Ленточная разливочная машина с двумя литейными валками
Формула / Реферат
1. Ленточная разливочная машина, состоящая из двух установленных параллельно литейных валков (2, 3, 22, 39), двух боковин (4, 24, 42) и станины (5, 21) для опирания обоих литейных валков (2, 3, 22, 39), причем обе боковины (4, 24, 42) выполнены с возможностью подвода к торцам литейных валков (2, 3, 22, 39) и замены посредством соответствующего устройства для замены боковин, отличающаяся тем, что устройство для замены боковин выполнено в виде несущего элемента (9, 29, 43) для боковины (4, 24, 42), при этом несущий элемент (9, 29, 43) с боковиной (4, 24, 42) установлен с возможностью перемещения из установочного положения вниз и обратно.
2. Машина по п.1, отличающаяся тем, что несущий элемент выполнен в виде кронштейна (9, 29, 43).
3. Машина по п.1 или 2, отличающаяся тем, что несущий элемент (9, 29, 43) с боковиной установлен с возможностью перемещения в плоскости на расстоянии от торцов литейных валков (2, 3, 22, 39).
4. Машина по пп.1, 2 или 3, отличающаяся тем, что несущий элемент (9, 29, 43) с боковиной установлен с возможностью перемещения в плоскости, в основном, параллельно торцам литейных валков (2, 3, 22, 39).
5. Машина по любому из пп.1-4, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на первом этапе, в основном, параллельно литейным валкам (2, 3, 22, 39) и от торца литейных валков.
6. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на втором этапе вертикально (13, 20).
7. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на втором этапе вокруг оси (11) поворота или по кривой.
8. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42), в основном, горизонтально.
9. Машина по п.8, отличающаяся тем, что предусмотрено горизонтальное перемещение (14, 14") боковины (4, 24, 42) по горизонтальной направляющей (46) перемещения, которая лежит приблизительно на высоте (49) под опорными местами литейных валков (2, 3, 22, 39).
10. Машина по п.9, отличающаяся тем, что горизонтальная направляющая (46) перемещения направляет боковину (42) к позиции замены боковин.
11. Машина по любому из пп.1-10, отличающаяся тем, что боковина (4, 24, 42) установлена с возможностью перемещения вниз между опорными шейками литейных валков (2, 3, 22, 39), придвинутых, при необходимости, с образованием расстояния друг от друга.
12. Машина по любому из пп.1-11, отличающаяся тем, что установочное устройство (27) снабжено цилиндропоршневыми узлами (30) для перемещения боковины (24) между установочным положением и положением разливки.
13. Машина по п.12, отличающаяся тем, что установочное устройство (27) расположено на станине (21) машины с возможностью соединения с боковиной (24) в установочном положении и отсоединения от нее.
14. Машина по любому из пп.1-13, отличающаяся тем, что боковина (24, 42) остается соединенной в положении разливки с кронштейном (29, 43).
15. Машина по любому из пп.12-14, отличающаяся тем, что боковина (24) установлена с возможностью перемещения вниз вместе с установочным устройством (27) (фиг. 3).
16. Машина по п.15, отличающаяся тем, что установочное устройство (27) центрируется в установочном положении боковины (24) на станине (21), при этом во время подвода боковины (24) станина (21) поддерживает установочное усилие (фиг. 3).
17. Машина по любому из пп.1-16, отличающаяся тем, что боковина (24) установлена с возможностью перемещения вниз между торцами бочек валков и станиной (21) (фиг. 2, 3).
18. Машина по любому из пп.1-17, отличающаяся тем, что кронштейн (43) состоит из вертикальной балки и горизонтальной балки (44), при этом горизонтальная балка (44) соединена с подъемным устройством (45).
19. Машина по любому из пп.1-18, отличающаяся тем, что горизонтальная направляющая (46) перемещения снабжена кабелеповодковой цепью (48) для питающих трубопроводов боковин.
20. Машина по любому из пп.1-19, отличающаяся тем, что боковины (60) снабжены электромагнитными катушками (61, 61') для вырабатывания электромагнитного поля для бокового уплотнения (фиг. 6).
21. Машина по любому из пп.1-20, отличающаяся тем, что разная ширина бочек литейных валков (22) может быть компенсирована за счет промежуточных элементов (32), вставляемых между боковиной (24) и установочным устройством (27) (фиг. 3).
22. Машина по любому из пп.1-21, отличающаяся тем, что с обеих сторон литейных валков (2, 3, 22, 39) расположены два устройства (40, 41) для замены боковин, причем изношенную боковину (4, 24, 42) отводят одним устройством (стрелка 14), а новую боковину подают другим устройством (стрелка 14').
23. Машина по любому из пп.1-22, отличающаяся тем, что боковины (42, 42') установлены с возможностью выдвигания посредством кронштейна (43) из установочного положения через запираемое отверстие (50) из заполненной инертным газом камеры (50) и помещения в шлюзовую камеру (52, 52').
