Способ получения охлаждающего элемента и охлаждающий элемент
Формула / Реферат
1. Способ изготовления охлаждающего элемента для металлургической печи, включающий стадии формирования системы каналов (2) водяного охлаждения механической обработкой, по меньшей мере, с частичным высверливанием отверстий (4) с внешней стороны основы (1), которая выполнена в основном из меди, так, что отверстия (4) выходят на поверхность основы (1); по меньшей мере часть отверстий (4) заглушают, по меньшей мере частично, с помощью заглушек (5), которые устанавливают в отверстия на одном уровне с внешней поверхностью основы (1) так, что отверстия (4), просверленные в основе (1), образуют по меньшей мере часть системы каналов (2) водяного охлаждения, и последующего присоединения к основе (1) металлического покрытия (3) посредством сварки взрывом, так что металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4).
2. Способ по п.1, где получают металлическое покрытие (3), толщина которого составляет менее 100 мм, преимущественно приблизительно 1-приблизительно 20 мм, предпочтительно приблизительно 10 мм.
3. Способ по любому из пп.1, 2, где
при изготовлении охлаждающего элемента вначале отливают заготовку (8) основы, в основном из меди;
заготовку (8) основы, снабженную металлическим покрытием (3), механически обрабатывают для придания охлаждающему элементу окончательной формы.
4. Способ по любому из пп.1-3, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из нержавеющей стали с содержанием хрома более 10,5%.
5. Способ по любому пп.1-4, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из нержавеющей стали с содержанием хрома 17-30%, например 22-24%, 24-28% или 29-30%.
6. Способ по любому пп.1-5, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава.
7. Способ по любому пп.1-6, где металлическим покрытием (3), по меньшей мере частично, покрывают такую поверхность основы (1), которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве.
8. Охлаждающий элемент для металлургической печи, включающий основу (1), выполненную в основном из меди и снабженную системой каналов (2) водяного охлаждения, где указанная основа (1) охлаждающего элемента имеет поверхность, которая, по меньшей мере частично, покрыта металлическим покрытием (3), отличающийся тем, что
указанное металлическое покрытие (3) присоединено посредством сварки взрывом к указанной основе (1);
каналы (2) водяного охлаждения получены путем механической обработки, по меньшей мере частично, просверливанием отверстий (4) с внешней стороны основы (1) так, что отверстия (4) образованы на поверхности основы (1);
по меньшей мере часть отверстий (4) заглушены, по меньшей мере частично, с помощью заглушек (5), которые установлены в отверстия на одном уровне с внешней поверхностью основы (1), а присоединенное к основе (1) металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4).
9. Охлаждающий элемент по п.8, в котором толщина металлического покрытия (3) составляет менее 100 мм, преимущественно приблизительно 1 - приблизительно 20 мм, предпочтительно приблизительно 10 мм.
10. Охлаждающий элемент по любому из пп.8, 9, в котором металлическое покрытие (3) выполнено, по меньшей мере частично, из нержавеющей стали с содержанием хрома более 10,5%.
11. Охлаждающий элемент по любому пп.8-10, в котором металлическое покрытие (3) выполнено, по меньшей мере частично, из нержавеющей стали с содержанием хрома 17-30%, преимущественно 22-28%, предпочтительно 22-24% или 24-28%.
12. Охлаждающий элемент по любому пп.8-11, в котором металлическое покрытие (3) выполнено, по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава.
13. Охлаждающий элемент по п.8 или 9, в котором, по меньшей мере, такая поверхность основы (1), которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве, по меньшей мере частично, покрыта металлическим покрытием (3).
14. Способ изготовления охлаждающего элемента для металлургической печи, включающий стадии формирования системы каналов (2) водяного охлаждения механической обработкой, по меньшей мере, с частичным высверливанием отверстий (4) с внешней стороны основы (1), которая выполнена в основном из меди, так, что отверстия (4) выходят на поверхность основы (1); по меньшей мере часть отверстий (4) заглушают, по меньшей мере частично, с помощью заглушек (5), которые устанавливают в отверстия на одном уровне с внешней поверхностью основы (1) так, что отверстия (4), просверленные в основе (1), образуют по меньшей мере часть системы каналов (2) водяного охлаждения, и последующего присоединения к основе (1) металлического покрытия (3) посредством сварки взрывом, так что металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4); покрытия металлического покрытия, по меньшей мере частично, керамической обшивкой, при котором металлическое покрытие снабжают соединительными анкерами для керамической обшивки.
15. Охлаждающий элемент для металлургической печи, включающий основу (1), выполненную в основном из меди и снабженную системой (2) каналов водяного охлаждения, где указанная основа (1) охлаждающего элемента имеет поверхность, которая, по меньшей мере частично, покрыта металлическим покрытием (3), и указанное металлическое покрытие (3) присоединено посредством сварки взрывом к указанной основе (1), а
каналы (2) водяного охлаждения получены путем механической обработки, по меньшей мере частично, просверливанием отверстий (4) с внешней стороны основы (1) так, что отверстия (4) образованы на поверхности основы (1);
по меньшей мере часть отверстий (4) заглушены, по меньшей мере частично, с помощью заглушек (5), которые установлены в отверстия на одном уровне с внешней поверхностью основы (1), а присоединенное к основе (1) металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4);
при этом металлическое покрытие снабжено соединительными анкерами для керамической обшивки и, по меньшей мере частично, покрыто керамической обшивкой.

