Ленточная разливочная машина с двумя литейными валками
Формула / Реферат
1. Ленточная разливочная машина с двумя литейными валками, расположенными параллельно на станине (3, 23) с образованием ограниченной с обеих сторон узкими боковинами (5) литейной щели (6), причем литейные валки (1, 2, 21) содержат охлаждаемые бочки с преимущественно цилиндрической оболочкой (27), образующие регулируемую литейную щель (6), и опорные шейки (8, 9) для опирания литейных валков (1, 2, 21) на станину (3, 23), отличающаяся тем, что оболочка (27) соответствующего литейного валка (1, 2, 21) опирается на фиксированную на станине (3, 23) неподвижную ось (24) через опорный элемент, установленный с возможностью вращения на оси (24), в частности через установленные с обеих сторон опорные элементы (29, 29'), или, по меньшей мере, через один установленный с возможностью вращения, в частности, направленные с обеих сторон в оболочку (27) опорные элементы (29, 29'), причем, по меньшей мере, один опорный элемент (29) выполнен приводным.
2. Машина по п.1, отличающаяся тем, что опорные элементы (29, 29') представляют собой соединяемые с оболочкой (27) концентричные опорные кольца.
3. Машина по п.1 или 2, отличающаяся тем, что цилиндрическая оболочка (27) опирается на неподвижную ось (24) между обоими опорными кольцами (29, 29' ) посредством дополнительных опорных колец.
4. Машина по п.1 или 3, отличающаяся тем, что опорные элементы (29, 29') являются частью оболочки (27).
5. Машина по любому из пп.1-4, отличающаяся тем, что первая часть длины опорных элементов или опорных колец (29, 29') направлена внутрь оболочки и имеет подводящие и отводящие отверстия (32) для циркуляции охлаждающей среды между неподвижной осью (24) и оболочкой (27), а вторая часть длины опорных элементов или опорных колец (29, 29') выступает из оболочки (27) и снабжена на неподвижной оси (24) подшипниками (31) и приводными элементами (37) для вращательного движения оболочки (27), снабженной опорными элементами, или оболочки (27), жестко соединенной с опорными кольцами (29, 29').
6. Машина по любому из пп.1-4, отличающаяся тем, что на опорном кольце (29) закреплен зубчатый венец (37), взаимодействующий с зубьями неподвижного привода (36).
7. Машина по п.6, отличающаяся тем, что к неподвижной оси (24) прифланцован приводной редуктор (36).
8. Машина по п.6, отличающаяся тем, что один или несколько кольцевых моментных электродвигателей приводят оболочку (27) через опорные кольца (29).
9. Машина по любому из пп.1-8, отличающаяся тем, что опорные кольца (29, 29') снабжены преимущественно радиальными отверстиями (32) и канавками (33) для подвода охлаждающей среды из неподвижной оси (24) в оболочку (27).
10. Машина по п.9, отличающаяся тем, что неподвижная ось (24) снабжена с обеих сторон осевыми (30') и радиальными (34) отверстиями, ориентированными по канавкам (33) опорных колец (29, 29').
11. Машина по любому из пп.1-10, отличающаяся тем, что оболочка (27) вдоль своей периферии снабжена аксиально расположенными отверстиями (39) для циркуляции охлаждающей среды.
12. Машина по любому из пп.1-11, отличающаяся тем, что между опорными кольцами (29, 29') и оболочкой (27) расположены поводковые клинья (28) с зажимным кольцом.
13. Машина по любому из пп.1-12, отличающаяся тем, что неподвижная ось (24) снабжена отверстиями (30) для подвода и отвода охлаждающей среды, которые при установке литейного валка (21) на станине (23) одновременно подсоединяют трубопроводы (35), подводящие и отводящие охлаждающую среду в станине (23), а при демонтаже - отсоединяют их.
14. Машина по любому из пп.1-13, отличающаяся тем, что неподвижная ось (24) с обеих сторон оболочки (27) снабжена упорной поверхностью (12, 13) и поверхностью (10, 11) прилегания, при этом на станине для прилегания литейных валков сверху расположены упорные и опорные поверхности.
