Устройство для соединения труб и способ его изготовления
Формула / Реферат
1. Устройство для соединения труб, имеющее
а) трубчатую муфту (10), которая выполнена из армированной стекловолокном пластмассы, и
б) уплотнение (12), которым изнутри покрыта указанная муфта (10) и которое выполнено из упругого материала, при этом
в) на каждом осевом конце указанное уплотнение (12) имеет, по меньшей мере, по одному выступающему радиально внутрь относительно муфты уплотнительному усу (14.1, 14.2), отличающееся тем, что
г) сопряженные участки поверхностей (10i, 12a) уплотнения (12) и муфты (10) соответственно неразъемно соединены друг с другом сплошным соединением путем химического сшивания.
2. Устройство для соединения труб по п.1, в котором уплотнение (12) выполнено из терполимера этилена с пропиленом и диеном.
3. Устройство для соединения труб по п.1, в котором муфта (10) выполнена из материала на основе, по меньшей мере одного, сложного полиэфира.
4. Устройство для соединения труб по п.1, в котором муфта (10) имеет цилиндрическую внутреннюю поверхность (10i), а уплотнение (12) имеет цилиндрическую наружную поверхность (12a).
5. Устройство для соединения труб по п.1, в котором уплотнительные усы (14.1, 14.2) ориентированы наклонно внутрь навстречу друг другу.
6. Способ изготовления устройства для соединения труб по любому из пп.1-5, заключающийся в том, что
а) наружную поверхность уплотнения подвергают термической обработке до разрыва углеродных цепей материала уплотнения,
б) после этого на наружную поверхность уплотнения при необходимости наносят промотор адгезии или смесь промотора адгезии с материалом муфты,
в) затем на наружную поверхность уплотнения с предварительно нанесенным покрытием накладывают армированную стекловолокном пластмассу с получением муфты и
г) после этого армированную стекловолокном пластмассу полимеризуют под действием тепла до полного ее отверждения.
7. Способ по п.6, в котором уплотнение перед нагревом его наружной поверхности надевают на форму.
8. Способ по п.6, в котором термическую обработку наружной поверхности уплотнения осуществляют ультрафиолетовым или инфракрасным излучением.
9. Способ по п.6, в котором наружную поверхность уплотнения нагревают примерно до 60шС.
10. Способ по п.6, в котором в качестве промотора адгезии наносят полиуретан.
11. Способ по п.7, в котором применяют форму, длина которой больше длины уплотнения.
12. Способ по п.11, в котором применяют форму, на боковой поверхности которой предусмотрена кольцевая выемка под уплотнение и концы которой, выступающие по всей окружности с обеих сторон за концы уплотнения, расположены на одной линии с наружной поверхностью уплотнения.
13. Способ по п.6, в котором применяют форму, на боковой поверхности которой предусмотрена кольцевая выемка под уплотнение, а также под два опорных профиля по обе стороны от уплотнения.
14. Способ по п.6, в котором применяют стальную форму.

Текст
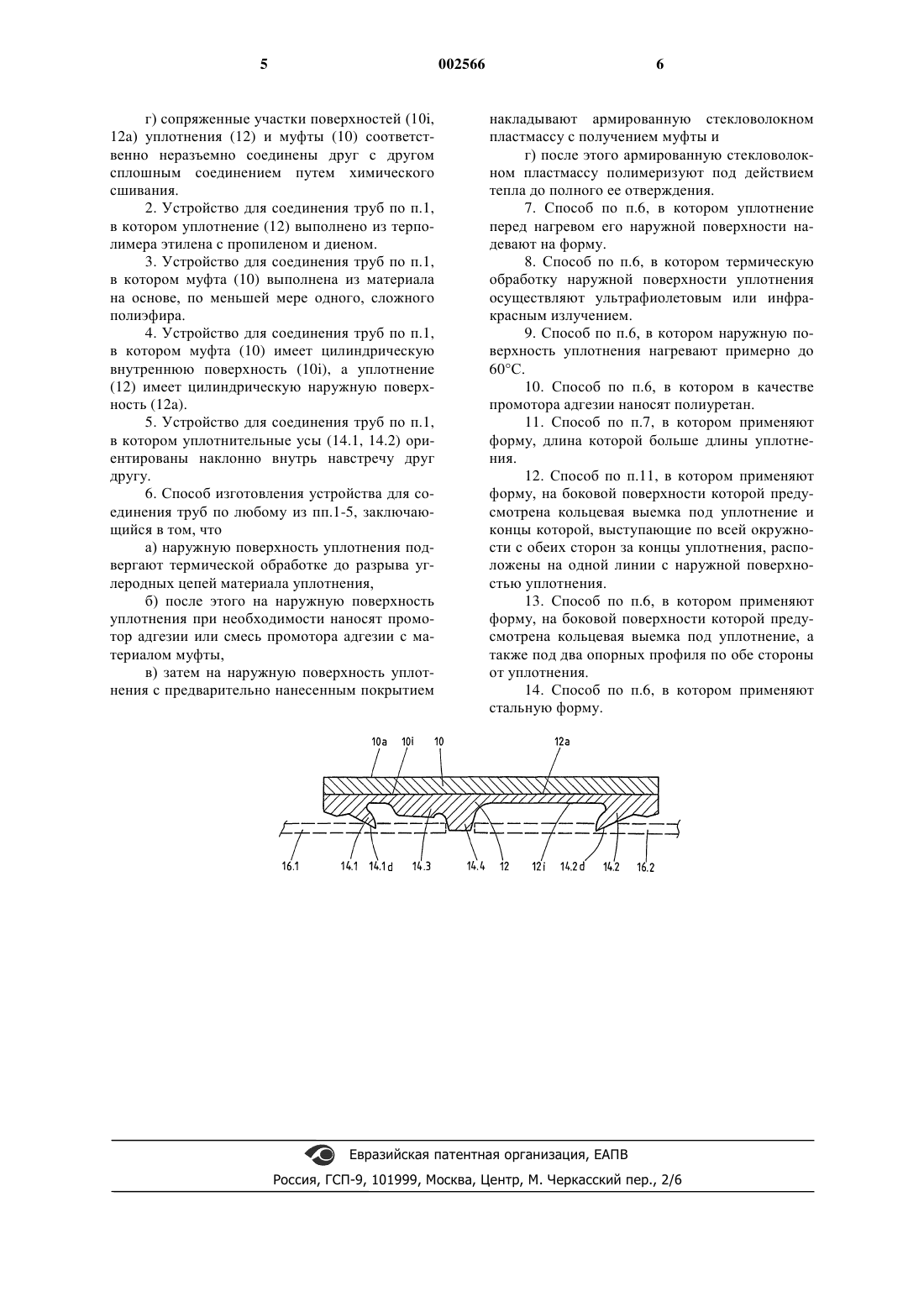
1 Настоящее изобретение относится к устройству для соединения труб, в частности канализационных труб, прежде всего канализационных труб из армированной стекловолокном пластмассы. Устройство для соединения труб такого типа известно из заявки DE 2744739 А 1. Указанная заявка в части, касающейся описания принципиальной конструкции этого устройства для соединения труб и его применения, включена в настоящее описание в качестве ссылки. Известное устройство для соединения труб имеет трубчатую муфту, которая выполнена из армированной стекловолокном пластмассы, и уплотнение, которым изнутри покрыта эта муфта и которое выполнено из упругого материала,при этом на каждом осевом конце уплотнение имеет, по меньшей мере, по одному выступающему радиально