Жесткое составное трубчатое изделие и способ его изготовления
Формула / Реферат
1. Составное жесткое трубчатое изделие промышленного изготовления, содержащее по меньшей мере две трубы (10, 12) из пластмассы, первая из которых соосно расположена во второй с зазором (14) от нее, и разделительный цилиндрический элемент (16) в виде спиральной навивки вокруг первой трубы (10), неподвижно размещенный в этом зазоре (14), отличающееся тем, что оно снабжено прокладкой (18) волнообразной формы из сваривающегося с указанной пластмассой материала, при этом прокладка (18) расположена между каждым витком разделительного элемента (16) и обращенными к нему поверхностями (20, 22) труб (10, 12) с образованием химической связи с этими поверхностями (20, 22), а разделительный элемент (16) размещен в той вогнутой части волны прокладки (18), которая обращена к первой трубе (10).
2. Трубчатое изделие по п.1, отличающееся тем, что оно содержит второй цилиндрический разделительный элемент (24) в виде спиральной навивки, смещенной на половину шага волны относительно витков первого разделительного элемента (16), при этом витки второго разделительного элемента (24) неподвижно размещены между прокладкой (18) и внутренней поверхностью (22) второй трубы (12).
3. Трубчатое изделие по любому из пп.1 или 2, отличающееся тем, что витки разделительного элемента (16) и разделительного элемента (24) проникают в примыкающий к ним поверхностный слой первой (10) и второй (12) труб, соответственно.
4. Трубчатое изделие по п.1, отличающееся тем, что оно содержит третью трубу (26), соосно расположенную вокруг второй трубы (12) с зазором (28) от нее, и размещенную в этом зазоре (28) усиливающую конструкцию из дополнительного цилиндрического разделительного элемента (30) и дополнительной прокладки (32), и соответствующую конструкцию, которая представляет собой разделительный элемент (16) и прокладку (18), размещенные в зазоре (14) между первой и второй трубами (10, 12).
5. Трубчатое изделие по любому из пп.1, 2, 4, отличающееся тем, что разделительный элемент (16, 24, 30) является трубчатым элементом из пластмассы, предпочтительно гофрированным или рифленым трубчатым элементом.
6. Трубчатое изделие по п.1 или 4, отличающееся тем, что прокладка (18, 32) выполнена из той же пластмассы, что и трубы (10, 12, 26).
7. Трубчатое изделие по п.1 или 4, отличающееся тем, что трубы (10, 12, 26) изготовлены из усиленного волокном термореактивного материала такого, как ненасыщенная полиэфирная смола или эпоксидная смола.
8. Трубчатое изделие по п.1 или 4, отличающееся тем, что трубы (10, 12, 26) изготовлены с помощью "филаментной намотки".
9. Трубчатое изделие по п.1 или 4, отличающееся тем, что прокладки (18, 32) изготовлены из усиленного волокном термореактивного материала, такого как ненасыщенная полиэфирная смола или эпоксидная смола.
10. Трубчатое изделие по п.7 или 9, отличающееся тем, что волокном, усиливающим термореактивный материал, является стекловолокно.
11. Трубчатое изделие по п.7 или 9, отличающееся тем, что волокном, усиливающим термореактивный материал, является углеродное волокно или арамидное волокно, предпочтительно кевлар.
12. Трубчатое изделие по п.1 или 4, отличающееся тем, что ширина зазора (14, 28) находится между 5 и 40 мм.
13. Трубчатое изделие по п.1 или 4, отличающееся тем, что толщина прокладки (18, 32) составляет от 1 до 5 мм, предпочтительно 2 мм.
14. Способ промышленного изготовления трубчатого изделия по любому из пп.1-13, характеризующийся следующими этапами:
(a) изготавливают первую трубу (10) из усиленного волокном термореактивного материала по любому из пп.7, 10, 11 на вспомогательной поддерживающей оправке;
(b) наматывают трубчатый разделительный элемент (16) на наружную поверхность первой трубы (10) в виде спирали с заданным шагом и перпендикулярно оси вспомогательной поддерживающей оправки, которой сообщается вращательное движение;
(c) изготавливают до того, как термореактивный материал, образующий трубу (10), полностью отверждается, прокладку (18) из пластмассы с образованием химической связи с поверхностями (20, 22) под таким углом, чтобы указанная прокладка располагалась как на наружной поверхности трубы (10), так и над витками трубчатого разделительного элемента (16), принимая при этом волнообразную форму;
(d) наматывают трубчатый разделительный элемент (24) с тем же шагом, что и шаг намотки разделительного элемента (16), со смещением в осевом направлении на половину шага таким образом, чтобы витки разделительного элемента (24) были расположены между витками намотки разделительного элемента (16) и во впадинах волн, образованных прокладкой (18);
(e) изготавливают до того, как пластмасса, образующая прокладку (18), полностью отверждается, вторую трубу (12), которую размещают соосно с первой трубой (10) и располагают от нее с промежутком по ширине, соответствующей сумме диаметра разделительного элемента (16) и толщине промежуточной прокладки (18) из пластмассы;
(f) удаляют вспомогательную поддерживающую оправку.
15. Способ по п.14, характеризующийся тем, что дополнительно повторяют этапы от (b) до (d) с целью изготовления трубчатых изделий по любому из пп.1-13, имеющих несколько соосных труб, в частности (10, 12, 26).

