Способ и устройство для соединения торцов труб из стали посредством орбитальной сварки по гибридной технологии
Формула / Реферат
1. Способ соединения концов труб из стали посредством орбитальной лазерной электродуговой сварки по гибридной технологии, концы которых соединяют одним или несколькими слоями шва, причем в качестве инструмента головку для лазерной и электродуговой сварки в процессе сварки проводят по меньшей мере по одному кольцевому рельсу, установленному неподвижно в зоне места сварки вокруг конца трубы, и передвигают вокруг трубы, отличающийся тем, что головку для лазерной и электродуговой сварки устанавливают отдельно друг от друга на кольцевом рельсе и в процессе сварки независимо друг от друга передвигают и регулируют по окружности трубы.
2. Способ по п.1, отличающийся тем, что скорость перемещения и расстояние головки для лазерной и электродуговой сварки регулируют отдельно.
3. Способ по пп.1 и 2, отличающийся тем, что перед началом процесса сварки зону сварного шва предварительно подогревают посредством перемещающегося впереди головок сварочных аппаратов устройства подогрева.
4. Способ по п.3, отличающийся тем, что устройство подогрева передвигают независимо от сварочных инструментов на кольцевом рельсе.
5. Способ по любому из пп.1-4, отличающийся тем, что другие инструменты независимо друг от друга передвигают на кольцевом рельсе в процессе сварки.
6. Способ по п.5, отличающийся тем, что в качестве других инструментов используют одну или несколько дополнительных головок сварочного аппарата, систему отслеживания шва, механическую систему обработки сварного шва и/или систему неразрушающего контроля сварного шва.
7. Способ по любому из пп.1-6, отличающийся тем, что инструменты передвигают по нескольким расположенным на одном конце или на обоих концах трубы кольцевых рельсах.
8. Способ по любому из пп.1-7, отличающийся тем, что в качестве способа электродуговой сварки применяют сварку металлов в защитных газах (MSG).
9. Способ по п.8, отличающийся тем, что сварку MSG выполняют посредством технологии импульсной электрической дуги.
10. Устройство для осуществления способа по любому из пп.1-9 по меньшей мере с одним расположенным вокруг конца трубы кольцевым рельсом, с одной расположенной на нем кареткой для приема головок для лазерной и электродуговой сварки в качестве сварочных инструментов, отличающееся тем, что головка (4) аппарата лазерной сварки и головка (6) аппарата электродуговой сварки расположены соответственно на отдельных каретках (3, 5), установленных с возможностью отдельно перемещаться и регулироваться на кольцевом рельсе (2).
11. Устройство по п.10, отличающееся тем, что на отдельно перемещаемых и управляемых каретках (8, 10) расположены дополнительные инструменты.
12. Устройство по п.11, отличающееся тем, что дополнительными инструментами являются устройство подогрева, одна или несколько дополнительных головок (11) сварочного аппарата, система (9) отслеживания шва, механическая система обработки сварного шва и/или система неразрушающего контроля сварного шва.
13. Устройство по пп.10-12, отличающееся тем, что каретки (3, 5, 8, 10) расположены на одном или нескольких кольцевых рельсах (2) и с возможностью отдельно перемещаться и регулироваться.
14. Устройство по п.13, отличающееся тем, что кольцевые рельсы (2) расположены на одном или двух концах трубы.