Текст
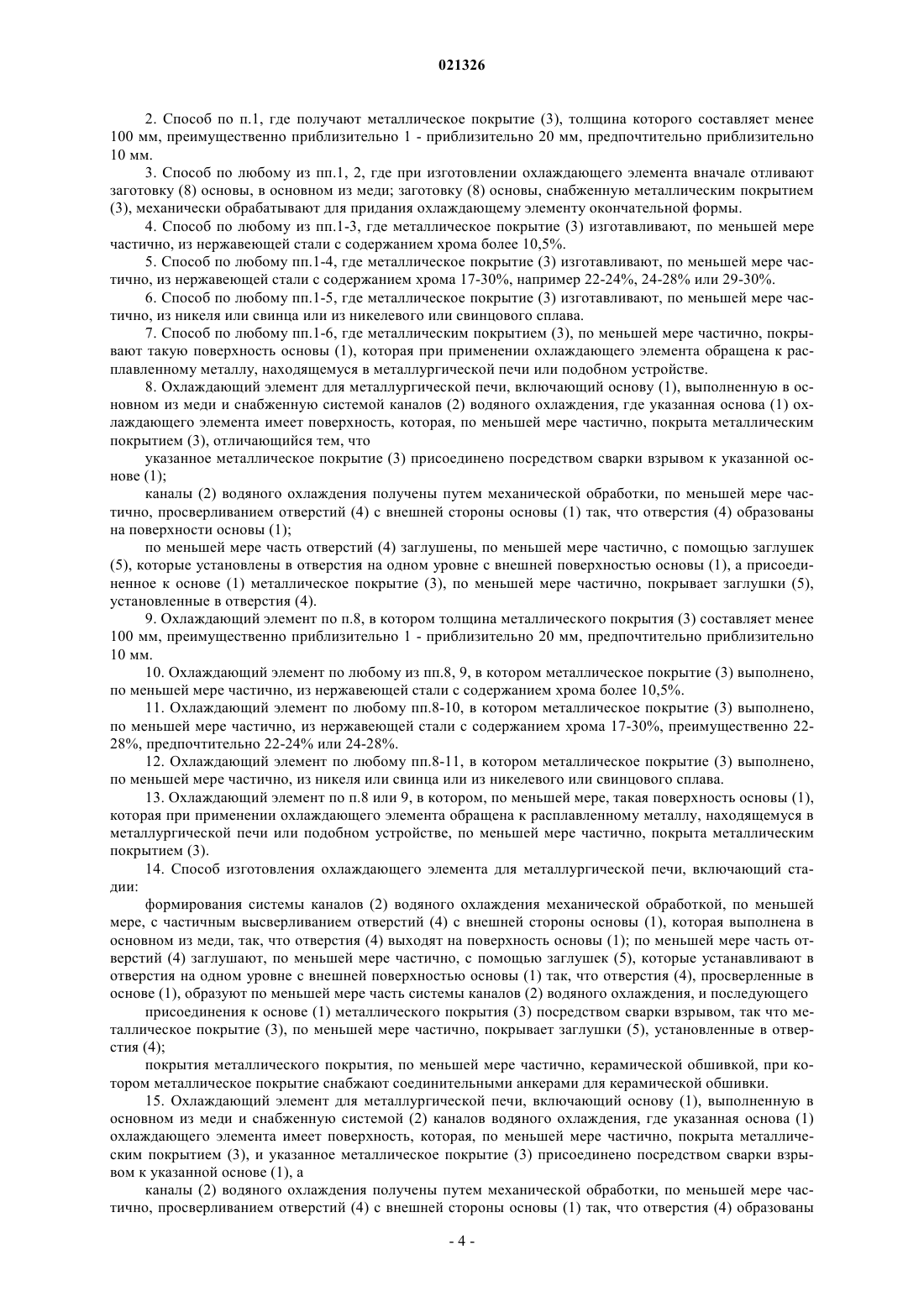
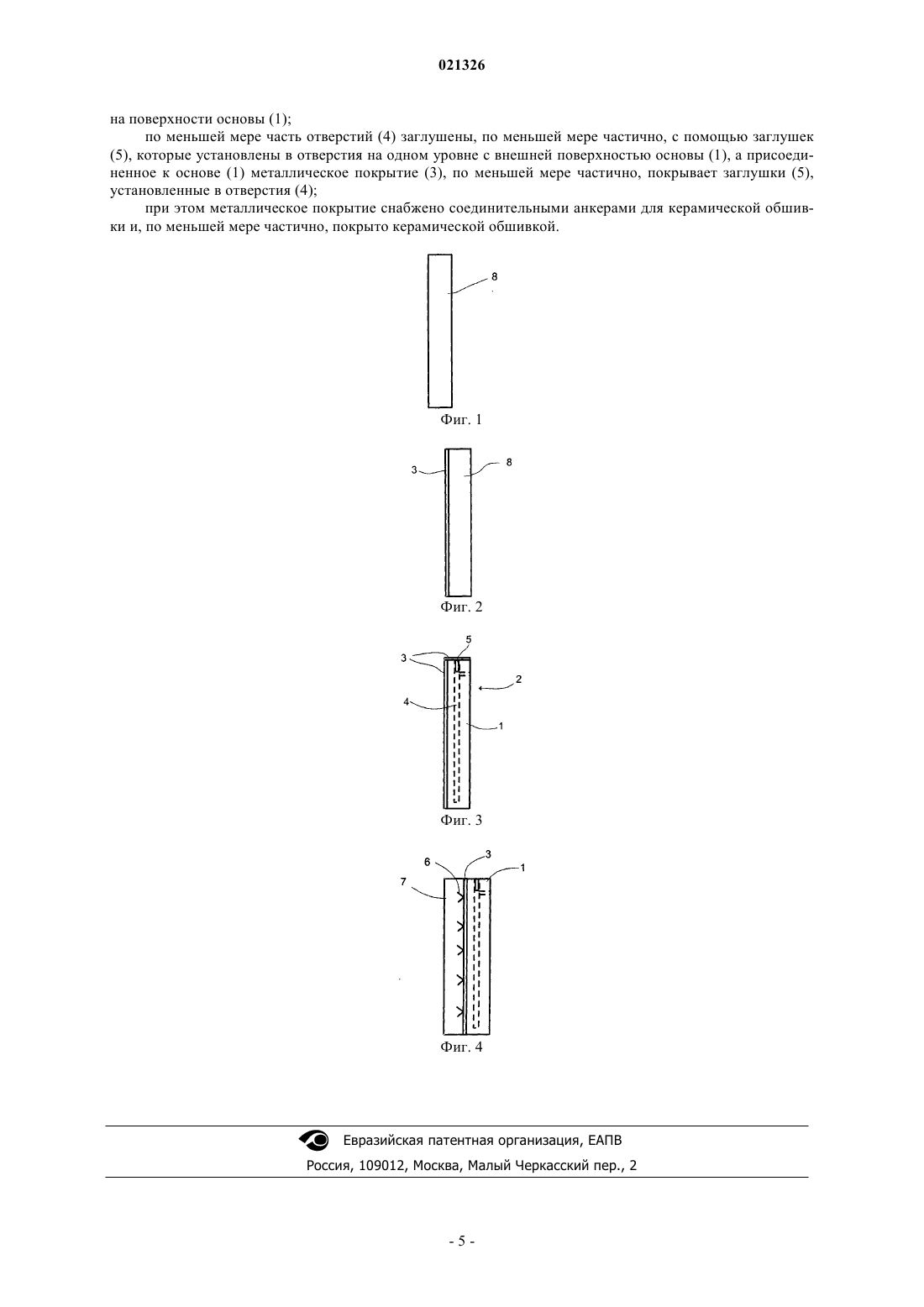
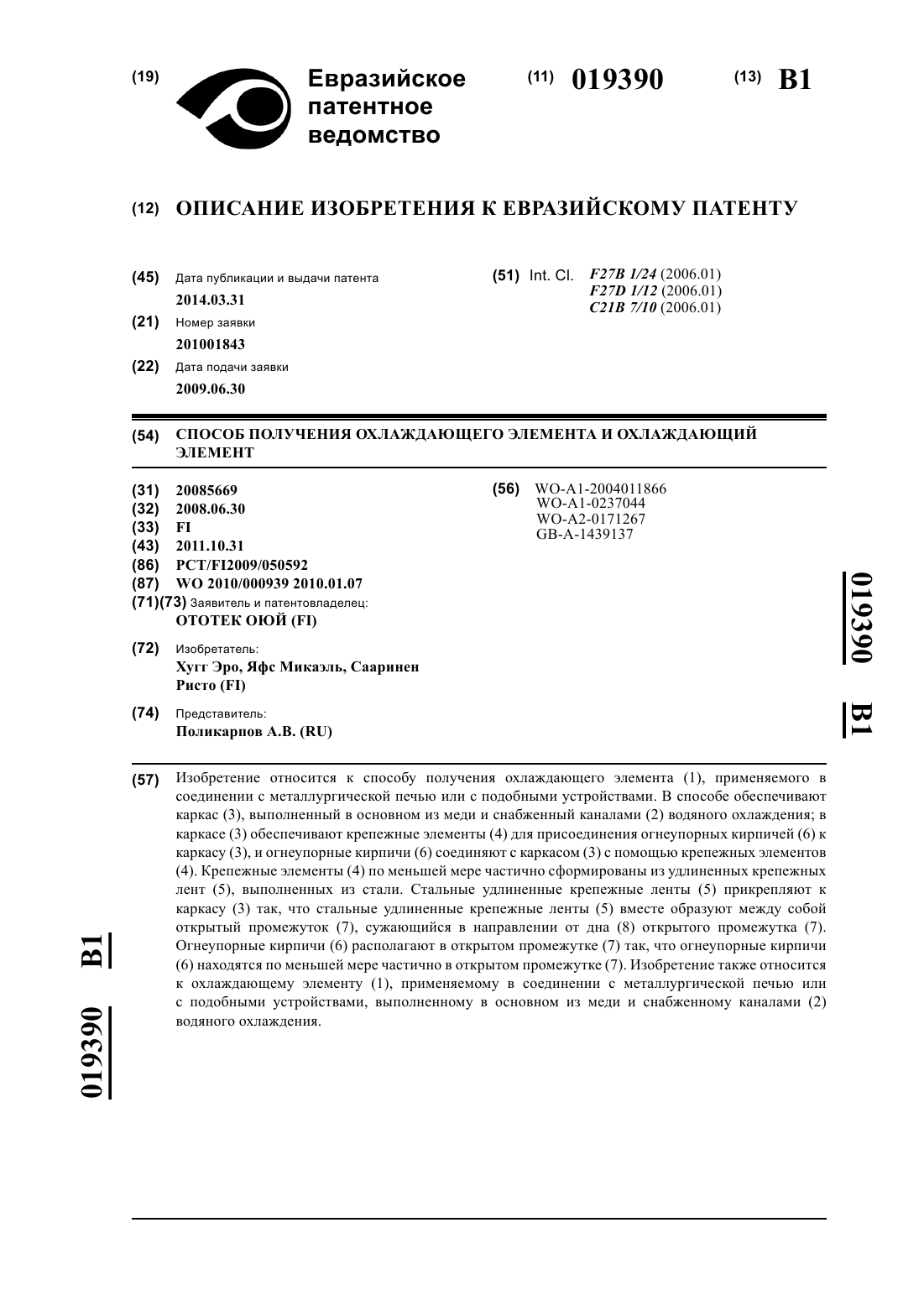
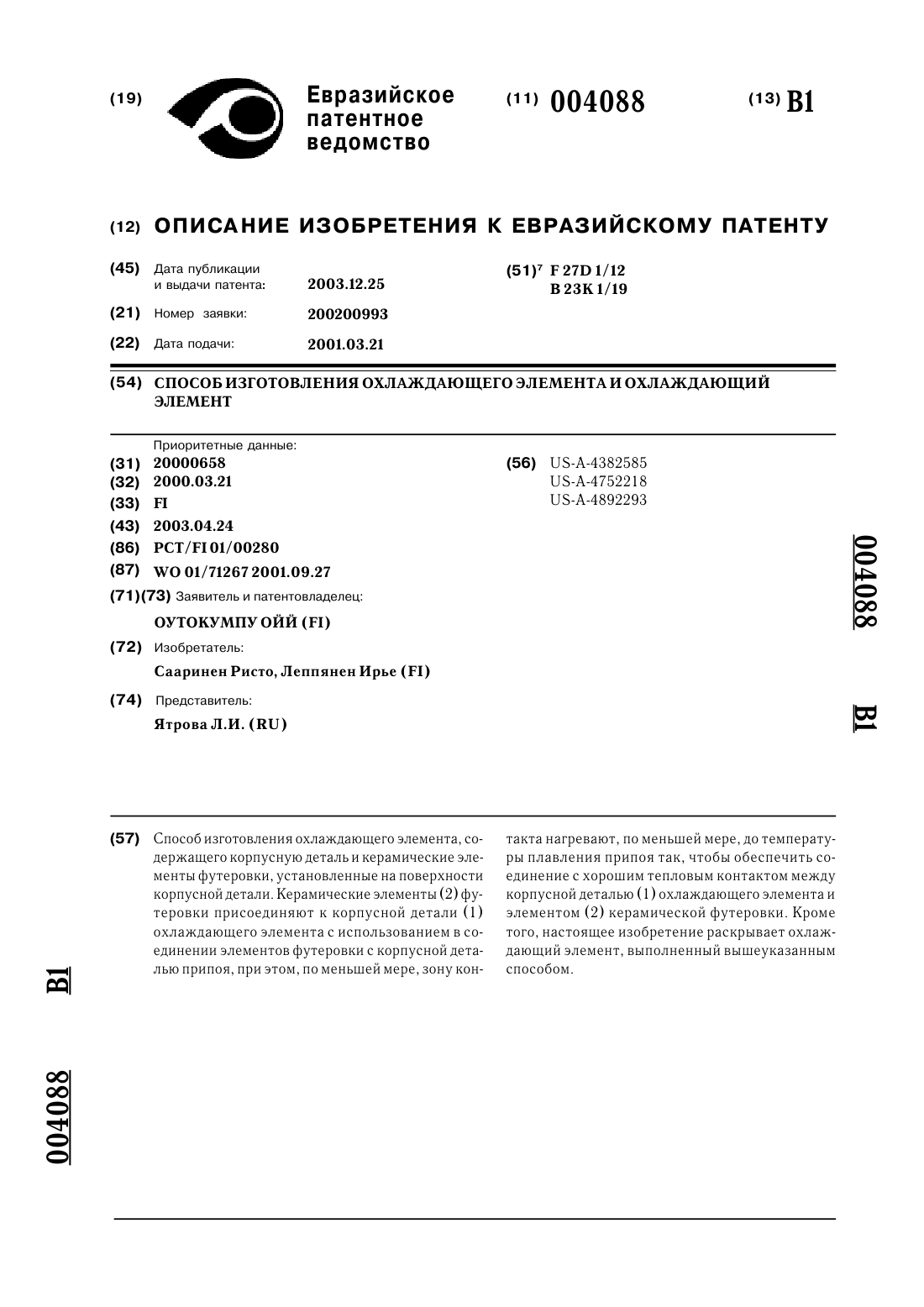
СПОСОБ ПОЛУЧЕНИЯ ОХЛАЖДАЮЩЕГО ЭЛЕМЕНТА И ОХЛАЖДАЮЩИЙ ЭЛЕМЕНТ Изобретение относится к способу облицовки, по меньшей мере частично, металлическим покрытием (3) основы охлаждающего элемента (1), применяемого в соединении с металлургической печью или с подобными устройствами, причем указанная основа выполнена в основном из меди. В способе металлическое покрытие (3) присоединяют посредством сварки взрывом к основе охлаждающего элемента (1), выполненной в основном из меди. Изобретение также относится к охлаждающему элементу, в частности применяемому в соединении с металлургической печью или с подобными устройствами, причем указанный охлаждающий элемент включает основу (1), выполненную в основном из меди, в которой размещена система(2) каналов водяного охлаждения, причем указанная основа охлаждающего элемента (1), по меньшей мере частично, покрыта металлическим покрытием (3). Металлическое покрытие (3) присоединяют посредством сварки взрывом к основе (1), выполненной в основном из меди. Область техники и уровень техники Изобретение относится согласно ограничительной части п.1 формулы изобретения к способу облицовки, по меньшей мере частично, металлическим покрытием основы охлаждающего элемента, применяемого в соединении с металлургической печью или подобными устройствами, причем указанную основу в основном изготавливают из меди и в указанном охлаждающем элементе обеспечивают систему каналов водного охлаждения. Изобретение также относится согласно ограничительной части п.8 формулы изобретения к охлаждающему элементу, в частности применяемому в соединении с металлургической печью или подобными устройствами, включающему основу, выполненную в основном из меди, в которой обеспечена система каналов водяного охлаждения, причем указанная основа охлаждающего элемента, по меньшей мере частично, покрыта металлическим покрытием. Из WO 02/37044 известен охлаждающий элемент, в частности применяемый в соединении с металлургической печью или подобными устройствами, включающий основу, в которой обеспечена система каналов водяного охлаждения для охлаждающей воды. По меньшей мере часть поверхности охлаждающего элемента, которая может находиться в контакте с расплавленным металлом, выполнена из стали. Целью изобретения является обеспечение способа облицовки, по меньшей мере частично, металлическим покрытием основы охлаждающего элемента, снабженного системой каналов водяного охлаждения, применяемого в соединении с металлургической печью или подобными устройствами, причем указанную основу изготавливают в основном из меди, чтобы получить охлаждающий элемент, в котором термический контакт между основой и металлическим покрытием лучше, чем в конструкциях известного уровня техники. Цели изобретения достигают согласно независимому п.1 с помощью способа облицовки, по меньшей мере частично, металлическим покрытием основы охлаждающего элемента, снабженного системой каналов водяного охлаждения, применяемого в соединении с металлургической печью или подобными устройствами, причем указанную основу изготавливают в основном из меди. Предпочтительные воплощения способа в соответствии с изобретением изложены в зависимых пп.2-7 формулы изобретения. Также изобретение относится к охлаждающему элементу по независимому п.8 формулы изобретения, в частности применяемому в соединении с металлургической печью или подобным