Текст
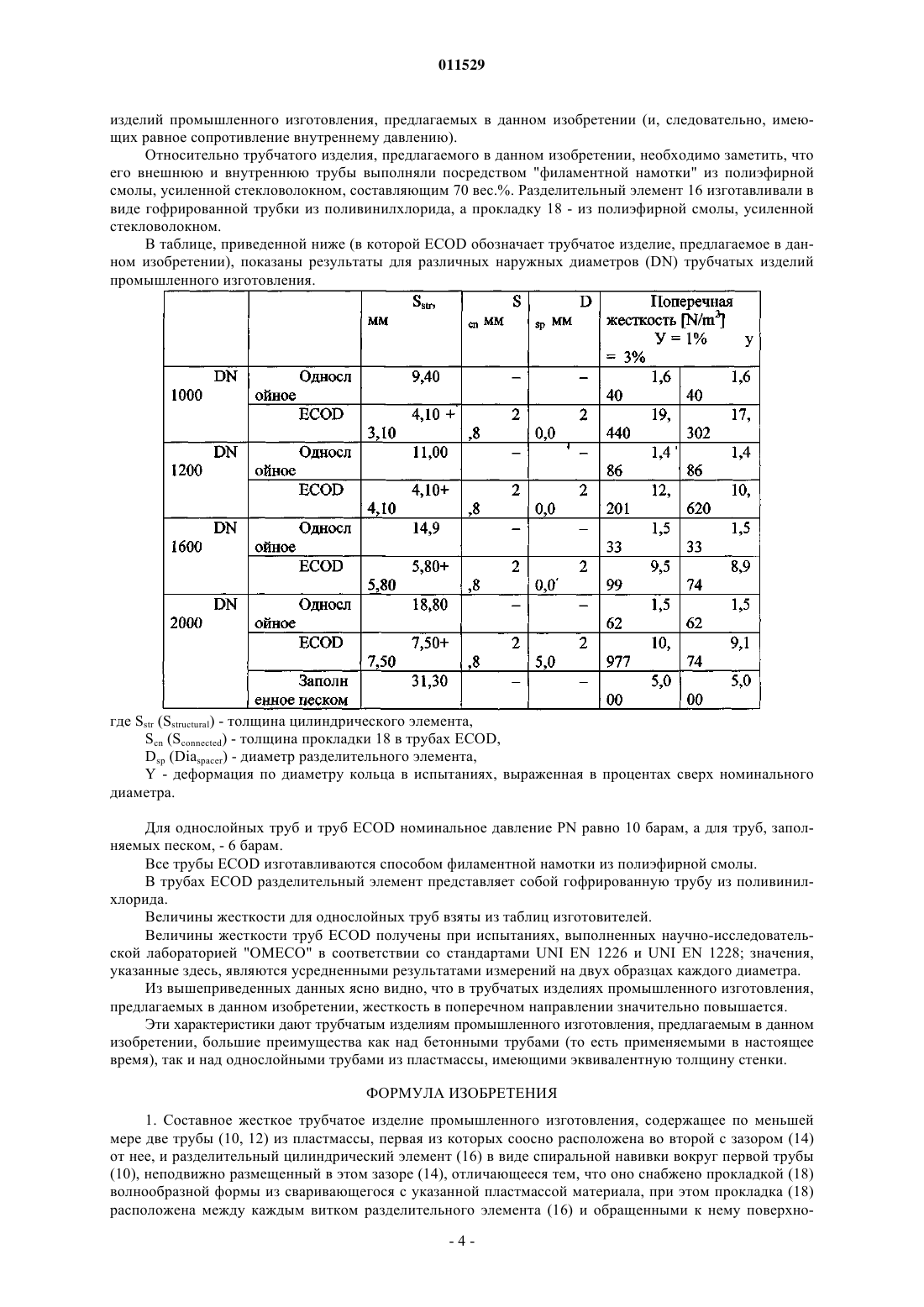
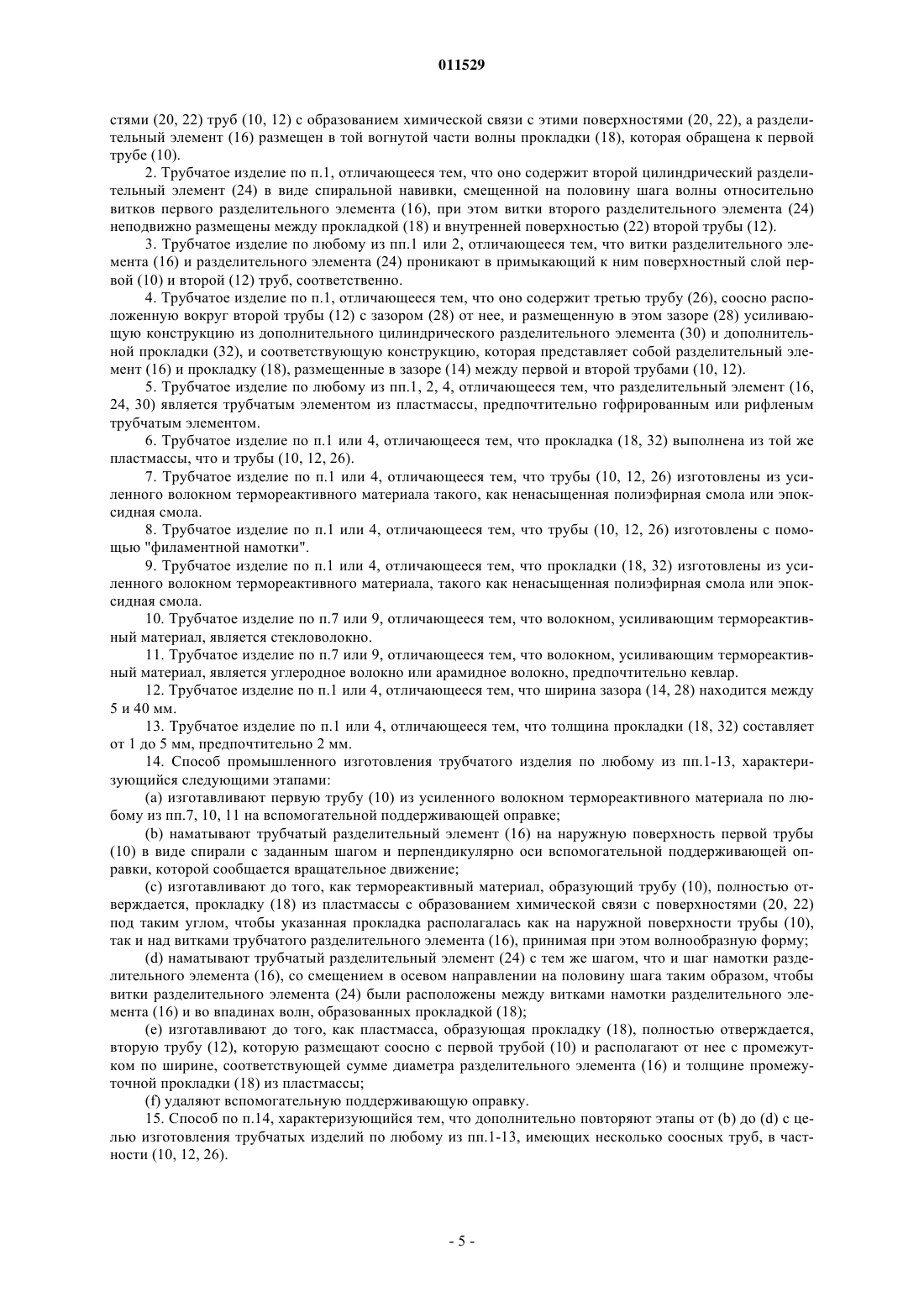
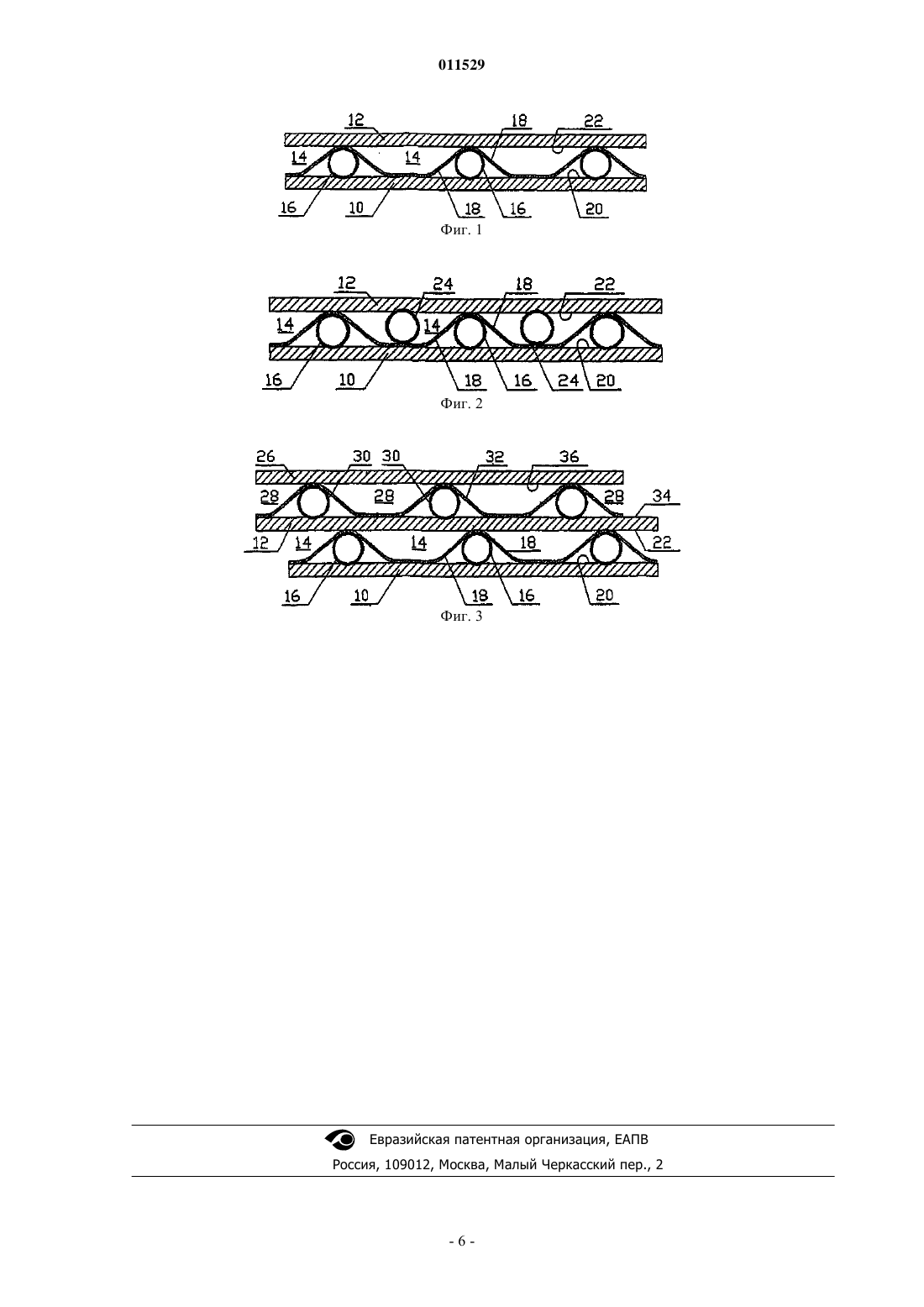
011529 Данное изобретение относится к усиленному жесткому трубчатому изделию промышленного изготовления, сделанному из пластмассы и применяемому для транспортирования текучих сред таким образом,что оно может найти применение в водопроводах, нефтепроводах, газопроводах, системах стока и т.п. До настоящего времени для таких целей применялись трубчатые изделия промышленного изготовления из армированного и неармированного бетона, металлов, например стали, или однослойных пластиков. Эти изделия укладываются под землей на заданной глубине, так что они подвергаются как распределенным, так и локализированным изгибающим нагрузкам (эти локализированные нагрузки являются иногда кратковременными, как в случае изделий, лежащих под дорогами). Кроме того, для предотвращения потери или утечки жидкой текучей среды, протекающей внутри их, под воздействием давления, которое также может достигать значительной величины, эти изделия выполняются герметичными. Наконец, они должны быть химически инертны по отношению к текучим средам, протекающим внутри их. Должно быть понятно, что любые потери текучей среды в упомянутых подземных трубчатых изделиях или их поломки приводят к сложным аварийным работам, поскольку возникает необходимость раскапывания для определения местонахождения и достижения той части изделия или соединения, в которых могут происходить потери, и выполнения ремонта непосредственно на месте. Факт относительно высокой стоимости стальных труб, которые требуют соответствующей защиты,и труб из пластмассы с однослойной стенкой является причиной того, что упомянутые изделия промышленного изготовления, эксплуатируемые в настоящее время, это преимущественно бетонные изделия,существенным недостатком которых является их большой вес, так что они могут применяться только в виде секций небольшой длины, что требует большого количества герметичных соединений. Понятно, что каждое такое соединение является потенциальным источником потерь. В прошлом предлагалось большое количество решений, касающихся производства трубчатых изделий этого типа из пластмасс, поскольку это дает возможность, с одной стороны, использовать химически и электрически инертные материалы (следует заметить, что электрическая инертность представляет собой защиту от сквозной коррозии), а, с другой стороны, производить изделия промышленного изготовления, удельный вес которых намного меньше, чем удельный вес общеизвестных ранее упоминавшихся материалов. Решение, которое рассматривалось и изучалось в наибольшей степени, содержит два соосных цилиндрических элемента (две трубы), между которыми располагается усиливающий элемент, неподвижно соединенный с обращенными друг к другу поверхностями обоих цилиндрических элементов. Этот усиливающий элемент может состоять из ребристости материала, образованной соосными трубами, причем этот материал является предпочтительно ненасыщенной полиэфирной смолой, усиленной стекловолокном. Это решение описывается в патентах Италии 1.006.957, 1.037.746 и 1.058.524, в которых также предусматривается усиливающая ребристость в виде спиральной навивки, вделанной в слой растяжимого полимера, располагаемый между двумя соосными трубами. В других случаях (патент Франции 1.308.575) усиливающий элемент сам по себе образовывается трубчатым элементом, спирально навиваемым в зазоре между двумя трубами, причем спирали трубчатого усиливающего элемента постоянно закреплены в зонах взаимного контакта к соседним поверхностям соосных труб. Подобные решения предлагаются также в опубликованных патентных заявках ФРГ 2.504.883 и 2.558.288. В международной патентной заявке WO 02/065011 предлагалось составное трубчатое изделие промышленного изготовления, также содержащее по меньшей мере два соосных жестких трубчатых