Текст
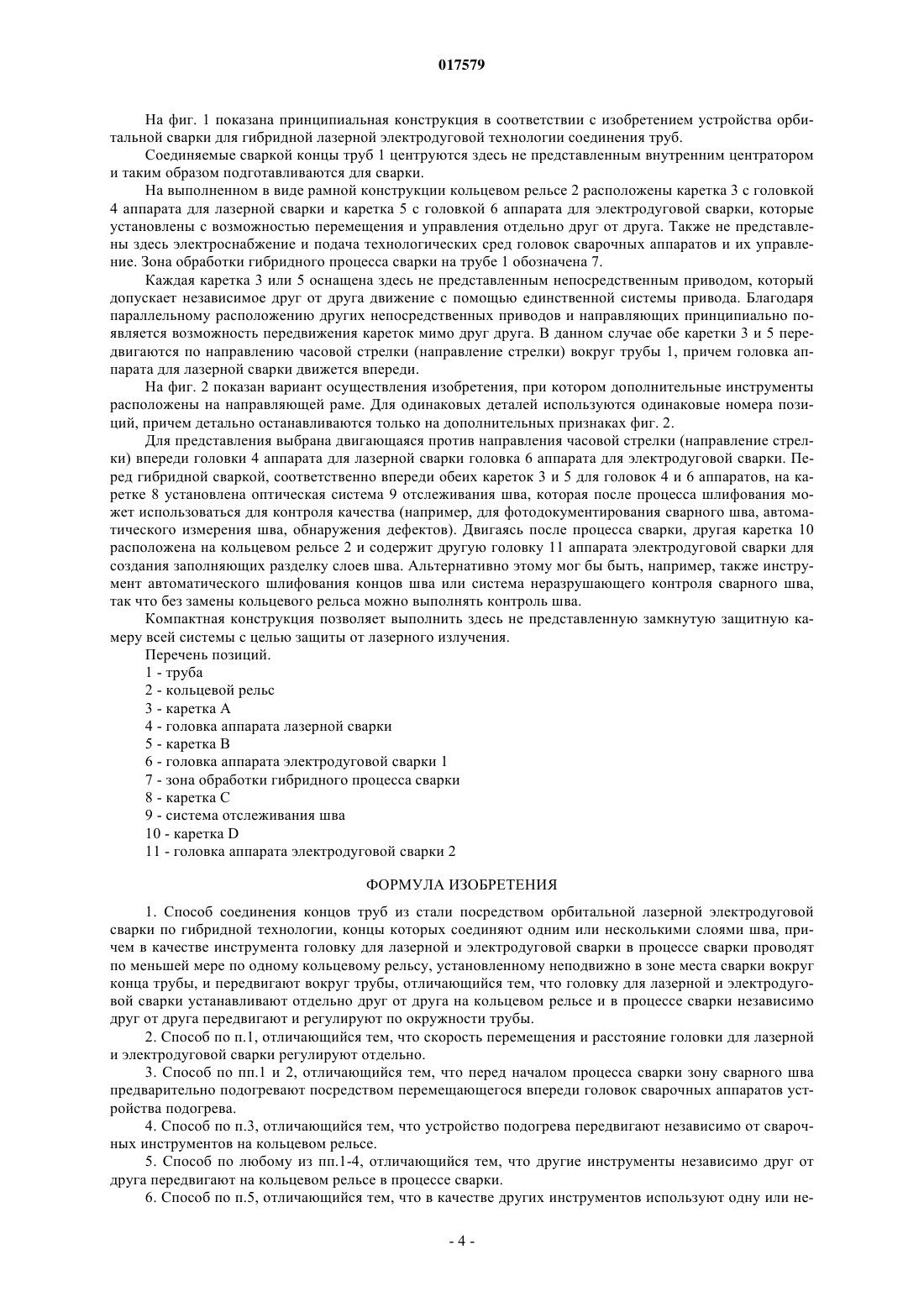
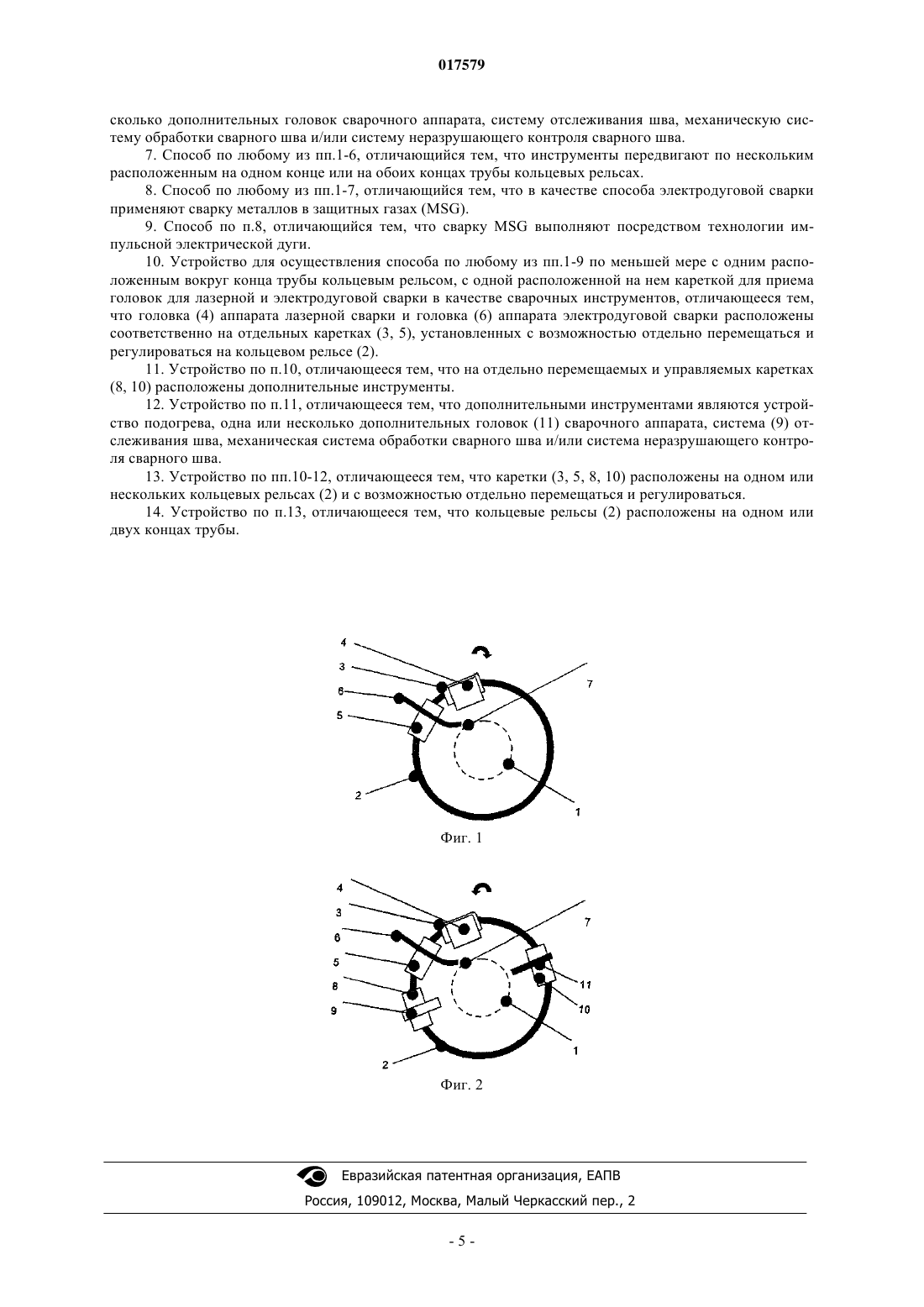
СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТОРЦОВ ТРУБ ИЗ СТАЛИ ПОСРЕДСТВОМ ОРБИТАЛЬНОЙ СВАРКИ ПО ГИБРИДНОЙ ТЕХНОЛОГИИ Изобретение относится к способу соединения концов труб, изготовленных из стали,предпочтительно с толщиной стенок более 6 мм и, в частности, более 12 мм и диаметром преимущественно более 150 мм посредством орбитальной лазерной электродуговой сварки по гибридной технологии, концы которых соединяются одним или несколькими слоями шва, причем в качестве инструмента головку для лазерной и электродуговой сварки в процессе сварки проводят посредством одного неподвижно установленного в зоне сварки вокруг конца трубы кольцевого рельса и передвигают по окружности трубы, также изобретение относится к устройству для осуществления способа. При этом головки для лазерной и электродуговой сварки отдельно устанавливаются на кольцевом рельсе и в процессе сварки независимо друг от друга передвигаются и регулируются по окружности трубы. 017579 Изобретение относится к способу соединения концов стальных труб посредством орбитальной сварки по гибридной технологии согласно ограничительной части п.1 формулы изобретения, а также устройства для осуществления способа в соответствии с п.10 формулы изобретения. В частности, изобретение касается труб предпочтительно с толщиной стенок более 6 мм, в частности более 12 мм, и диаметром преимущественно более 150 мм, которые соединяются друг с другом в трубопроводы посредством различных способов сварки, например лазерной и электродуговой сварки по гибридной технологии. Причем под трубами понимаются как круглые трубы, так и полый профиль различного поперечного сечения. Общеизвестной является лазерная сварка труб. Постоянно предпринимались попытки значительно уменьшить сечение шва по сравнению с традиционным способом электродуговой сварки, например ручной электродуговой сварки или сварки металлов в защитных газах (MSG), сократить время сварки посредством повышения скорости процесса сварки, чтобы таким образом повысить экономичность. Из публикации DE 102008029724 A1 известен способ соединения металлических толстостенных заготовок посредством сварки, при котором предусмотрены три технологии соединения, в которых сварка включает в себя комбинированное использование способов соединения, а именно лазерной сварки, гибридной лазерной электродуговой сварки и электродуговой сварки. Равным образом комбинируется сварка в способе, описанном в US 6191379 B1, а именно лазерная сварка и сварка TIG. Из уровня техники, например из WO 2005/056230 A1, известна комбинация сварки металлов в защитных газах с лазерной сваркой, так называемая гибридная лазерная сварка в защитных газах, отличающаяся тем, что электрическая дуга и лазерный пучок расположены друг относительно друга на определенном расстоянии и можно достигнуть по сравнению с отдельной лазерной сваркой увеличенного перекрытия зазора. С помощью описанного в указанной публикации устройства трубы соединяются в трубопроводы посредством мобильных аппаратов по технологии орбитальной сварки. При таком гибридном процессе на место сварки одновременно воздействует лазерный пучок и электрическая дуга сварки металлов в защитных газах (MSG), так что можно изготовлять трубные соединения с повышенной экономичностью. Производство сварных соединений между трубами осуществляется по известному способу посредством вращающегося вокруг трубы сварочного приспособления орбитальной технологии с помощью комбинированной головки аппарата для лазерной сварки металлов в защитных газах MSG. Особые требования гибридной сварки, например возможность регулировать основание электрической дуги по отношению к оси