устройством,включающему основу, выполненную в основном из меди, в которой обеспечена система каналов водяного охлаждения, причем указанный охлаждающий элемент, по меньшей мере частично, покрыт металлическим покрытием. Предпочтительные воплощения охлаждающего элемента в соответствии с изобретением изложены в зависимых пунктах формулы изобретения. Путем присоединения металлического покрытия посредством сварки взрывом к основе достигают соединения между основой и металлическим покрытием, обладающего особенно хорошей способностью передачи термической энергии между основой и металлическим покрытием. С помощью сварки взрывом предпочтительно достигают металлургического соединения между основой и металлическим покрытием. В предпочтительном воплощении способа в соответствии с изобретением систему каналов водяного охлаждения получают механической обработкой, по меньшей мере частично, высверливанием отверстий с внешней стороны основы так, что отверстия получают на поверхности основы. В этом предпочтительном воплощении по меньшей мере часть отверстий заглушают, по меньшей мере частично, с помощью заглушек, которые устанавливают в отверстия на уровне внешней поверхности основы, так что отверстия, просверленные в основе, образуют по меньшей мере часть системы каналов водяного охлаждения. В этом предпочтительном воплощении к основе присоединяют металлическое покрытие на заглушках посредством сварки взрывом, так что металлическое покрытие, по меньшей мере частично, покрывает заглушки, вставленные в отверстия. В предпочтительном воплощении способа в соответствии с изобретением изготавливают металлическое покрытие, толщина которого составляет менее 100 мм, преимущественно приблизительно 1 приблизительно 20 мм, предпочтительно приблизительно 10 мм. В предпочтительном воплощении способа в соответствии с изобретением, при изготовлении охлаждающего элемента вначале отливают заготовку основы, в основном из меди, которую, по меньшей мере частично, покрывают металлическим покрытием, присоединяя его посредством сварки взрывом к заготовке основы так, что получают заготовку основы, снабженную металлическим покрытием. Заготовку основы, снабженную металлическим покрытием, механически обрабатывают для придания охлаждающему элементу конечной формы, и при необходимости, охлаждающий элемент снабжают возможно трубчатыми соединениями для подведения циркулирующего потока охлаждающей воды в систему каналов водяного охлаждения охлаждающего элемента. В предпочтительном воплощении способа в соответствии с изобретением металлическое покрытие изготавливают из нержавеющей стали, с содержанием хрома более 10,5%, преимущественно из жаропрочной нержавеющей стали стандарта EN 10095 (Жаропрочные стали и никелевые сплавы). В предпочтительном воплощении способа в соответствии с изобретением металлическое покрытие изготавливают из нержавеющей стали с содержанием хрома 17-30%, например 22-24%, 24-28% или 2930%. В предпочтительном воплощении способа в соответствии с изобретением металлическое покрытие изготавливают из никелевого сплава. В предпочтительном воплощении способа в соответствии с изобретением металлическое покрытие изготавливают из свинцового сплава. В предпочтительном воплощении способа в соответствии с изобретением металлическое покрытие,по меньшей мере частично, покрывают керамической обшивкой. В предпочтительном воплощении способа в соответствии с изобретением металлическим покрытием, по меньшей мере частично, покрывают такую поверхность основы, которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве. Описание