Сварочный агрегат для сварки двух рельсов пути и способ сварки
Формула / Реферат
1. Сварочный агрегат (1) для сварки двух рельсов (2) пути (3), состоящий из устройства (5) управления, двух половин (4), установленных с возможностью перемещения посредством обжимных цилиндров (7) в продольном направлении (6) рельсов и содержащих предусмотренные для прижатия к рельсам (2) зажимные колодки (8), и срезающего ножа (9) для срезания сварочного грата (11) со сварного стыка (12), отличающийся тем, что на одной половине (4) агрегата закреплено воздушное сопло (13) с температурным датчиком (14) и предусмотрено устройство (5) управления подачей сжатого воздуха к воздушному соплу (13).
2. Агрегат по п.1, отличающийся тем, что воздушное сопло (13) и температурный датчик (14) расположены между обеими половинами (4) агрегата.
3. Агрегат по одному из пп.1 или 2, отличающийся тем, что воздушное сопло (13) закреплено на срезающем ноже (9).
4. Агрегат по п.1, отличающийся тем, что устройство (5) управления выполнено для ввода стартовой температуры для автоматического запуска подачи воздуха в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12).
5. Агрегат по п.1 или 4, отличающийся тем, что устройство (5) управления выполнено для ввода останавливающей температуры для автоматического окончания подачи воздуха в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12).
6. Агрегат по одному из пп.1, 2 или 3, отличающийся тем, что подачей сжатого воздуха к воздушному соплу (13) управляют посредством устройства (5) управления в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12).
7. Агрегат по одному из пп.1-6, отличающийся тем, что воздушное сопло (13) имеет позиционируемое непосредственно над головкой (20) рельса сварного стыка (12) охлаждающее отверстие (18), соединенное с пневмопроводом (22) отверстие (16) для сжатого воздуха и всасывающее отверстие (17) для приема окружающего воздуха.
8. Агрегат по п.7, отличающийся тем, что воздушное сопло (13) имеет два отверстия (16) для сжатого воздуха и два всасывающих отверстия (17), которые расположены соответственно в проходящем перпендикулярно продольному направлению (6) рельса поперечном направлении на равном расстоянии а от плоскости (15) симметрии рельса.
9. Агрегат по п.7 или 8, отличающийся тем, что отверстие (16) для сжатого воздуха расположено под всасывающим отверстием (17), причем сечение всасывающего отверстия (17) по меньшей мере на коэффициент 3 больше сечения отверстия (16) для сжатого воздуха.
10. Агрегат по п.1, отличающийся тем, что температурный датчик (14) выполнен в виде инфракрасного пирометра для бесконтактного измерения температуры расположенной на головке (20) рельса измерительной точки (21) сварного стыка (12).
11. Способ сварки рельсов пути, при котором два рельса (2) при регулируемой подаче тока нагревают, а затем сжимают под высоким давлением с образованием сварного стыка (12) и сварочного грата (11), отличающийся тем, что он включает в себя следующие признаки:
а) непосредственно после отделения сварочного грата (11) от сварного стыка (12) воздушное сопло (13) охлаждающим отверстием (18) располагают над раскаленным сварным стыком (12);
б) измеряют температуру сварного стыка (12);
в) по достижении критической стартовой температуры сварного стыка (12) к воздушному соплу (13) автоматически подают сжатый воздух и всасываемый за счет его проникновения в воздушное сопло (13) окружающий воздух;
г) подачу сжатого воздуха автоматически прекращают по достижении критической температуры охлаждения сварного стыка (12);
д) сварочный агрегат (1) приподнимают от сваренных рельсов (2).
12. Способ по п.11, отличающийся тем, что параметры - стартовая температура и температура охлаждения, продолжительность подачи сжатого воздуха, а также температурная характеристика - на этапе охлаждения регистрируют и записывают.
13. Способ по п.11 или 12, отличающийся тем, что количество подаваемого через воздушное сопло (13) к охлаждающему отверстию (18) сжатого воздуха регулируют с возможностью достижения равномерной скорости охлаждения (шС/с) сварного стыка (12).