лазерного пучка, по этому способу учитываются только в ограниченной степени, то есть изменение расстояния между головкой аппарата для лазерной сварки и сварки в защитных газах в направлении вдоль окружности возможно, по меньшей мере, не в процессе сварки. Другим недостатком этого способа являются сравнительно большой вес комбинированной головки аппарата гибридной сварки соответственно вращающихся масс, а также ограниченная гибкость осуществления процесса, в частности, относительно геометрических параметров головки аппарата гибридной сварки. Согласование параметров режима сварки с положением сварного шва при гибридной лазерной сварке в среде защитных газов на основании образующегося из комбинации двух способов большого числа возможностей управления оказывается особо затратным. В частности, это касается показанного вWO 2005/056230 A1 геометрического расположения лазерного пучка и горелки для сварки в защитных газах. Особым недостатком является то, что геометрические параметры гибридной сварки при непосредственной адаптации горелки, предназначенной для сварки в защитных газах, к оптике обработки лазерным пучком во время процесса могут регулироваться только с большими затратами. Другим недостатком орбитальной сварки по гибридной лазерной технологии соединения в защитных газах является то, что известная из WO 2005/056230 A1 головка аппарата гибридной сварки состоит из отдельных компонентов, которые при своем взаимодействии не оптимально согласованы друг с другом. Поэтому до сих пор известные решения технического применения гибридной лазерной сварки в защитных газах имеют комплексную структуру, ограничены в возможностях регулировки и отличаются большим весом. Обобщая, следует констатировать, что согласно уровню техники в настоящее время не существует применимой для промышленности орбитальной системы управления, которая оптимально отвечает требованиям гибридной лазерной электродуговой сварки. Известные комбинированные головки аппаратов гибридной сварки только ограниченно подходят для этих целей, так как они имеют сравнительно большой вес, относительно возможностей настройки или регулируемости геометрических параметров в процессе сварки они сравнительно негибкие, а также ввиду своих размеров не отвечают требованиям, в частности, сварки для оффшорного применения. Задачей изобретения является создание такого способа соединения торцов труб из стали посредст-1 017579 вом орбитальной лазерной электродуговой сварки по гибридной технологии, благодаря которому устраняются описанные недостатки. Кроме того, задача изобретения состоит в создании устройства для осуществления указанного способа. Эта задача решается исходя из ограничительной части формулы изобретения в сочетании с отличительными признаками п.1 формулы изобретения. Предпочтительные усовершенствования, а также устройство для осуществления способа являются частью дополнительных пунктов изобретения. Согласно сущности изобретения применяется способ, при котором головки для лазерной и электродуговой сварки отдельно устанавливаются на кольцевом рельсе и в процессе сварки независимо друг от друга передвигаются и регулируются по окружности трубы. При этом лазерный пучок и электрическая дуга работают одновременно или с временной задержкой и настраиваются в определенном геометрическом взаимном положении друг к другу, причем оба отдельных процесса взаимно влияют друг на друга, например, внутри общей сварочной ванны. Необходимое для создания сварного шва движение лазерного пучка и горелки для сварки в защитных газах MSG осуществляется настроенными друг на друга двумя каретками, одна из которых, по меньшей мере, управляет оптикой лазерного пучка и другая, по меньшей мере, - горелкой для сварки в защитных газах