Способ индивидуального отслеживания металлических полых тел
Номер патента: 21576
Опубликовано: 30.07.2015
Авторы: Ван Вель Дирк, Айхлер Михаель, Ахтеркамп Манфред
Формула / Реферат
1. Способ маркирования стальных горячекатаных труб, при котором каждую отдельную трубу после последней операции термообработки снабжают индивидуальной, расположенной на ее внешней поверхности маркировкой, которую в зоне подачи к последующим позициям изготовления или контроля автоматически считывают как графическое изображение, причем индивидуальную маркировку наносят по окружности на внешнюю поверхность трубы в виде информационного матричного кода с многократным идентичным повторением с использованием маркировочного блока, содержащего по меньшей мере одну маркировочную головку и установленного с возможностью вращения вокруг трубы, отличающийся тем, что маркировку внешней поверхности трубы осуществляют по меньшей мере в виде двух полуколец, причем маркировку осуществляют в виде двух участков дуги окружности при повороте маркировочного блока менее чем на 360°, при этом осуществляют смещение участков дуги окружности по отношению друг к другу вдоль продольной оси трубы на величину, превышающую ширину участков, занятых матричным кодом.
2. Способ по п.1, отличающийся тем, что при использовании одной маркировочной головки направление вращения маркировочного блока изменяют после нанесения каждого последующего сегмента.
3. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде двух полуколец, причем при использовании двух маркировочных головок их располагают по окружности вокруг трубы с шагом 180° и со смещением, параллельным продольной оси трубы относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 180°.
4. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде трехсегментарного кольца, причем при использовании трех маркировочных головок их располагают по окружности вокруг трубы с шагом 120° и со смещением, параллельным продольной оси трубы относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 120°.
5. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде четырехсегментарного кольца, причем при использовании четырех маркировочных головок их располагают по окружности вокруг трубы с шагом 90° и со смещением, параллельным продольной оси полого тела относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 90°.
6. Способ по одному из пп.1-5, отличающийся тем, что в процессе нанесения сегментированной круговой маркировки информационными матричными кодами на трубу одновременно могут наносить с осевым смещением дополнительные сегментированные круговые маркировки, для чего в маркировочном блоке с осевым смещением расположено соответствующее число маркировочных головок.
7. Способ по п.6, отличающийся тем, что многократное нанесение аксиально смещенных, многократно сегментированных круговых маркировок осуществляют одновременно маркировочными головками в маркировочном блоке, число которых соответствует числу маркируемых внешних поверхностей трубы и числу круговых маркировок.
8. Способ по п.6, отличающийся тем, что дополнительные сегментированные круговые маркировки наносят последовательно, причем осевое смещение осуществляют за счет перемещения маркировочного блока над неподвижно установленной трубой в ее продольном направлении.
9. Способ по п.6, отличающийся тем, что дополнительные сегментированные круговые маркировки наносят последовательно, причем осевое смещение осуществляют за счет перемещения трубы в продольном направлении относительно неподвижно установленного маркировочного блока.