Текст
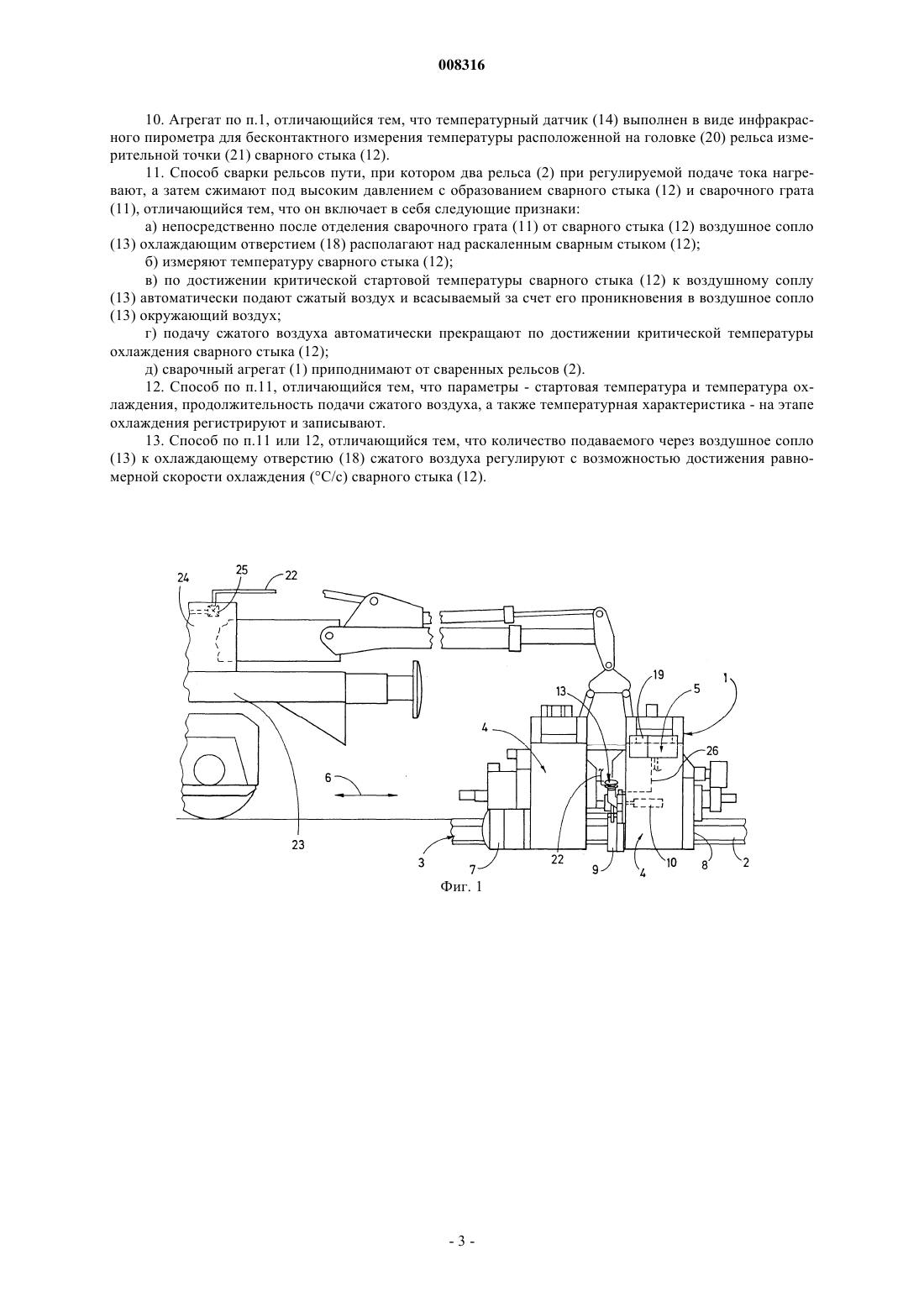
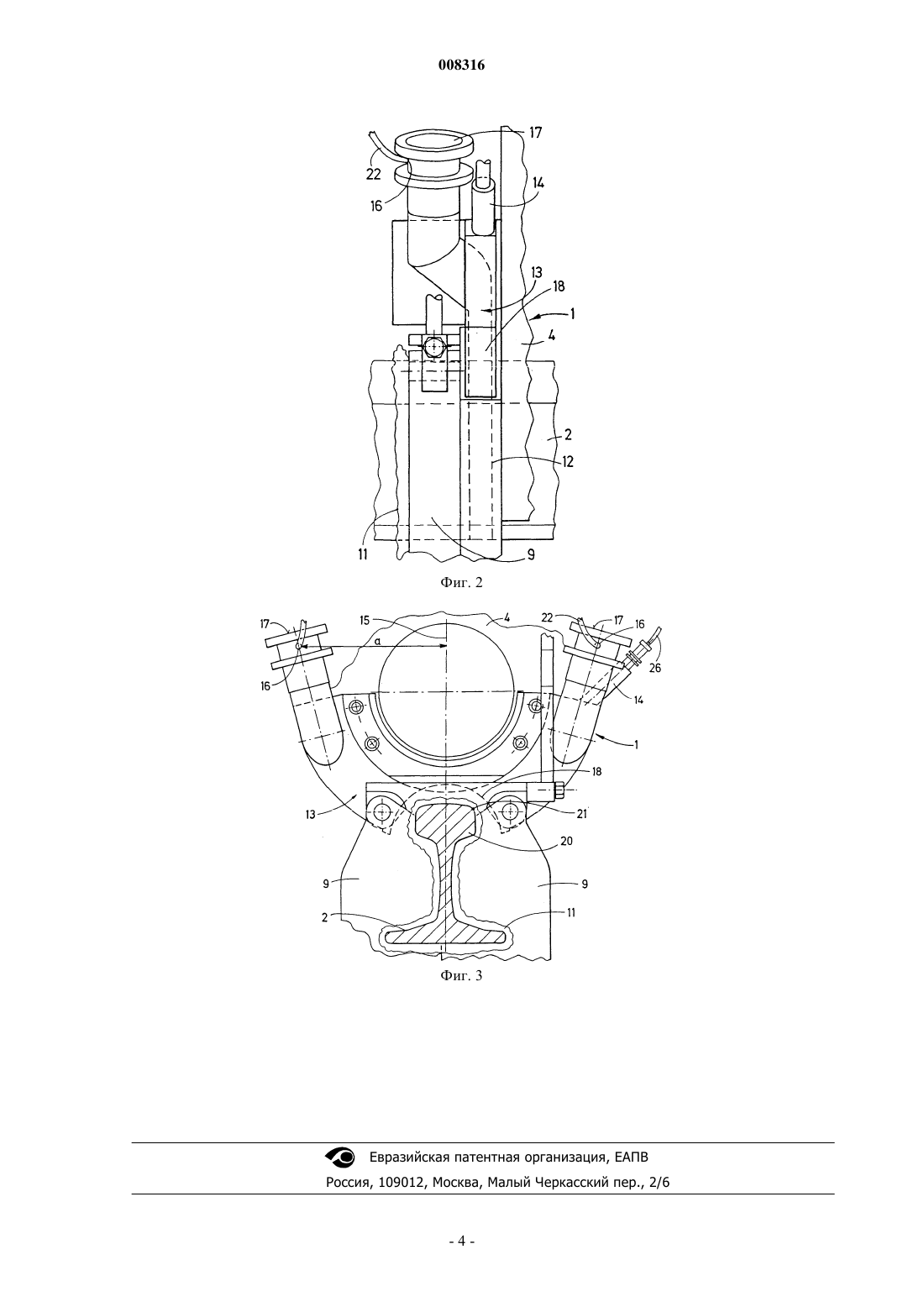
008316 Изобретение относится к сварочному агрегату согласно приведенным в ограничительной части п.1 формулы признакам, а также к способу сварки. Подобные сварочные агрегаты для так называемой мобильной стыковой сварки оплавлением уже известны из множества публикаций в различных выполнениях, например из US 3349216, ЕР 0132227 В 1 или GB 2185703 А. Из одной статьи в специальном журнале "Rail Engineering International" Edition 2002, с. 11-16, известно также охлаждение сварного стыка рельсов с закаленной головкой посредством подачи воздуха. Для этого после отвода сварочного агрегата над раскаленным сварным стыком устанавливают специальный охлаждающий колпак с охлаждающими отверстиями и подают сжатый воздух. Недостаток такого охлаждения состоит в том, что различные существенные процессы, такие как отвод сварочного агрегата,количество подаваемого сжатого воздуха или продолжительность охлаждения зависят от умения и надежности обслуживающего персонала. Задачей настоящего изобретения является создание родового сварочного агрегата, с помощью которого можно было бы осуществлять оптимальную сварку рельсов с закаленной головкой. Согласно изобретению, эта задача решается с помощью сварочного агрегата описанного выше рода посредством приведенных в отличительной части п.1 формулы признаков. Подобное выполнение обеспечивает непосредственно вслед за удалением сварочного грата контролируемое и качественно в любое время воспроизводимое охлаждение сварного стыка. В сочетании с температурным датчиком охлаждение может быть осуществлено точно в самом оптимальном интервале температур, причем посредством устройства управления возможно оптимальное регулирование подачи воздуха для достижения равномерного охлаждения с оптимальной подкалкой головки рельса. Другие преимущества и варианты осуществления изобретения приведены в зависимых пунктах формулы и на чертеже. Ниже изобретение более подробно описано с помощью примера его осуществления, изображенного на чертеже, на котором представляют: фиг. 1 - вид сбоку сварочного агрегата с частично показанной сварочной машиной; фиг. 2 - увеличенный вид сбоку воздушного сопла сварочного агрегата; фиг. 3 - увеличенный вид воздушного сопла в продольном направлении рельсов. На фиг. 1 изображен мобильный сварочный агрегат 1, выполненный для осуществления