MSG. Каретки управляются и передвигаются в процессе сварки независимо друг от друга, так что расстояние между лазерным пучком и основанием электрической дуги в процессе сварки может меняться. Благодаря выбранному расположению появляется простая возможность для изменения рабочего расстояния между лазерным пучком и электрической дугой. При объединении соответствующих осей на каретках для настройки обоих компонентов оптики лазерного пучка и горелки для электродуговой сварки возможно любое расположение этих компонентов друг относительно друга, причем по сравнению с системой с комбинированной головкой аппарата гибридной сварки, которая двигается посредством каретки, возможна значительно более простая и более гибкая в использовании конструкция. В частности, простым способом можно реализовать сложную последовательность движений, например перемещение только лазерного пучка вдоль и вокруг пространственных осей. Благодаря изобретению можно добиться значительного улучшения результатов орбитальной сварки. В зависимости от положения сварного шва для гибридной лазерной сварки в защитных газах могут применяться улучшенные геометрические параметры режима сварки. Стратегии сварки, которые, например, требуют возвратно-поступательного или поворотного движения электрической дуги или лазерного пучка также независимо друг от друга, могут осуществляться с небольшими затратами на конструирование, управление и программирование. Особенно выгодным для осуществления процесса, например, управления лазерным пучком оказалось применение волоконного лазерного излучения. Внутри оптических систем могут использоваться как передающие, так и отражающие элементы. Для выполнения процесса орбитальной сварки каретки располагаются предпочтительно на окружающей соединяемые трубы раме в виде кольцевого рельса. Другие каретки могут передвигаться на рамной конструкции, причем при использовании соответствующих систем управления возможны и несколько расположенных друг около друга рельсовых путей и вследствие соответствующего расположения отдельные каретки могут проходить мимо друг друга. Отличительным признаком изобретения является то, что каретки в своем направлении и со своей скоростью могут передвигаться независимо друг от друга. Для уменьшения габаритной высоты обрабатывающей оптики в идеальном случае работают с угловой призмой, у которой выполняется поворот лазерного пучка на 90 посредством зеркального фокусирующего устройства. Применяется твердотельный лазер (например, лазер на тонких дисках или волоконный лазер) с оптическим волокном и традиционным источником тока сварки в защитных газах MSG. Подача проволоки возможна, например, через катушку на каретке головки аппарата электродуговой сварки или через кабельную сборку. При этом все функции управления и контроля осуществляются в центральной системе управления. Дополнительно к необходимым для самого процесса сварки инструментам посредством кареток могут управляться другие требуемые для процесса сварки, вспомогательные или необходимые для последующих этапов изготовления инструменты или компоненты. Это могут быть, например, система отслеживания сварного шва или средства измерения неразрушающего контроля качества сварного шва посредством измерения шва или диагностики дефектов. Посредством двигающейся впереди процесса сварки системы собираются данные о разделке кромок и может регулироваться последующий процесс сварки в своем положении. Посредством, например, оптических систем возможен контроль качества сварного шва. Кроме того, возможны также этапы обработки, например шлифование кратеров в конце сварного шва посредством установленного на каретке инструмента. У стенок, которые не могут быть сварены ни в одном положении, заполняющие разделку слои