15. Машина по п.14, отличающаяся тем, что с обеих сторон станины (23) имеется фиксирующее устройство (40) для фиксации неподвижной оси (24).
16. Машина по любому из пп.1-15, отличающаяся тем, что между вращающейся оболочкой (27) и неподвижной осью (24) установлен электромагнитный тормоз (41) для ванны жидкого металла между валками.
17. Машина по п.16, отличающаяся тем, что электромагнитный тормоз (41) неподвижно установлен внутри литейного валка (21) на неподвижной оси (24).
18. Машина по любому из пп.1-17, отличающаяся тем, что привод (36) литейных валков (1, 2, 21) осуществляется посредством установленного на оси электродвигателя, преимущественно бесщеточного кольцевого моментного двигателя.
19. Машина по любому из пп.1-18, отличающаяся тем, что оболочка (27) выполнена за одно целое или составной из нескольких частей.
20. Машина по п.19, отличающаяся тем, что соединение частей оболочки представляет собой преимущественно соединение электронно-лучевой сваркой.
21. Машина по любому из пп.1-20, отличающаяся тем, что оболочка (27) выполнена из двух или более гильз из разных материалов.

Текст
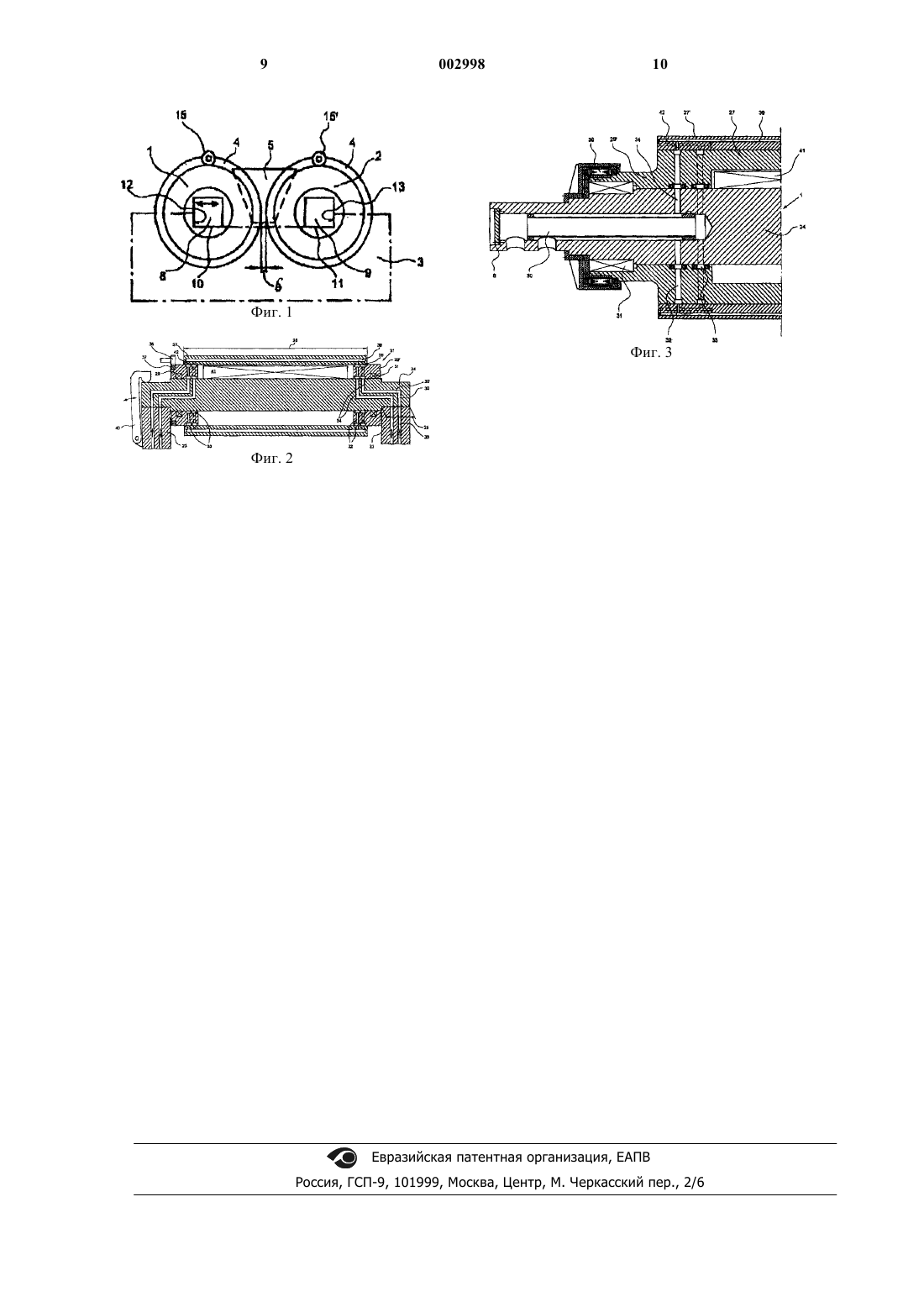
1 Изобретение относится к ленточной разливочной машине, состоящей из двух, расположенных, в основном, параллельно литейных валков согласно ограничительной части п.1 формулы. Известно непрерывное изготовление с помощью ленточных разливочных машин лент из жидкого металлического расплава, в частности стального расплава. Жидкий металл при этом непрерывно подают к образованной приводными литейными валками литейной щели. Перед литейной щелью и в ней жидкий металл затвердевает, и, по меньшей мере, частично затвердевшая лента отводится литейными валками. Эта лента может быть затем подвергнута другим непрерывным или периодическим операциям, таким как охлаждение, повторный нагрев,горячая или холодная прокатка, профильное преобразование, улучшение поверхности, обрезка и т.д. Кроме того, в ленточных разливочных машинах с двумя, расположенными, в основном,параллельно литейными валками известно ограничение литейной щели узкими боковинами. Такие узкие боковины могут прилегать к торцовым сторонам литейных валков или могут быть помещены между оболочками или бочками литейных валков и установлены с возможностью перемещения, например, для регулирования формата ленты. Литейные валки установлены в станине с возможностью перемещения или поворота, в основном, поперек своей продольной оси для регулирования толщины ленты. Для охлаждения жидкого металла литейные валки, в частности бочки литейных валков, интенсивно охлаждают охлаждающей средой внутри и/или снаружи. Как правило, литейные валки выполнены из разных материалов, причем для охлаждаемых бочек выбирают материал с высокой теплопроводностью, а для опорных шеек и сердцевины валков - высокопрочную сталь. Опорные шейки, сердцевина валков и бочки образуют приводимый приводом во вращение валковый блок. Движение привода вводится при этом в шейки валков и передается с них на бочки. Эта конструкция, известная из классического прокатостроения или классического выполнения приводных валков для установок непрерывной разливки заготовок и/или слябов, требует сбоку от разливочной установки места для приводов, вследствие чего затруднен доступ сбоку к литейной щели и к узким боковинам,ограничивающим литейную щель по ее длине. Эта известная конструкция литейных валков влияет также на