Ленточная разливочная машина для изготовления металлической ленты
Формула / Реферат
1. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом литейных валка (22, 24), а также боковые уплотнения (25), содержащие с обеих сторон литейных валков (22, 24) по одной подводимой с торца к литейным валкам уплотнительной плите (61), причем соответствующую уплотнительную плиту (61) подводят к обоим торцам (22', 24') литейных валков (22, 24) с возможностью обеспечения очень точного прилегания к торцам литейных валков в нагретом рабочем состоянии, отличающаяся тем, что подводимая или прижимаемая к литейным валкам (22, 24) уплотнительная плита (61) установлена в плавающем в трех направлениях положении.
2. Машина по п.1, отличающаяся тем, что соответствующее боковое уплотнение (25) соединено с несущим элементом (41) и состоит из уплотнительной плиты (61), размещенной на несущей раме (64, 65), воздействующего на нее подводящего или прижимного органа и ее плавающей опоры на несущий элемент (41).
3. Машина по п.1 или 2, отличающаяся тем, что прижимной орган содержит, по меньшей мере, один, преимущественно три управляемых независимо друг от друга цилиндра (71), которые своими поршнями (72) в виде одноточечной или многоточечной опоры оказывают на соответствующую уплотнительную плиту (61) регулируемое давление прижима.
4. Машина по п.1 или 2, отличающаяся тем, что подводящий орган содержит, по меньшей мере, один, преимущественно три управляемых независимо друг от друга цилиндра (71), которые своими поршнями (72) вызывают регулируемое, при необходимости, бесконтактное положение подвода соответствующей уплотнительной плиты (61) к торцам литейных валков.
5. Машина по любому из пп.1-4, отличающаяся тем, что несущая рама (64, 65) с размещенной на ней уплотнительной плитой (61) установлена через шарнирные соединения (66, 67) на соединительной плите (80), которая удерживается шаровым шарниром (81) на несущем элементе (41, 41') в плавающем состоянии, причем несущая рама (64, 65) через упругое соединение (68) между нею и соединительной плитой (80) постоянно прижата к поршням (72).
6. Машина по п.5, отличающаяся тем, что каждое шарнирное соединение образовано одним приблизительно горизонтально и/или одним или двумя вертикально расположенными шарнирными рычагами (66, 67), причем эти шарнирные рычаги (66, 67) установлены одним концом на несущей раме (64), а другим концом - на соединительной плите (80), причем, по меньшей мере, на одном конце соответствующего шарнирного рычага (66, 67) расположен сферический подшипник.
7. Машина по любому из пп.1-6, отличающаяся тем, что удерживающий боковое уплотнение (25) несущий элемент (41) принадлежит манипулятору (40), посредством которого соответствующее боковое уплотнение можно подвести сбоку к литейным валкам (22, 24) и отвести от них.
8. Машина по п.7, отличающаяся тем, что боковые уплотнения (25) в положении сбоку от литейных валков (22, 24) центрированы с помощью расположенного на стойке (32) литейных валков устройства (85), а его цилиндры (71) соединены с соответствующим приводным органом.
9. Машина по любому из пп.1-8, отличающаяся тем, что выполненная из огнеупорного материала треугольная уплотнительная плита (61) нагружена в каждой своей угловой зоне цилиндром (71).
10. Машина по любому из пп.1-9, отличающаяся тем, что, по меньшей мере, один из литейных валков (22, 24) для как можно более ровной выверки их торцов (22', 24') по отношению друг к другу установлен с возможностью, в частности, осевой выверки.
11. Машина по п.10, отличающаяся тем, что устройство (13) для выверки включает в себя, по меньшей мере, одно устройство (26) перемещения, воздействующее на один конец литейного валка (22) и выполненное, например, в виде гидроцилиндра или привода (27) ходовым винтом, и нажимное устройство (29), воздействующее на другой конец литейного валка (22) и выполненное, например, в виде плунжера (33).
12. Машина по п.11, отличающаяся тем, что устройство (26) перемещения и нажимное устройство (29) воздействуют на ось (1) литейного валка (22).