шва соединяются предпочтительно посредством гибридной лазерной электродуговой сварки в защитных газах MSG или сварки в защитных газах MSG только одним или несколькими слоями шва. Кроме того,-2 017579 предпочтительным при соединении может быть возвратно-поступательное движение головки или головок сварочного аппарата для того, чтобы обеспечить надежный и бездефектный провар кромок разделки шва. Использование технологии импульсной электрической дуги при сварке в защитных газах MSG также может быть целесообразным в отдельных случаях. Кроме того, для процесса лазерной сварки целесообразным может быть управление лазерным пучком для увеличения провара кромок разделки шва и предотвращения дефектов сварного шва. Следует подчеркнуть, что в зависимости от положения сварного шва можно выбрать оптимальное расположение лазерного пучка и электрической дуги относительно друг друга, так что во всех положениях одновременно достигается высокое качество сварного шва и высокая экономичность. Для получения слоев шва, заполняющих разделку, другие сварочные инструменты могут быть расположены на одной или нескольких каретках, причем заполняющие разделку слои шва можно получить одновременно и во время гибридной сварки. Система орбитальной сварки может оснащаться цепями автоматического регулирования, которые в качестве управляющих параметров могут содержать как параметры электрической дуги и лазерного пучка, например мощность лазерного излучения, так и, в частности, геометрические параметры. В качестве входного параметра используются, в частности, замеренные значения процесса гибридной сварки. В другом предпочтительном варианте выполнения изобретения во время сварки осуществляется вращательное движение лазерного пучка относительно центра зеркального фокусирующего устройства независимо от горелки для сварки в защитных газах MSG. Это делает возможным ускорение лазерного пучка в и/или поперек направлении(-я) подачи для предотвращения возможных дефектов сварного шва. Обобщая, согласно изобретению способ и соответствующее устройство содержат следующие признаки и преимущества: на кольцевом рельсе одновременно и независимо друг от друга могут передвигаться несколько кареток и суппортов; каждый суппорт может служить опорой отдельного инструмента и/или выполнять специальную функцию; каждый суппорт удерживает горелку для сварки MAG и фокусирующую оптику лазерного пучка; благодаря автоматической установке в заданное место и управлению обоих инструментов друг относительно друга осуществляется гибридная лазерная сварки MSG; во время обработки возможно изменение расстояния между данными инструментами; суппорт удерживает оптическую, тактильную или электромагнитную систему для отслеживания шва; оптическая система дополнительно может служить для управления измерением шва соответственно контроля качества после сварки; другие суппорты могут удерживать, например, горелку сварки MAG для создания заполняющих разделку слоев шва или устройство автоматического шлифования кратера в конце сварного шва; гибкое использование гибридной лазерной технологии MSG для орбитальной сварки; в зависимости от положения сварного шва в любое время можно настроить оптимальные параметры; уменьшенный вес конструкции благодаря оптимально подобранным друг к другу отдельных систем; высокая производительность благодаря временному совмещению различных этапов обработки и/или контроля; горелка сварки MSG и оптика лазерной обработки регулируются, по меньшей мере, через одну ось(линейную координату или ось вращения) независимо друг от друга в их положении друг к другу и заготовке; эта регулировка может осуществляться во время процесса сварки; оптика лазерного пучка может передвигаться посредством оси вращения, которая