Огнеупорное изделие для разливочного ковша в виде защитной трубы, запорного стержня, погружного разливочного стакана или погружной разливочной трубы
Номер патента: 17317
Опубликовано: 30.11.2012
Авторы: Кеннеди Дэвид, Миллар Дэвид, Роджерс Норман Эдвард, Ян Шибяо
Формула / Реферат
1. Огнеупорное изделие для разливочного ковша в виде защитной трубы, запорного стержня, погружного разливочного стакана или погружной разливочной трубы, имеющее огнеупорный бандаж для шлакового пояса для холодного запуска, при этом бандаж выполнен из материала, включающего в себя смесь частично стабилизированного диоксида циркония (PSZ) и/или полностью стабилизированного диоксида циркония (FSZ), моноклинного диоксида циркония и графита, причем доля моноклинного диоксида циркония относительно суммарного содержания диоксида циркония составляет по меньшей мере 50 мас.%, причем по меньшей мере 50 мас.% шлакового бандажа составляет смесь частично стабилизированного диоксида циркония (PSZ) и/или полностью стабилизированного диоксида циркония (FSZ) и моноклинного диоксида циркония.
2. Огнеупорное изделие по п.1, в котором огнеупорный бандаж содержит полностью стабилизированный диоксид циркония и моноклинный диоксид циркония в количестве не более чем 85 мас.% относительно суммарного содержания диоксида циркония.
3. Огнеупорное изделие по п.1 или 2, в котором огнеупорный бандаж содержит частично стабилизированный диоксид циркония и моноклинный диоксид циркония в количестве не более чем 65 мас.% относительно суммарного содержания диоксида циркония.
4. Огнеупорное изделие по любому из пп.1-3, в котором диаметр зерна моноклинного диоксида циркония составляет от 0,25 до 0,5 мм.
Текст
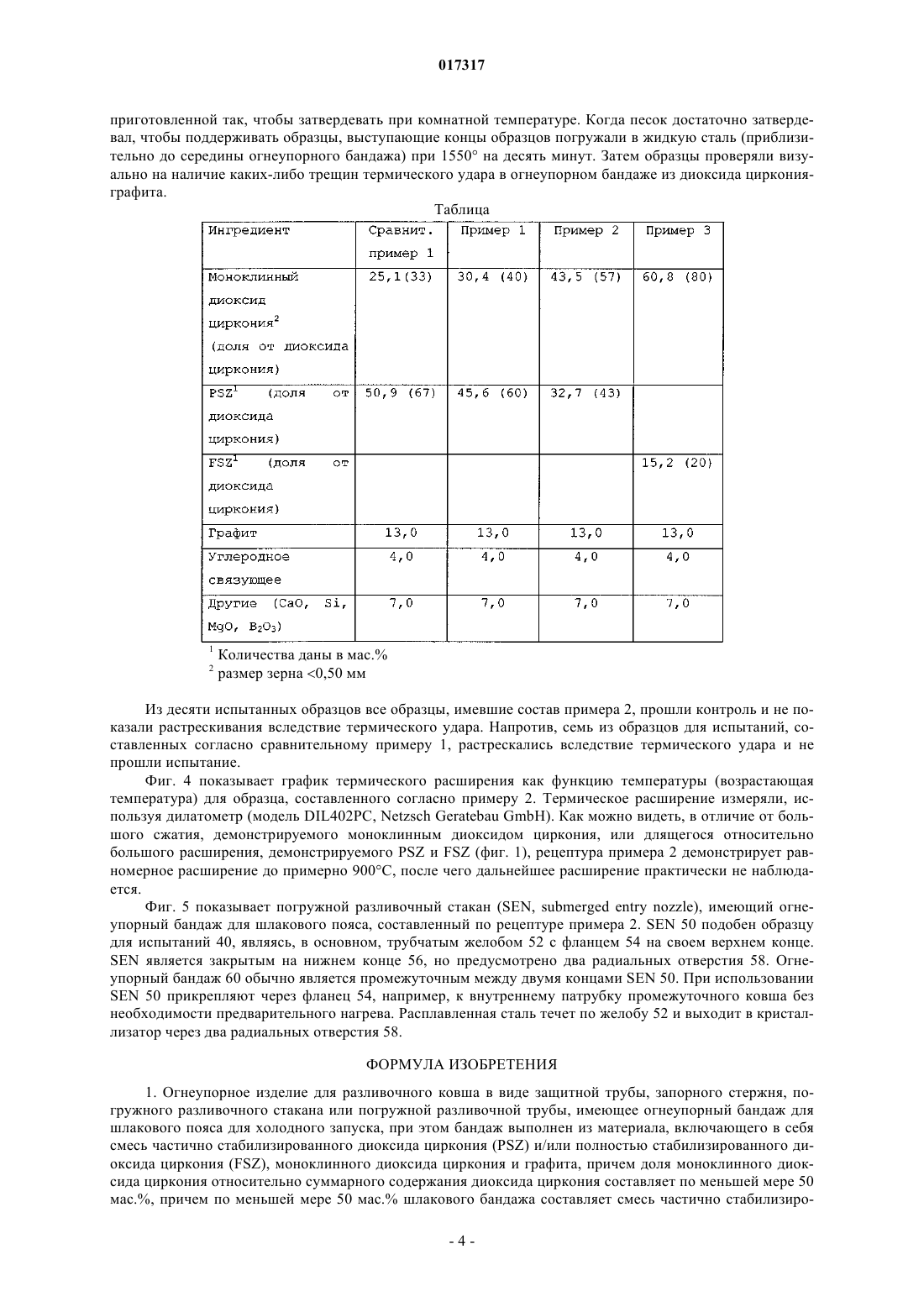
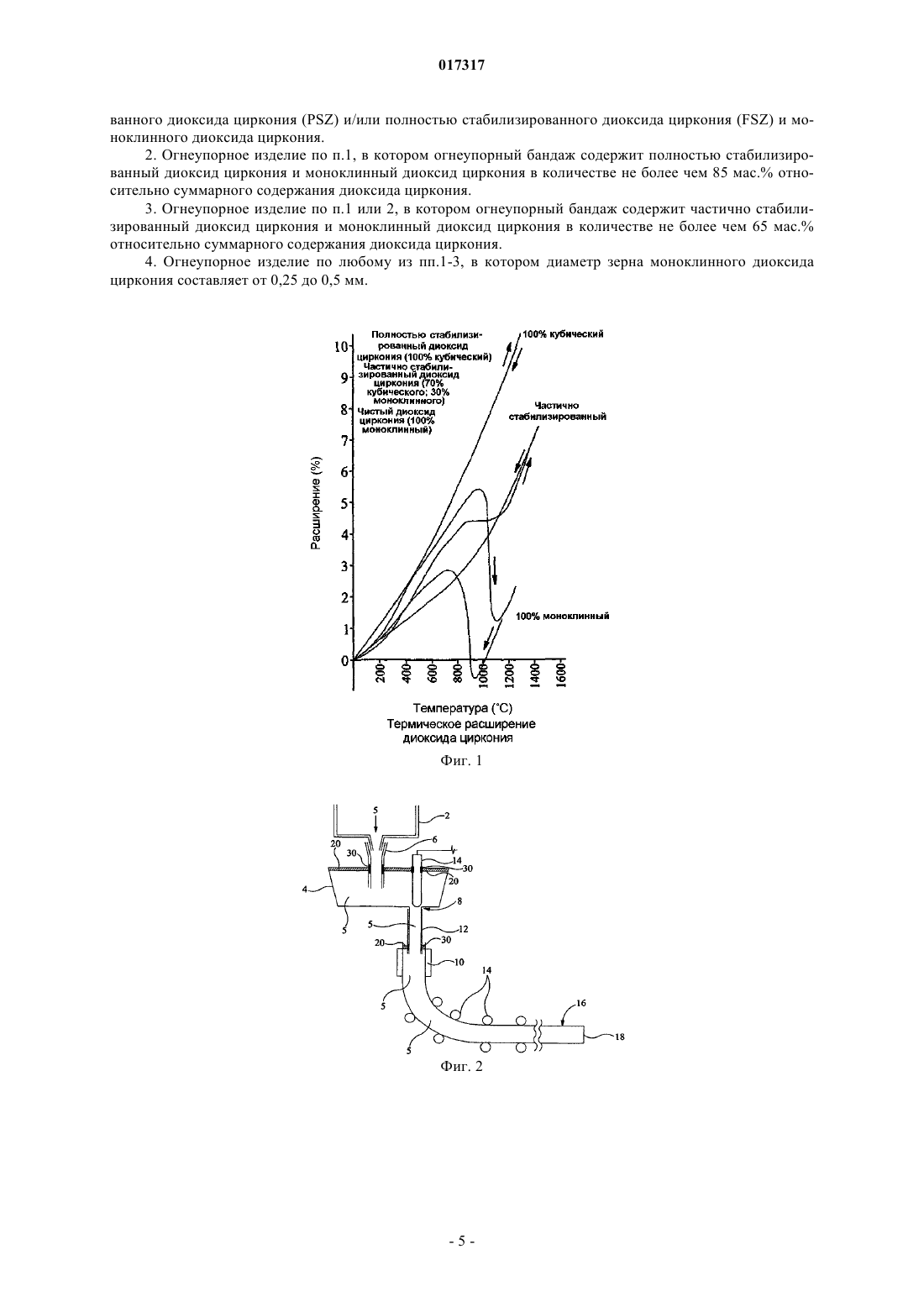
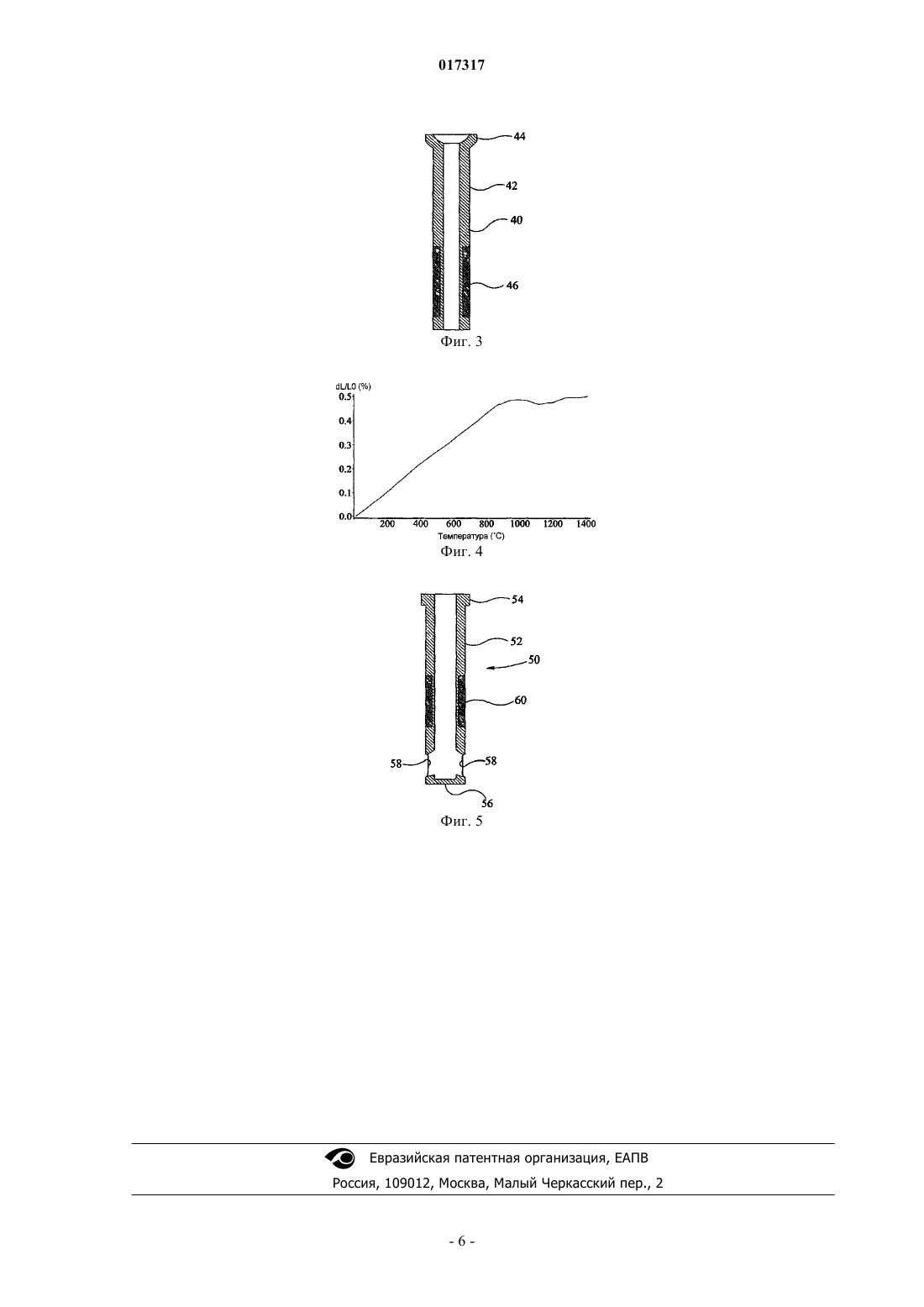
ОГНЕУПОРНОЕ ИЗДЕЛИЕ ДЛЯ РАЗЛИВОЧНОГО КОВША В ВИДЕ ЗАЩИТНОЙ ТРУБЫ, ЗАПОРНОГО СТЕРЖНЯ, ПОГРУЖНОГО РАЗЛИВОЧНОГО СТАКАНА ИЛИ ПОГРУЖНОЙ РАЗЛИВОЧНОЙ ТРУБЫ Настоящее изобретение предлагает огнеупорную композицию для использования в качестве огнеупорного бандажа для шлакового пояса. Композиция включает в себя смесь частично стабилизированного диоксида циркония и/или полностью стабилизированного диоксида циркония и моноклинного диоксида циркония, в которой доля моноклинного диоксида циркония относительно содержания суммарного диоксида циркония составляет по меньшей мере 40 мас.%. Изобретение также предусматривает огнеупорный бандаж, образованный из этой композиции,погружной разливочный стакан, имеющий огнеупорный бандаж для шлакового пояса, и способ формирования такого погружного разливочного стакана.(71)(73) Заявитель и патентовладелец: РЕФРЕКТОРИ ИНТЕЛЛЕКЧУАЛ ПРОПЕРТИ ГМБХ УНД КО КГ (AT) 017317 Данное изобретение относится к огнеупорному бандажу для использования в процессах разливки металла, в частности к огнеупорному бандажу (обычно называемому "бандажом для шлакового пояса") для применения в огнеупорной корпусной детали, которая контактирует со шлаком в процессе непрерывной разливки в производстве стали. В сталелитейном процессе с непрерывной разливкой расплавленную сталь выливают из разливочного ковша в емкость, известную