конструкцию станины, потребность в площади у многоручьевых установок,замену литейных валков и узких боковин, защиту от окисления жидкого металла и отлитой ленты, а также действия по эксплуатации и техобслуживанию установки. Из WO 9723318 А известна ленточная разливочная машина с параллельно расположен 002998 2 ными литейными валками вышеуказанного типа. Литейные валки образуют литейную щель,герметизированную с боков узкими боковинами. На цилиндрические части фиксированной оси литейных валков надета охлаждаемая оболочка, приводимая расположенными сбоку передаточными элементами. Для компенсации термически обусловленных изменений оболочки литейных валков на фиксированной оси установлены неподвижные полозья с частично цилиндрической поверхностью, взаимодействующие с гидравлически действующими исполнительными элементами. С помощью полозьев осуществляют индивидуальную радиальную подгонку оболочки литейных валков к их неподвижной оси. Введенные в тонкую оболочку сбоку на ее торцах приводные моменты вызывают относительно высокие торсионные усилия и, тем самым, скручивания оболочки литейных валков, которые не могут быть компенсированы перемещаемыми полозьями. Кроме того, гидравлическая опора оболочки литейных валков непосредственно на цилиндрические части фиксированной оси литейных валков сложна, и ее крайне затруднительно поддерживать в герметичном состоянии. В основе изобретения лежит задача создания ленточной разливочной машины, которая позволяет преодолеть упомянутые недостатки и создает, в частности, оптимальное соотношение между шириной машины и шириной отливаемой ленты, имеет простую конструкцию, лучший доступ как для замены валков, так и для установки и замены ограничивающих литейную щель узких боковин, а за счет компактной конструкции - лучшую защиту от окисления металлоподвода и отлитого продукта. Согласно изобретению, эта задача решается посредством совокупности признаков п.1 формулы изобретения. Благодаря изобретению можно расположить литейные валки с возможностью удовлетворения названных в задаче требований. Кроме того, конструкция валка может лучше соответствовать потребностям литейного валка как охлаждаемого кристаллизатора, какэто видно из дальнейших рассуждений. Помимо защиты от окисления металлоподвода такая ленточная разливочная машина позволяет лучше защитить от окисления отлитый продукт с соответствующим повышением качества. Все опорные элементы могут быть также частью охлаждаемой оболочки литейного валка,так что оболочка выполнена за одно целое с опорными элементами и установлена с возможностью вращения на неподвижной оси. Опорные элементы предпочтительно выполнены в виде соединяемых с оболочкой концентричных опорных колец, установленных на неподвижной оси. Привод может воздействовать на оболочку литейного валка, например, непосредственно 3 или косвенно. Предпочтительное решение достигается тогда, когда первая часть длины опорных колец направлена внутрь оболочки и имеет расточки для подвода и отвода охлаждающей воды для ее циркуляции между неподвижной осью и оболочкой. Вторая часть длины опорных колец выступает из оболочки и снабжена, по меньшей мере, на одной стороне опорноприводными элементами для вращательного движения жестко соединенной с опорными кольцами оболочки на неподвижной оси. Между опорными кольцами и оболочкой предусмотрено нажимное кольцо с поводковыми клиньями. Привод литейных валков может