расположена вертикально на плоскости сварного шва; устройство или направляющая рама может управлять каретками на одной или нескольких параллельных направляющих независимо друг от друга; частично возможно, что каретки передвигаются мимо друг друга; двигающаяся впереди процесса сварки каретка может удерживать инструмент для предварительного подогрева зоны сварного шва; возможно регулирование температуры предварительного подогрева в зависимости от замеренных значений и/или других параметров процесса (например, положения сварочной горелки по периметру); фокусирующая оптика может оснащаться оптической системой наблюдения за процессом сварки и получения характеристик процесса для регулирования процесса сварки, в частности, через движение оптики, например, для изменения положения фокуса и через согласование мощности лазерного излучения. Другие признаки, преимущества и частные варианты изобретения следуют из нижеследующего описания представленных чертежей: фиг. 1 - принципиальная конструкция в соответствии с изобретением устройства орбитальной сварки с отдельно передвигающейся головкой аппарата лазерной и электродуговой сварки; фиг. 2 - как и на фиг. 1, однако с другими отдельно перемещающимися инструментами.-3 017579 На фиг. 1 показана принципиальная конструкция в соответствии с изобретением устройства орбитальной сварки для гибридной лазерной электродуговой технологии соединения труб. Соединяемые сваркой концы труб 1 центруются здесь не представленным внутренним центратором и таким образом подготавливаются для сварки. На выполненном в виде рамной конструкции кольцевом рельсе 2 расположены каретка 3 с головкой 4 аппарата для лазерной сварки и каретка 5 с головкой 6 аппарата для электродуговой сварки, которые установлены с возможностью перемещения и управления отдельно друг от друга. Также не представлены здесь электроснабжение и подача технологических сред головок сварочных аппаратов и их управление. Зона обработки гибридного процесса сварки на трубе 1 обозначена 7. Каждая каретка 3 или 5 оснащена здесь не представленным непосредственным приводом, который допускает независимое друг от друга движение с помощью единственной системы привода. Благодаря параллельному расположению других непосредственных приводов и направляющих принципиально появляется возможность передвижения кареток мимо друг друга. В данном случае обе каретки 3 и 5 передвигаются по направлению часовой стрелки (направление стрелки) вокруг трубы 1, причем головка аппарата для лазерной сварки движется впереди. На фиг. 2 показан вариант осуществления изобретения, при котором дополнительные инструменты расположены на направляющей раме. Для одинаковых деталей используются одинаковые номера позиций, причем детально останавливаются только на дополнительных признаках фиг. 2. Для представления выбрана двигающаяся против направления часовой стрелки (направление стрелки) впереди головки 4 аппарата для лазерной сварки головка 6 аппарата для электродуговой сварки. Перед гибридной сваркой, соответственно впереди обеих кареток 3 и 5 для головок 4 и 6 аппаратов, на каретке 8 установлена оптическая система 9 отслеживания шва, которая после процесса шлифования может использоваться для контроля качества (например, для фотодокументирования сварного шва, автоматического измерения шва, обнаружения дефектов). Двигаясь после процесса сварки, другая каретка 10 расположена на кольцевом рельсе 2 и содержит другую головку 11 аппарата электродуговой сварки для создания заполняющих разделку слоев шва. Альтернативно этому мог бы быть, например, также инструмент автоматического шлифования концов шва или система неразрушающего контроля сварного шва,так что без замены кольцевого рельса можно выполнять контроль шва. Компактная конструкция позволяет выполнить здесь не представленную замкнутую защитную камеру всей системы с целью защиты от лазерного излучения. Перечень позиций. 