как промежуточный ковш, через защитную трубу разливочного ковша. Промежуточной ковш имеет одно или несколько выпускных отверстий, через которые расплавленная сталь вытекает из промежуточного ковша в один или несколько соответствующих кристаллизаторов. Расплавленная сталь остывает и образует твердую корку в кристаллизаторах и далее образует сплошные твердые металлические заготовки. Погружной разливочный стакан или разливочный патрубок помещен между промежуточным ковшом и каждым кристаллизатором, чтобы регулировать характеристики потока расплавленной стали, текущей из промежуточного ковша в кристаллизатор, и предотвратить доступ воздуха к расплаву. Скорость потока стали в каждый кристаллизатор часто регулируют запорным стержнем, который находится в промежуточном ковше и может двигаться вертикально подъемным устройством во входное отверстие погружного разливочного стакана или из него. Многие из огнеупорных корпусных деталей, такие как защитная труба, погружной разливочный стакан и запорный стержень, имеют области, которые вступают в частый контакт со слоем шлака, который скапливается поверх расплавленного металла. Шлак является сильно коррозионным, и таким образом все вышеупомянутые устройства подвергаются риску коррозии после того, как были погружены или частично погружены в расплавленный металл на относительно короткий период времени, если они не были защищены каким-либо образом от коррозионного воздействия шлака. Общепринятым решением этой проблемы является обеспечение бандажа для шлакового пояса" - зоны износоустойчивого материала в области огнеупорной корпусной детали, которая может контактировать со шлаком при использовании. Одним таким материалом является диоксид циркония - графит на углеродной связке. Однако его использованию препятствует тот факт, что диоксид циркония является полиморфным, существующим в моноклинной форме при комнатной температуре, меняющейся на тетраэдральную структуру при 1170C и на кубическую форму при примерно 2300C. Переход от моноклинной к тетраэдральной форме сопровождается обратимым изменением объема (усадкой) примерно на 5% (см. фиг. 1), что приводит к растрескиванию зерен и, следовательно, к потере тугоплавкости. Это нежелательное объемное изменение в некоторой степени ослабляли добавлением регулируемых количеств различных кубических оксидов,таких как оксид кальция, оксид магния и оксид иттрия. Эти стабилизирующие оксиды образуют твердый раствор с диоксидом циркония и порождают структуру, которая является смесью кубического и моноклинного диоксидов циркония, известной как частично стабилизированный диоксид циркония (partiallystabilized zirconia, PSZ). PSZ используется в бандаже для шлакового пояса, так как считается, что он демонстрирует оптимальный баланс свойств теплового расширения и устойчивости к термическому удару. Недостатком, связанным с использованием PSZ для бандажа для шлакового пояса, является то, что высокий коэффициент термического расширения материала (1010-6/C) неизбежно делает необходимым предварительный нагрев огнеупора перед тем, как он может быть использован для протекания жидкой стали. Температуры предварительного нагрева обычно