими поверхностями, либо представляют собой скошенную кромку и наиболее предпочтительно подходящими для сварки трением с перемешиванием или ротационной сварки трением. После изготовления и проверки DMA может быть вставлена между разнородными материалами(например, в систему трубопроводов) и приварена с использованием любого подходящего процесса сварки, чтобы присоединить каждую сторону кольца к ее соответствующему материалу, используя подходящие присадочные металлы, флюсы, защитные газы и т.д. Таким образом, были раскрыты определенные компоновки и способы для сварки разнородных материалов. Однако специалистам в данной области техники должно быть очевидно, что возможно еще множество модификаций помимо уже описанных, не отступая при этом от предусмотренных изобретением концепций, представленных в данном описании. Поэтому изобретение не должно быть ограничено ничем, за исключением сущности прилагаемой формулы изобретения. Кроме того, в интерпретировании как описания изобретения, так и формулы изобретения, все термины должны интерпретироваться в самом широком смысле, совместимом с контекстом. В частности, термины "содержит" и "содержащий" должны интерпретироваться, как относящиеся к элементам, компонентам или этапам неисключительным образом, указывая, что элементы, компоненты или этапы, на которые делается ссылка, могут присутствовать, или использоваться, или объединяться с другими элементами, компонентами или этапами, на которые ссылка явно не делается. Кроме того, там, где определение или использование термина в источнике информации, который включен посредством ссылки в данное описание, является несовместимым или противоположным определению того термина, который приведен в данном описании, применяется определение того термина, которое предусмотрено в данном описании, а определение этого термина в источнике информации не применяется. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ соединения поддающихся сварке разнородных материалов, содержащий образование переходной детали из первого и второго материалов, используя процесс объединения,в котором постоянным образом присоединяют соответствующие концы первого и второго материалов,где первый и второй материалы представляют собой разнородные материалы,установление целостности переходной детали и-4 014110 приваривание переходной детали в промежуточном положении между разнородными материалами так, что первый материал переходной детали приваривают к первому из разнородных материалов, при этом первый материал и первый из разнородных материалов являются подобными, и так, что второй материал переходной детали приваривают ко второму из разнородных материалов, при этом второй материал и второй из разнородных материалов являются подобными. 2. Способ по п.1, в котором по меньшей мере один из первого и второго материалов выбирают из группы, состоящей из углеродистой стали, нержавеющей стали, супераустенитной нержавеющей стали,высокопрочной низколегированной стали, никелевого сплава, медного сплава, алюминиевого сплава,титана, свинца, цинка или магния. 3. Способ по п.1, в котором по меньшей мере один из первого и второго материалов выбирают из группы, состоящей из термоотверждающегося полимера и термопластичного полимера. 4. Способ по п.1, в котором переходная деталь имеет кольцеобразную форму. 5. Способ по п.1, в котором процесс объединения представляет собой процесс соединения в твердом состоянии. 6. Способ по п.5, в котором процесс соединения в твердом состоянии представляет собой сварку трением с перемешиванием (FSW) или ротационную сварку трением. 7. Способ по п.1, в котором целостность устанавливают посредством неразрушающего процесса. 8. Способ по п.1, в котором этап сварки выполняют при работе в полевых условиях и в котором этап образования переходной детали выполняют на отдаленном участке относительно работы в полевых условиях. 9. Способ по п.1, в котором этап сварки переходной детали представляет собой процесс, выбираемый из группы, состоящей из дуговой сварки, газовой сварки, контактной сварки сопротивлением, ультразвуковой сварки, высокочастотной сварки и лучевой сварки. 10. Переходная деталь для присоединения постоянным образом разнородных материалов в процессе сварки, причем переходная деталь содержит первый участок, который приварен постоянным образом и посредством сварки трением с перемешиванием ко второму участку, при этом первый и второй участки изготовлены из разнородных материалов, которые являются соответственно подобными этим соединяемым разнородным материалам. 11. Переходная деталь по п.10, которая имеет кольцеобразную форму и в которой разнородные материалы представляют собой трубы. 12. Переходная деталь по п.10, в которой по меньшей мере один из первого и второго участков изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, нержавеющей стали,супераустенитной нержавеющей стали, высокопрочной низколегированной стали, никелевого сплава,медного сплава, алюминиевого сплава, титана, свинца, цинка или магния. 13. Переходная деталь по п.10, в которой первый участок изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, никелевого сплава, медного сплава и алюминиевого сплава, и в которой второй участок изготовлен из материала, выбранного из группы, состоящей из нержавеющей стали, супераустенитной нержавеющей стали и высокопрочной низколегированной стали. 14. Переходная деталь по п.10, в которой первый участок изготовлен из материала, выбранного из группы, состоящей из углеродистой стали, нержавеющей стали, супераустенитной нержавеющей стали,высокопрочной низколегированной стали, никелевого сплава, медного сплава, алюминиевого сплава,титана, свинца, цинка или магния, и в которой второй участок изготовлен из материала, выбранного из группы, состоящей из термоотверждающегося полимера и термопластичного полимера. 15. Переходная деталь по п.10, в которой по меньшей мере один из первого и второго участков изготовлен из материала, выбранного из группы, состоящей из термоотверждающегося полимера и термопластичного полимера. 16. Переходная деталь по п.10, в которой процесс сварки выбран из группы, состоящей из дуговой сварки, газовой сварки, контактной сварки сопротивлением, ультразвуковой сварки, высокочастотной сварки и лучевой сварки. 17. Комплект, содержащий переходную деталь по п.10 и инструкцию для приваривания переходной детали в промежуточном положении относительно первой трубы и второй трубы, при этом первая и вторая трубы изготовлены из разнородных материалов. 18. Комплект по п.17, в котором первая труба изготовлена из материала, выбранного из группы, состоящей из углеродистой стали, никелевого сплава, медного сплава и алюминиевого сплава, и в котором вторая труба изготовлена из материала, выбранного из группы, состоящей из нержавеющей стали, супераустенитной нержавеющей стали и высокопрочной низколегированной стали. 19. Коллектор или тройниковое соединение, содержащее переходную деталь по п.10. 20. Трубопровод, содержащий переходную деталь по п.10.