24. Машина по п.23, отличающаяся тем, что за счет относительного движения между устройством (40, 41) для замены боковин и шлюзовой камерой (52, 52') боковину (42) выдвигают из шлюзовой камеры (52, 52') и посредством транспортного устройства (55) направляют в помещение для ремонта боковин или удаляют из него.
25. Машина по любому из пп.1-24, отличающаяся тем, что боковина (70) снабжена нагревательным устройством (71), питающий трубопровод (73) которого во время перемещения остается соединенным с нагревательной средой (фиг. 7).
26. Машина по любому из пп.1-25, отличающаяся тем, что несущий элемент, кронштейн (9) или установочное устройство (27) выполнено с возможностью размещения присоединяемых и отсоединяемых подводов охлаждающих сред, электрической или гидравлической энергии или прочих сред, например инертного газа или измерительно-управляющих проводов для боковины.

Текст
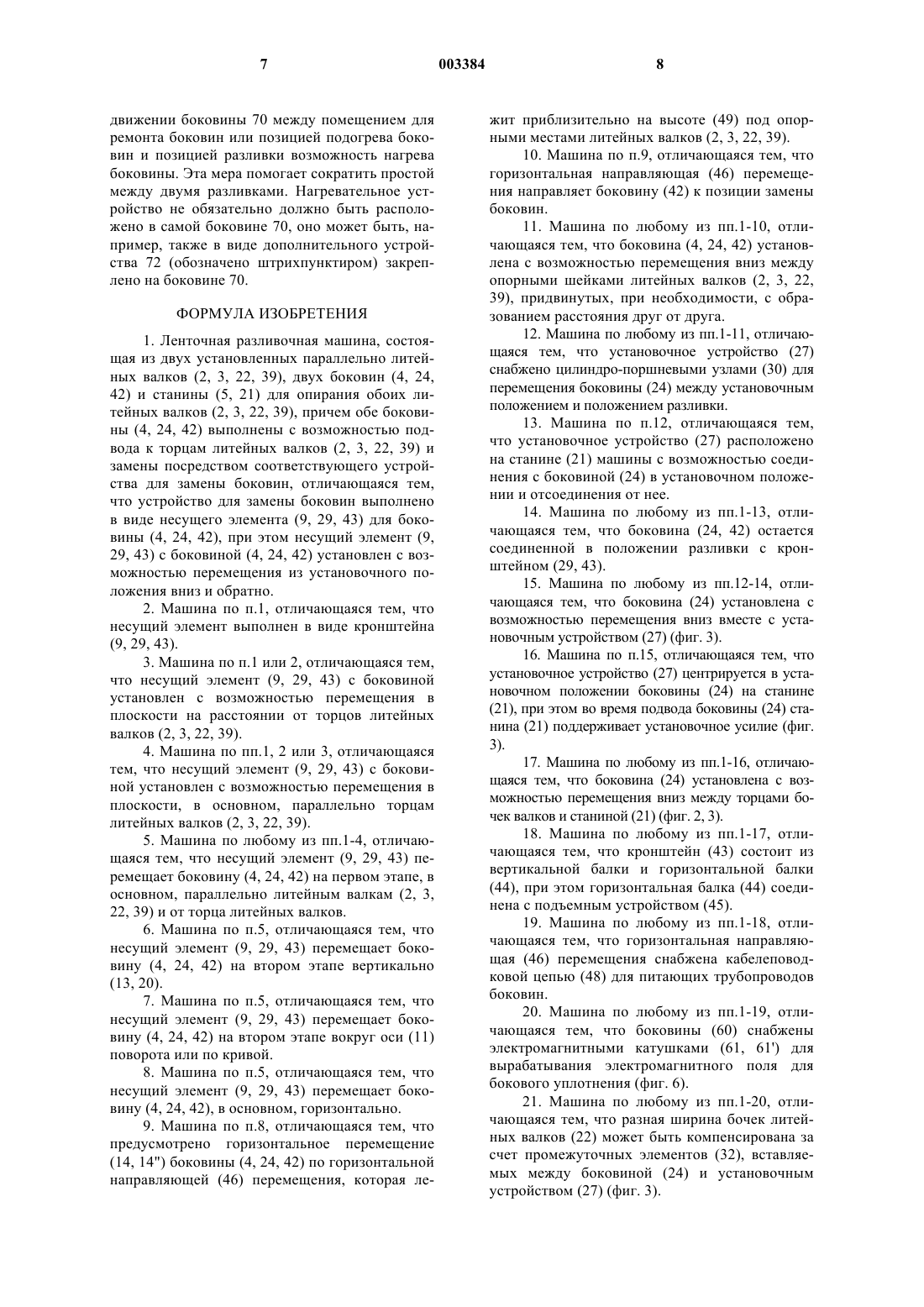
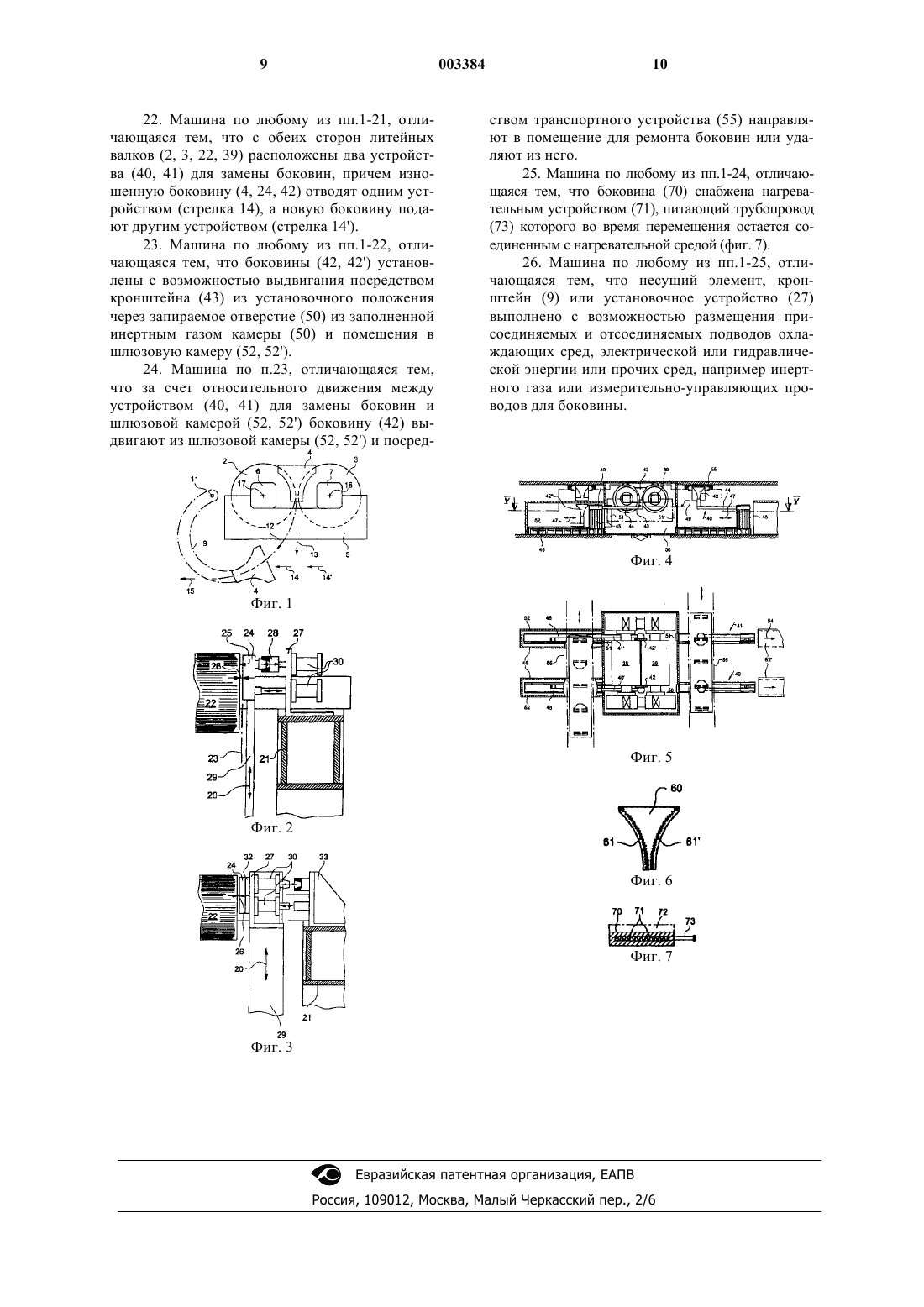
1 Изобретение относится к ленточной разливочной машине согласно признакам ограничительной части п.1 формулы. Известно непрерывное изготовление с помощью ленточных разливочных машин лент из жидкого металлического расплава, в частности стального расплава. Жидкий металл при этом непрерывно подают к образованной приводными литейными валками литейной щели. Перед литейной щелью и в ней жидкий металл затвердевает, и, по меньшей мере, частично затвердевшая лента удаляется литейными валками. Эта лента может быть затем подвергнута другим непрерывным или периодическим операциям, таким как охлаждение, повторный нагрев,горячая или холодная прокатка, профильное преобразование, поверхностное улучшение, обрезка и т.д. Кроме того, в ленточных разливочных машинах с двумя, расположенными, в основном,параллельно литейными валками литейная щель ограничивается посредством боковин. Боковины пружиняще подводят при этом с помощью установочного устройства к торцам бочек обоих литейных валков. Литейные валки и, как правило, также оба установочных устройства для боковин опираются на станину машины. При литье лент, в частности стальных лент, боковины изнашиваются как за счет трения о литейные валки, так и в нижней части за счет трения затвердевшей ленты в результате абразивного износа и должны заменяться во время литейной паузы. При замене боковины отводят из положения разливки, в котором боковины прилегают к бочкам, посредством установочного устройства от бочек, в основном, горизонтально в установочное положение, а затем посредством устройства для замены боковин, например роботов,расположенных с каждой стороны машины на разливочной площадке, удаляют вверх из установочного положения (см. JP-5-329583 А). После этого боковины укладывают на тележку и отвозят в мастерскую по ремонту боковин. Отремонтированную боковину подогревают, приподнимают роботом, помещают сверху в установочное положение и закрепляют на машине. Если такие роботы располагают с обеих сторон машины вблизи стойки, то они мешают доступу к ленточной разливочной машине. Если же роботы располагают на удалении 2-3 м от стойки,то роботы становятся соответственно крупными и громоздкими и теряют точность расположения боковин в установочном положении. Кроме того, перед монтажом боковин на стойке необходимо подсоединить все питающие трубопроводы, например для обогрева, охлаждения, электрические провода, среды под давлением и т.д. Монтаж и демонтаж боковин посредством рук роботов и т.