находятся в интервале от 900 до 1400C, и время предварительного нагрева обычно находится между 1 и 8 ч. Это является явно нежелательным, поскольку увеличивает эксплуатационные затраты и вызывает длительный простой, если процесс разливки должен быть по любой причине остановлен. Производители стали требуют от бандажей для шлакового пояса погружных разливочных стаканов/труб возможностей холодного запуска, в особенности в критических ситуациях, таких как прерывание ручья из-за неудачи запуска. Для того чтобы продолжить разливку стали в таких обстоятельствах, пускают в работу на ручье неразогретую трубу, державшуюся в резерве. Эти холодные пусковые трубы могут быть снабжены бандажом для шлакового пояса, изготовленным с заменой приблизительно 10% диоксида циркония на карбид кремния, причем трубы обезуглероживают. Однако, хотя низкое термическое расширение карбида кремния дает достаточное сопротивление термическому удару для холодного запуска, карбид кремния является растворимым в шлаке кристаллизатора. Следовательно, это служит лишь временной мерой, поскольку коррозионная стойкость трубы серьезно ухудшается. Настоящее изобретение имеет целью предложить улучшенный огнеупорный бандаж, в частности бандаж для шлакового пояса, пригодный для холодного запуска, который устраняет или, по меньшей мере, ослабляет вышеупомянутые затруднения. Соответственно, в первом аспекте настоящего изобретения предлагается огнеупорная композиция для использования в качестве бандажа для шлакового пояса для холодного запуска, включающая смесь частично стабилизированного диоксида циркония и/или полностью стабилизированного диоксида циркония и моноклинного диоксида циркония, в которой доля моноклинного диоксида циркония относительно содержания суммарного диоксида циркония составляет по меньшей мере 40 мас.%. Во втором аспекте настоящего изобретения предлагается огнеупорный бандаж для шлакового пояса для холодного запуска, включающий смесь частично стабилизированного диоксида циркония и/или пол-1 017317 ностью стабилизированного диоксида циркония и моноклинного диоксида циркония, в которой доля моноклинного диоксида циркония относительно содержания суммарного диоксида циркония составляет по меньшей мере 40 мас.%. Авторы настоящего изобретения неожиданно обнаружили, что смешивание частично стабилизированного диоксида циркония (PSZ) и/или полностью стабилизированного диоксида циркония (FSZ) с моноклинным диоксидом циркония дает общее термическое расширение, которое намного ниже чем то,которое достигается только с PSZ или FSZ, тем самым делая возможным использование огнеупорных бандажей для холодного запуска, с сохранением износоустойчивости. Хотя авторы изобретения не хотят быть связанными конкретной теорией, предполагается, что различные типы диоксида циркония вызывают эффект баланса между термическим расширением PSZ/FSZ и сжатием моноклинного диоксида циркония во время нагрева бандажа. Моноклинный диоксид циркония может составлять по меньшей мере 50 мас.% или около 57 мас.% от общего содержания диоксида циркония. В других осуществлениях моноклинный диоксид циркония может составлять по меньшей мере 70 мас.