Текст
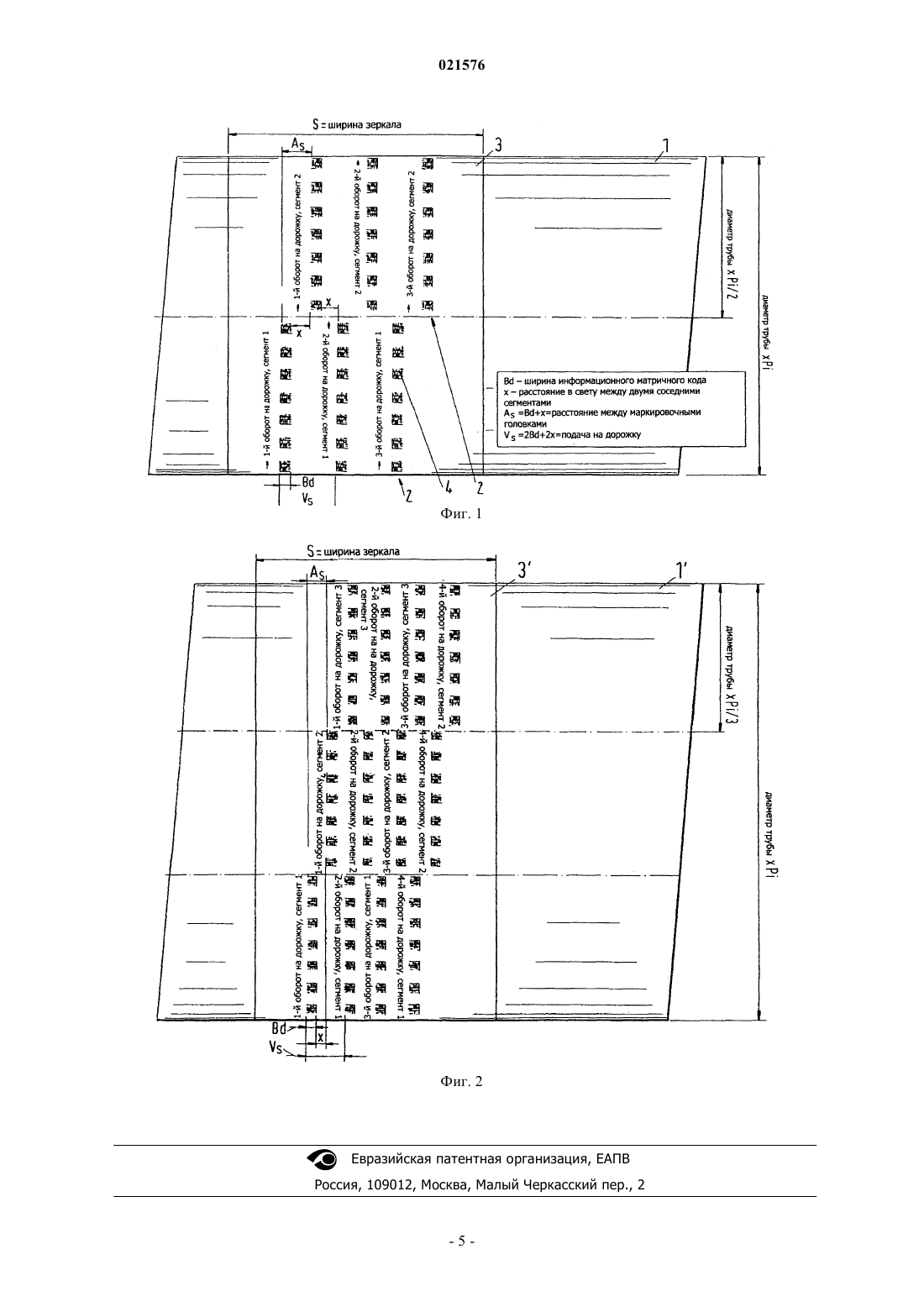
СПОСОБ ИНДИВИДУАЛЬНОГО ОТСЛЕЖИВАНИЯ МЕТАЛЛИЧЕСКИХ ПОЛЫХ ТЕЛ Изобретение относится к способу индивидуального отслеживания металлических полых тел, в частности горячекатаных труб из стали, при котором каждая отдельная труба после последней операции термообработки снабжается индивидуальной, расположенной на периферии трубы маркировкой, которая в зоне подачи к последующим позициям изготовления или контроля автоматически считывается как видеоизображение во время дальнейшей транспортировки независимо от ее направления. Согласно изобретению маркировка периферии трубы осуществляется по меньшей мере двумя сегментированными, разделяющими периферию трубы участками, причем маркировка осуществляется сегментами при вращении маркировочного блока менее чем на 360, а осевое смещение сегментов по отношению к продольной оси трубы больше ширины информационного матричного кода. Изобретение относится к способу индивидуального отслеживания металлических полых тел, в частности горячекатаных труб из стали, в соответствии с ограничительной частью п.1 формулы изобретения. В рамках повышения качества продукции и сокращения расходов на производственный процесс при отделке горячекатаных труб обратное отслеживание готовых изделий, т.е. что, когда, где и как изготовлено, имеет решающее значение. Неотделимой от этого является индивидуальная идентификация каждой отдельной трубы при прохождении через все заданные этапы производства и контроля. Прежде всего, в области типичного массового производства, например на трубном заводе, где одновременно движутся, обрабатываются и контролируются сотни и тысячи отдельных труб, индивидуальное отслеживание является центральной темой. Раньше применялись различные способы идентификации каждой отдельной трубы в смысле отслеживания, которые, однако, больше не отвечают современным требованиям. Например, во многих случаях в качестве наименьшей идентификационной единицы выбирается партия проката или партия изделий, причем обычно партию образуют один и тот же расплав и один и тот же окончательный размер. Количество изделий партии определяется сначала либо от руки, либо с помощью счетчика, а во время прохождения фиксируется отбраковка одного или нескольких изделий на отдельных позициях. В случае крупных партий партия разделяется еще на связки, причем каждая связка получает текущий номер. Идентификация отдельных изделий осуществляется посредством удерживаемых проволоками связок или посредством партии, например за счет вставки в одну из труб с помощью согнутой проволоки идентификационной карты. При транспортировке связок поперек нескольких цеховых пролетов нельзя исключить того, что идентификационные карты потеряются или при вскрытии связки сместятся или случайно попадут не в те связки. В других системах используются нарисованные от руки или выбитые механическим путем идентификационные номера или наклеенные этикетки или выгравированные лазером маркировки. Все эти известные способы имеют недостатки, поскольку нанесенная маркировка либо не всегда считывается, например, если этикетка находится на нижней стороне трубы, либо мешает при контроле,например, поскольку она при ультразвуковом контроле приводит к ошибочным показаниям, либо при слишком высокой скорости транспортировки труб идентификационный номер больше не читается, либо не обеспечивается надежность регистрации во время прохождения через все описанные этапы производства и контроля. Из DE 19505513 С 2 известен способ, при котором посредством цветных меток непосредственно на каждую отдельную трубу наносится штрих-код, а именно с протяженностью по всей поперечной периферии трубы. Таким образом, считывание штрих-кода не зависит от периферийного положения трубы. Регистрация штрих-кода происходит через видеоизображение, так что она также не зависит от направления транспортировки. Этот известный способ индивидуального отслеживания имеет несколько недостатков. Будучи обусловлен манипулированием трубами при прохождении через отдельные устройства изготовления и контроля, а также при качении труб по рольгангам