п. требует беспрепятственного доступа руки робота к боковинам в установочном положении. Этот свободный доступ затрудняет укрытие разливочной машины и создание атмо 003384 2 сферы инертного газа для защиты стальной ленты и отлитой ленты от окисления. Ленточные разливочные машины с двумя литейными валками конструируют с диаметрами литейных валков 500-1500. У ленточных разливочных машин с литейными валками диаметром свыше 800 мм соответственно увеличиваются и боковины с их уплотнительными поверхностями, которые находятся в скользящем контакте с торцами литейных валков. К установочным устройствам, которые плотно прижимают боковины или боковую плиту к литейным валкам, предъявляются высокие требования. Все эти требования, предъявляемые к литейным валкам диаметром свыше 800 мм, затрудняют точную быструю замену боковин. В основе изобретения лежит задача создания ленточной разливочной машины, которая позволяет преодолеть упомянутые недостатки уровня техники, улучшить, в частности, замену боковин и за счет этого сократить подготовительно-заключительное время между двумя разливками. Боковины должны при этом иметь возможность более точного позиционирования и обогрева вплоть до начала разливки. Кроме того, во время движения замены боковины должны оставаться соединенными со всеми питающе-детекторными линиями системы контроля таких боковин. Важной частичной целью является улучшенный доступ к литейным валкам, в частности для их замены, и более простая защита от доступа кислорода к части разливочной машины со стороны заливки и выхода ленты (инертизация). Такие должны быть решены проблемы, возникшие при диаметре валков выше 800 мм и соответственно больших боковых плитах. Согласно изобретению, эта задача решается посредством совокупности признаков п.1 формулы. Движение боковой плиты посредством несущего элемента может происходить прямолинейно вертикально или наискось, а также по дуге вниз. Несущий элемент выполнен предпочтительно в виде кронштейна. Кронштейн может при этом поворачиваться вокруг оси или двигаться по кривой. Под машиной боковина на кронштейне может быть заменена новой боковиной и тем же путем снова смещена в установочное положение. Следует обратить внимание на то, что термин "установочное положение" включает в себя любое положение плиты между положениями разливки и замены. Согласно одному примеру выполнения, на первом этапе движения кронштейн может перемещать боковину от станины машины, в основном, горизонтально и вдоль продольной оси литейных валков. Перемещение боковины может происходить по горизонтальной направляющей, лежащей, приблизительно, на определенной высоте под литейными валками. На втором этапе движения кронштейн с боковиной может быть пе 3 ремещен вниз, в основном, параллельно торцам литейных валков. Направляющая перемещения может подавать боковину к позиции замены боковин, пространственно отделенной от разливочной площадки перегородкой. Такое отделение позиции замены боковин обеспечивает упорядоченное и чистое проведение работ, таких как очистка,техобслуживание, замена, настройка, подогрев боковины и т.д., исключая опасность травматизма. Для того, чтобы ленточную разливочную машину можно было сконструировать узкой по сравнению с шириной ленты, согласно другому примеру выполнения, боковина может быть выполнена с возможностью перемещения вниз между опорными шейками или опорными местами литейных валков. Боковина может быть выполнена с возможностью перемещения вниз установочным устройством или без него между торцами бочек валков и станиной машины. При необходимости литейные валки для этого надвигают на расстоянии друг от друга. Разливочная машина может быть сконструирована особенно узкой, если установочнопозиционирующее устройство расположено на станине машины с возможностью соединения с боковиной в установочном положении и отсоединения от нее. Независимо от того, опускается ли установочно-позиционирующее устройство вместе с боковиной или установочное устройство при замене боковины остается на станине, движение между установочным положением и положением разливки может происходить посредством среды под давлением и цилиндро-поршневых узлов или электромеханическим путем. Когда боковина приведена в установочное положение или положение разливки, при желании можно отделить кронштейн от боковины. Согласно предпочтительному примеру выполнения, кронштейн может оставаться соединенным с боковиной также в положении разливки. Если боковина вместе с установочным устройством перемещается вниз, т.