% от общего содержания диоксида циркония. В определенных осуществлениях максимальное количество моноклинного диоксида циркония относительно общего содержания диоксида циркония может составлять 85 мас.% (в особенности, когда остальным диоксидом циркония является FSZ). В других осуществлениях содержание моноклинного диоксида циркония относительно общего содержания диоксида циркония может быть в интервале от 65 до 90 мас.% (в особенности, когда остальным диоксидом циркония является FSZ). В других осуществлениях, в особенности, когда остальным диоксидом циркония является PSZ, количество моноклинного диоксида циркония может быть в интервале от 65 до 80 мас.%. Любой подходящий размер зерна PSZ/FSZ и моноклинного диоксида циркония может быть обеспечен в смеси, причем размер зерна PSZ/FSZ является таким же или отличным от размера зерна моноклинного диоксида циркония. Однако в определенных осуществлениях максимальный диаметр зерна моноклинного диоксида циркония меньше или равен 1 мм, а в других осуществлениях составляет от 0,25 до 0,5 мм.PSZ и FSZ для использования в настоящем изобретении могут быть получены сплавлением диоксида циркония с регулируемыми количествами других оксидов, таких как оксид кальция, оксид магния и оксид иттрия, наиболее предпочтительно оксид кальция. Должно быть понятно, что для заданной легирующей добавки, такой как оксид кальция, образование PSZ или FSZ, зависит от количества добавленной легирующей примеси. В композицию или в огнеупорный бандаж в дополнение к диоксиду циркония могут быть включены другие подходящие компоненты, в особенности, графит. В определенных осуществлениях по меньшей мере 50 мас.% композиции или огнеупорного бандажа составляет смесь PSZ/FSZ и моноклинного диоксида циркония, а в некоторых осуществлениях по меньшей мере 75 мас.%. Смесь диоксидов циркония может быть связана связующим на углеродной основе. Связующее может составлять по меньшей мере 2 мас.% или по меньшей мере 3 мас.% от композиции. В определенных осуществлениях связующее может составлять не более чем 10 мас.% или не более чем 6 мас.% от всей композиции. В следующих осуществлениях связующее может составлять 4 мас.% от композиции. Согласно третьему аспекту изобретение обеспечивает огнеупорное изделие, включающее огнеупорный бандаж для шлакового пояса для холодного запуска, согласно второму аспекту настоящего изобретения. Огнеупорный бандаж может быть сформирован как единое целое с огнеупорным изделием, которое требует защиты от шлака. Изделием может быть, например, защитная труба разливочного ковша, запорный стержень или погружной разливочный стакан/защитная труба и предпочтительно погружная защитная труба. В определенных осуществлениях бандаж является совместно спрессованным с огнеупорной корпусной деталью, причем деталь состоит из любого подходящего инертного теплостойкого материала,такого как керамический материал. Альтернативно, бандаж может быть сформирован отдельно от огнеупорной корпусной детали и затем прикреплен к ней. Например, бандаж может существовать в виде кольцевой гильзы для прикрепления вокруг изделия в области, которая при использовании контактирует со шлаком. В определенных осуществлениях