нанесенный посредством цветных меток штрих-код может быть поврежден, что затрудняет или даже делает невозможной оптическую регистрацию маркировки. Для надежной оптической регистрации штрих-кода штриховые метки из-за шероховатой в результате прокатки поверхности труб в зависимости от качества поверхности не должны быть слишком узкими, поскольку приходится считаться с потертостями, которые система обработки больше не может различать как отдельные цветовые штрихи. Это приводит к осевой протяженности штрих-кода до 500 мм,который часто отвергается заказчиком из-за неприемлемого внешнего вида. Родовой способ раскрыт в DE 102004051124 В 3. При осуществлении этого способа каждая отдельная труба после последней операции термообработки снабжается индивидуальной, проходящей по всей ее периферии маркировкой, которая в зоне подачи к последующим позициям изготовления и контроля автоматически считывается как видеоизображение во время дальнейшей транспортировки независимо от ее направления. При этом индивидуальная маркировка наносится на периферию трубы в виде информационного матричного кода с многократным идентичным повторением. Информационные матричные коды наносятся одной или несколькими дорожками кольце- или винтообразно за один или несколько оборотов трубы. Индивидуальное отслеживание маркированных информационными матричными кодами труб прекрасно зарекомендовало себя на практике, однако оказалось, что кольце- или винтообразная, непрерывно нанесенная вокруг трубы маркировка имеет некоторые недостатки. В рольгангах, не допускающих вращения трубы, необходимо, чтобы маркировочный блок полностью вращался вокруг трубы для нанесения, таким образом, маркировки по всей периферии. В отношении расчета токоподвода через скользящие контакты и кабельную или шланговую трубчатую направляющую к маркировочному блоку это очень затруднительно. Кроме того, в случае замкнутой, огибающей трубу в форме кругового кольца маркировки часто возникает радиальное наложение дорожки в начальной или конечной зоне, так что здесь код больше не считывается. Задачей изобретения является создание способа путем усовершенствования известного способа индивидуального отслеживания горячекатаных труб так, чтобы даже в рольгангах, не допускающих вращения трубы, просто и недорого была бы возможна маркировка с индивидуальной идентификацией в виде информационного матричного кода с многократным идентичным повторением на периферии трубы и чтобы можно было надежно избежать наложения дорожки при круговом расположении. Согласно изобретению эта задача решается за счет того, что маркировка периферии трубы осуществляется по меньшей мере двумя сегментированными, разделяющими периферию трубы участками, причем маркировка осуществляется сегментами при вращении маркировочного блока менее чем на 360, а осевое смещение сегментов по отношению к продольной оси трубы больше ширины информационного матричного кода. В отличие от известного из DE 102004051124 В 3 способа маркировка наносится на трубу не в виде замкнутой кольцеобразной дорожки, а кольцо разделяется на отдельные сегменты, причем маркировочный блок наносит маркировку сегментами с вращением менее чем на 360, причем осевое смещение сегментов по отношению друг к другу больше ширины информационного матричного кода. Это осевое смещение является важным, чтобы при нанесении отдельных сегментов предотвратить наложение в радиальном направлении. При круговом расположении двух сегментов они наносятся на трубу предпочтительно дугами окружности по меньшей мере по 180. Дугообразные сегменты могут быть выполнены также более чем на 180, поскольку наложение исключено за счет осевого смещения сегментов на трубе. В первом варианте маркировка наносится на периферию трубы только одной маркировочной головкой, причем направление вращения маркировочного блока после нанесения первого сегмента изменяется, после чего на периферию трубы наносится второй сегмент. При этом сначала на трубу наносится первый сегмент в 180, затем направление вращения маркировочного блока изменяется, и второй сегмент в 180 наносится на трубу с осевым смещением