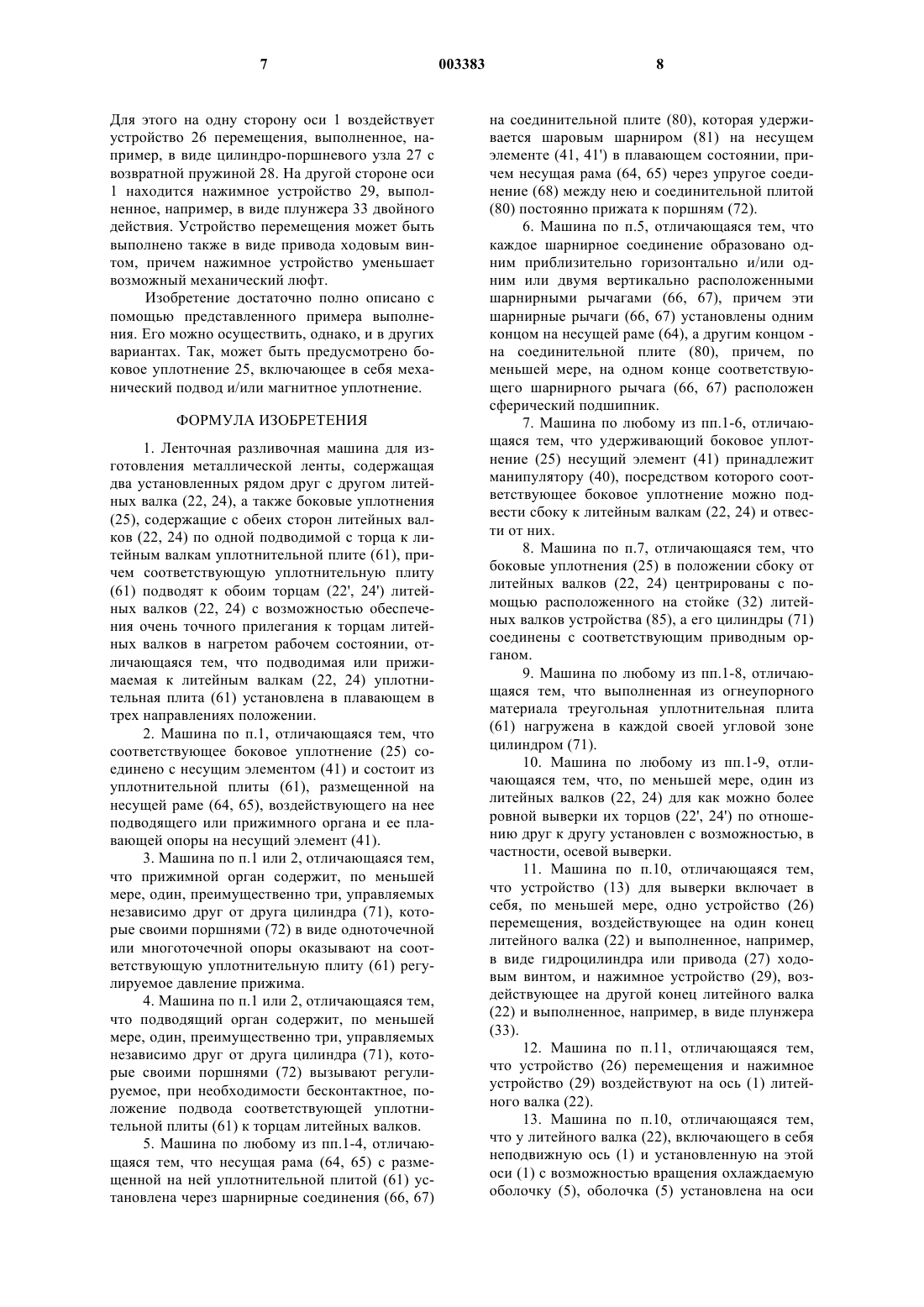
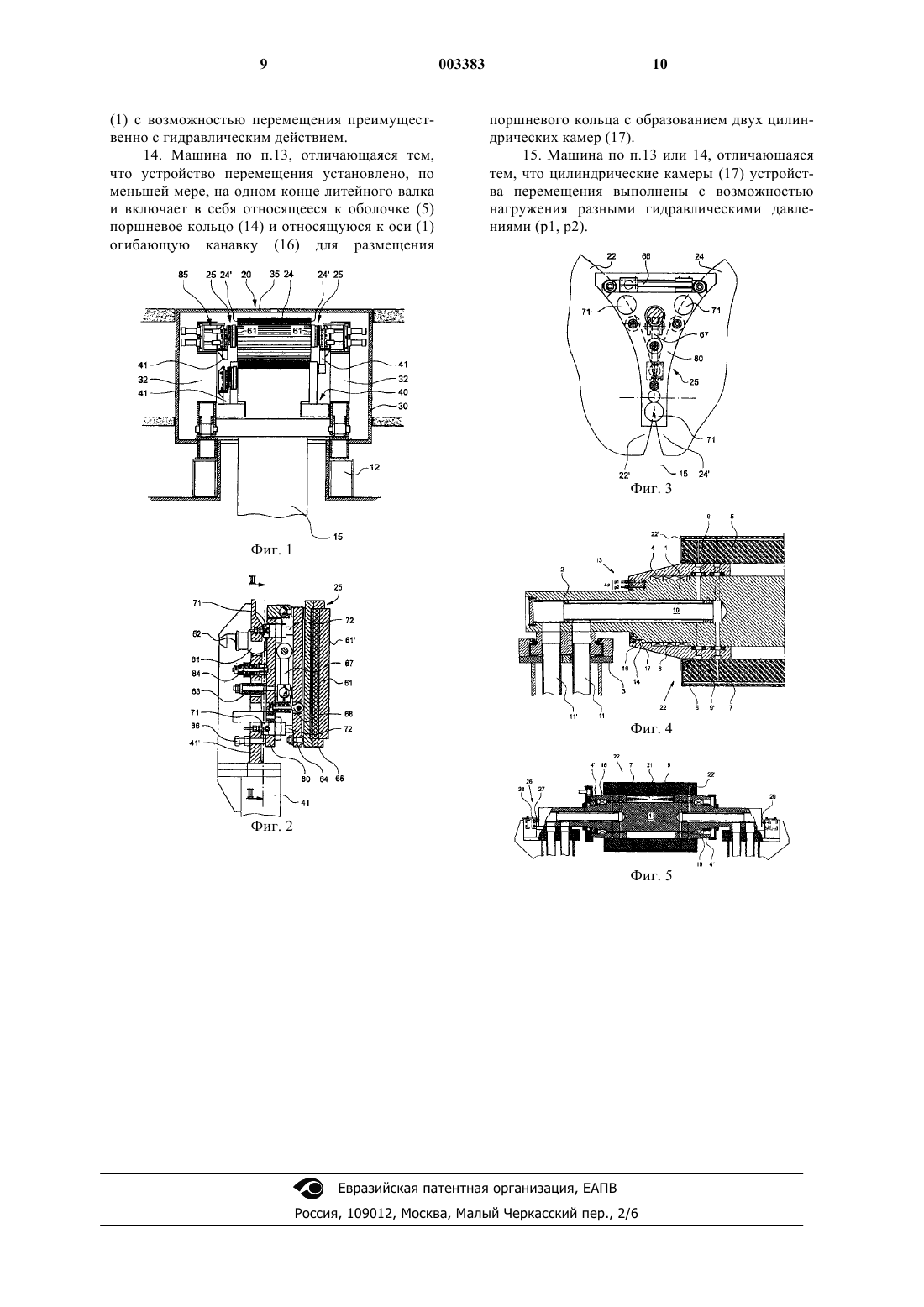
13. Машина по п.10, отличающаяся тем, что у литейного валка (22), включающего в себя неподвижную ось (1) и установленную на этой оси (1) с возможностью вращения охлаждаемую оболочку (5), оболочка (5) установлена на оси (1) с возможностью перемещения преимущественно с гидравлическим действием.
14. Машина по п.13, отличающаяся тем, что устройство перемещения установлено, по меньшей мере, на одном конце литейного валка и включает в себя относящееся к оболочке (5) поршневое кольцо (14) и относящуюся к оси (1) огибающую канавку (16) для размещения поршневого кольца с образованием двух цилиндрических камер (17).
15. Машина по п.13 или 14, отличающаяся тем, что цилиндрические камеры (17) устройства перемещения выполнены с возможностью нагружения разными гидравлическими давлениями (p1, p2).