внутренние размеры гильзы соответствуют внешним размерам огнеупорной корпусной детали, вокруг которой помещают гильзу, чтобы создать защитный барьер для продления срока службы изделия. Бандаж должен быть достаточной толщины, чтобы защитить огнеупорное изделие от коррозионного воздействия шлака на протяжении срока эксплуатации изделия. Должно быть ясно, что ширина огнеупорного бандажа должна быть зависимой от длины огнеупорного изделия, которая вступает в контакт со шлаком. Обычно огнеупорный бандаж имеет ширину около 20 см. В некоторых осуществлениях предусмотрен переходный слой между огнеупорным бандажом и огнеупорным изделием, причем переходный слой состоит из материала, который демпфирует термическое расширение, чтобы реагировать на различие в термическом расширении между бандажом и изделием. Согласно четвертому аспекту настоящего изобретения предложен способ формирования погружно-2 017317 го разливочного стакана, включающий совместное изостатическое прессование огнеупорной композиции в соответствии с первым аспектом изобретения с огнеупорным материалом для образования погружного разливочного стакана, имеющего огнеупорный бандаж для шлакового пояса для холодного запуска. Для лучшего понимания настоящего изобретения и для того, чтобы показать более детально, как можно привести его в действие, далее будет сделано обращение, только для примера, на прилагаемые чертежи, на которых: фиг. 1 представляет график, показывающий термическое расширение различных форм диоксида циркония; фиг. 2 является принципиальной схемой установки непрерывной разливки расплавленного металла,включающей несколько огнеупорных корпусных деталей согласно настоящему изобретению; фиг. 3 представляет вид в поперечном сечении образца для испытаний; фиг. 4 - термическое расширение композиции по настоящему изобретению и фиг. 5 - вид в поперечном сечении погружного разливочного стакана согласно настоящему изобретению. Фиг. 2 показывает схематично части установки непрерывной разливки расплавленной стали. Сталь плавят в печи (не показана) и переносят в разливочный ковш 2. Расплавленную сталь 5 выливают из разливочного ковша в емкость 4, известную как промежуточный ковш. Как правило, защитная труба между разливочными ковшами ковша 6 присоединена верхним концом к выходу разливочного ковша и проходит своим нижним концом под поверхность металла в промежуточном ковше (в условиях установившегося состояния разливки). Промежуточный ковш имеет по меньшей мере один выход 8, который доставляет расплавленную сталь из промежуточного ковша 4 в охлаждаемый водой кристаллизатор 10 через погружной разливочный стакан 12. Движущийся возвратно-поступательно запорный стержень 14 предусмотрен в промежуточном ковше 4 для регулирования потока расплавленного металла из промежуточного ковша 4 в погружной разливочный стакан 12. После доставки в кристаллизатор 10 поверхность стали, примыкающая к поверхностям кристаллизатора, начинает затвердевать, и ручей искривляется рядом роликов 14, чтобы выходить в виде горизонтального сляба. Твердую сталь затем режут на отрезки газовыми резаками 15. Другие компоненты, которые являются стандартными в практике