так, что возникает занимающая всю периферию маркировка. За счет изменения направления вращения предпочтительным образом, с одной стороны, предотвращается связанный с описанными выше недостатками полный оборот маркировочного блока вокруг трубы, а, с другой стороны, благодаря осевому смещению достигается полная круговая маркировка трубы, и надежно предотвращается наложение маркировок в радиальном направлении. В одном предпочтительном варианте осуществления изобретения периферия трубы маркируется не одной маркировочной головкой, а одновременно несколькими маркировочными головками. Это имеет преимущество существенно более быстрого нанесения маркировки, если по периферии трубы должны наноситься круговые маркировки информационных матричных кодов. Предпочтительно маркировочные головки располагаются в этом случае вокруг трубы так, что образуются сегменты с соответствующим числу маркировочных головок шагом периферии трубы. Например,в случае трех маркировочных головок они позиционируются в маркировочном блоке вокруг трубы на осевом расстоянии друг от друга предпочтительно с шагом по окружности по 120, так что при вращении на 120 маркировочный блок может маркировать всю периферию трубы. В случае четырех или более маркировочных головок возникают соответствующие шаги по окружности. В принципе, однако, шаги по окружности могут произвольно выбираться в соответствии с эксплуатационными требованиями. Если должны быть нанесены несколько круговых маркировок, то они могут наноситься одновременно вместе с первой, если с осевым смещением в маркировочном блоке расположено также соответствующее число маркировочных головок. Благодаря этому можно с одним, соответствующим шагу по окружности оборотом маркировочного блока наносить маркировку по всей периферии, а также предусмотренным числом одновременно по длине трубы. Для поддержания в определенных пределах затрат на конструкцию маркировочного блока можно также наносить на трубу последовательно дополнительные круговые маркировки. При этом либо маркировочный блок над трубой, либо труба под маркировочным блоком аксиально подается настолько, что осевое расстояние от одного сегмента до соседнего больше ширины информационного матричного кода,чтобы надежно избежать наложения также в осевом направлении. Другие признаки, преимущества и подробности изобретения приведены в нижеследующем описании. На чертежах изображают: фиг. 1 - схематично способ маркировки боковой поверхности трубы двумя сегментами; фиг. 2 - то же, что и на фиг. 1, однако тремя сегментами. На фиг. 1 схематично изображен предложенный способ маркировки боковой поверхности трубы двумя сегментами. Показана развертка боковой поверхности трубы 1, причем боковая поверхность двумя аксиально смещенными сегментами 2 с шагом 180 маркируется информационными матричными кодами 4. 1. Описание первого варианта маркировочного блока по фиг. 1. Маркировочный блок, используемый для осуществления способа по фиг. 1, описан ниже, причем признаки устройства не показаны и в зависимости от эксплуатационных требований могут быть изменены. а) Маркируемая труба 1 располагается на рольганге. б) Вокруг трубы 1 расположен приводимый электродвигателем во вращение венец с маркировочным устройством, середина которого посредством устройства перемещения по высоте подгоняется к среднему положению трубы. Кроме того, вращающийся венец может перемещаться вдоль оси трубы посредством устройства продольного перемещения. в) На периферии вращающегося венца для нанесения зеркальной краски, необходимой для контраста маркировки относительно основы, находятся два пистолета-распылителя, которые для нанесения красочного зеркала 3 расположены друг против друга также с шагом 180. г) В этом случае на периферии вращающегося венца для нанесения информационных матричных кодов 4 находятся две маркировочные головки (например, Continuous Inkjet или лазеры), которые расположены с шагом 180 на расстоянии As вдоль продольной оси трубы (As = Bd + х, где Bd - ширина информационного матричного кода, а х - расстояние между маркировочными головками). Расстояние х устанавливается в зависимости от требований, однако всегда больше нуля. д) Пистолеты-распылители и маркировочные головки закреплены на вращающемся венце посредством устройства перемещения, движущегося перпендикулярно диаметру трубы, чтобы обеспечить определенное расстояние до поверхности трубы в случае разных диаметров. В принципе, процесс маркировки трубы 1 на фиг. 1 предложенным способом можно описать следующим образом. 