происходить различным образом в соответствии с известными из уровня техники решениями. Предпочтительное и простое решение возникает тогда, когда на опорном кольце закреплен зубчатый венец, взаимодействующий с зубьями неподвижного привода. Приводной редуктор может быть, например, прифланцован к неподвижной оси. В качестве альтернативного решения предложено, что один или несколько кольцевых моментных двигателей приводят оболочку через опорные кольца. Особенно предпочтительным является привод литейных валков посредством установленного на оси электродвигателя, преимущественно бесщеточного кольцевого моментного двигателя. Для подвода и отвода охлаждающей среды через неподвижную ось и опорные кольца к оболочке литейного валка возможны различные решения. Согласно предпочтительному конструктивному варианту предложено снабдить опорные кольца преимущественно радиальными отверстиями и канавками для подвода охлаждающей среды из неподвижной оси в оболочку. При этом неподвижная ось может быть снабжена с обеих сторон осевыми отверстиями, а в концевой зоне осевых отверстий - радиальными отверстиями, ориентированными по канавкам опорных колец. Также для охлаждения самой оболочки можно в соответствии с известными из уровня техники решениями обеспечить циркуляцию охлаждающей среды. Простое и очень эффективное в отношении охлаждения решение получается в том случае, когда оболочка вдоль своей периферии снабжена отверстиями, параллельными продольной оси валка, для циркуляции охлаждающей среды, причем направление течения меняется от отверстия к отверстию. Поэтому число отверстий должно быть четным. Для сокращения времени на замену литейных валков неподвижную ось снабжают устройствами для подвода и отвода охлаждающей среды, которые при установке валка на станине одновременно подсоединяют подводящие и отводящие трубопроводы для охлаждающей среды, а при демонтаже - отсоединяют их, и/или 4 предусмотрены водяные зажимные плиты для подвода воды, и/или мультимуфты для смазки,подвода энергии, подключения газа, например инертного газа или воздуха, и устройства управления. Простые и быстрые позиционирование и фиксация литейных валков достигаются тогда,когда неподвижная ось с обеих сторон оболочки снабжена одной упорной и одной опорной поверхностями и когда на станине для прилегания литейных валков сверху расположены упорные поверхности и поверхности прилегания. Для фиксации неподвижной оси с обеих сторон станины может быть сочленен поворотный кронштейн в качестве крепежного устройства. Для успокоения ванны жидкого металла в литейной щели между вращающейся оболочкой и неподвижной осью может быть расположен электромагнитный тормоз. Особое преимущество в отношении размещения и закрепления такого электромагнитного тормоза следует усматривать в том, что он может быть неподвижно расположен на неподвижной оси. Ниже изобретение дополнительно поясняется с помощью примеров выполнения. На фиг. 1 схематично показана часть ленточной литейной машины; на фиг. 2 - вертикальный разрез литейного валка; на фиг. 3 - увеличенный фрагмент литейного валка с охлаждаемой оболочкой и непосредственным приводом с помощью кольцевого моментного электродвигателя. На фиг. 1 два схематично изображенных, в основном, параллельных литейных валка 1, 2 с цилиндрическими оболочками 4 установлены на обозначенной штрихпунктиром станине 3. Литейная щель 6, ограниченная с обеих сторон литейных валков 