е. установочное устройство также мобильно, то оно требует в установочном положении относительно станины машины центрирования и опорных поверхностей для ввода установочного усилия в станину. Устройство для замены боковин состоит предпочтительным образом из кронштейна с вертикальной и горизонтальной балками, причем горизонтальная балка соединена, как правило, с подъемным устройством. Для того, чтобы различные питающие среды (нагрев, возможно, охлаждение, электрический ток, среды под давлением) для боковины могли оставаться присоединенными также во время перемещения, предложено снабдить горизонтальную направляющую перемещения по 003384 4 водковой цепью для трубопроводов питающих сред боковин. Для улучшения герметизации между вращающимися литейными валками и неподвижными боковинами последние могут быть снабжены электромагнитными катушками для вырабатывания электромагнитного поля для герметизации щели. Дополнительное сокращение времени замены боковин может быть достигнуто тогда,когда с обеих сторон литейных валков расположены два устройства для замены боковин, причем изношенную боковину удаляют одним устройством замены, а новую боковину подают другим устройством замены. Ниже изобретение дополнительно поясняется на примерах выполнения, показанных на чертежах, где на фиг. 1 схематично представлена ленточная разливочная машина; фиг. 2 - частично изображенная ленточная разливочная машина в вертикальном разрезе, в одном примере выполнения; фиг. 3 - частично изображенная ленточная разливочная машина другого примера выполнения, в вертикальном разрезе; фиг. 4 - верхняя часть ленточной разливочной машины, вид сбоку, частично в разрезе; фиг. 5 - разрез по линии V-V на фиг. 4; фиг. 6 - боковина; фиг. 7 - боковина в горизонтальном разрезе другого примера выполнения. На фиг. 1 схематично изображена ленточная разливочная машина, состоящая из двух,установленных, в основном, параллельно литейных валков 2, 3, боковин 4 и станины 5. Оба литейныхвалка 2, 3 опираются на станину 5 посредством двух опор 6, 7. Стрелками 12, 15 схематично обозначены два различных пути отвода для замены боковины 4. Штрихпунктиром обозначен несущий элемент 9, который в данном примере выполнен в виде кронштейна. В принципе, может использоваться любая конструкция, например кривошипно-шатунный механизм, шарнирный механизм, салазочная направляющая и т.п. Кронштейн может перемещать боковину 4 на первом этапе вокруг оси 11 поворота по круговой линии(стрелка 12) вниз. При желании за кругообразным движением (стрелка 12) может следовать горизонтальное движение (стрелка 15). Стрелкой 13 обозначено, как в смысле альтернативы круговой линии боковина 4 может быть перемещена вниз кронштейном (здесь не показан) вертикально вниз. Стрелкой 14 обозначено следующее за вертикальным движением горизонтальное перемещение боковины 4 от станины 5. Стрелки 14, 15 указывают направление, проходящее поперек продольным осям 16,17 литейных валков 2, 3. Стрелка 14' обозначает подачу новой боковины вторым устройством для замены боковин. 