разливки стали, такие как шиберные затворы, части промежуточного разливочного устройства, форсунки водяного охлаждения, не изображены на схеме для ее упрощения. Из фиг. 2 видно, что защитная труба 6, запорный стержень 14 и погружной разливочный стакан 12 все вступают в контакт с расплавленным металлом. Областями этих огнеупорных корпусных деталей,которые наиболее подвержены риску, являются те, которые вступают в контакт с сильно коррозионным шлаком 20, который образуется поверх расплавленного металла. Огнеупорные корпусные детали, если они не защищены должным образом барьерным слоем, будут быстро корродировать в областях, контактирующих со шлаком 20, уменьшая таким образом период эксплуатации, поэтому огнеупорный бандаж предусматривается вокруг каждой из огнеупорных корпусных деталей 6, 12, 14 в области, которая вступает в контакт со шлаком 20. Фиг. 2 показывает огнеупорные бандажи 30 на каждой из огнеупорных корпусных деталей 6, 12, 14,которые контактируют с расплавленным металлом, но следует понимать, что это не должно быть обязательным или, по крайней мере, не каждая огнеупорная корпусная деталь 30 должна обязательно соответствовать настоящему изобретению. Более того, предусматривается, что огнеупорный бандаж по настоящему изобретению может быть использован для экранирования других корпусных деталей от коррозионного воздействия шлака. Примеры Образцы для испытания готовили следующим образом из композиций, перечисленных в таблице ниже. Плавленые огнеупорные оксиды, а именно, частично стабилизированный диоксид циркония (16 мол.% кальцийоксидной легирующей добавки) или полностью стабилизированный диоксид циркония и моноклинный диоксид циркония подвергали сухому смешению с чешуйками графита в миксере Eirich'a в течение трех минут, после чего добавляли жидкую фенолформальдегидную смолу. Перемешивание продолжали в течение еще пятнадцати минут, после чего смешанный материал охлаждали до комнатной температуры и при вибрации заполняли им пресс-форму, после чего прессовали в нужную форму. Форма, принятая для испытаний термического удара, была такой, как показана на фиг. 3, по существу, образцы для испытаний 40 являются упрощенными патрубками, состоящими из трубчатого желоба 42 с расширяющимся наружу верхним концом 44. Огнеупорный бандаж 46 для шлакового пояса является совместно впрессованным в нижнюю область образца для испытаний. Образцы для испытаний изготовлены обычным образом из обычных алюмооксидных композиций (отличных от самого огнеупорного бандажа). Прессованный образец сначала отверждали при 200C, а затем обжигали в печи при 900C в восстановительной атмосфере. При испытании различных композиций 10 образцов каждой композиции подвергали воздействию следующих условий. Образцы подвешивали в песочном боксе с выступающими нижними концами. Затем песочный бокс заполняли песком, покрытым фенолформальдегидной смолой,-3 017317 приготовленной так, чтобы затвердевать при комнатной температуре. Когда песок достаточно затвердевал, чтобы поддерживать образцы, выступающие концы образцов погружали в жидкую сталь (приблизительно до середины огнеупорного бандажа) при 1550 на десять минут. Затем образцы