2. Нанесение маркировки по фиг. 1. а) Для нанесения красочного зеркала 3 вращающийся венец (не показан) вращается при включенных пистолетах-распылителях в одном направлении. По достижении примерно +180 пистолетыраспылители выключаются. За счет этого вокруг всей периферии трубы возникает замкнутое красочное зеркало 3 шириной S, которая зависит от угла распыления пистолетов. б) Маркировочные головки начинают маркировку информационными матричными кодами 4 в начале соответствующего красочного зеркала 3. После угла, большего/равного +180, прекращаются вращение вращающегося венца и маркировка маркировочными головками. В результате труба получает круговую маркировку из информационных матричных кодов по всей периферии, состоящую из двух аксиально смещенных сегментов. в) Если должна быть нанесена дополнительная круговая маркировка, то весь вращающийся венец перемещается посредством своего устройства продольного перемещения (подача на дорожку) на значение Vs (Vs=2Bd+2 х) и начинает маркировку в обратном направлении вращения до угла, большего/равного 0. г) Для нанесения дополнительных круговых маркировок поступают аналогично этапу в) с соответственно изменяющимся направлением вращения. д) По достижении конца зеркала поступают аналогично этапам а)-г) или заканчивают процесс нанесения. На фиг. 2 в другом варианте изображена маркировка трубы 1', причем периферия трубы маркируется тремя аксиально смещенными сегментами 2 с шагом 120. 3. Нанесение маркировки по фиг. 2. а) Как 2 а). б) Как 2 б). в) Для нанесения зеркальной краски на периферии вращающегося венца находятся теперь три пистолета-распылителя, которые для нанесения красочного зеркала 3' расположены с шагом 120 по периферии трубы с осевым смещением. г) Для нанесения информационных матричных кодов 4 на периферии вращающегося венца находятся также три маркировочные головки (Continuous Inkjet или лазеры), которые с шагом 120 расположены на расстоянии As вдоль продольной оси трубы 1'. д) Пистолеты-распылители и маркировочные головки закреплены на вращающемся венце посредством устройства перемещения, действующего в радиальном направлении трубы, чтобы обеспечить определенное расстояние до поверхности трубы в случае разных диаметров. Число пистолетов-распылителей/маркировочных головок может быть в соответствии с эксплуатационными требованиями согласовано, например, с тактовым временем и техническим обслуживанием или их варианты могут быть комбинированы между собой. Ниже еще раз перечислены преимущества изобретения: вращение маркировочных головок всегда в пределах 360. Таким образом, не требуется скользящих контактов и связывания трубопроводов (краска); за счет смещенных дорожек (сегментов) предотвращается их наложение; полная маркировка трубы по всей периферии; простое техническое согласование с тактовым временем за счет увеличения числа маркировочных головок. Перечень ссылочных позиций 1, 1' - труба; 2 - сегменты; 3, 3'- красочное зеркало; 4 - информационные матричные коды; 5 - ширина зеркала;Bd - ширина информационного матричного кода; х - расстояние в свету между двумя соседними сегментами;As - расстояние между маркировочными головками;Vs - подача на дорожку. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ маркирования стальных горячекатаных труб, при котором каждую отдельную трубу после последней операции термообработки снабжают индивидуальной, расположенной на ее внешней поверхности маркировкой, которую в зоне подачи к последующим позициям изготовления или контроля автоматически считывают как графическое изображение, причем индивидуальную маркировку наносят по окружности на внешнюю поверхность трубы в виде информационного матричного кода с многократным идентичным повторением с использованием маркировочного блока, содержащего по меньшей мере одну маркировочную головку и установленного с возможностью вращения вокруг трубы, отличающийся тем, что маркировку внешней поверхности трубы осуществляют по меньшей мере в виде двух полуколец, причем маркировку осуществляют в виде двух участков дуги окружности при повороте маркировочного блока менее чем на 360, при этом осуществляют смещение участков дуги окружности по отношению друг к другу вдоль продольной оси трубы на величину, превышающую ширину участков, занятых матричным кодом. 2. Способ по п.1, отличающийся тем, что при использовании одной маркировочной головки направление вращения маркировочного блока изменяют после нанесения каждого последующего сегмента. 3. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде двух полуколец, причем при использовании двух маркировочных головок их располагают по окружности вокруг трубы с шагом 180 и со смещением, параллельным продольной оси трубы относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 180. 4. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде трехсегментарного кольца, причем при использовании трех маркировочных головок их располагают по окружности вокруг трубы с шагом 120 и со смещением, параллельным продольной оси трубы относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 120. 5. Способ по п.1, отличающийся тем, что маркировку внешней поверхности трубы осуществляют в виде четырехсегментарного кольца, причем при использовании четырех маркировочных головок их располагают по окружности вокруг трубы с шагом 90 и со смещением, параллельным продольной оси полого тела относительно друг друга, а информационные матричные коды наносят за счет вращения маркировочного блока по меньшей мере на 90. 6. Способ по одному из пп.1-5, отличающийся тем, что в процессе нанесения сегментированной круговой маркировки информационными матричными кодами на трубу одновременно могут наносить с осевым смещением дополнительные сегментированные круговые маркировки, для чего в маркировочном блоке с осевым смещением расположено соответствующее число маркировочных головок. 7. Способ по п.6, отличающийся тем, что многократное нанесение аксиально смещенных, многократно сегментированных круговых маркировок осуществляют одновременно маркировочными головками в маркировочном блоке, число которых соответствует числу маркируемых внешних поверхностей трубы и числу круговых маркировок. 8. Способ по п.6, отличающийся тем, что дополнительные сегментированные круговые маркировки наносят последовательно, причем осевое смещение осуществляют за счет перемещения маркировочного блока над неподвижно установленной трубой в ее продольном направлении. 9. Способ по п.6, отличающийся тем, что дополнительные сегментированные круговые маркировки наносят последовательно, причем осевое смещение осуществляют за счет перемещения трубы в продольном направлении относительно неподвижно установленного маркировочного блока.
МПК / Метки
МПК: G06K 1/12, G06K 19/06
Метки: полых, способ, металлических, тел, индивидуального, отслеживания
Код ссылки
<a href="https://eas.patents.su/6-21576-sposob-individualnogo-otslezhivaniya-metallicheskih-polyh-tel.html" rel="bookmark" title="База патентов Евразийского Союза">Способ индивидуального отслеживания металлических полых тел</a>
Способ отслеживания времени пребывания пищевых продуктов в ограниченном трубопроводе
Номер патента: 8680
Опубликовано: 29.06.2007
Автор: Скоглунд Томас
МПК: G01F 1/708
Метки: времени, пребывания, способ, трубопроводе, продуктов, пищевых, ограниченном, отслеживания
Формула / Реферат:
1. Способ отслеживания времени пребывания пищевых продуктов в ограниченном трубопроводе, в котором выполняют первую регистрацию измерения в начале ограниченного трубопровода и вторую регистрацию измерения в конце ограниченного трубопровода, отличающийся тем, что при первой регистрации х измерения измеряют химическую или физическую величину, и при второй регистрации у измерения измеряют ту же химическую или физическую величину, при этом выполняют...