внутрь относительно муфты уплотнительному усу. Муфта и уплотнение механически соединены друг с другом с помощью соответствующих сопряженных выступов и углублений, расположенных на внутренней стороне муфты, соответственно на наружной стороне уплотнения. В соответствии с конструкцией подобного устройства для соединения труб технология его изготовления также является сравнительно сложной. Несмотря на наличие множества механических крепежных деталей уплотнение при осевом вдвигании концов труб в устройство постоянно отслаивается от муфты. Исходя из вышеизложенного, в основу настоящего изобретения была положена задача разработать устройство для соединения труб указанного в начале описания типа, которое было бы более простым в изготовлении и которое обеспечивало бы надежное и долговечное соединение уплотнения с муфтой. Основная идея изобретения состоит в том,чтобы заменить сложный профиль граничных поверхностей уплотнения и муфты ровными(непрофилированными) контактными поверхностями, прежде всего цилиндрическими контактными поверхностями. Однако при этом возникает проблема соединения уплотнения с муфтой, поскольку необходимо соединять друг с другом два совершенно различных по своим свойствам материала, применяемых для изготовления муфты и уплотнения соответственно. Муфту обычно выполняют из твердого, жесткого материала, тогда как уплотнение изготавливают из упругого материала типа резины. Муфту можно изготавливать, например, из армированной стекловолокном пластмассы, в частности из полиэфирных стеклопластиков (с различными добавками и наполнителями), а в качестве материала для изготовления уплотнения можно использовать, например, каучук или каучукоподобные материалы типа тройного со 002566(СКЭПТ). В настоящее время на рынке не имеется ни одного клея или промотора адгезии, которые обеспечивали бы надежное и долговечное соединение столь различных материалов. Предлагаемое в изобретении решение основано на том факте, что соответствующее соединение можно обеспечить химическим сшиванием сопряженных участков поверхностей уплотнения и муфты, и поэтому объектом настоящего изобретения в самом общем варианте его выполнения является устройство для соединения труб, имеющее трубчатую муфту, которая выполнена из армированной стекловолокном пластмассы, и уплотнение, которым изнутри покрыта указанная муфта и которое выполнено из упругого материала, при этом на каждом осевом конце указанное уплотнение имеет, по меньшей мере, по одному выступающему радиально внутрь относительно муфты уплотнительному усу, и сопряженные участки поверхностей уплотнения и муфты соответственно неразъемно соединены друг с другом сплошным соединением путем химического сшивания. При этом уплотнение может быть выполнено из указанного СКЭПТ, а муфта - из ненасыщенного сложного полиэфира (с соответствующими добавками и наполнителями). В одном из предпочтительных вариантов муфта имеет цилиндрическую внутреннюю поверхность, а уплотнение имеет цилиндрическую наружную поверхность, хотя вышеописанное химическое сшивание можно, как очевидно,проводить и на поверхностях, имеющих иную форму. Химическое сшивание можно осуществлять различными методами, например термической обработкой, прежде всего, цилиндрической боковой поверхности уплотнения с последующим ее заключением в своего рода обертку из ненасыщенного сложного полиэфира с получением муфты. Предлагаемый способ изготовления устройства для соединения труб вышеописанного типа в самом общем варианте заключается в том, что наружную поверхность уплотнения подвергают термической обработке до разрыва углеродных цепей материала уплотнения,после этого на наружную поверхность уплотнения наносят промотор адгезии или смесь промотора адгезии с материалом муфты,затем на наружную поверхность уплотнения с предварительно нанесенным покрытием накладывают армированную стекловолокном пластмассу с получением муфты и после этого армированную стекловолокном пластмассу полимеризуют под действием тепла до полного ее отверждения. 