Текст
1 Изобретение относится к ленточной разливочной машине для изготовления металлической ленты, содержащей два установленных рядом друг с другом литейных валка, а также боковые уплотнения, содержащие с обеих сторон литейных валков по одной подводимой с торца к литейным валкам уплотнительной плите, причем соответствующую уплотнительную плиту подводят к обоим торцам литейных валков с возможностью обеспечения очень точного прилегания к торцам литейных валков в нагретом рабочем состоянии. Известна ленточная разливочная машина(ЕР-А-0714716), у которой устройство для бокового уплотнения литейных валков содержит огнеупорные уплотнительные плиты, каждая из которых прижимается к торцевым сторонам двух литейных валков и которые препятствуют вытеканию с боков залитого между литейными валками стального расплава, аналогично ванне металла в обычном кристаллизаторе. Эти уплотнительные плиты во время прижатия подвержены из-за вращения литейных валков фрикционному износу, при одновременной сильной термической нагрузке, вызванной ванной металла. Уплотнительные плиты соединены с прижимным устройством, которое сконструировано так, что на уплотнительных плитах неизбежно возникает отрицательная картина износа. Таким образом, у такой разливочной машины нерешенной остается одна из главных проблем, а именно та, что боковые уплотнения должны обеспечивать в течение всего процесса литья надежную герметизацию. У литейных валков малого диаметра 500800 мм следует предусмотреть соответственно небольшие узкие боковые уплотнения. Однако из-за малого объема ванны металла возникают неспокойные поверхности зеркала ванны. В противоположность этому при литейных валках большего диаметра, равного около 1500 мм,поверхности зеркала ванны за счет ванны большего объема спокойнее, что предпочтительно. Однако при этом требуются большие и более сложные боковые уплотнения. За счет производственных и монтажных допусков, неравномерного износа и разного нагрева литейных валков из-за возможных отложений возможно,что уплотнительные кромки или уплотнительные поверхности литейных валков не будут располагаться точно по одной линии по отношению друг к другу. В JP 4-224052 А описана ленточная разливочная машина с двумя литейными валками, у которой измеряют силы трения между уплотнительной плитой и торцовыми стенками литейных валков и после этого изменяют усилия прижима к уплотнительной плите. За счет этого предотвращается несимметричный износ уплотнительной плиты и утечки расплавленного металла. Усилия прижима передают на уплотнительную плиту тремя гидроцилиндрами. Уплот 003383 2 нительная плита жестко проходит в осевом направлении в направляющей гильзе, что является недостатком. В ЕР 0806997 раскрыта двухвалковая разливочная установка. Уплотнительная плита для двух литейных валков состоит из верхней и нижней частей. Нижнюю часть уплотнительной плиты прижимают к клинообразной части торца обоих литейных валков со значительно более высоким давлением, чем верхнюю часть. Верхнюю часть уплотнительной плиты прижимают к валкам тремя цилиндрами. Картина износа уплотнительной плиты неизбежно неравномерна,даже если предусмотрен так называемый пружинящий отвод отдельных нажимных цилиндров в качестве возвратного усилия. Опасность утечек из-за преждевременного износа уплотнительных плит сохраняется. В публикации ЕР 0692330 В 1 раскрыта ленточная разливка между двумя литейными валками, торцы которых герметизированы запорными стенками. Для постоянного определения состояния соприкосновения между торцами валков и запорными стенками измеряют условия трения и сравнивают с заданными настроечными значениями. С помощью результатов сравнения управляют, по меньшей мере, одним параметром процесса литья. Посредством величины условий трения можно управлять также положением запорной стенки. Для этого запорную стенку удерживают устройством, которое состоит из перемещаемых в направлении валков главных салазок и вспомогательных салазок,горизонтально расположенных на главных салазках. Таким образом, запорную стенку можно юстировать в двух плоскостях, чтобы измерять давление или усилия на запорную стенку в вертикальном и горизонтальном направлениях. Это измерительное устройство не устраняет, однако,опасности негерметичностей запорных стенок вследствие неравномерного износа. В другой публикации ЕР 0698433 В 1 описана двухвалковая машина для непрерывной разливки с прижатыми боковыми стенками для изготовления тонких металлических лент. Боковые стенки соединены с нажимной и несущей плитами таким образом, что боковые стенки подвижны в осевом направлении относительно литейных валков и перпендикулярно этому направлению. Между нажимной и несущей плитами помещено несколько пружин сжатия, действующих на боковые стенки. Каждая боковая стенка окружена охлаждаемым кольцом. Нажимная плита установлена на каретке, подвижной в осевом направлении. На каретке находится цилиндр перемещения, воздействующий на нажимную плиту. Эта известная конструкция,однако, не в состоянии длительно предотвращать неравномерный износ боковых стенок и обеспечить требуемую герметичность между литейными валками и боковыми стенками в течение нескольких литейных циклов. 