электрической контактной сварки рельсов 2 пути 3. Снабжаемый энергией от сварочной машины 23 сварочный агрегат 1 состоит из двух половин 4 и устройства 5 управления. Обе половины 4 агрегата соединены между собой с помощью проходящих в продольном направлении 6 рельсов, обжимных гидроцилиндров 7 с возможностью перемещения по отношению друг к другу. Каждая половина 4 агрегата содержит пару противоположных друг другу перпендикулярно продольному направлению рельсов зажимных колодок 8, выполненных с возможностью прижатия к рельсам 2 для осуществления сварки. Между обеими половинами 4 агрегата с возможностью перемещения посредством привода 10 в продольном направлении рельсов относительно обеих половин 4 агрегата установлен срезающий нож 9 для срезания сварочного грата 11 со сварного стыка 12 (фиг. 2). Как видно более подробно на фиг. 2 и 3, непосредственно на срезающем ноже 9 закреплено воздушное сопло 13 с температурным датчиком 14. Устройство 5 управления выполнено для подачи сжатого воздуха к воздушному соплу 13 в пределах выбираемого, согласованного с температурой сварного стыка 12 интервала температур. Воздушное сопло 13 снабжено двумя отверстиями 16 для сжатого воздуха и двумя всасывающими отверстиями 17, которые расположены соответственно в проходящем перпендикулярно продольному направлению 6 рельсов поперечном направлении на равном расстоянии а от плоскости 15 симметрии рельса. Каждое отверстие 16 для сжатого воздуха расположено под всасывающим отверстием 17, причем сечение всасывающего отверстия 17, по меньшей мере, на коэффициент 3 больше сечения отверстия 16 для сжатого воздуха. Температурный датчик 14 выполнен в виде инфракрасного пирометра для бесконтактного измерения температуры расположенной на головке 20 рельса измерительной точки 21 сварного стыка 12. С отверстием 16 для сжатого воздуха соединен пневмопровод 22, присоединенный к находящейся в сварочной машине 23 воздушно-компрессорной установке 24. В ней установлен нагружаемый устройством 5 управления клапан 25 для управления подачей сжатого воздуха. Устройство 5 управления выполнено для ввода стартовой и останавливающей температур, при котором подачу воздуха по пневмопроводам 22 автоматически начинают и прекращают. Для этого температурный датчик 14 соединен магистралью 26 с устройством 5 управления. Оно снабжено, кроме того,запоминающей средой 19 для регистрации и записи параметров: стартовая температура