3 При склеивании уплотнение перед нагревом его наружной поверхности целесообразно надевать на форму, например на оправку. Термическую обработку (нагрев) наружной поверхности уплотнения можно осуществлять, например, ультрафиолетовым или инфракрасным излучением, при этом наружная поверхность уплотнения должна нагреваться до температуры примерно 60 С. Между муфтой и уплотнением можно помещать промотор адгезии или смесь промотора адгезии с материалом муфты, что способствует более эффективному сшиванию материала уплотнения с материалом муфты. При этом в качестве промотора адгезии можно использовать, например, полиуретан,который позволяет вновь соединить разорванные в результате термической обработки углеродные цепи материала уплотнения. Для изготовления устройства для соединения труб можно использовать форму, длина которой больше длины уплотнения, если муфта должна с торцов окантовывать уплотнение. При этом можно использовать форму, на боковой поверхности которой предусмотрена кольцевая выемка под уплотнение и концы которой, выступающие по всей окружности с обеих сторон за концы уплотнения, расположены на одной линии с наружной поверхностью уплотнения. Такая форма позволяет получить муфту, длина которой больше длины уплотнения. Однако можно использовать также форму,длина выемки в которой превышает длину уплотнения, что позволяет, например, дополнительно установить по обе стороны от уплотнения опорные профили, впоследствии также закрываемые муфтой. В качестве материала для изготовления формы пригодна, например, сталь. С целью исключить повреждение упомянутых выше уплотнительных усов предварительно собранного уплотнения перед надеванием уплотнения на форму на нее можно надеть опорное кольцо соответствующей сопряженной формы, как это известно из DE 2744739 А 1. Другие предпочтительные варианты выполнения изобретения и его отличительные особенности представлены в зависимых пунктах формулы изобретения, а также в последующем описании. Ниже изобретение более подробно рассмотрено на примере одного из вариантов его выполнения со ссылкой на прилагаемый чертеж,на котором предлагаемое в изобретении устройство для соединения труб показано в продольном разрезе. На чертеже позицией 10 обозначена муфта,выполненная из армированной стекловолокном пластмассы (сложного полиэфира), а позицией 12 обозначено соответствующее уплотнение,выполненное из СКЭПТ. Муфта 10 имеет ци 002566 4 линдрические внутреннюю 10i и наружную 10 а поверхности. Уплотнение 12 имеет цилиндрическую наружную поверхность 12 а и профилированную внутреннюю поверхность 12i. Как показано на чертеже, с каждого из концов уплотнения 12 выполнено по уплотнительному усу 14.1, соответственно 14.2, при этом указанные уплотнительные усы 14.1, 14.2 ориентированы наклонно внутрь навстречу друг другу. Между уплотнительными усами 14.1, 14.2 уплотнение 12 имеет участок 14.3, толщина материала на котором больше по сравнению со смежными участками уплотнения, проходящими в сторону уплотнительных усов 14.1, 14.2. От утолщенного участка 14.3 практически радиально внутрь выступает уплотнительное ребро 14.4, которое в показанном на чертеже ненагруженном состоянии радиально выступает за концы уплотнительных усов 14.1, 14.2. Наружная поверхность 12 а уплотнения 12 химически сшита с внутренней поверхностью 10i муфты 10 путем термической обработки с помещением между этими поверхностями промотора адгезии, в результате чего образуется