3 Исходя из этих предпосылок, в основу настоящего изобретения положена задача усовершенствовать ленточную разливочную машину описанного выше рода таким образом, чтобы с ее помощью можно было обеспечить требуемую в течение всего процесса разливки герметичность боковых уплотнений при использовании оптимального диаметра литейных валков. Далее с ее помощью должна быть достигнута быстрая подача, а после замены - надежная работа с этими боковыми уплотнениями. Эта задача решается согласно изобретению за счет того, что соответствующая уплотнительная плита установлена с возможностью подвода или прижима в плавающем в трех направлениях положении. За счет этого даже в нагретом рабочем состоянии обеспечивается очень точное прилегание к торцам литейных валков и уменьшается до минимума износ уплотнительной плиты. Согласно предпочтительному выполнению соответствующее боковое уплотнение закреплено на несущем элементе. Оно состоит из уплотнительной плиты, расположенной на несущей раме, воздействующего на нее подводящего или прижимного органа и ее плавающей опоры на несущий элемент. В другом выполнении изобретения предусмотрено, что, по меньшей мере, один из литейных валков для как можно более ровной подгонки торцов валков по отношению друг к другу и/или к уплотнительной плите установлен с возможностью, в частности, осевой регулировки. С помощью этой ленточной разливочной машины согласно изобретению возникает оптимальное боковое уплотнение литейных валков,которое обеспечивает безупречное и в течение всего процесса литья постоянное функционирование при больших литейных валках в диапазоне диаметров свыше одного метра. Пример выполнения изобретения и другие его преимущества более подробно поясняются ниже с помощью чертежей, на которых: на фиг. 1 показана ленточная разливочная машина с боковыми уплотнениями согласно изобретению в разрезе; фиг. 2 - боковое уплотнение в продольном разрезе по фиг. 1; фиг. 3 - боковое уплотнение в разрезе по линии III-III на фиг. 2; фиг. 4 - устройство для осевого перемещения цилиндрической охлаждаемой оболочки литейного валка по его неподвижной оси; фиг. 5 - устройство для осевого перемещения неподвижной оси литейного валка с вращающейся на оси цилиндрической оболочкой. На фиг. 1 изображена ленточная разливочная машина 20 для изготовления непрерывной разливкой металлической ленты 15, в частности стальной ленты. Эта ленточная разливочная машина 20 установлена на стальной структуре 4 12 и снабжается металлическим расплавом из находящейся над ней распределительной емкости, как это известно у обычных установок для непрерывной разливки. Распределительная емкость целесообразно снабжается сливным отверстием, закупориваемым пробкой и т.п., через которое может сливаться расплав. По главной оси эта ленточная разливочная машина 20 содержит два установленных, в основном, параллельно друг другу литейных валка 22, 24 с приблизительно горизонтальной осью вращения, причем к обоим торцам может быть прижато по одному боковому уплотнению 25, в результате чего образуется закрытое со всех сторон отверстие с открытой вниз литейной щелью. Каждый литейный валок 22, 24 установлен с возможностью вращения с обеих сторон в стойке 32 и приводится с управлением от электродвигателя. Расположенная на стальной структуре 12 и т.п. ленточная разливочная машина 20 окружена при этом корпусом 30, так что эта ленточная разливка может происходить в защитном газе герметизированно от поступления воздуха. На верхней стороне корпуса 30 для его открывания и закрывания имеются передвижные дверцы 35. Каждое боковое уплотнение 25 содержит прижимаемую прижимным органом с торца к литейным валкам 22, 24 уплотнительную плиту 61, которая обеспечивает механическую герметизацию. Эти треугольные, состоящие из огнеупорного материала уплотнительные плиты 61 закрывают приблизительно верхнюю часть торцов 22', 24' литейных валков. Согласно изобретению, соответствующая уплотнительная плита 61 может быть прижата к обоим торцам 22', 24' на одной стороне с возможностью обеспечения очень точного прилегания к торцам литейных валков в нагретом рабочем состоянии. На фиг. 2 и 3 каждая уплотнительная плита 61 установлена для этой цели с возможностью перемещения прижимным органом к торцам 22',24' литейных валков и, кроме того, посредством шарнирного органа, в данном случае шарового шарнира 81, в плавающем состоянии, с тем чтобы достичь постоянного давления прижима и очень точного параллельного расположения ее уплотнительной поверхности 61' относительно обоих проходящих в одной плоскости торцов литейных валков. Прижимной орган содержит, по меньшей мере, один, преимущественно три, перемещаемых приблизительно под прямым углом к уплотнительной плите 61 прижимных цилиндра 71 с поршнем 72 каждый, которые по типу трехточечной опоры через несущую раму 64, 65 оказывают приблизительно постоянное регулируемое давление прижима на соответствующую уплотнительную плиту 61, причем эти прижимные цилиндры 71 целесообразно нагружают в одной из угловых зон приблизительно тре 5 угольной из-за расположения литейных валков уплотнительной плиты 61. Несущая рама 64, 65, на которой установлена уплотнительная плита 61, через шарнирные соединения 66, 67 размещена на соединительной