и температура охлаждения, продолжительность подачи сжатого воздуха, а также температурная характеристика на этапе охлаждения. Ниже более подробно описан принцип действия сварочного агрегата. Для сварки сварочный агрегат 1 опускают сварочной машиной 23 на оба соединяемых между собой рельса 2, в результате чего он вступает в контакт с ними посредством зажимных колодок 8. При подаче тока известным образом происходит образование раскаленного сварного стыка 12 и сварочного грата 11.-1 008316 Его сразу же срезают со сварного стыка 12 путем перемещения срезающего ножа 9 в продольном направлении 6 рельсов посредством привода 10 относительно обеих, продолжающих контактировать с рельсами половин 4 агрегата. При этом срезанный сварочный грат 11 удаляют от раскаленного сварного стыка 12 (фиг. 2), а закрепленное на обратной стороне срезающего ножа 9 воздушное сопло 13 своим охлаждающим отверстием 18 автоматически позиционируется точно над сварным стыком 12. После регистрации идеальной стартовой температуры этапа охлаждения температурным датчиком 14 с помощью устройства 5 управления происходит открывание клапана 25, в результате чего к воздушному соплу 13 по пневмопроводам 22 под контролем подается высушенный сжатый воздух (давление 6 бар, расход 1400 л/мин). За счет этого окружающий воздух всасывается в обоих всасывающих отверстиях 17 (25000 л/мин) и через охлаждающее отверстие 18 подается к сварному стыку 12 в зоне головки 20 рельса для ее охлаждения. Как только температурный датчик 14 зарегистрирует в измерительной точке 21 критическую температуру охлаждения, происходят прерывание подачи сжатого воздуха и окончание этапа охлаждения. Этим достигается подкалка сварного стыка 12 в зоне головки 20 рельса на глубину 15 мм. В заключение происходит отделение зажимных колодок 8 и срезающего ножа 9 от рельса 2 и подъем сварочного агрегата 1 для перемещения к следующему месту сварки. Стартовая температура для начала контролируемого охлаждения должна лежать в интервале от 800 до 850 С. Критическая температура окончания этапа охлаждения должна составлять 500 С. При этом следует обратить особое внимание на то, что самый поздний момент начала охлаждения сварного стыка 12 составляет 30 с после окончания сварки. Поскольку эти параметры охлаждения зависят, естественно,от вида сваренных рельсов или от заданных значений изготовителя рельсов, особенно предпочтительно,если в