элемента(две трубы) из пластмассы, образующих зазор, в котором располагается усиливающая прокладка, образуемая спирально навитым трубчатым элементом, который отличается тем, что он выполняется гофрированным или формируется зазубренным, а витки его изготавливаются таким образом, чтобы проникать в примыкающие поверхности двух соосных трубчатых элементов, хотя бы только на минимальную глубину. Такое решение дает в результате трубчатые изделия, в которых жесткость в поперечном направлении более чем в 2 раза превосходит тот же показатель для однослойной трубы, имеющей толщину стенки, равную полной толщине усиленного изделия промышленного изготовления. Однако дополнительное увеличение прочности при изгибе вдобавок к другим механическим свойствам усиленного трубчатого изделия промышленного изготовления все еще составляет желаемую цель с производственной точки зрения и точки зрения применения. Сказанное является целью данного изобретения, а именно создание жесткого усиленного трубчатого изделия промышленного изготовления, выполняемого из пластмассы, механические свойства которого, и в частности прочность при изгибе в направлении, поперечном оси этого изделия, значительно увеличивается по сравнению с предшествующими конструкциями. Эта цель и другие цели достигаются с помощью трубчатого изделия промышленного изготовления,предлагаемого в данном изобретении, содержащего по меньшей мере две трубы из пластмассы, первая из которых соосно расположена во второй с зазором от нее, и разделительный цилиндрический элемент в виде спиральной навивки вокруг первой трубы, неподвижно размещенный в этом зазоре, отличие которого согласно изобретению в том, что оно снабжено прокладкой волнообразной формы из сваривающегося с указанной пластмассой материала, при этом прокладка расположена между каждым витком разде-1 011529 лительного элемента и обращенными к нему поверхностями труб с образованием химической связи с этими поверхностями, а разделительный элемент размещен в той вогнутой части волны прокладки, которая обращена к первой трубе. Разделительный элемент предпочтительно является трубчатым элементом, а более предпочтительно гофрированным или рифленым трубчатым элементом. В предпочтительном варианте осуществления данного изобретения прокладка из сваривающегося материала выполняется из той же пластмассы, из которой состоят соосные цилиндрические элементы, в частности ненасыщенной полиэфирной смолы,усиленной стекловолокном, или эпоксидной смолы, которая также усиливается стекловолокном, или других термореактивных материалов. Данное изобретение, кроме того, относится к способу изготовления вышеописанного трубчатого изделия. В предпочтительном варианте осуществления этот способ содержит следующие этапы:(a) изготовление первой трубы из усиленного волокном термореактивного материала, такого как ненасыщенная полиэфирная смола или эпоксидная смола, на вспомогательной поддерживающей оправке, причем волокном, усиливающим термореактивный материал, является стекловолокно, углеродное волокно или арамидное волокно, предпочтительно кевлар;(b) намотка трубчатого разделительного элемента на наружную поверхность первой трубы в виде спирали с заданным шагом и перпендикулярно оси вспомогательной поддерживающей оправки, которой сообщается вращательное движение;(c) изготовление до того, как термореактивный материал, образующий трубу, полностью отверждается, прокладки из пластмассы с образованием химической связи с поверхностями под таким углом, чтобы указанная прокладка располагалась как на наружной поверхности трубы, так и над витками трубчатого разделительного элемента, принимая при этом волнообразную форму;(d) намотка трубчатого разделительного элемента с тем же шагом, что и намотка разделительного элемента, со смещением в осевом направлении на половину шага таким образом, чтобы витки разделительного элемента были расположены между