плите 80, которая, в свою очередь, через шаровой шарнир 81 удерживается в плавающем состоянии на несущем элементе 41,причем несущая рама 64, 65 через упругое соединение, а именно регулируемую пружину 68 растяжения с анкером, между ним и соединительной плитой 80 постоянно прижата к поршням 72 прижимных органов. Каждое шарнирное соединение образовано приблизительно горизонтально и вертикально расположенными шарнирными рычагами 66, 67, причем эти шарнирные рычаги 66, 67 установлены одним концом на несущей раме 64, а другим - на соединительной плите 80 также сферически, так что уплотнительная плита 61 может двигаться параллельно соединительной плите 80 в трех направлениях. Благодаря этой оптимальной опоре уплотнительной плиты 61 можно в любом случае на длительный срок исключить ее зажим или блокировку даже в нагретом состоянии всего бокового уплотнения. Кроме того, у шарового шарнира 81 предусмотрена выступающая центрирующая цапфа 82, посредством которой можно обеспечить центрирование несущего элемента 41 относительно устройства 85. Эксцентрик 83 и т.п. обеспечивает вертикальное центрирование бокового уплотнения 25 относительно несущего элемента 41. Между соединительной плитой 80 и головной частью 41' несущего элемента 41 предусмотрен гибкий удерживающий элемент 84. Упорный винт 86 на этой головной части 41' ограничивает диапазон поворота плиты 80. На фиг. 1 далее еще показано, что удерживающий боковые уплотнения 25 несущий элемент 41 принадлежит манипулятору 40, посредством которого соответствующее боковое уплотнение можно подвести сбоку к литейным валкам 22, 24 и отвести от них. Боковые уплотнения 25 после их подвода манипулятором 40 в нужное положение сбоку к литейным валкам 22,24 центрируют с помощью расположенного в стойке 32 литейных валков устройства 85 и соединяют его цилиндры 71 с соответствующим приводным органом. В противоположном направлении боковые уплотнения 25 после отделения устройства 85 могут быть отведены манипулятором для техобслуживания. Устройство 85 расположено в стойке 32; оно может быть также расположено на манипуляторе. Система контроля и регулирования на фиг. 4 у этих боковых уплотнений 25 обеспечивает оптимальную настройку давящих на уплотнительную плиту 61 прижимных органов, а также превентивный контроль и ранее обнаружение сбоев, утечек и т.п. с помощью устране 003383 6 ния сбоев в режиме реального времени, в частности, у уплотнительной плиты. На фиг. 4 изображено устройство для осевого перемещения и выверки уплотняемых торцов 22' литейных валков 22 по отношению друг к другу. Литейный валок 22 состоит из неподвижной оси 1 с шейкой 2, которая, в свою очередь, опирается на стойку 3. Литейный валок 22 включает в себя кольцеобразный опорный элемент 4, который соединен с цилиндрической оболочкой 5 посредством клиновой затяжки 6. Оболочка 5 снабжена на своей периферии аксиально проходящими охлаждающими отверстиями 7, которые сообщены с другими подающими и отводящими охлаждающее средство отверстиями 9, 10, 11 в опорном элементе 4, оси 1 и стойке 3. Оболочка 5 и опорный элемент 4 приводятся приводным устройством в виде двигателя с редуктором (не показаны). В целях плоскостной выверки торцовых поверхностей 22' литейного валка 22 относительно торцовых поверхностей другого литейного валка (не показан) оболочка 5 вместе с опорным элементом 4 расположена на неподвижной оси 1 с возможностью перемещения. Перемещение происходит посредством кольцеобразного цилиндропоршневого блока 13 двойного действия, которым снабжается как опорный элемент 4, так и ось 1 и который установлен на конце литейного валка 22. Поршневое кольцо 14 на опорном элементе 4 входит с зазором в огибающую канавку 16 оси 1, так что с обеих сторон поршневого кольца 14 образуются цилиндрические камеры 17, в которые по напорным трубопроводам р 1 и р 2 подается среда под давлением. С помощью разности давленийр вызывается осевое перемещение опорного элемента 4 и, тем самым,торца 22' литейного валка 22 на максимальную величину, например 8 мм, соответственно в одну или другую сторону. На другом конце литейного валка может быть установлено, при необходимости, второе устройство перемещения или нажимное устройство. Альтернативное выполнение устройства 13 перемещения изображено на фиг. 5. На неподвижной оси 1 валка показана цилиндрическая охлаждаемая оболочка 5 с ее охлаждающими отверстиями 7. Оболочка 5 опирается на ось 1 через опорные элементы 4. Один опорный элемент 4' соединен с оболочкой и установлен на оси 1 с возможностью вращения, например, посредством радиального подшипника 18. Другой опорный элемент 4 соединен с осью 1, причем цилиндрическая оболочка 5 опирается с возможностью вращения на опорный элемент 4,например, посредством упорного подшипника 19. Между опорными элементами 4' и 4 на оси 1 установлен электромагнитный тормоз 21. В целях одноплоскостной выверки торцов 22' литейного валка 22 относительно торцов другого литейного валка (не показан) ось 1 вместе с оболочкой 5 перемещают в осевом направлении. 