чертежей Несколько предпочтительных воплощений изобретения описаны более подробно ниже со ссылками на прилагаемые чертежи, на которых на фиг. 1 представлен частичный вид сбоку заготовки основы; на фиг. 2 представлен частичный вид сбоку заготовки основы, снабженной металлическим покрытием; на фиг. 3 представлен частичный вид сбоку охлаждающего элемента; на фиг. 4 представлен частичный вид сбоку охлаждающего элемента, снабженного керамической обшивкой. На чертеже представлен частичный вид сбоку охлаждающего элемента, включающего основу 1,выполненную в основном из меди. В основе 1 обеспечена система каналов 2 водяного охлаждения. Основа 1 охлаждающего элемента, по меньшей мере частично, покрыта металлическим покрытием 3. Способ в соответствии с изобретением и предпочтительные воплощения способа в соответствии с изобретением описаны более подробно ниже. Согласно изобретению в способе облицовки, по меньшей мере частично, металлическим покрытием 3 основы 1 охлаждающего элемента, применяемого в соединении с металлургической печью или подобными устройствами, где указанный охлаждающий элемент выполнен в основном из меди, металлическое покрытие 3 присоединяют посредством сварки взрывом к охлаждающему элементу, выполненному в основном из меди. Способ в соответствии с изобретением предпочтительно включает стадию, на которой основу 1 обеспечивают системой каналов 2 водяного охлаждения, по меньшей мере частично, просверливанием отверстий 4 с внешней стороны основы 1, так что отверстия 4 получают на поверхности основы 1, т.е. таким образом, что отверстие 4 выходит на поверхность основы 3. Затем по меньшей мере часть отверстий заглушают, по меньшей мере частично, с помощью заглушек 5, которые устанавливают в отверстия на уровне внешней поверхности основы 1, так что отверстия, просверленные в основе 1, образуют по меньшей мере часть системы каналов 2 водяного охлаждения охлаждающего элемента. Затем к основе 1 предпочтительно присоединяют металлическое покрытие 3 на заглушки 5 посредством сварки взрывом,так что металлическое покрытие 3, по меньшей мере частично, покрывает заглушки 5, установленные в отверстия 4. В способе в соответствии с изобретением основу 1 снабжают преимущественно посредством сварки взрывом, металлическим покрытием 3, толщина которого составляет менее 100 мм, преимущественно приблизительно 1-приблизительно 20 мм, предпочтительно приблизительно 10 мм. В способе в соответствии с изобретением при изготовлении охлаждающего элемента предпочтительно сначала отливают заготовку 8 основы, в основном из меди, показанную на фиг. 1. После этого к указанной заготовке 8 основы, выполненной в основном из меди, присоединяют посредством сварки взрывом металлическое покрытие 3, так что получают заготовку основы, снабженную металлическим покрытием 3, показанную на фиг. 2. Далее указанную заготовку 8 основы, снабженную металлическим покрытием 3, механически обрабатывают для придания охлаждающему элементу окончательной формы,и при необходимости, охлаждающий элемент снабжают трубчатыми соединениями для подведения циркулирующего потока охлаждающей воды в систему каналов 2 водяного охлаждения охлаждающего элемента, как показано на фиг. 3. Металлическое покрытие 3 предпочтительно изготавливают из нержавеющей стали с содержанием хрома более 10,5%, преимущественно из жаропрочной нержавеющей стали стандарта EN 10095 (Жаропрочные стали и никелевые сплавы). Например, металлическое покрытие 3 может быть, по меньшей мере частично, изготовлено