5 При перемещении боковины 4 вниз она движется между роликовыми опорами 6, 7 или опорными шейками. На фиг. 2 поз. 22 обозначен частично изображенный литейный валок, а поз. 24 - боковина в установочном положении. Боковина 24 расположена на устройстве для замены боковин в виде кронштейна 29. Между уплотнительной поверхностью 25 на торце валка 22 и боковиной 24 в установочном положении имеется щель 26. Щель 26 закрывается при подводе боковины 24 из установочного положения в положение разливки. Для перевода предусмотрено установочное устройство 27 с центрирующим 28 и подъемным 30 устройствами. В этом примере установочное устройство 27 расположено на станине 21, а подъемное устройство в виде цилиндропоршневых узлов может быть в установочном положении присоединено к боковине 24 и отсоединено от нее. Кроме того, цилиндропоршневые узлы 30 установочного устройства 27 могут прижимать боковину 24 из установочного положения контролированно к торцу (уплотнительная поверхность 25) литейного валка 22, т.е. перемещать в положение разливки и снова обратно в установочное положение. На фиг. 3, как боковина 24, так и установочное устройство 27 расположены на кронштейне 29. Весь узел, состоящий из боковины 24, установочного устройства 27 и кронштейна 29, может перемещаться вниз. Боковина 24 показана на фиг. 3 в установочном положении. С помощью подъемных устройств 30 она может быть переведена в положение разливки, т.е. прижата к литейному валку 22 с герметизацией щели. Узел может при этом центрироваться на станине 21, а во время подвода станина 21 или опорная деталь 33 может воспринимать установочное усилие подъемных устройств 30. Разная ширина бочек литейных валков 22 может быть компенсирована за счет промежуточных элементов 32, вставляемых между боковиной и установочным устройством 27. В качестве альтернативы для согласования с шириной формата ленты кронштейн 29 может быть выполнен с возможностью перемещения или регулирования в осевом направлении литейных валков 22. На фиг. 2 и 3 показано, как боковина 24 может перемещаться с установочным устройством 27 и без него между торцами бочек литейных валков 22 и станиной 21 вниз и снова вверх по стрелке 20. На фиг. 4 и 5 изображен пример ленточной разливочной машины с двумя устройствами 40,40', 41, 41' для замены боковин, расположенными с обеих сторон разливочной машины. Боковины обозначены поз. 42, 42'. Кронштейн 43 состоит из вертикальной балки и горизонтальной балки 44, составленных под углом друг к другу. Горизонтальная балка 44 соединена на одном конце с подъемным устройством 45, ко 003384 6 торое может перемещать кронштейн 43 и боковину 42 из установочного положения вертикально вниз. Горизонтальная направляющая 46 перемещения может перемещать горизонтальную балку 44 с кронштейном 43 вместе с подъемным устройством 45 по стрелке 47. Для того,чтобы все питающие трубопроводы для боковины 42 во время вертикального и горизонтального перемещений можно было без помех вести вслед за ними, направляющая 46 перемещения снабжена поводковой цепью 48 для питающих трубопроводов. На фиг. 4 с левой стороны штрихпунктиром поз. 42" обозначена боковина во время горизонтального перемещения по направляющей 46 перемещения. Боковина 42" перемещается при этом на высоте 49 под опорными шейками литейных валков 39. За счет горизонтального перемещения боковина может быть переведена из воздухонепроницаемо закрытой инертизирующей камеры 50, заполненной инертным газом, через запираемое отверстие 51 в также заполненную инертным газом шлюзовую камеру 52. При быстрой замене боковины 42 можно с помощью устройства 40' для замены боковин с левой стороны литейных валков 39 отвести изношенную боковину 42 от разливочной машины и новую боковину подать с помощью устройства 40 для замены боковин с правой стороны литейных валков 39. На противоположной стороне литейных валков можно с помощью устройств 41', 41 