проверяли визуально на наличие каких-либо трещин термического удара в огнеупорном бандаже из диоксида цирконияграфита. Таблица Из десяти испытанных образцов все образцы, имевшие состав примера 2, прошли контроль и не показали растрескивания вследствие термического удара. Напротив, семь из образцов для испытаний, составленных согласно сравнительному примеру 1, растрескались вследствие термического удара и не прошли испытание. Фиг. 4 показывает график термического расширения как функцию температуры (возрастающая температура) для образца, составленного согласно примеру 2. Термическое расширение измеряли, используя дилатометр (модель DIL402PC, Netzsch Geratebau GmbH). Как можно видеть, в отличие от большого сжатия, демонстрируемого моноклинным диоксидом циркония, или длящегося относительно большого расширения, демонстрируемого PSZ и FSZ (фиг. 1), рецептура примера 2 демонстрирует равномерное расширение до примерно 900C, после чего дальнейшее расширение практически не наблюдается. Фиг. 5 показывает погружной разливочный стакан (SEN, submerged entry nozzle), имеющий огнеупорный бандаж для шлакового пояса, составленный по рецептуре примера 2. SEN 50 подобен образцу для испытаний 40, являясь, в основном, трубчатым желобом 52 с фланцем 54 на своем верхнем конце.SEN является закрытым на нижнем конце 56, но предусмотрено два радиальных отверстия 58. Огнеупорный бандаж 60 обычно является промежуточным между двумя концами SEN 50. При использованииSEN 50 прикрепляют через фланец 54, например, к внутреннему патрубку промежуточного ковша без необходимости предварительного нагрева. Расплавленная сталь течет по желобу 52 и выходит в кристаллизатор через два радиальных отверстия 58. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Огнеупорное изделие для разливочного ковша в виде защитной трубы, запорного стержня, погружного разливочного стакана или погружной разливочной трубы, имеющее огнеупорный бандаж для шлакового пояса для холодного запуска, при этом бандаж выполнен из материала, включающего в себя смесь частично стабилизированного диоксида циркония (PSZ) и/или полностью стабилизированного диоксида циркония (FSZ), моноклинного диоксида циркония и графита, причем доля моноклинного диоксида циркония относительно суммарного содержания диоксида циркония составляет по меньшей мере 50 мас.%, причем по меньшей мере 50 мас.% шлакового бандажа составляет смесь частично стабилизиро-4 017317 ванного диоксида циркония (PSZ) и/или полностью стабилизированного диоксида циркония (FSZ) и моноклинного диоксида циркония. 2. Огнеупорное изделие по п.1, в котором огнеупорный бандаж содержит полностью стабилизированный диоксид циркония и моноклинный диоксид циркония в количестве не более чем 85 мас.% относительно суммарного содержания диоксида циркония. 3. Огнеупорное изделие по п.1 или 2, в котором огнеупорный бандаж содержит частично стабилизированный диоксид циркония и моноклинный диоксид циркония в количестве не более чем 65 мас.% относительно суммарного содержания диоксида циркония. 4. Огнеупорное изделие по любому из пп.1-3, в котором диаметр зерна моноклинного диоксида циркония составляет от 0,25 до 0,5 мм.