Способ прямого непрерывного изготовления полых тел из полимерного расплава
Номер патента: 11146
Опубликовано: 27.02.2009
Авторы: Бахманн Хольгер, Отто Бригитта, Дайсс Штефан, Шефер Роланд, Хельтинг Людвиг
МПК: C08G 63/78
Метки: полимерного, прямого, тел, способ, полых, непрерывного, расплава, изготовления
Формула / Реферат:
1. Способ изготовления формованных изделий с максимальным содержанием ацетальдегида в предварительно отформованных заготовках 8 млн-1 из высококонденсированного полиэфирного расплава, причем в качестве конечного реактора используют поликонденсационный реактор типа высоковязкостного самоочищающегося реактора или типа двухприводного реактора со сплошным или составным валом, полимерный расплав пропускают из конечного реактора через систему...
Способ и устройство для изготовления труб или иных длинномерных полых изделий
Номер патента: 3076
Опубликовано: 26.12.2002
Авторы: Рапапорт Анатолий Цезаревич, Володин Владимир Анатольевич, Сысков Юрий Михайлович, Королев Николай Вячеславович
МПК: B32B 1/08, B29D 23/00, B29C 53/56...
Метки: полых, способ, изготовления, устройство, длинномерных, иных, изделий, труб
Формула / Реферат:
1. Способ изготовления труб или иных длинномерных полых изделий, согласно которому пропитывают связующим наполнитель, наматывают наполнитель на формообразующее тело (оправку), производят отверждение полимерного материала, обеспечивают непрерывный сход трубы с формообразующего тела (оправки), а сходящее изделие поддерживают на опоре, отличающийся тем, что непрерывный сход готового изделия (трубы) обеспечивают путем сообщения формообразующему телу...
Способ изготовления слябов для слоистых металлических изделий и слябы для слоистых металлических изделий
Номер патента: 4779
Опубликовано: 26.08.2004
Авторы: Райамяки Кауко, Коскинен Тайсто, Коски-Лайне Саара, Исокютё Мика, Линд Ари
МПК: B22D 11/04, A44C 21/00, C23C 6/00...
Метки: изделий, изготовления, способ, слябов, слоистых, слябы, металлических
Формула / Реферат:
1. Способ получения сляба из слоистого металла путем литья, причем указанный сляб состоит из среднего слоя (2) и внешних слоев (3), расположенных с обеих сторон среднего слоя, при этом средний слой (2) вводят в виде полосы в изложницу (4), отличающийся тем, что расплавленный металл (5) заливают в изложницу (4) с помощью разливочного ковша (6), снабженного отверстием (7) для ввода в изложницу (4) полосы (2), образующей средний слой, изложницу...
Способ и устройство для идентификации, опознания, отслеживания и поиска изделий промышленного производства
Номер патента: 21132
Опубликовано: 30.04.2015
Авторы: Шане Патрик, Фраде Эрван, Сажер Ален, Шателен Филипп
МПК: G06Q 30/02
Метки: идентификации, отслеживания, поиска, промышленного, изделий, опознания, производства, устройство, способ
Формула / Реферат:
1. Способ идентификации изделий промышленного производства в контейнерах, каждый контейнер предназначен для хранения двух или более единичных элементов, содержащий следующие этапы:привязка каждого единичного элемента к уникальному идентификатору единичного элемента;идентификация каждого единичного элемента уникальным образом;распределение двух или более единичных элементов для размещения в каждом контейнере;идентификация каждого контейнера...
Предыдущий патент: Внутриматочная система
Следующий патент: Ветроэнергетическая система для увеличения количества вырабатываемой ветром энергии
Случайный патент: Способ получения эзомепразола