устройстве 5 управления хранятся различные, оптимально согласованные соответственно с определенным типом рельсов параметры охлаждения с возможностью запроса нажатием кнопки. Параметры: стартовая температура и температура охлаждения, продолжительность подачи воздуха,а также температурная характеристика регистрируют и записывают при каждом охлаждении сварного стыка 12. Количество подаваемого через воздушное сопло 13 к охлаждающему отверстию 18 сжатого воздуха автоматически регулируют с возможностью достижения равномерной скорости охлаждения сварного стыка 12 (например, 4 С/с). Устройство 5 управления разрешает запуск процесса сварки только тогда, когда в воздушно-компрессорной установке 24 имеется достаточно сжатого воздуха. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Сварочный агрегат (1) для сварки двух рельсов (2) пути (3), состоящий из устройства (5) управления, двух половин (4), установленных с возможностью перемещения посредством обжимных цилиндров (7) в продольном направлении (6) рельсов и содержащих предусмотренные для прижатия к рельсам(2) зажимные колодки (8), и срезающего ножа (9) для срезания сварочного грата (11) со сварного стыка(12), отличающийся тем, что на одной половине (4) агрегата закреплено воздушное сопло (13) с температурным датчиком (14) и предусмотрено устройство (5) управления подачей сжатого воздуха к воздушному соплу (13). 2. Агрегат по п.1, отличающийся тем, что воздушное сопло (13) и температурный датчик (14) расположены между обеими половинами (4) агрегата. 3. Агрегат по одному из пп.1 или 2, отличающийся тем, что воздушное сопло (13) закреплено на срезающем ноже (9). 4. Агрегат по п.1, отличающийся тем, что устройство (5) управления выполнено для ввода стартовой температуры для автоматического запуска подачи воздуха в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12). 5. Агрегат по п.1 или 4, отличающийся тем, что устройство (5) управления выполнено для ввода останавливающей температуры для автоматического окончания подачи воздуха в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12). 6. Агрегат по одному из пп.1, 2 или 3, отличающийся тем, что подачей сжатого воздуха к воздушному соплу (13) управляют посредством устройства (5) управления в зависимости от регистрируемой температурным датчиком (14) температуры сварного стыка (12). 