сплошное неразъемное соединение уплотнения 12 с муфтой 10, обеспечивающее абсолютно надежное сцепление уплотнения 12 с муфтой 10, которое необходимо, например, при вдвигании соответствующих концов труб, показанных на чертеже прерывистой линией, в предлагаемое устройство для соединения труб. При вдвигании соединяемых труб 16.1, 16.2 с разных концов устройства навстречу друг другу они прежде всего отжимают соответствующие уплотнительные усы 14.1, соответственно 14.2 аксиально внутрь и радиально наружу, в результате чего уплотняющие поверхности 14.1d, 14.2d последних плотно прижимаются к наружной поверхности трубы 16.1, соответственно 16.2. Трубы 16.1, 16.2 вставляют в предлагаемое устройство, проталкивая их навстречу друг другу, до тех пор, пока их торцовые поверхности не упрутся с обеих сторон в уплотнительное ребро 14.4. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Устройство для соединения труб,имеющее а) трубчатую муфту (10), которая выполнена из армированной стекловолокном пластмассы, и б) уплотнение (12), которым изнутри покрыта указанная муфта (10) и которое выполнено из упругого материала, при этом в) на каждом осевом конце указанное уплотнение (12) имеет, по меньшей мере, по одному выступающему радиально внутрь относительно муфты уплотнительному усу (14.1, 14.2),отличающееся тем, что г) сопряженные участки поверхностей (10i,12a) уплотнения (12) и муфты (10) соответственно неразъемно соединены друг с другом сплошным соединением путем химического сшивания. 2. Устройство для соединения труб по п.1,в котором уплотнение (12) выполнено из терполимера этилена с пропиленом и диеном. 3. Устройство для соединения труб по п.1,в котором муфта (10) выполнена из материала на основе, по меньшей мере одного, сложного полиэфира. 4. Устройство для соединения труб по п.1,в котором муфта (10) имеет цилиндрическую внутреннюю поверхность (10i), а уплотнение(12) имеет цилиндрическую наружную поверхность (12a). 5. Устройство для соединения труб по п.1,в котором уплотнительные усы (14.1, 14.2) ориентированы наклонно внутрь навстречу друг другу. 6. Способ изготовления устройства для соединения труб по любому из пп.1-5, заключающийся в том, что а) наружную поверхность уплотнения подвергают термической обработке до разрыва углеродных цепей материала уплотнения,б) после этого на наружную поверхность уплотнения при необходимости наносят промотор адгезии или смесь промотора адгезии с материалом муфты,в) затем на наружную поверхность уплотнения с предварительно нанесенным покрытием 6 накладывают армированную стекловолокном пластмассу с получением муфты и г) после этого армированную стекловолокном пластмассу полимеризуют под действием тепла до полного ее отверждения. 7. Способ по п.6, в котором уплотнение перед нагревом его наружной поверхности надевают на форму. 8. Способ по п.6, в котором термическую обработку наружной поверхности уплотнения осуществляют ультрафиолетовым или инфракрасным излучением. 9. Способ по п.6, в котором наружную поверхность уплотнения нагревают примерно до 60 С. 10. Способ по п.6, в котором в качестве промотора адгезии наносят полиуретан. 11. Способ по п.7, в котором применяют форму, длина которой больше длины уплотнения. 12. Способ по п.11, в котором применяют форму, на боковой поверхности которой предусмотрена кольцевая выемка под уплотнение и концы которой, выступающие по всей окружности с обеих сторон за концы уплотнения, расположены на одной линии с наружной поверхностью уплотнения. 13. Способ по п.6, в котором применяют форму, на боковой поверхности которой предусмотрена кольцевая выемка под уплотнение, а также под два опорных профиля по обе стороны от уплотнения. 14. Способ по п.6, в котором применяют стальную форму.