витками намотки разделительного элемента и во впадинах волн, образованных прокладкой;(e) изготовление до того, как пластмасса, образующая прокладку, полностью отверждается, второй трубы, которая размещается соосно с первой трубой и располагается от нее с промежутком, по ширине соответствующим сумме диаметра разделительного элемента и толщины промежуточной прокладки из пластмассы;(f) удаление вспомогательной поддерживающей оправки. Вышеописанный способ, конечно, не представляет собой только способ, с помощью которого можно изготовить описанное трубчатое изделие, предлагаемое в данном изобретении. В предпочтительном варианте осуществления данного способа внутренняя и внешняя трубы и/или пластмассовая прокладка,которая располагается между трубами и которая спирально навивается и помещается в зазор, изготавливаются по известной технологии, называемой "филаментной намоткой" (filament winding), представляющей собой намотку непрерывных филаментных нитей стекла, которые покрываются смолой на оправке. Оправке сообщается вращательное движение, а головка для укладки стеклянной нити, покрываемой смолой, совершает относительно оправки возвратно-поступательное перемещение в осевом направлении. При таком известном способе промышленно изготавливаемые изделия приобретают лучшие прочностные характеристики, чем изделия, получавшиеся ранее способами напыления или отливки. Что касается твердой пластмассы, из которой изготавливается изделие, предлагаемое в данном изобретении, то, как уже указывалось, она предпочтительно является полиэфирной смолой, которая усиливается стекловолокном, или эпоксидной смолой, которая также усиливается стекловолокном, или другими термореактивными материалами. Вместо стекловолокна, однако, можно применить иные усиливающие материалы волоконного типа,например углеродное волокно, или другие неорганические или органические волокна, такие как арамидное волокно (например, кевлар). В случае применения стекловолокна оно должно содержаться в пластмассе, усиливаемой стекловолокном, в обычных количествах, принятых для производства так называемых изделий промышленного изготовления, и это количество для случая данного изобретения составляет от 30 до 80% полного веса,предпочтительно порядка 70%, всегда по отношению к полному весу изделия промышленного изготовления. Что касается величины зазора между внутренним и наружным цилиндрическими элементами, то она предпочтительно составляет от 5 до 40 мм, а толщина прокладки, образующей волну, составляет предпочтительно от 1 до 5 мм, более предпочтительно 2 мм. Жесткие трубчатые пластмассовые изделия промышленного изготовления, предлагаемые в данном изобретении, могут иметь очень большой диаметр, порядка 3 м и даже больше, так что они соответствуют требованиям, изложенным во вводной части этого описания. Характерные особенности и преимущества данного изобретения выяснятся из нижеследующего описания, снабженного ссылками на прилагаемые чертежи, на которых фиг. 1 - схематическое частичное сечение в осевой плоскости первого варианта исполнения трубча-2 011529 того изделия промышленного изготовления, предлагаемого в данном изобретении; фиг. 2 - вид, подобный фиг. 1, второго варианта осуществления данного изобретения; фиг. 3 - частичное сечение третьего варианта осуществления данного изобретения. Обратимся к фиг. 1, где показан первый вариант исполнения трубчатого изделия промышленного изготовления, предлагаемого в данном изобретении, которое содержит внутреннюю трубу 10 и соосно с ней размещенную внешнюю трубу 12 с зазором 14 между ними. В этом зазоре располагается разделительный цилиндрический элемент 16, который навивают по спирали вокруг внутренней трубы 10. В зазоре 14, кроме того, располагается пластмассовая прокладка 18, которую выполняют на внешней стороне витков разделительного цилиндрического элемента 16 таким образом, чтобы придать прокладке волнообразную