для замены боковин заменить боковину 42' одновременно с боковиной 42. Когда процесс замены закончен и отверстия 51 инертизирующей камеры 50 снова закрыты, шлюзовые камеры 52, 52' могут быть отведены от инертизирующей камеры 50, как это обозначено стрелкой 54 с правой стороны, и боковины 42 могут быть переданы к расположенному поперек направляющей 46 перемещения транспортному устройству 55, а также в помещение (не показано) для ремонта боковин. Вместо движения шлюзовой камеры 52, 52' можно за счет горизонтального перемещения выдвинуть из шлюзовой камеры 52, 52' также устройство 40, 41 для замены боковин, и при желании боковина может быть направлена непосредственно в помещение для ремонта. На фиг. 6 схематично изображена боковина 60 с электромагнитными катушками 61, 61". Эти катушки 61, 61" вырабатывают электромагнитное поле, с тем чтобы уплотнительную поверхность между боковиной 60 в положении разливки и торцами бочек обоих литейных валков дополнительно герметизировать от вытекания разливаемого металла. Электромагнитные поля для боковых уплотнений известны из уровня техники и не требуют подробного пояснения. На фиг. 7 схематично изображен разрез боковины 70 с устройством 71 электронагрева внутри нее. Это устройство 71 обеспечивает при 7 движении боковины 70 между помещением для ремонта боковин или позицией подогрева боковин и позицией разливки возможность нагрева боковины. Эта мера помогает сократить простой между двумя разливками. Нагревательное устройство не обязательно должно быть расположено в самой боковине 70, оно может быть, например, также в виде дополнительного устройства 72 (обозначено штрихпунктиром) закреплено на боковине 70. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ленточная разливочная машина, состоящая из двух установленных параллельно литейных валков (2, 3, 22, 39), двух боковин (4, 24,42) и станины (5, 21) для опирания обоих литейных валков (2, 3, 22, 39), причем обе боковины (4, 24, 42) выполнены с возможностью подвода к торцам литейных валков (2, 3, 22, 39) и замены посредством соответствующего устройства для замены боковин, отличающаяся тем,что устройство для замены боковин выполнено в виде несущего элемента (9, 29, 43) для боковины (4, 24, 42), при этом несущий элемент (9,29, 43) с боковиной (4, 24, 42) установлен с возможностью перемещения из установочного положения вниз и обратно. 2. Машина по п.1, отличающаяся тем, что несущий элемент выполнен в виде кронштейна(9, 29, 43). 3. Машина по п.1 или 2, отличающаяся тем,что несущий элемент (9, 29, 43) с боковиной установлен с возможностью перемещения в плоскости на расстоянии от торцов литейных валков (2, 3, 22, 39). 4. Машина по пп.1, 2 или 3, отличающаяся тем, что несущий элемент (9, 29, 43) с боковиной установлен с возможностью перемещения в плоскости, в основном, параллельно торцам литейных валков (2, 3, 22, 39). 5. Машина по любому из пп.1-4, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на первом этапе, в основном, параллельно литейным валкам (2, 3,22, 39) и от торца литейных валков. 6. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на втором этапе вертикально(13, 20). 7. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42) на втором этапе вокруг оси (11) поворота или по кривой. 8. Машина по п.5, отличающаяся тем, что несущий элемент (9, 29, 43) перемещает боковину (4, 24, 42), в основном, горизонтально. 9. Машина по п.8, отличающаяся тем, что предусмотрено горизонтальное перемещение(14, 14") боковины (4, 24, 42) по горизонтальной направляющей (46) перемещения, которая ле 003384 8 жит приблизительно на высоте (49) под опорными местами литейных валков (2, 3, 22, 39). 