7 Для этого на одну сторону оси 1 воздействует устройство 26 перемещения, выполненное, например, в виде цилиндро-поршневого узла 27 с возвратной пружиной 28. На другой стороне оси 1 находится нажимное устройство 29, выполненное, например, в виде плунжера 33 двойного действия. Устройство перемещения может быть выполнено также в виде привода ходовым винтом, причем нажимное устройство уменьшает возможный механический люфт. Изобретение достаточно полно описано с помощью представленного примера выполнения. Его можно осуществить, однако, и в других вариантах. Так, может быть предусмотрено боковое уплотнение 25, включающее в себя механический подвод и/или магнитное уплотнение. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом литейных валка (22, 24), а также боковые уплотнения(25), содержащие с обеих сторон литейных валков (22, 24) по одной подводимой с торца к литейным валкам уплотнительной плите (61), причем соответствующую уплотнительную плиту(61) подводят к обоим торцам (22', 24') литейных валков (22, 24) с возможностью обеспечения очень точного прилегания к торцам литейных валков в нагретом рабочем состоянии, отличающаяся тем, что подводимая или прижимаемая к литейным валкам (22, 24) уплотнительная плита (61) установлена в плавающем в трех направлениях положении. 2. Машина по п.1, отличающаяся тем, что соответствующее боковое уплотнение (25) соединено с несущим элементом (41) и состоит из уплотнительной плиты (61), размещенной на несущей раме (64, 65), воздействующего на нее подводящего или прижимного органа и ее плавающей опоры на несущий элемент (41). 3. Машина по п.1 или 2, отличающаяся тем,что прижимной орган содержит, по меньшей мере, один, преимущественно три, управляемых независимо друг от друга цилиндра (71), которые своими поршнями (72) в виде одноточечной или многоточечной опоры оказывают на соответствующую уплотнительную плиту (61) регулируемое давление прижима. 4. Машина по п.1 или 2, отличающаяся тем,что подводящий орган содержит, по меньшей мере, один, преимущественно три, управляемых независимо друг от друга цилиндра (71), которые своими поршнями (72) вызывают регулируемое, при необходимости бесконтактное, положение подвода соответствующей уплотнительной плиты (61) к торцам литейных валков. 5. Машина по любому из пп.1-4, отличающаяся тем, что несущая рама (64, 65) с размещенной на ней уплотнительной плитой (61) установлена через шарнирные соединения (66, 67) 8 на соединительной плите (80), которая удерживается шаровым шарниром (81) на несущем элементе (41, 41') в плавающем состоянии, причем несущая рама (64, 65) через упругое соединение (68) между нею и соединительной плитой(80) постоянно прижата к поршням (72). 6. Машина по п.5, отличающаяся тем, что каждое шарнирное соединение образовано одним приблизительно горизонтально и/или одним или двумя вертикально расположенными шарнирными рычагами (66, 67), причем эти шарнирные рычаги (66, 67) установлены одним концом на несущей раме (64), а другим концом на соединительной плите (80), причем, по меньшей мере, на одном конце соответствующего шарнирного рычага (66, 67) расположен сферический подшипник. 7. Машина по любому из пп.1-6, отличающаяся тем, что удерживающий боковое уплотнение (25) несущий элемент (41) принадлежит манипулятору (40), посредством которого соответствующее боковое уплотнение можно подвести сбоку к литейным валкам (22, 24) и отвести от них. 8. Машина по п.7, отличающаяся тем, что боковые уплотнения (25) в положении сбоку от литейных валков (22, 24) центрированы с помощью расположенного на стойке (32) литейных валков устройства (85), а его цилиндры (71) соединены с соответствующим приводным органом. 9. Машина по любому из пп.1-8, отличающаяся тем, что выполненная из огнеупорного материала треугольная уплотнительная плита(61) нагружена в каждой своей угловой зоне цилиндром (71). 10. Машина по любому из пп.1-9, отличающаяся тем, что, по меньшей мере, один из литейных валков (22, 24) для как можно более ровной выверки их торцов (22', 24') по отношению друг к другу установлен с возможностью, в частности, осевой выверки. 11. Машина по п.10, отличающаяся тем,что устройство (13) для выверки включает в себя, по меньшей мере, одно устройство (26) перемещения, воздействующее на один конец литейного валка (22) и выполненное, например,в виде гидроцилиндра или привода (27) ходовым винтом, и нажимное устройство (29), воздействующее на другой конец литейного валка(33). 12. Машина по п.11, отличающаяся тем,что устройство (26) перемещения и нажимное устройство (29) воздействуют на ось (1) литейного валка (22). 13. Машина по п.10, отличающаяся тем,что у литейного валка (22), включающего в себя неподвижную ось (1) и установленную на этой оси (1) с возможностью вращения охлаждаемую оболочку (5), оболочка (5) установлена на оси(1) с возможностью перемещения преимущественно с гидравлическим действием. 14. Машина по п.13, отличающаяся тем,что устройство перемещения установлено, по меньшей мере, на одном конце литейного валка и включает в себя относящееся к оболочке (5) поршневое кольцо (14) и относящуюся к оси (1) огибающую канавку (16) для размещения 10 поршневого кольца с образованием двух цилиндрических камер (17). 15. Машина по п.13 или 14, отличающаяся тем, что цилиндрические камеры (17) устройства перемещения выполнены с возможностью нагружения разными гидравлическими давлениями (p1, p2).