форму, во впадинах которой находятся витки разделительного элемента 16. Как показано на чертежах, прокладка 18 находится в контакте с наружной стенкой 20 внутренней трубы 10, и этот контакт, как будет показано, сохраняется неизменным в результате образования постоянных химических связей. Гребни волн прокладки 18 также находятся в контакте с внутренней стенкой 22 наружной трубы 12,будучи соединенными к ней в результате образования постоянных химических связей. В варианте исполнения, показанном на фиг. 2, трубчатое изделие промышленного изготовления имеет такую же конструкцию, как и изделие на фиг. 1, за исключением того, что в зазоре 14 предусмотрен второй разделительный цилиндрический элемент 24, который навивается со смещением на половину шага по отношению к навивке разделительного элемента 16 таким образом, что располагается симметрично относительно навивки элемента 16 на противоположной стороне прокладки 18. Наконец, на фиг. 3 показан вариант исполнения трубчатого промышленного изделия по данному изобретению, в котором конструкция, показанная на фиг. 3, повторяется с целью дополнительного повышения жесткости в поперечном направлении в специальных случаях исполнения. В этом случае труба 12 работает как промежуточный трубчатый элемент, который служит в качестве внешней трубы для зазора 14, но в качестве внутренней трубы относительно другой внешней трубы 26, с которой он образует зазор 28, а в этом зазоре 28 помещается навиваемый по спирали дополнительный разделительный цилиндрический элемент 30, предпочтительно обладающий теми же характерными особенностями, что и разделительный элемент 16. Другую усиливающую прокладку 32, обладающую свойствами и формой, подобными или предпочтительно идентичными усиливающей прокладке 18, выполняют на витках, образованных разделительным элементом 30, так что в этом случае постоянные химические связи образуются также между этой прокладкой 32 и поверхностями, по которым она контактирует с наружной стенкой 34 трубы 12 и внутренней стенкой 36 внешней трубы 26. Эти химические связи возникают благодаря двум следующим характерным особенностям данного изобретения:(а) во-первых, выбору смол, которые образуют различные элементы составного трубчатого промышленного изделия, предлагаемого в данном изобретении, причем эти смолы должны быть взаимно совместимыми и, в частности, обладать свариваемостью при контакте, обеспечивая выполнение процесса сваривания до завершения отверждения каждой из смол; виды смол, отвечающих этим требованиям, уже указывались выше;(b) во-вторых, выполнению различных этапов способа изготовления предлагаемого трубчатого изделия с использованием способов и периодов времени таким образом, чтобы исполнять требования, указанные выше, то есть:(I) спиральную намотку разделительного элемента 16 на внутренний цилиндрический элемент 10 выполняют до того, как смола, образующая этот элемент, полностью отверждается, предпочтительно,когда смола (или смола, усиленная стекловолокном), которая образует его, все еще обладает достаточной вязкостью, чтобы позволить виткам элемента 16 проникнуть в глубину (однако, небольшую) поверхности внутренней трубы 10;(II) подобным образом, внешняя труба 12, предпочтительно имеющая тот же состав, что и труба 10,формируется так, что она приходит в соприкосновение с помощью заданного давления с гребнями прокладки 18, не только образуя химические связи между внутренней стенкой 22 трубы 12 и участками, на которых она входит в контакт с прокладкой 18, но также оказывая (после окончательного отверждения) физическое воздействие, выражающееся во взаимном скреплении различных компонентов трубчатого изделия промышленного изготовления. Что касается разделительного элемента 16 (как и элементов 24 и 30), то он может иметь простую конфигурацию, как показано на чертежах, или может состоять из гофрированных трубок (например, типа, показанного