7. Агрегат по одному из пп.1-6, отличающийся тем, что воздушное сопло (13) имеет позиционируемое непосредственно над головкой (20) рельса сварного стыка (12) охлаждающее отверстие (18), соединенное с пневмопроводом (22) отверстие (16) для сжатого воздуха и всасывающее отверстие (17) для приема окружающего воздуха. 8. Агрегат по п.7, отличающийся тем, что воздушное сопло (13) имеет два отверстия (16) для сжатого воздуха и два всасывающих отверстия (17), которые расположены соответственно в проходящем перпендикулярно продольному направлению (6) рельса поперечном направлении на равном расстоянии а от плоскости (15) симметрии рельса. 9. Агрегат по п.7 или 8, отличающийся тем, что отверстие (16) для сжатого воздуха расположено под всасывающим отверстием (17), причем сечение всасывающего отверстия (17) по меньшей мере на коэффициент 3 больше сечения отверстия (16) для сжатого воздуха.-2 008316 10. Агрегат по п.1, отличающийся тем, что температурный датчик (14) выполнен в виде инфракрасного пирометра для бесконтактного измерения температуры расположенной на головке (20) рельса измерительной точки (21) сварного стыка (12). 11. Способ сварки рельсов пути, при котором два рельса (2) при регулируемой подаче тока нагревают, а затем сжимают под высоким давлением с образованием сварного стыка (12) и сварочного грата(11), отличающийся тем, что он включает в себя следующие признаки: а) непосредственно после отделения сварочного грата (11) от сварного стыка (12) воздушное сопло(13) охлаждающим отверстием (18) располагают над раскаленным сварным стыком (12); б) измеряют температуру сварного стыка (12); в) по достижении критической стартовой температуры сварного стыка (12) к воздушному соплу(13) автоматически подают сжатый воздух и всасываемый за счет его проникновения в воздушное сопло(13) окружающий воздух; г) подачу сжатого воздуха автоматически прекращают по достижении критической температуры охлаждения сварного стыка (12); д) сварочный агрегат (1) приподнимают от сваренных рельсов (2). 12. Способ по п.11, отличающийся тем, что параметры - стартовая температура и температура охлаждения, продолжительность подачи сжатого воздуха, а также температурная характеристика - на этапе охлаждения регистрируют и записывают. 13. Способ по п.11 или 12, отличающийся тем, что количество подаваемого через воздушное сопло(13) к охлаждающему отверстию (18) сжатого воздуха регулируют с возможностью достижения равномерной скорости охлаждения (С/с) сварного стыка (12).