МПК / Метки
МПК: C04B 35/106
Метки: трубы, разливочного, стакана, изделие, стержня, огнеупорное, запорного, ковша, погружного, разливочной, виде, погружной, защитной
Код ссылки
<a href="https://eas.patents.su/7-17317-ogneupornoe-izdelie-dlya-razlivochnogo-kovsha-v-vide-zashhitnojj-truby-zapornogo-sterzhnya-pogruzhnogo-razlivochnogo-stakana-ili-pogruzhnojj-razlivochnojj-truby.html" rel="bookmark" title="База патентов Евразийского Союза">Огнеупорное изделие для разливочного ковша в виде защитной трубы, запорного стержня, погружного разливочного стакана или погружной разливочной трубы</a>
Устройство для бедного шлаками извлечения жидкой стали из распределителя или разливочного ковша при открывании донного литника
Номер патента: 12381
Опубликовано: 30.10.2009
Автор: Штилькериг Бертольд
МПК: B22D 43/00, B22D 11/103
Метки: распределителя, открывании, жидкой, разливочного, шлаками, устройство, литника, ковша, стали, донного, бедного, извлечения
Формула / Реферат:
1. Устройство для бедного шлаками извлечения жидкой стали из распределителя (12) или разливочного ковша (6) при открывании донного литника (10, 15, 16), содержащее стоящие в зоне донного литника (10, 15, 16) высоко над днищем распределителя (24), соответственно днищем (25) разливочного ковша, воздействующие на завихрение встройки (21, 22) в форме плитообразного разбивателя завихрения (20) из огнеупорного материала, отличающееся тем, что...
Обожжённое огнеупорное керамическое изделие и смесь для его изготовления
Номер патента: 9359
Опубликовано: 28.12.2007
Авторы: Бухбергер Бернд, Нилика Роланд
МПК: C04B 35/443
Метки: обожжённое, изделие, огнеупорное, смесь, изготовления, керамическое
Формула / Реферат:
1. Обожженное огнеупорное керамическое изделие, содержащее следующие минералогические фазы, мас.%: стехиометрическая шпинель MgO-Al2O3 от 70 до 98, форстерит в количестве от 1 до 15, периклаз в количестве от 1 до 15, остальные компоненты в количестве до 10, при этом суммарное содержание указанных компонентов составляет 100 мас.%. 2. Изделие по п.1, содержащее следующие минералогические фазы, мас.%: стехиометрическая шпинель MgO-Al2O3 в...
Спечённое огнеупорное изделие, обладающее повышенной устойчивостью к температурному шоку
Номер патента: 13699
Опубликовано: 30.06.2010
Авторы: Бобо Мишель, Шампьон Тибо, Хис Кристиан, Аведикьян Ришар
МПК: C04B 35/119, C04B 35/185, C04B 35/106...
Метки: обладающее, шоку, устойчивостью, огнеупорное, изделие, спечённое, повышенной, температурному
Формула / Реферат:
1. Спечённое огнеупорное изделие в виде блока, имеющее следующий средний химический состав (мас.% из расчёта по оксидам):содержащее от 17 до 60 мас.% зёрен из муллита-диоксида циркония, где не менее 1% зёрен из муллита-диоксида циркония имеют размер меньше или равный 0,3 мм.2. Огнеупорное изделие по п.1, содержащее более 19% и менее 50% зёрен из муллита-диоксида циркония (мас.% из расчёта по оксидам).3. Огнеупорное изделие по п.1, содержащее...
Контейнер в виде стакана и крышка к нему
Номер патента: 6466
Опубликовано: 29.12.2005
Автор: Д'амато Джанфранко
МПК: B65D 43/02
Метки: контейнер, крышка, виде, стакана, нему
Формула / Реферат:
1. Контейнер (C) в виде стакана, в частности из бумаги или картона, с прикрепляющейся крышкой (D) из пластика, у которого область (9) отверстия ограничена сужающейся вверх и наружу конической стенкой (7) контейнера и выступающим наружу буртиком (10), в частности в виде закрученного края (11), причем крышка (D) выполнена с периферическим фиксирующим пазом (1), который открыт на нижней поверхности крышки для помещения в него буртика (10), при этом...
Способ изготовления огнеупорных изделий и огнеупорное изделие для футеровки металлургических тепловых агрегатов
Номер патента: 12989
Опубликовано: 26.02.2010
Автор: Руотанен Кийости
МПК: B22C 1/00, B22D 41/02, C04B 35/66...
Метки: агрегатов, изделие, тепловых, футеровки, огнеупорных, изделий, способ, металлургических, огнеупорное, изготовления
Формула / Реферат:
1. Способ изготовления огнеупорных изделий для футеровки металлургических тепловых агрегатов, содержащий литье и сушку изделия, при котором в литьевую массу включают частицы огнеупорного материала, отличающийся тем, чтоиспользуют литьевую массу, в которой по меньшей мере 10 об.% частиц являются крупными частицами с размерами от 50 мм до 1/3-1/2 толщины изделия, аостальные частицы, по меньшей мере, частицы с размерами до 6 мм, распределяют так,...
Предыдущий патент: Способ и система для обеспечения возможности автоматизированного приема и извлечения груза в целях хранения
Следующий патент: Полимерные конъюгаты индолокарбазола и его производных
Случайный патент: Способ обработки сейсмических данных