из нержавеющей стали с содержанием хрома 17-30%, например 22-24%, 24-28% или 29-30%. Когда металлическое покрытие 3, по меньшей мере частично, изготавливают из стали, сталь предпочтительно выбирают по меньшей мере из нержавеющей стали, кислотоустойчивой стали, термостойкой стали или жаропрочной стали. В качестве альтернативы или в дополнение, металлическое покрытие 3 может быть изготовлено, по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава. В способе металлическое покрытие 3 предпочтительно снабжают соединительными анкерами 6 для керамической обшивки 7. В способе металлическое покрытие 3 предпочтительно покрывают керамической обшивкой 7. В способе металлическим покрытием 3, по меньшей мере частично, преимущественно, по существу, полностью покрывают такую поверхность основы 1, которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве. Охлаждающий элемент в соответствии с изобретением, а также несколько предпочтительных воплощений охлаждающего элемента в соответствии с изобретением описаны далее более подробно. Охлаждающий элемент в соответствии с изобретением включает основу 1, выполненную в основном из меди, в которой обеспечена система каналов 2 водяного охлаждения. Основа 1 охлаждающего элемента, по меньшей мере частично, покрыта металлическим покрытием 3, которое присоединяют посредством сварки взрывом к основе 1 охлаждающего элемента, выполненной в основном из меди. Каналы 2 водяного охлаждения предпочтительно получены путем механической обработки, по меньшей мере частично, просверливанием отверстий с внешней стороны основы так, что отверстия образованы на поверхности основы. По меньшей мере часть отверстий заглушены, по меньшей мере частично, с помощью заглушек 5, которые установлены в отверстия 4 на уровне внешней поверхности основы 1, так что отверстия, просверленные в основе 1, образуют по меньшей мере часть системы каналов 2 водяного охлаждения. К основе 1 предпочтительно присоединено металлическое покрытие 3 на заглушках 5 посредством сварки взрывом, так что металлическое покрытие 3, по меньшей мере частично, покрывает заглушки 5, установленные в отверстия 4. Толщина металлического покрытия 3 предпочтительно составляет менее 100 мм, преимущественно приблизительно 1-приблизительно 20 мм, предпочтительно приблизительно 10 мм. Охлаждающий элемент предпочтительно получен сначала литьем заготовки 8 основы, в основном из меди. После этого к указанной заготовке основы, выполненной в основном из меди, присоединено посредством сварки взрывом металлическое покрытие, так что получена заготовка 8 основы, снабженная металлическим покрытием 3. Далее заготовка 8 основы, снабженная металлическим покрытием 3, механически обработана для придания охлаждающему элементу окончательной формы, и при необходимости, охлаждающий элемент снабжен трубчатыми соединениями для подведения циркулирующего потока охлаждающей воды в систему каналов 2 водяного охлаждения охлаждающего элемента. Металлическое покрытие 3 предпочтительно выполнено, по меньшей мере частично, из нержавеющей стали, с содержанием хрома более 10,5%, преимущественно из жаростойкой нержавеющей стали стандарта EN 10095 (Жаростойкие стали и никелевые сплавы). Например, металлическое покрытие 3 может быть, по меньшей мере частично, выполнено из нержавеющей стали с содержанием хрома 17-30%, например 22-24%, 24-28% или 29-30%. Когда металлическое покрытие 3, по меньшей мере частично, выполнено из стали, сталь предпочтительно выбрана, по меньшей мере, из нержавеющей стали, кислотоустойчивой