МПК / Метки
МПК: C21D 9/50, E01B 11/50
Метки: двух, сварочный, способ, рельсов, сварки, агрегат, пути
Код ссылки
<a href="https://eas.patents.su/5-8316-svarochnyjj-agregat-dlya-svarki-dvuh-relsov-puti-i-sposob-svarki.html" rel="bookmark" title="База патентов Евразийского Союза">Сварочный агрегат для сварки двух рельсов пути и способ сварки</a>
Сварочная машина и способ сварки рельсов пути
Номер патента: 8293
Опубликовано: 27.04.2007
Авторы: Тойрер Йозеф, Лихтбергер Бернхард
МПК: E01B 29/46, B23K 37/04
Метки: способ, пути, машина, рельсов, сварочная, сварки
Формула / Реферат:
1. Сварочная машина для сварки рельсов пути, содержащая сварочный аппарат (9), установленную с возможностью перемещения на тележках (3) раму (2), рельсотянущее устройство (12) для захвата свариваемых между собой концов (26) рельсов и установленные с возможностью поворота, образующие удаленные друг от друга в продольном направлении рельсов пары (16) зажимные клещи (17) с предусмотренными для прилегания к рельсу (4) зажимными губками (19), причем...
Литейная форма для сварки двух деталей заливкой промежуточного металла
Номер патента: 180
Опубликовано: 24.12.1998
Авторы: Скреба Герхард, Кустер Франк, Штайнхорст Михаэль
МПК: B23K 23/00
Метки: литейная, форма, заливкой, сварки, двух, деталей, промежуточного, металла
Формула / Реферат:
1. Литейная форма для сварки концов (1, 2) двух рельсов заливкой промежуточного металла, состоящая из стенок, которые по форме соответствуют профилю рельса, между которым заключен сварной стык и которые выполнены из жаропрочного материала, причем литейная полость в остальном ограничена торцами концов (1, 2) рельсов, в стенки формы встроена система прибылей (9), площадь поперечного сечения которых соответственно равна А, и воздушных каналов (10),...
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 224
Опубликовано: 24.12.1998
Авторы: Мульдер Герхардус Йоханнес, Штайнхорст Михаэль
МПК: B23K 23/00
Метки: промежуточного, алюмотермической, заливкой, легированием, зоне, способ, рельсов, металла, стальной, рельса, отливки, сварки, головки
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Способ алюмотермической сварки рельсов заливкой промежуточного металла с легированием стальной отливки в зоне головки рельса
Номер патента: 225
Опубликовано: 24.12.1998
Авторы: Мульдер Герхардус Йоханнес, Макрей Доналд, Штайнхорст Михаэль, Кустер Франк
МПК: B23K 23/00
Метки: рельса, зоне, способ, заливкой, отливки, стальной, алюмотермической, головки, сварки, легированием, рельсов, промежуточного, металла
Формула / Реферат:
1. Способ алюмотермической сварки рельсов заливкой промежуточного металла, в котором сталь, полученную при сгорании термитной смеси, заливают в огнеупорную литейную форму, в которую заключены концы соединяемых рельсов, а часть сливаемой из реакционного тигля стали, которая образует сварное соединение в зоне головки рельса, вводят в контакт с дополнительными легирующими добавками, отличающийся тем, что дополнительные легирующие добавки вводят по...
Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, и применение в этом способе системы горелок с определенной компоновкой
Номер патента: 181
Опубликовано: 24.12.1998
Авторы: Кустер Франк, Штайнхорст Михаэль, Скреба Герхард
МПК: C21D 9/04
Метки: компоновкой, изготовленного, термообработки, способ, заливкой, помощью, рельсового, системы, промежуточного, стыка, этом, горелок, способе, применение, металла, определенной, сварки
Формула / Реферат:
1. Способ термообработки рельсового стыка, изготовленного с помощью сварки заливкой промежуточного металла, в частности с целью, по меньшей мере, частичного получения мелкозернистой нормализованной структуры в зоне стыка, отличающийся тем, что нормализацию в зоне соединения концов рельсов проводят непосредственно после завершения процесса сварки, а именно, с наиболее полным использованием остаточного тепла, имеющегося в наплавленном металле и...
Предыдущий патент: Система лифта
Следующий патент: Движущийся тротуар, движущийся пандус или эскалатор
Случайный патент: Способ выделения аморфной соли монтелукаста натрия