МПК / Метки
МПК: B22D 11/06
Метки: разливочная, машина, металлической, ленты, ленточная, изготовления
Код ссылки
<a href="https://eas.patents.su/6-3383-lentochnaya-razlivochnaya-mashina-dlya-izgotovleniya-metallicheskojj-lenty.html" rel="bookmark" title="База патентов Евразийского Союза">Ленточная разливочная машина для изготовления металлической ленты</a>
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Марти Хайнрих А., Барб Жак
МПК: B22D 11/06
Метки: машины, также, способ, разливочной, эксплуатации, разливочная, машина, ленточная, изготовления, металлической, ленточной, ленты
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Ленточная разливочная машина с двумя литейными валками
Номер патента: 2998
Опубликовано: 26.12.2002
Авторы: Марти Хайнрих А., Штройбель Ханс, Барбе Жак
МПК: B22D 11/06
Метки: двумя, разливочная, литейными, валками, машина, ленточная
Формула / Реферат:
1. Ленточная разливочная машина с двумя литейными валками, расположенными параллельно на станине (3, 23) с образованием ограниченной с обеих сторон узкими боковинами (5) литейной щели (6), причем литейные валки (1, 2, 21) содержат охлаждаемые бочки с преимущественно цилиндрической оболочкой (27), образующие регулируемую литейную щель (6), и опорные шейки (8, 9) для опирания литейных валков (1, 2, 21) на станину (3, 23), отличающаяся тем, что...
Ленточная сепараторная система с улучшенной геометрией ленты
Номер патента: 1656
Опубликовано: 25.06.2001
Авторы: Боцман Чарльз Е., Серулло Томас, Данн Томас М.
МПК: B03C 7/08
Метки: система, улучшенной, геометрией, ленты, ленточная, сепараторная
Формула / Реферат:
1. Система ленточного сепаратора для разделения составляющих смеси частиц, включающая первый электрод (16) и второй электрод (12), расположенные на противоположных сторонах от продольной осевой линии (25) и образующие электрическое поле, ленту (30), проницаемую для составляющих смеси частиц и предназначенную для перемещения составляющих смеси частиц, обладающих похожей средней способностью подвергаться воздействию электрического поля, в...
Разливочная машина для дозированной подачи и непрерывной гомогенизации готовых красящих материалов
Номер патента: 1701
Опубликовано: 25.06.2001
Автор: Марацци Умберто
МПК: B01F 13/10
Метки: непрерывной, гомогенизации, разливочная, красящих, дозированной, машина, подачи, материалов, готовых
Формула / Реферат:
1. Разливочная машина для дозированной подачи жидких материалов, особенно красящих материалов, содержащая разливочную головку (13) с разливочной форсункой (13b), множество распределительных линий (10), концы которых соединены с разливочной головкой (13) для подачи жидких материалов, смешивающее средство (20), установленное между концами распределительных линий (10) и разливочной форсункой (13b), для непрерывного смешивания жидких материалов,...
Способ изготовления ленты самоклеящихся этикеток
Номер патента: 548
Опубликовано: 28.10.1999
Автор: Уилки Эндрю Уильямс
МПК: B31D 1/02
Метки: ленты, способ, изготовления, самоклеящихся, этикеток
Формула / Реферат:
1. Способ изготовления ленты самоклеящихся этикеток, включающий наличие несущей ленты, на которую сверху накладывают и прикрепляют к ней этикеточную ленту, отличающийся тем, что этикеточную ленту делят на последовательно расположенные этикеточные и обрезные участки, причем прочность крепления обрезных участков этикеточной ленты к несущей ленте выше, чем этикеточных. 2. Способ по п.1, отличающийся тем, что обрезные участки снабжены одним или...
Предыдущий патент: Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Следующий патент: Ленточная разливочная машина с двумя литейными валками
Случайный патент: Препарат, потенцирующий противоопухолевый эффект, противоопухолевый препарат и способ лечения рака