1 - труба 2 - кольцевой рельс 3 - каретка A 4 - головка аппарата лазерной сварки 5 - каретка B 6 - головка аппарата электродуговой сварки 1 7 - зона обработки гибридного процесса сварки 8 - каретка C 9 - система отслеживания шва 10 - каретка D 11 - головка аппарата электродуговой сварки 2 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ соединения концов труб из стали посредством орбитальной лазерной электродуговой сварки по гибридной технологии, концы которых соединяют одним или несколькими слоями шва, причем в качестве инструмента головку для лазерной и электродуговой сварки в процессе сварки проводят по меньшей мере по одному кольцевому рельсу, установленному неподвижно в зоне места сварки вокруг конца трубы, и передвигают вокруг трубы, отличающийся тем, что головку для лазерной и электродуговой сварки устанавливают отдельно друг от друга на кольцевом рельсе и в процессе сварки независимо друг от друга передвигают и регулируют по окружности трубы. 2. Способ по п.1, отличающийся тем, что скорость перемещения и расстояние головки для лазерной и электродуговой сварки регулируют отдельно. 3. Способ по пп.1 и 2, отличающийся тем, что перед началом процесса сварки зону сварного шва предварительно подогревают посредством перемещающегося впереди головок сварочных аппаратов устройства подогрева. 4. Способ по п.3, отличающийся тем, что устройство подогрева передвигают независимо от сварочных инструментов на кольцевом рельсе. 5. Способ по любому из пп.1-4, отличающийся тем, что другие инструменты независимо друг от друга передвигают на кольцевом рельсе в процессе сварки. 6. Способ по п.5, отличающийся тем, что в качестве других инструментов используют одну или не-4 017579 сколько дополнительных головок сварочного аппарата, систему отслеживания шва, механическую систему обработки сварного шва и/или систему неразрушающего контроля сварного шва. 7. Способ по любому из пп.1-6, отличающийся тем, что инструменты передвигают по нескольким расположенным на одном конце или на обоих концах трубы кольцевых рельсах. 8. Способ по любому из пп.1-7, отличающийся тем, что в качестве способа электродуговой сварки применяют сварку металлов в защитных газах (MSG). 9. Способ по п.8, отличающийся тем, что сварку MSG выполняют посредством технологии импульсной электрической дуги. 10. Устройство для осуществления способа по любому из пп.1-9 по меньшей мере с одним расположенным вокруг конца трубы кольцевым рельсом, с одной расположенной на нем кареткой для приема головок для лазерной и электродуговой сварки в качестве сварочных инструментов, отличающееся тем,что головка (4) аппарата лазерной сварки и головка (6) аппарата электродуговой сварки расположены соответственно на отдельных каретках (3, 5), установленных с возможностью отдельно перемещаться и регулироваться на кольцевом рельсе (2). 11. Устройство по п.10, отличающееся тем, что на отдельно перемещаемых и управляемых каретках(8, 10) расположены дополнительные инструменты. 12. Устройство по п.11, отличающееся тем, что дополнительными инструментами являются устройство подогрева, одна или несколько дополнительных головок (11) сварочного аппарата, система (9) отслеживания шва, механическая система обработки сварного шва и/или система неразрушающего контроля сварного шва. 13. Устройство по пп.10-12, отличающееся тем, что каретки (3, 5, 8, 10) расположены на одном или нескольких кольцевых рельсах (2) и с возможностью отдельно перемещаться и регулироваться. 14. Устройство по п.13, отличающееся тем, что кольцевые рельсы (2) расположены на одном или двух концах трубы.