1, 2 узкими боковинами 5,обозначена размерными линиями. Такая литейная щель 6 может составлять 1-15 мм, предпочтительно 1,5-5 мм. Опорные шейки 8, 9 литейных валков 1, 2 выполнены на своих поверхностях 10, 11 прилегания в виде четырехгранника. Упорные поверхности 12, 13 опорных шеек 8, 9 используются в качестве упора валков в станину 3. По меньшей мере, одна из упорных поверхностей 12, 13 опорных шеек 8, 9 имеет возможность перемещения посредством установленных в станине 3 цилиндров с позиционным регулированием для настройки нужной литейной щели. Простоты ради это поясняется нанесенной на фиг. 1 двойной стрелкой. Установка неподвижного валка может происходить посредством цилиндров с позиционным регулированием. Для этой цели могут быть также предусмотрены выдвижные шпиндели или другие выдвижные средства такого же действия. Позициями 15, 15' обозначены схематически показанные зубчатые колеса для привода литейных валков 1, 2. Такие ленточные литейные машины могут найти применение для различных разли 5 ваемых металлов, преимущественно для изготовления стальной ленты. На фиг. 2 литейный валок 21 изображен в увеличенном масштабе по сравнению с фиг. 1. Литейный валок 21 опирается на изображенную лишь частично станину 23. Неподвижная, проходящая через весь валок 21 ось 24 установлена на станине 23 концами своего четырехгранника приблизительно на длину 25. Размерной стрелкой 26 обозначена длина бочки литейного валка 21. Эта бочка состоит, в основном, из цилиндрической оболочки 27, которая посредством поводковых клиньев 28 с нажимным кольцом жестко соединена с двумя опорными кольцами 29, 29'. Оболочка 27 охлаждается охлаждающей средой, преимущественно водой. Оба опорных кольца 29, 29' установлены на оси 24 посредством подшипников скольжения, шарикоподшипников или подшипников 31 качения. Первая часть длины опорных колец 29, 29' направлена внутрь оболочки 27 и снабжена радиальными подводящими и отводящими отверстиями 32 для охлаждающей воды, заканчивающимися, в свою очередь, в канавках 33. Канавки 33 ориентированы по радиальным подводящим и отводящим отверстиям 34, 42 неподвижной оси 24 и оболочки 27. Охлаждающую воду подводят от станины 23 в опорные кольца 29, 29' и оболочку 27 по дополнительным отверстиям 30, 30' в оси 24. Вторая часть длины опорных колец 29, 29' выступает из оболочки 27, а опорное кольцо 29 находится во взаимодействии с приводом, например зубчатым приводом 36 для литейного валка 21. Зубчатый привод 36 может быть в случае необходимости прифланцован к неподвижной оси 24. Он находится в зацеплении с зубчатым венцом 37, привинченным к опорному кольцу 29. Вместо изображенного зубчатого привода 36, 37 как альтернативное решение возможен привод литейного валка 21 посредством одного или нескольких кольцевых моментных электродвигателей. Охлаждение бочек литейных валков или цилиндрических оболочек 27 может быть обеспечено вдоль их периферии за счет циркуляции охлаждающей воды в аксиально расположенных отверстиях 39. Подсоединение и отсоединение подвода и отвода охлаждающей воды к литейным валкам 21 происходит одновременно с установкой валка 21 на станине 23 и его демонтажом или посредством водяных зажимных плит для воды и/или мультимуфт для подвода смазки, энергии,газов, например инертного газа или воздуха, и устройства управления. Для фиксации неподвижной оси 21 с обеих сторон станины 23 расположено по одному поворотному