в международной патентной заявке WO 02/065011), причем в этом случае механическая прочность конечного трубчатого изделия промышленного изготовления дополнительно возрастает, и в частности возрастает жесткость в поперечном направлении. При испытании трубчатых изделий, изготовленных в соответствии с данным изобретением, сравнивали их с однослойными трубами, толщина которых соответствовала полной толщине стенок трубчатых-3 011529 изделий промышленного изготовления, предлагаемых в данном изобретении (и, следовательно, имеющих равное сопротивление внутреннему давлению). Относительно трубчатого изделия, предлагаемого в данном изобретении, необходимо заметить, что его внешнюю и внутреннюю трубы выполняли посредством "филаментной намотки" из полиэфирной смолы, усиленной стекловолокном, составляющим 70 вес.%. Разделительный элемент 16 изготавливали в виде гофрированной трубки из поливинилхлорида, а прокладку 18 - из полиэфирной смолы, усиленной стекловолокном. В таблице, приведенной ниже (в которой ECOD обозначает трубчатое изделие, предлагаемое в данном изобретении), показаны результаты для различных наружных диаметров (DN) трубчатых изделий промышленного изготовления. где Sstr (Sstructural) - толщина цилиндрического элемента,Scn (Sconnected) - толщина прокладки 18 в трубах ECOD,Dsp (Diaspacer) - диаметр разделительного элемента,Y - деформация по диаметру кольца в испытаниях, выраженная в процентах сверх номинального диаметра. Для однослойных труб и труб ECOD номинальное давление PN равно 10 барам, а для труб, заполняемых песком, - 6 барам. Все трубы ECOD изготавливаются способом филаментной намотки из полиэфирной смолы. В трубах ECOD разделительный элемент представляет собой гофрированную трубу из поливинилхлорида. Величины жесткости для однослойных труб взяты из таблиц изготовителей. Величины жесткости труб ECOD получены при испытаниях, выполненных научно-исследовательской лабораторией "ОМЕСО" в соответствии со стандартами UNI EN 1226 и UNI EN 1228; значения,указанные здесь, являются усредненными результатами измерений на двух образцах каждого диаметра. Из вышеприведенных данных ясно видно, что в трубчатых изделиях промышленного изготовления,предлагаемых в данном изобретении, жесткость в поперечном направлении значительно повышается. Эти характеристики дают трубчатым изделиям промышленного изготовления, предлагаемым в данном изобретении, большие преимущества как над бетонными трубами (то есть применяемыми в настоящее время), так и над однослойными трубами из пластмассы, имеющими эквивалентную толщину стенки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Составное жесткое трубчатое изделие промышленного изготовления, содержащее по меньшей мере две трубы (10, 12) из пластмассы, первая из которых соосно расположена во второй с зазором (14) от нее, и разделительный цилиндрический элемент (16) в виде спиральной навивки вокруг первой трубы(10), неподвижно размещенный в этом зазоре (14), отличающееся тем, что оно снабжено прокладкой (18) волнообразной формы из сваривающегося с указанной пластмассой материала, при этом прокладка (18) расположена между каждым витком разделительного элемента (16) и обращенными к нему поверхно-4 011529 стями (20, 22) труб (10, 12) с образованием химической связи с этими поверхностями (20, 22), а разделительный элемент (16) размещен в той вогнутой части волны прокладки (18), которая обращена к первой трубе (10). 2. Трубчатое изделие по п.1, отличающееся тем, что оно содержит второй цилиндрический разделительный элемент (24) в виде спиральной навивки, смещенной на половину шага волны относительно витков первого разделительного элемента (16), при этом витки второго разделительного элемента (24) неподвижно размещены между прокладкой (18) и внутренней поверхностью (22) второй трубы (12). 