10. Машина по п.9, отличающаяся тем, что горизонтальная направляющая (46) перемещения направляет боковину (42) к позиции замены боковин. 11. Машина по любому из пп.1-10, отличающаяся тем, что боковина (4, 24, 42) установлена с возможностью перемещения вниз между опорными шейками литейных валков (2, 3, 22,39), придвинутых, при необходимости, с образованием расстояния друг от друга. 12. Машина по любому из пп.1-11, отличающаяся тем, что установочное устройство (27) снабжено цилиндро-поршневыми узлами (30) для перемещения боковины (24) между установочным положением и положением разливки. 13. Машина по п.12, отличающаяся тем,что установочное устройство (27) расположено на станине (21) машины с возможностью соединения с боковиной (24) в установочном положении и отсоединения от нее. 14. Машина по любому из пп.1-13, отличающаяся тем, что боковина (24, 42) остается соединенной в положении разливки с кронштейном (29, 43). 15. Машина по любому из пп.12-14, отличающаяся тем, что боковина (24) установлена с возможностью перемещения вниз вместе с установочным устройством (27) (фиг. 3). 16. Машина по п.15, отличающаяся тем, что установочное устройство (27) центрируется в установочном положении боковины (24) на станине(21), при этом во время подвода боковины (24) станина (21) поддерживает установочное усилие (фиг. 3). 17. Машина по любому из пп.1-16, отличающаяся тем, что боковина (24) установлена с возможностью перемещения вниз между торцами бочек валков и станиной (21) (фиг. 2, 3). 18. Машина по любому из пп.1-17, отличающаяся тем, что кронштейн (43) состоит из вертикальной балки и горизонтальной балки(44), при этом горизонтальная балка (44) соединена с подъемным устройством (45). 19. Машина по любому из пп.1-18, отличающаяся тем, что горизонтальная направляющая (46) перемещения снабжена кабелеповодковой цепью (48) для питающих трубопроводов боковин. 20. Машина по любому из пп.1-19, отличающаяся тем, что боковины (60) снабжены электромагнитными катушками (61, 61') для вырабатывания электромагнитного поля для бокового уплотнения (фиг. 6). 21. Машина по любому из пп.1-20, отличающаяся тем, что разная ширина бочек литейных валков (22) может быть компенсирована за счет промежуточных элементов (32), вставляемых между боковиной (24) и установочным устройством (27) (фиг. 3). 22. Машина по любому из пп.1-21, отличающаяся тем, что с обеих сторон литейных валков (2, 3, 22, 39) расположены два устройства (40, 41) для замены боковин, причем изношенную боковину (4, 24, 42) отводят одним устройством (стрелка 14), а новую боковину подают другим устройством (стрелка 14'). 23. Машина по любому из пп.1-22, отличающаяся тем, что боковины (42, 42') установлены с возможностью выдвигания посредством кронштейна (43) из установочного положения через запираемое отверстие (50) из заполненной инертным газом камеры (50) и помещения в шлюзовую камеру (52, 52'). 24. Машина по п.23, отличающаяся тем,что за счет относительного движения между устройством (40, 41) для замены боковин и шлюзовой камерой (52, 52') боковину (42) выдвигают из шлюзовой камеры (52, 52') и посред 10 ством транспортного устройства (55) направляют в помещение для ремонта боковин или удаляют из него. 25. Машина по любому из пп.1-24, отличающаяся тем, что боковина (70) снабжена нагревательным устройством (71), питающий трубопровод(73) которого во время перемещения остается соединенным с нагревательной средой (фиг. 7). 26. Машина по любому из пп.1-25, отличающаяся тем, что несущий элемент, кронштейн (9) или установочное устройство (27) выполнено с возможностью размещения присоединяемых и отсоединяемых подводов охлаждающих сред, электрической или гидравлической энергии или прочих сред, например инертного газа или измерительно-управляющих проводов для боковины.