стали, термостойкой стали или жаростойкой стали. В качестве альтернативы или в дополнение, металлическое покрытие 3 может быть выполнено, по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава. Металлическое покрытие 3 предпочтительно снабжено соединительными анкерами 6 или другими крепежными элементами для керамической обшивки 7. Металлическое покрытие 3 предпочтительно покрыто керамической обшивкой 7. По меньшей мере, такая поверхность основы 1, которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве,предпочтительно, по меньшей мере частично, снабжена металлическим покрытием 3. Для специалиста в данной области техники очевидно, что с развитием технологии основная идея изобретения может быть реализована множеством других способов. Таким образом, изобретение и его различные воплощения не ограничены примерами, описанными выше, но могут изменяться в пределах области защиты прилагаемой формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ изготовления охлаждающего элемента для металлургической печи, включающий стадии: формирования системы каналов (2) водяного охлаждения механической обработкой, по меньшей мере, с частичным высверливанием отверстий (4) с внешней стороны основы (1), которая выполнена в основном из меди, так, что отверстия (4) выходят на поверхность основы (1); по меньшей мере часть отверстий (4) заглушают, по меньшей мере частично, с помощью заглушек (5), которые устанавливают в отверстия на одном уровне с внешней поверхностью основы (1) так, что отверстия (4), просверленные в основе (1), образуют по меньшей мере часть системы каналов (2) водяного охлаждения, и последующего присоединения к основе (1) металлического покрытия (3) посредством сварки взрывом, так что металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4). 2. Способ по п.1, где получают металлическое покрытие (3), толщина которого составляет менее 100 мм, преимущественно приблизительно 1 - приблизительно 20 мм, предпочтительно приблизительно 10 мм. 3. Способ по любому из пп.1, 2, где при изготовлении охлаждающего элемента вначале отливают заготовку (8) основы, в основном из меди; заготовку (8) основы, снабженную металлическим покрытием(3), механически обрабатывают для придания охлаждающему элементу окончательной формы. 4. Способ по любому из пп.1-3, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из нержавеющей стали с содержанием хрома более 10,5%. 5. Способ по любому пп.1-4, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из нержавеющей стали с содержанием хрома 17-30%, например 22-24%, 24-28% или 29-30%. 6. Способ по любому пп.1-5, где металлическое покрытие (3) изготавливают, по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава. 7. Способ по любому пп.1-6, где металлическим покрытием (3), по меньшей мере частично, покрывают такую поверхность основы (1), которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве. 8. Охлаждающий элемент для металлургической печи, включающий основу (1), выполненную в основном из меди и снабженную системой каналов (2) водяного охлаждения, где указанная основа (1) охлаждающего элемента имеет поверхность, которая, по меньшей мере частично, покрыта металлическим покрытием (3), отличающийся тем, что указанное металлическое покрытие (3) присоединено посредством сварки взрывом к указанной основе (1); каналы (2) водяного охлаждения получены путем механической обработки, по меньшей мере частично, просверливанием отверстий (4) с внешней стороны основы (1) так, что отверстия (4) образованы на поверхности основы (1); по меньшей мере часть отверстий (4) заглушены, по меньшей мере частично, с помощью заглушек(5), которые установлены в отверстия на одном уровне с внешней поверхностью основы (1), а присоединенное к основе (1) металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5),установленные в отверстия (4). 