3. Трубчатое изделие по любому из пп.1 или 2, отличающееся тем, что витки разделительного элемента (16) и разделительного элемента (24) проникают в примыкающий к ним поверхностный слой первой (10) и второй (12) труб, соответственно. 4. Трубчатое изделие по п.1, отличающееся тем, что оно содержит третью трубу (26), соосно расположенную вокруг второй трубы (12) с зазором (28) от нее, и размещенную в этом зазоре (28) усиливающую конструкцию из дополнительного цилиндрического разделительного элемента (30) и дополнительной прокладки (32), и соответствующую конструкцию, которая представляет собой разделительный элемент (16) и прокладку (18), размещенные в зазоре (14) между первой и второй трубами (10, 12). 5. Трубчатое изделие по любому из пп.1, 2, 4, отличающееся тем, что разделительный элемент (16,24, 30) является трубчатым элементом из пластмассы, предпочтительно гофрированным или рифленым трубчатым элементом. 6. Трубчатое изделие по п.1 или 4, отличающееся тем, что прокладка (18, 32) выполнена из той же пластмассы, что и трубы (10, 12, 26). 7. Трубчатое изделие по п.1 или 4, отличающееся тем, что трубы (10, 12, 26) изготовлены из усиленного волокном термореактивного материала такого, как ненасыщенная полиэфирная смола или эпоксидная смола. 8. Трубчатое изделие по п.1 или 4, отличающееся тем, что трубы (10, 12, 26) изготовлены с помощью "филаментной намотки". 9. Трубчатое изделие по п.1 или 4, отличающееся тем, что прокладки (18, 32) изготовлены из усиленного волокном термореактивного материала, такого как ненасыщенная полиэфирная смола или эпоксидная смола. 10. Трубчатое изделие по п.7 или 9, отличающееся тем, что волокном, усиливающим термореактивный материал, является стекловолокно. 11. Трубчатое изделие по п.7 или 9, отличающееся тем, что волокном, усиливающим термореактивный материал, является углеродное волокно или арамидное волокно, предпочтительно кевлар. 12. Трубчатое изделие по п.1 или 4, отличающееся тем, что ширина зазора (14, 28) находится между 5 и 40 мм. 13. Трубчатое изделие по п.1 или 4, отличающееся тем, что толщина прокладки (18, 32) составляет от 1 до 5 мм, предпочтительно 2 мм. 14. Способ промышленного изготовления трубчатого изделия по любому из пп.1-13, характеризующийся следующими этапами:(a) изготавливают первую трубу (10) из усиленного волокном термореактивного материала по любому из пп.7, 10, 11 на вспомогательной поддерживающей оправке;(b) наматывают трубчатый разделительный элемент (16) на наружную поверхность первой трубы(10) в виде спирали с заданным шагом и перпендикулярно оси вспомогательной поддерживающей оправки, которой сообщается вращательное движение;(c) изготавливают до того, как термореактивный материал, образующий трубу (10), полностью отверждается, прокладку (18) из пластмассы с образованием химической связи с поверхностями (20, 22) под таким углом, чтобы указанная прокладка располагалась как на наружной поверхности трубы (10),так и над витками трубчатого разделительного элемента (16), принимая при этом волнообразную форму;(d) наматывают трубчатый разделительный элемент (24) с тем же шагом, что и шаг намотки разделительного элемента (16), со смещением в осевом направлении на половину шага таким образом, чтобы витки разделительного элемента (24) были расположены между витками намотки разделительного элемента (16) и во впадинах волн, образованных прокладкой (18);(e) изготавливают до того, как пластмасса, образующая прокладку (18), полностью отверждается,вторую трубу (12), которую размещают соосно с первой трубой (10) и располагают от нее с промежутком по ширине, соответствующей сумме диаметра разделительного элемента (16) и толщине промежуточной прокладки (18) из пластмассы;(f) удаляют вспомогательную поддерживающую оправку. 15. Способ по п.14, характеризующийся тем, что дополнительно повторяют этапы от (b) до (d) с целью изготовления трубчатых изделий по любому из пп.1-13, имеющих несколько соосных труб, в частности (10, 12, 26).