кронштейну 40. Конструкция валка обеспечивает особенно предпочтительную установку электромагнитного тормоза 41 внутри литейного валка 21 между 6 неподвижной осью 24 и вращающейся оболочкой 27. Электромагнитный тормоз может успокаивать турбулентность в ванне жидкого металла, в частности в зеркале ванны над литейной щелью. Электромагнитный тормоз устанавливают на неподвижной оси предпочтительно неподвижно. У литейных валков 21 для широких лент цилиндрическая оболочка 27 может содержать между обоими опорными кольцами 29, 29' дополнительные опорные кольца для опирания оболочки 27 на неподвижную ось 24. Также эти дополнительные опорные кольца соединены с оболочкой 27 и установлены на оси 24 с помощью шарико- или роликоподшипников радиально и аксиально. На фиг. 2 оболочка 27 изображена в виде цилиндрической оболочки. Оболочка 27 может,не отклоняясь от объекта изобретения, иметь также небольшую бочкообразность или коническую форму и т.п. На фиг. 3 изображен увеличенный фрагмент одной стороны литейного валка 1. При этом охлаждаемая оболочка выполнена из двух частей. Часть 27' оболочки, содержащая горячую бочку, охлаждается посредством аксиально проходящих, направляющих охлаждающее средство отверстий 39. Другая часть оболочки 27 выполнена за одно целое с опорным элементом 29'. Обе части оболочки 27 соединены между собой, преимущественно, электроннолучевой сваркой. Часть оболочки 27 или ее опорный элемент 29' установлен на неподвижной оси 24 с возможностью вращения с помощью подшипника 31. Привод выполненного таким образом литейного валка осуществляется,преимущественно, установленным непосредственно на оси 24 бесщеточным кольцевым моментным электродвигателем 36. Хорошо видны также просверленные в оси 24 отверстия 30 для подвода и отвода охлаждающей среды. Другая сторона литейного валка (не показана) с приводом или без него выполнена симметрично. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Ленточная разливочная машина с двумя литейными валками, расположенными параллельно на станине (3, 23) с образованием ограниченной с обеих сторон узкими боковинами (5) литейной щели (6), причем литейные валки (1,2, 21) содержат охлаждаемые бочки с преимущественно цилиндрической оболочкой (27),образующие регулируемую литейную щель (6),и опорные шейки (8, 9) для опирания литейных валков (1, 2, 21) на станину (3, 23), отличающаяся тем, что оболочка (27) соответствующего литейного валка (1, 2, 21) опирается на фиксированную на станине (3, 23) неподвижную ось(24) через опорный элемент, установленный с возможностью вращения на оси (24), в частности через установленные с обеих сторон опор 7 ные элементы (29, 29'), или, по меньшей мере,через один установленный с возможностью вращения, в частности, направленные с обеих сторон в оболочку (27) опорные элементы (29,29'), причем, по меньшей мере, один опорный элемент (29) выполнен приводным. 2. Машина по п.1, отличающаяся тем, что опорные элементы (29, 29') представляют собой соединяемые с оболочкой (27) концентричные опорные кольца. 3. Машина по п.1 или 2, отличающаяся тем, что цилиндрическая оболочка (27) опирается на неподвижную ось (24) между обоими опорными кольцами (29, 29' ) посредством дополнительных опорных колец. 4. Машина по п.1 или 3, отличающаяся тем, что опорные элементы (29, 29') являются частью оболочки (27). 