МПК / Метки
МПК: F16L 21/02
Метки: способ, устройство, соединения, труб, изготовления
Код ссылки
<a href="https://eas.patents.su/4-2566-ustrojjstvo-dlya-soedineniya-trub-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Устройство для соединения труб и способ его изготовления</a>
Устройство для аморфного соединения труб
Номер патента: 1073
Опубликовано: 30.10.2000
Авторы: Ян Михаель, Питрас Бернд-Георг
МПК: B23K 13/02
Метки: устройство, труб, аморфного, соединения
Формула / Реферат:
1. Устройство для аморфного соединения концов труб (110, 111), которые расположены, по существу, соосно друг другу и находятся в атмосфере защитного газа, причем упомянутое устройство содержит рубашку (2, 113, 114), которую при пользовании устройством располагают вокруг сомкнутых друг с другом концов труб, при этом упомянутая рубашка (2, 113, 114) имеет внутреннюю оболочку (7, 117), которая при пользовании устройством определяет собой...
Устройство для аморфного соединения труб
Номер патента: 1111
Опубликовано: 30.10.2000
Автор: Пиетрас Бернд-Георг
МПК: B23K 20/02
Метки: устройство, аморфного, труб, соединения
Формула / Реферат:
1. Устройство для аморфного соединения труб, содержащее зажимной механизм, предназначенный для удерживания пары труб, концы которых предстоит соединить между собой, по существу, в соосном положении друг относительно друга, приспособление для механической обработки, содержащее корпус с парой смещенных друг относительно друга в осевом направлении режущих блоков, выполненных с возможностью подготовки примыкающих друг к другу концов соединяемых труб...
Способ и устройство для испытания стыка, образованного соединением двух труб
Номер патента: 1130
Опубликовано: 30.10.2000
Авторы: Холлингсворт Джимми Лоренс, Питрас Бернд-Георг
МПК: G01N 3/00
Метки: двух, устройство, испытания, труб, образованного, стыка, соединением, способ
Формула / Реферат:
1. Способ испытания стыка (114, 214), образованного соединением двух труб (101, 102, 201, 202), содержащий стадии a) закрепления одной из труб (101, 201); b) приложения силы для смещения другой из труб (102, 202) относительно первой трубы (102, 202); и c) устранения воздействия силы; отличающийся тем, что способ дополнительно содержит стадию d) сравнения конечного положения другой трубы (102, 202) с положением, которое она занимала перед...
Устройство для изготовления ковкой цельной заготовки и способ изготовления кованой шестерни(варианты)

Номер патента: 339
Опубликовано: 29.04.1999
Автор: Дауэрти Майкл С.
МПК: B21K 1/30
Метки: способ, заготовки, ковкой, кованой, изготовления, цельной, устройство, шестерни(варианты
Формула / Реферат:
1. Устройство для изготовления ковкой цельной заготовки (16), имеющей головную часть (16А) и хвостовую часть (98) для получения кованой шестерни (90), имеющей головную часть (92) со сложной конфигурацией, содержащее a) первую матрицу (22, 122) и вторую матрицу (80, 180), отличающееся тем, что первая и вторая матрицы (22, 122, 80, 180) выполнены с возможностью перемещения относительно друг друга, причем первая матрица (22, 122) имеет зубчатую...
Устройство очистки и смазки резьбы, в особенности для буровых труб
Номер патента: 2429
Опубликовано: 25.04.2002
Автор: Гьесет Йон Арне
МПК: E21B 12/06
Метки: смазки, резьбы, труб, особенности, устройство, очистки, буровых
Формула / Реферат:
1. Устройство очистки и смазки резьбы, в особенности резьбы на свинчиваемых друг с другом трубах, таких как бурильные трубы (34, 34', 34") и обсадные трубы, отличающееся тем, что устройство для очистки и смазки содержит сопловую головку, в основном корпусе (10) которой выполнены питающие проходы, или каналы (18, 18'), каждый из которых сообщается с соответствующей ему внутренней кольцевой полостью (14, 14') для индивидуальной подачи...
Предыдущий патент: Способ понижения высоты и уменьшения энергии волн в глубоком водоеме, при обрушении в него оползневого массива
Следующий патент: Упаковочный лоток и способ его изготовления и применения
Случайный патент: Замещенные пиридоны, их применение, композиция и способ ингибирования тромботических состояний и способы профилактики и лечения