МПК / Метки
МПК: B22D 11/06
Метки: разливочная, машина, валками, литейными, ленточная, двумя
Код ссылки
<a href="https://eas.patents.su/6-3384-lentochnaya-razlivochnaya-mashina-s-dvumya-litejjnymi-valkami.html" rel="bookmark" title="База патентов Евразийского Союза">Ленточная разливочная машина с двумя литейными валками</a>
Ленточная разливочная машина с двумя литейными валками
Номер патента: 2998
Опубликовано: 26.12.2002
Авторы: Штройбель Ханс, Марти Хайнрих А., Барбе Жак
МПК: B22D 11/06
Метки: машина, литейными, валками, ленточная, двумя, разливочная
Формула / Реферат:
1. Ленточная разливочная машина с двумя литейными валками, расположенными параллельно на станине (3, 23) с образованием ограниченной с обеих сторон узкими боковинами (5) литейной щели (6), причем литейные валки (1, 2, 21) содержат охлаждаемые бочки с преимущественно цилиндрической оболочкой (27), образующие регулируемую литейную щель (6), и опорные шейки (8, 9) для опирания литейных валков (1, 2, 21) на станину (3, 23), отличающаяся тем, что...
Ленточная разливочная машина для изготовления металлической ленты
Номер патента: 3383
Опубликовано: 24.04.2003
Авторы: Барб Жак, Марти Хайнрих А.
МПК: B22D 11/06
Метки: металлической, изготовления, ленты, разливочная, машина, ленточная
Формула / Реферат:
1. Ленточная разливочная машина для изготовления металлической ленты, содержащая два установленных рядом друг с другом литейных валка (22, 24), а также боковые уплотнения (25), содержащие с обеих сторон литейных валков (22, 24) по одной подводимой с торца к литейным валкам уплотнительной плите (61), причем соответствующую уплотнительную плиту (61) подводят к обоим торцам (22', 24') литейных валков (22, 24) с возможностью обеспечения очень...
Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, а также ленточная разливочная машина
Номер патента: 3382
Опубликовано: 24.04.2003
Авторы: Барб Жак, Марти Хайнрих А.
МПК: B22D 11/06
Метки: разливочной, также, эксплуатации, ленточной, способ, ленты, машины, изготовления, разливочная, машина, ленточная, металлической
Формула / Реферат:
1. Способ эксплуатации ленточной разливочной машины для изготовления металлической ленты, содержащей два установленных рядом друг с другом, образующих литейную щель литейных валка (22, 24), а также боковые уплотнения (25), которые с обеих сторон литейных валков (22, 24) содержат по одной примыкающей к литейным валкам уплотнительной плите (61), причем измеряют давление прижима уплотнительной плиты (61) к литейным валкам (22, 24) и/или условия...
Разливочная машина для дозированной подачи и непрерывной гомогенизации готовых красящих материалов
Номер патента: 1701
Опубликовано: 25.06.2001
Автор: Марацци Умберто
МПК: B01F 13/10
Метки: непрерывной, гомогенизации, подачи, материалов, машина, дозированной, разливочная, готовых, красящих
Формула / Реферат:
1. Разливочная машина для дозированной подачи жидких материалов, особенно красящих материалов, содержащая разливочную головку (13) с разливочной форсункой (13b), множество распределительных линий (10), концы которых соединены с разливочной головкой (13) для подачи жидких материалов, смешивающее средство (20), установленное между концами распределительных линий (10) и разливочной форсункой (13b), для непрерывного смешивания жидких материалов,...
Ленточная сепараторная система с улучшенной геометрией ленты
Номер патента: 1656
Опубликовано: 25.06.2001
Авторы: Боцман Чарльз Е., Серулло Томас, Данн Томас М.
МПК: B03C 7/08
Метки: ленты, ленточная, улучшенной, геометрией, сепараторная, система
Формула / Реферат:
1. Система ленточного сепаратора для разделения составляющих смеси частиц, включающая первый электрод (16) и второй электрод (12), расположенные на противоположных сторонах от продольной осевой линии (25) и образующие электрическое поле, ленту (30), проницаемую для составляющих смеси частиц и предназначенную для перемещения составляющих смеси частиц, обладающих похожей средней способностью подвергаться воздействию электрического поля, в...
Предыдущий патент: Ленточная разливочная машина для изготовления металлической ленты
Следующий патент: Устройство и способ крепления первой трубы ко второй трубе
Случайный патент: Парентеральная фармацевтическая композиция, содержащая соль 2-арилпропиновой кислоты с основанием, выбранным из альфа-аминокислоты, дропропизина и трометамина