5. Машина по любому из пп.1-4, отличающаяся тем, что первая часть длины опорных элементов или опорных колец (29, 29') направлена внутрь оболочки и имеет подводящие и отводящие отверстия (32) для циркуляции охлаждающей среды между неподвижной осью(24) и оболочкой (27), а вторая часть длины опорных элементов или опорных колец (29, 29') выступает из оболочки (27) и снабжена на неподвижной оси (24) подшипниками (31) и приводными элементами (37) для вращательного движения оболочки (27), снабженной опорными элементами, или оболочки (27), жестко соединенной с опорными кольцами (29, 29'). 6. Машина по любому из пп.1-4, отличающаяся тем, что на опорном кольце (29) закреплен зубчатый венец (37), взаимодействующий с зубьями неподвижного привода (36). 7. Машина по п.6, отличающаяся тем, что к неподвижной оси (24) прифланцован приводной редуктор (36). 8. Машина по п.6, отличающаяся тем, что один или несколько кольцевых моментных электродвигателей приводят оболочку (27) через опорные кольца (29). 9. Машина по любому из пп.1-8, отличающаяся тем, что опорные кольца (29, 29') снабжены преимущественно радиальными отверстиями(32) и канавками (33) для подвода охлаждающей среды из неподвижной оси (24) в оболочку (27). 10. Машина по п.9, отличающаяся тем, что неподвижная ось (24) снабжена с обеих сторон осевыми (30') и радиальными (34) отверстиями,ориентированными по канавкам (33) опорных колец (29, 29'). 8 11. Машина по любому из пп.1-10, отличающаяся тем, что оболочка (27) вдоль своей периферии снабжена аксиально расположенными отверстиями (39) для циркуляции охлаждающей среды. 12. Машина по любому из пп.1-11, отличающаяся тем, что между опорными кольцами(29, 29') и оболочкой (27) расположены поводковые клинья (28) с зажимным кольцом. 13. Машина по любому из пп.1-12, отличающаяся тем, что неподвижная ось (24) снабжена отверстиями (30) для подвода и отвода охлаждающей среды, которые при установке литейного валка (21) на станине (23) одновременно подсоединяют трубопроводы (35), подводящие и отводящие охлаждающую среду в станине (23), а при демонтаже - отсоединяют их. 14. Машина по любому из пп.1-13, отличающаяся тем, что неподвижная ось (24) с обеих сторон оболочки (27) снабжена упорной поверхностью (12, 13) и поверхностью (10, 11) прилегания, при этом на станине для прилегания литейных валков сверху расположены упорные и опорные поверхности. 15. Машина по п.14, отличающаяся тем,что с обеих сторон станины (23) имеется фиксирующее устройство (40) для фиксации неподвижной оси (24). 16. Машина по любому из пп.1-15, отличающаяся тем, что между вращающейся оболочкой (27) и неподвижной осью (24) установлен электромагнитный тормоз (41) для ванны жидкого металла между валками. 17. Машина по п.16, отличающаяся тем,что электромагнитный тормоз (41) неподвижно установлен внутри литейного валка (21) на неподвижной оси (24). 18. Машина по любому из пп.1-17, отличающаяся тем, что привод (36) литейных валков(1, 2, 21) осуществляется посредством установленного на оси электродвигателя, преимущественно бесщеточного кольцевого моментного двигателя. 19. Машина по любому из пп.1-18, отличающаяся тем, что оболочка (27) выполнена за одно целое или составной из нескольких частей. 20. Машина по п.19, отличающаяся тем,что соединение частей оболочки представляет собой преимущественно соединение электронно-лучевой сваркой. 21. Машина по любому из пп.1-20, отличающаяся тем, что оболочка (27) выполнена из двух или более гильз из разных материалов.