9. Охлаждающий элемент по п.8, в котором толщина металлического покрытия (3) составляет менее 100 мм, преимущественно приблизительно 1 - приблизительно 20 мм, предпочтительно приблизительно 10 мм. 10. Охлаждающий элемент по любому из пп.8, 9, в котором металлическое покрытие (3) выполнено,по меньшей мере частично, из нержавеющей стали с содержанием хрома более 10,5%. 11. Охлаждающий элемент по любому пп.8-10, в котором металлическое покрытие (3) выполнено,по меньшей мере частично, из нержавеющей стали с содержанием хрома 17-30%, преимущественно 2228%, предпочтительно 22-24% или 24-28%. 12. Охлаждающий элемент по любому пп.8-11, в котором металлическое покрытие (3) выполнено,по меньшей мере частично, из никеля или свинца или из никелевого или свинцового сплава. 13. Охлаждающий элемент по п.8 или 9, в котором, по меньшей мере, такая поверхность основы (1),которая при применении охлаждающего элемента обращена к расплавленному металлу, находящемуся в металлургической печи или подобном устройстве, по меньшей мере частично, покрыта металлическим покрытием (3). 14. Способ изготовления охлаждающего элемента для металлургической печи, включающий стадии: формирования системы каналов (2) водяного охлаждения механической обработкой, по меньшей мере, с частичным высверливанием отверстий (4) с внешней стороны основы (1), которая выполнена в основном из меди, так, что отверстия (4) выходят на поверхность основы (1); по меньшей мере часть отверстий (4) заглушают, по меньшей мере частично, с помощью заглушек (5), которые устанавливают в отверстия на одном уровне с внешней поверхностью основы (1) так, что отверстия (4), просверленные в основе (1), образуют по меньшей мере часть системы каналов (2) водяного охлаждения, и последующего присоединения к основе (1) металлического покрытия (3) посредством сварки взрывом, так что металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5), установленные в отверстия (4); покрытия металлического покрытия, по меньшей мере частично, керамической обшивкой, при котором металлическое покрытие снабжают соединительными анкерами для керамической обшивки. 15. Охлаждающий элемент для металлургической печи, включающий основу (1), выполненную в основном из меди и снабженную системой (2) каналов водяного охлаждения, где указанная основа (1) охлаждающего элемента имеет поверхность, которая, по меньшей мере частично, покрыта металлическим покрытием (3), и указанное металлическое покрытие (3) присоединено посредством сварки взрывом к указанной основе (1), а каналы (2) водяного охлаждения получены путем механической обработки, по меньшей мере частично, просверливанием отверстий (4) с внешней стороны основы (1) так, что отверстия (4) образованы на поверхности основы (1); по меньшей мере часть отверстий (4) заглушены, по меньшей мере частично, с помощью заглушек(5), которые установлены в отверстия на одном уровне с внешней поверхностью основы (1), а присоединенное к основе (1) металлическое покрытие (3), по меньшей мере частично, покрывает заглушки (5),установленные в отверстия (4); при этом металлическое покрытие снабжено соединительными анкерами для керамической обшивки и, по меньшей мере частично, покрыто керамической обшивкой.