МПК / Метки
МПК: B21C 37/08, B23K 9/028, B23K 26/28, B23K 28/02
Метки: способ, технологии, соединения, орбитальной, устройство, стали, посредством, гибридной, труб, торцов, сварки
Код ссылки
<a href="https://eas.patents.su/6-17579-sposob-i-ustrojjstvo-dlya-soedineniya-torcov-trub-iz-stali-posredstvom-orbitalnojj-svarki-po-gibridnojj-tehnologii.html" rel="bookmark" title="База патентов Евразийского Союза">Способ и устройство для соединения торцов труб из стали посредством орбитальной сварки по гибридной технологии</a>
Сварочный агрегат для сварки двух рельсов пути и способ сварки
Номер патента: 8316
Опубликовано: 27.04.2007
Автор: Мюллайтнер Хайнц
МПК: E01B 11/50, C21D 9/50
Метки: сварки, рельсов, сварочный, двух, пути, способ, агрегат
Формула / Реферат:
1. Сварочный агрегат (1) для сварки двух рельсов (2) пути (3), состоящий из устройства (5) управления, двух половин (4), установленных с возможностью перемещения посредством обжимных цилиндров (7) в продольном направлении (6) рельсов и содержащих предусмотренные для прижатия к рельсам (2) зажимные колодки (8), и срезающего ножа (9) для срезания сварочного грата (11) со сварного стыка (12), отличающийся тем, что на одной половине (4) агрегата...
Способ и устройство для соединения труб на нефтяных месторождениях
Номер патента: 3755
Опубликовано: 28.08.2003
Авторы: Блиольт Алан Эдгар Джон, Лоз Марк Сет, Камминг Френсис Александр
МПК: B23K 13/02
Метки: соединения, нефтяных, способ, труб, устройство, месторождениях
Формула / Реферат:
1. Способ соединения труб на нефтяных месторождениях, содержащий операции установки массы сварочного материала (16) между расположенными вблизи поверхностями концов пары металлических труб (3, 4), применяемых на нефтяном месторождении и подлежащих соединению, размещения сварочного устройства вблизи указанных поверхностей концов, причем это устройство имеет внутреннюю оправку (1), внешние зажимы (11, 12) и механизмы уплотнения (5, 6, 17),...
Устройство для соединения труб и способ его изготовления
Номер патента: 2566
Опубликовано: 27.06.2002
Автор: Кнаудер Йозеф
МПК: F16L 21/02
Метки: изготовления, соединения, труб, способ, устройство
Формула / Реферат:
1. Устройство для соединения труб, имеющее а) трубчатую муфту (10), которая выполнена из армированной стекловолокном пластмассы, и б) уплотнение (12), которым изнутри покрыта указанная муфта (10) и которое выполнено из упругого материала, при этом в) на каждом осевом конце указанное уплотнение (12) имеет, по меньшей мере, по одному выступающему радиально внутрь относительно муфты уплотнительному усу (14.1, 14.2), отличающееся тем, что г)...
Способ соединения расширяемых труб
Номер патента: 6464
Опубликовано: 29.12.2005
Авторы: Андерсон Марк Вильсон, Фоллебрегт Ян Эрик, Зейслинг Дюрре Ханс, Димитриадис Клистенис, Коул Энтони Томас, Ден Бур Йоханнис Йосефус
МПК: B23K 13/00
Метки: способ, расширяемых, труб, соединения
Формула / Реферат:
1. Способ соединения расширяемых труб и расширения соединенных труб, в котором соединяют трубы и расширяют соединенные трубы в радиальном направлении, отличающийся тем, что упомянутые трубы соединяют с помощью кузнечной сварки при одновременном обдуве нагретых концов труб восстановительным газом в течение по меньшей мере части операции кузнечной сварки для удаления с концов упомянутых труб, свариваемых кузнечной сваркой, оксидов и ограничения...
Устройство для аморфного соединения труб
Номер патента: 1073
Опубликовано: 30.10.2000
Авторы: Ян Михаель, Питрас Бернд-Георг
МПК: B23K 13/02
Метки: соединения, аморфного, устройство, труб
Формула / Реферат:
1. Устройство для аморфного соединения концов труб (110, 111), которые расположены, по существу, соосно друг другу и находятся в атмосфере защитного газа, причем упомянутое устройство содержит рубашку (2, 113, 114), которую при пользовании устройством располагают вокруг сомкнутых друг с другом концов труб, при этом упомянутая рубашка (2, 113, 114) имеет внутреннюю оболочку (7, 117), которая при пользовании устройством определяет собой...
Предыдущий патент: Средство для дезинфекции объектов ветеринарного надзора
Следующий патент: Способ увеличения периода полувыведения изосорбида динитрата при коронарной недостаточности
Случайный патент: Применение 2-[6-(3-аминопиперидин-1-ил)-3-метил-2,4-диоксо-3,4-дигидро-2н-пиримидин-1-илметил]-4-фторбензонитрила