МПК / Метки
МПК: B22D 11/06
Метки: двумя, машина, ленточная, литейными, разливочная, валками
Код ссылки
<a href="https://eas.patents.su/6-2998-lentochnaya-razlivochnaya-mashina-s-dvumya-litejjnymi-valkami.html" rel="bookmark" title="База патентов Евразийского Союза">Ленточная разливочная машина с двумя литейными валками</a>
Разливочная машина для дозированной подачи и непрерывной гомогенизации готовых красящих материалов
Номер патента: 1701
Опубликовано: 25.06.2001
Автор: Марацци Умберто
МПК: B01F 13/10
Метки: подачи, красящих, разливочная, материалов, готовых, дозированной, машина, непрерывной, гомогенизации
Формула / Реферат:
1. Разливочная машина для дозированной подачи жидких материалов, особенно красящих материалов, содержащая разливочную головку (13) с разливочной форсункой (13b), множество распределительных линий (10), концы которых соединены с разливочной головкой (13) для подачи жидких материалов, смешивающее средство (20), установленное между концами распределительных линий (10) и разливочной форсункой (13b), для непрерывного смешивания жидких материалов,...
Валковая машина
Номер патента: 479
Опубликовано: 26.08.1999
Авторы: Ван Хааг Рольф, Кайзер Франц
МПК: D21G 1/00, F16C 13/00, D21F 3/08...
Формула / Реферат:
1. Валковая машина, содержащая, по меньшей мере, один зазор между валками, образованный валком и соседним валком, причем валок имеет на периферической поверхности своего корпуса эластичный слой, отличающаяся тем, что эластичный слой (7) в радиальном направлении является очень тонким. 2. Валковая машина по п.1, отличающаяся тем, что валок (3) благодаря эластичному слою (7) обладает в локальной области поверхностной эластичностью, а в...
Ленточная сепараторная система с улучшенной геометрией ленты
Номер патента: 1656
Опубликовано: 25.06.2001
Авторы: Боцман Чарльз Е., Серулло Томас, Данн Томас М.
МПК: B03C 7/08
Метки: сепараторная, улучшенной, геометрией, ленточная, ленты, система
Формула / Реферат:
1. Система ленточного сепаратора для разделения составляющих смеси частиц, включающая первый электрод (16) и второй электрод (12), расположенные на противоположных сторонах от продольной осевой линии (25) и образующие электрическое поле, ленту (30), проницаемую для составляющих смеси частиц и предназначенную для перемещения составляющих смеси частиц, обладающих похожей средней способностью подвергаться воздействию электрического поля, в...
Машина для производства землеройных и / или / грузоподъемных работ
Номер патента: 1661
Опубликовано: 25.06.2001
Авторы: Стреленко Александр Степанович, Волосатов Вячеслав Владимирович, Жеребин Сергей Борисович, Утегенов Амангос Титаувич, Малюгов Игорь Иванович, Михайлин Игорь Андреевич, Минухин Илья Абрамович, Туркин Александр Константинович, Кудрявцев Сергей Анатольевич, Пономарев Вячеслав Александрович
МПК: E02F 3/00, E02F 9/20, B66C 13/12...
Метки: работ, грузоподъемных, землеройных, машина, производства
Формула / Реферат:
1. Машина для производства землеройных и (или) грузоподъемных работ, содержащая опорно-поворотное устройство, платформу, закрепленную на вращающейся части опорно-поворотного устройства, рабочее оборудование и электропривод, установленные на платформе, и снабженный кожухом кольцевой токоприемник, вращающаяся часть которого связана с платформой, а неподвижная - с невращающейся частью опорно-поворотного устройства, отличающаяся тем, что она...
Машина для уборки и измельчения кукурузы и других стеблевидных сельскохозяйственных растений
Номер патента: 1949
Опубликовано: 22.10.2001
Авторы: Вюббельс Рихард, Вольтерс Норберт
МПК: A01D 45/02
Метки: растений, уборки, стеблевидных, сельскохозяйственных, других, кукурузы, машина, измельчения
Формула / Реферат:
1. Машина для уборки и измельчения кукурузы и других стеблевидных сельскохозяйственных растений с несколькими вращающимися вокруг вертикальной оси, снабженными выступающими поводковыми зубчатыми ободами, питающими и измельчающими барабанами, которые размещены в поперечном направлении с обеих сторон вертикальной продольной срединной плоскости машины перед измельчителем с принимающим скошенные растения входным каналом посередине, который сверху и...
Предыдущий патент: Способ охлаждения потока газа в плавильной печи
Следующий патент: Способ лечения заболеваний, связанных с образованием конкрементов
Случайный патент: Способ и устройство для оптимизации подачи катализатора в реактор полимеризации