МПК / Метки
МПК: C21B 7/10, F27B 1/24, F27D 1/12
Метки: охлаждающего, элемент, способ, охлаждающий, получения, элемента
Код ссылки
<a href="https://eas.patents.su/6-21326-sposob-polucheniya-ohlazhdayushhego-elementa-i-ohlazhdayushhijj-element.html" rel="bookmark" title="База патентов Евразийского Союза">Способ получения охлаждающего элемента и охлаждающий элемент</a>
Способ получения охлаждающего элемента и охлаждающий элемент
Номер патента: 19390
Опубликовано: 31.03.2014
Авторы: Яфс Микаэль, Сааринен Ристо, Хугг Эро
МПК: F27B 1/24, C21B 7/10, F27D 1/12...
Метки: элемент, получения, охлаждающего, способ, охлаждающий, элемента
Формула / Реферат:
1. Способ получения охлаждающего элемента (1) для металлургической печи, в которомогнеупорные кирпичи прикрепляют к каркасу (3), выполненному в основном из меди и снабженному каналами (2) водяного охлаждения и крепежными элементами (4),причем огнеупорные кирпичи (6) прикрепляют к каркасу (3) с помощью крепежных элементов (4), при этом крепежные элементы (4), по меньшей мере, частично сформированы из удлиненных крепежных планок (5), выполненных...
Способ изготовления охлаждающего элемента и охлаждающий элемент
Номер патента: 4088
Опубликовано: 25.12.2003
Авторы: Леппянен Ире, Сааринен Ристо
Метки: способ, охлаждающего, элемента, изготовления, элемент, охлаждающий
Формула / Реферат:
1. Способ изготовления охлаждающего элемента, содержащего корпусную деталь и керамические элементы футеровки, установленные на поверхности корпусной детали, отличающийся тем, что на поверхности охлаждающего элемента выполняют пазы, в которые размещают керамические элементы футеровки, при этом тепловой контакт охлаждающего элемента с элементами футеровки обеспечивают с помощью припоя, размещаемого в тексте контакта охлаждающего элемента с...
Способ изготовления охлаждающего элемента для пирометаллургического реактора и охлаждающий элемент
Номер патента: 20127
Опубликовано: 29.08.2014
Авторы: Ренфорс Туомас, Лехтола Ари, Ранне Паси
МПК: F27B 1/24, C21B 7/10, F27B 3/24...
Метки: изготовления, элемент, способ, элемента, реактора, пирометаллургического, охлаждающий, охлаждающего
Формула / Реферат:
1. Способ изготовления охлаждающего элемента для пирометаллургического реактора, включающий следующие этапы:изготовление по меньшей мере одной трубки;гибка указанной трубки с обеспечением формы разомкнутого контура для получения по меньшей мере одного охлаждающего канала, имеющего два конца, которые выполнены с возможностью соединения со средствами присоединения охлаждающего канала (1) к стенке пирометаллургического реактора;обеспечение каждого...
Литейная форма для производства охлаждающего элемента и охлаждающий элемент, изготовленный в указанной форме
Номер патента: 3117
Опубликовано: 27.02.2003
Авторы: Леппянен Ире, Салминен Матти, Мякинен Пертти
МПК: B22D 27/04, B22C 9/24
Метки: указанной, охлаждающего, охлаждающий, производства, литейная, форме, элемент, элемента, изготовленный, форма
Формула / Реферат:
1. Литейная форма, состоящая из основания (2), стенок (4, 5) и концевых пластин (6), предназначенная для производства охлаждающего элемента пирометаллургического реактора, отличающаяся тем, что литейная форма (1), изготовленная из медных пластин, по меньшей мере, частично снабжена охлаждающими трубами (3), и тем, что форма облицована изнутри пластинами (7), устойчивыми к воздействию высоких температур. 2. Литейная форма по п.1, отличающаяся тем,...
Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора и составной охлаждающий элемент, изготовленный с помощью указанного способа
Номер патента: 3002
Опубликовано: 26.12.2002
Авторы: Койо Илкка, Сааринен Ристо, Йокилааксо Ари
МПК: C21B 7/10
Метки: производства, металлургического, составной, способа, расплавленной, элемент, способ, указанного, изготовленный, элемента, составного, зоны, реактора, охлаждающего, охлаждающий, помощью
Формула / Реферат:
1. Способ производства составного охлаждающего элемента для расплавленной зоны металлургического реактора, отличающийся тем, что элемент изготовляют путем соединения секций керамической облицовки элемента друг с другом с помощью заливки медью, при одновременном формировании медной пластины, в которой позади облицовки формируют каналы для охлаждающей воды. 2. Способ по п.1, отличающийся тем, что секции керамической облицовки изготовлены из...
Предыдущий патент: Производные пиразинона как стимуляторы секреции инсулина, способы их получения и их применение для лечения диабетов
Следующий патент: Регулятор роста растений
Случайный патент: Способ получения эфиров глиоксиловой кислоты или их гидратов