МПК / Метки
МПК: F16L 9/12, F16L 9/18, B29C 53/58
Метки: трубчатое, жесткое, изготовления, способ, составное, изделие
Код ссылки
<a href="https://eas.patents.su/7-11529-zhestkoe-sostavnoe-trubchatoe-izdelie-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Жесткое составное трубчатое изделие и способ его изготовления</a>
Способ непрерывной укладки рельса на жесткое полотно пути, а также жесткое полотно пути
Номер патента: 5054
Опубликовано: 28.10.2004
Авторы: Райхель Дитер, Линднер Эрих, Шрайнер Ульрике
МПК: E01B 1/00
Метки: укладки, полотно, способ, также, непрерывной, пути, жесткое, рельса
Формула / Реферат:
1. Способ непрерывной укладки рельса (4, 4') на жесткое полотно рельсового пути из бетонных плит, в частности состоящее из готовых бетонных элементов, при котором рельс (4, 4') размещают в желобе (3, 3') бетонной плиты (1) и затем фиксируют путем заливки в желобе (3, 3'), отличающийся тем, что по бокам вдоль рельса (4, 4') располагают эластичные уплотнительные блоки (30) внутри желоба (3, 3'), при этом рельсы ориентируют через эластичные...
Изделие из минеральной ваты и способ его изготовления
Номер патента: 5394
Опубликовано: 24.02.2005
Авторы: Келлер Клеменс, Армбруст Манфред, Трапманн Юрген, Бихи Лотар, Бекер Михаэль
Метки: способ, изготовления, минеральной, изделие, ваты
Формула / Реферат:
1. Способ изготовления изделий из минеральной ваты, в котором на начальной стадии волокна или нити минеральной ваты вытягивают в вату и собирают вместе со связующим для образования полотна (1) минеральной ваты, на последующих стадиях сжимают полотно минеральной ваты для уменьшения его толщины и обеспечивают затвердевание связующего с образованием тем самым тела изделия из минеральной ваты, отличающийся тем, что перед и/или во время стадий сжатия...
Способ снижения содержания ацетальдегида в формованных из расплава полиэфирах, изделие из полиэфира, способ его изготовления и композиция для его изготовления
Номер патента: 10584
Опубликовано: 30.10.2008
Метки: композиция, полиэфира, способ, расплава, изделие, ацетальдегида, содержания, формованных, полиэфирах, снижения, изготовления
Формула / Реферат:
1. Способ снижения содержания ацетальдегида в формуемом из расплава полиэфире, включающий соединение полиэфира с органической присадкой, которая в основном термически стабильна при температуре формования из расплава полиэфира и содержит по меньшей мере два составляющих молекулярных фрагмента, причем по меньшей мере один из фрагментов включает предварительно сформированное кольцо и каждый фрагмент включает по меньшей мере два замещенных водородом...
Мартенситная нержавеющая сталь с высокой механической прочностью и коррозионной стойкостью, способ изготовления изделий из этой стали и изделие, изготовленное этим способом
Номер патента: 424
Опубликовано: 24.06.1999
Авторы: Бартери Массимо, Кумино Джузеппе
МПК: C21D 8/00, C22C 38/44
Метки: сталь, изделий, этой, изготовленное, стали, этим, высокой, мартенситная, способом, прочностью, нержавеющая, изделие, коррозионной, изготовления, стойкостью, способ, механической
Формула / Реферат:
1. Супермартенситная сталь, имеющая следующий состав, вес.%: С<= 0,05, Сr 12-15; Ni 4-7; Mo 1,5-2; N 0,06-0,12; Mn 0,5-1; Cu<0,3; P<0,02; S<= 0,005; Аl<0,02; Si<= 1, остальное - железо и минимальные примеси, отличающаяся тем, что содержание Сr, Мо и N удовлетворяет следующей формуле: (% Сr) + 3,3 (% Мо) + 16 (% N)>19. 2. Способ изготовления изделий из супермартенситной стали, отличающийся тем, что изготавливают слиток или...
Теплоизоляционное и/или звукоизоляционное изделие на основе минеральной ваты и способ его изготовления
Номер патента: 4625
Опубликовано: 24.06.2004
Авторы: Бофис Себастьен, Калеро Клэр
МПК: D04H 3/03, E04B 1/76, C03B 37/04...
Метки: звукоизоляционное, основе, способ, изделие, теплоизоляционное, ваты, минеральной, изготовления
Формула / Реферат:
1. Способ изготовления теплоизоляционного и/или звукоизоляционного изделия на основе минеральной ваты путем внутреннего центрифугирования с использованием технологической линии производства, имеющей в своем составе n последовательно расположенных друг за другом устройств формирования волокон, отличающийся тем, что в указанной технологической линии производства настраивают по меньшей мере один параметр формирования волокон первого или двух первых...
Предыдущий патент: Регулятор тормоза транспортного средства
Следующий патент: Независимая подвеска колеса транспортного средства
Случайный патент: Пироглютаматы и их применение для разделения оптических изомеров промежуточных продуктов синтеза декстроцетиризина и левоцетиризина