МПК / Метки
МПК: F16L 11/12
Метки: способы, сварки, компоновки, разнородных, материалов
Код ссылки
<a href="https://eas.patents.su/7-14110-komponovki-i-sposoby-svarki-raznorodnyh-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Компоновки и способы сварки разнородных материалов</a>
Переносимые системы и способы для приложений одноранговой компоновки услуг
Номер патента: 8614
Опубликовано: 29.06.2007
Авторы: Маер Дэвид П., Боккон-Гибо Жилль, Брэдли Уилльям Б.
МПК: G06F 15/16, G06Q 40/00, H04L 9/00...
Метки: приложений, услуг, переносимые, одноранговой, компоновки, способы, системы
Формула / Реферат:
1. Система компоновки услуг, предоставляемых одноранговыми сетевыми узлами, с достаточной возможностью взаимодействия, чтобы давать возможность обмена информацией, имеющей стоимостное выражение, через участие в распределенных приложениях, при этом система содержит: a) первого поставщика услуг, имеющего первый уровень адаптации услуг, который предоставляет интерфейс первой услуги, что дает возможность одноранговым сетевым узлам осуществлять...
Сварочный агрегат для сварки двух рельсов пути и способ сварки
Номер патента: 8316
Опубликовано: 27.04.2007
Автор: Мюллайтнер Хайнц
МПК: E01B 11/50, C21D 9/50
Метки: сварки, двух, способ, пути, рельсов, сварочный, агрегат
Формула / Реферат:
1. Сварочный агрегат (1) для сварки двух рельсов (2) пути (3), состоящий из устройства (5) управления, двух половин (4), установленных с возможностью перемещения посредством обжимных цилиндров (7) в продольном направлении (6) рельсов и содержащих предусмотренные для прижатия к рельсам (2) зажимные колодки (8), и срезающего ножа (9) для срезания сварочного грата (11) со сварного стыка (12), отличающийся тем, что на одной половине (4) агрегата...
Способ кузнечной сварки
Номер патента: 6407
Опубликовано: 29.12.2005
Авторы: Димитриадис Клистенис, Мое Пер Харальд, Ден Бур Йоханнис Йосефус, Коул Энтони Томас, Зейслинг Дюрре Ханс, Хальмраст Бьерн, Раббен Кьелль Магне
МПК: B23K 33/00
Метки: сварки, способ, кузнечной
Формула / Реферат:
1. Способ соединения трубчатых деталей при помощи кузнечной сварки, включающий придание торцам трубчатых деталей, которые должны быть сварены вместе, определенной формы с заданным углом наклона, отличающийся тем, что упомянутая форма с заданным углом наклона обеспечивает деформацию торцов при нагреве этих торцов в процессе кузнечной сварки вследствие теплового расширения с возникновением, по существу, продольно ориентированной цилиндрической...
Способы и устройство для обработки материалов
Номер патента: 5187
Опубликовано: 30.12.2004
Авторы: Макгреви Алан Н., Холл Ричард А.
МПК: B01F 7/12
Метки: материалов, устройство, обработки, способы
Формула / Реферат:
1. Способ обработки материалов, включающий пропускание обрабатываемого материала по проточному тракту через кольцевой технологический канал между двумя близко расположенными гладкими поверхностями соответствующих цилиндрических элементов устройства, по меньшей мере один из которых вращается относительно другого, причем материал образует пограничные слои у обеих поверхностей, радиальное расстояние между двумя указанными поверхностями не превышает...
Способы стерилизации биологических материалов
Номер патента: 5977
Опубликовано: 25.08.2005
Авторы: Хортон Эдвард А., Кент Рендэлл С.
МПК: A61L 2/08
Метки: способы, материалов, стерилизации, биологических
Формула / Реферат:
1. Способ снижения уровня активных биологических примесей или патогенов в ткани, причем указанный способ включает в себя (i) добавление к указанной ткани по меньшей мере одного стабилизатора, выбранного из группы, состоящей из аскорбиновой кислоты, аскорбата натрия, маннита, трегалозы, диметилсульфоксида (ДМСО), бутилированного гидрокситолуола (BHT), диметилтиомочевины, глутатиона, липоевой кислоты,...
Предыдущий патент: Скважинные способ и устройство для предотвращения выноса песка и регулирования притока во время скважинных операций
Следующий патент: Бензимидазолтиофеновые соединения в качестве ингибиторов polo-подобных киназ (plk)
Случайный патент: Система для превентивной защиты переключателя ответвлений под нагрузкой от возгорания и/или трансформатора от взрыва и способ