Коробка с линиями сгиба, а также способ и устройство для ее изготовления
Формула / Реферат
1. Коробка с двумя образующими поверхность дна и соответственно крышки концевыми элементами (4, 5) и боковой поверхностью с ребрами (1), образованными линиями сгиба (14), причем боковая поверхность (2) коробки имеет круглое поперечное сечение с обоих концов и многоугольное поперечное сечение в своей центральной области, отличающаяся тем, что многоугольное поперечное сечение в центральной области выполнено максимально десятиугольным, предпочтительно шестиугольным или восьмиугольным.
2. Коробка по п.1, отличающаяся тем, что, по крайней мере, один из двух концевых элементов (4, 5) герметично соединен с боковой поверхностью (2) коробки, например закатан, отбортован, приклеен или термоприварен, или сформирован в виде вставной или накидной крышки.
3. Коробка по п.1 или 2, отличающаяся тем, что плоский уплотнительный элемент (11), в частности бумажная или алюминиевая мембрана, в одной из двух концевых областей герметично соединен по окружности с внутренней стороной (12) боковой поверхности (2) коробки, например термоприварен или приклеен.
4. Коробка по любому из пп.1-3, отличающаяся тем, что боковая поверхность (2) коробки имеет меньший на 0,5-1 мм размер диаметра внутренней окружности, чем размер диаметра окружности концевого элемента (5), вступающего в зацепление.
5. Коробка по любому из пп.1-4, отличающаяся тем, что боковая поверхность (2) коробки сделана из одного куска бумаги и/или картона, который покрыт синтетическим материалом и/или алюминием.
6. Способ изготовления коробки по п.1, в котором представлена боковая поверхность (2) коробки с параллельно проходящими к оси коробки ребрами (1), которая замкнута по окружности, предварительно многоугольно сложена, распрямлена и сначала формуется в отверстии в форме окружности и оснащается круглым первым концевым элементом (4), далее после заполнения коробки боковая поверхность (2) коробки также формуется в отверстии с другого конца в форме окружности и оснащается круглым вторым концевым элементом (5), отличающийся тем, что боковая поверхность (2) коробки с круглым поперечным сечением выполняется максимально десятиугольной, предпочтительно шестиугольной или восьмиугольной, а круглая форма достигается посредством натягивания боковой поверхности (2) коробки на цилиндрическую фасонную оправку (3), которая после соединения с первым концевым элементом (4) снова извлекается, и/или посредством подведения снаружи по крайней мере двух фасонных полуматриц (6).
7. Способ по п.6, отличающийся тем, что устройство (7) предварительного формирования, в частности фасонная оправка (3), предусмотрена так, что боковая поверхность (2) коробки предварительно формуется с одного конца и/или с другого конца для последующих этапов процесса, например предварительно отбортовывается.
8. Способ по п.6 или 7, отличающийся тем, что первый (4) и/или второй (5) концевые элементы герметично соединяются посредством первого или второго закрывающего устройства (9) с боковой поверхностью (2), например закатываются, отбортовываются или термопривариваются.
9. Способ по п.8, отличающийся тем, что первое и/или второе закрывающее устройство (9) давит в радиальном направлении с внутренней или внешней стороны первого (4) или второго (5) концевого элемента.
10. Способ по любому из пп.6-9, отличающийся тем, что перед соединением первого (4) или второго (5) концевого элемента плоский уплотнительный элемент (11) герметично соединяется в одной из двух цилиндрических концевых областей боковой поверхности коробки с ее внутренней поверхностью (12), например термосваривается или приклеивается.
11. Устройство для изготовления коробки согласно способу по любому из пп.6-10, отличающееся тем, что оно имеет фасонную оправку (3) цилиндрической формы, которая снабжена на своем торце заходным конусом (13) для боковой поверхности (2) коробки.
12. Устройство по п.11, отличающееся тем, что фасонная оправка (3) относительно устройства имеет свободу вращения вокруг своей оси.
13. Устройство по п.11 или 12, отличающееся тем, что устройство (7) предварительного формования расположено на фасонной оправке (3), посредством которого боковая поверхность (2) коробки с одного и/или с другого конца может предварительно формоваться, например отбортовываться, для последующих этапов процесса.

Текст
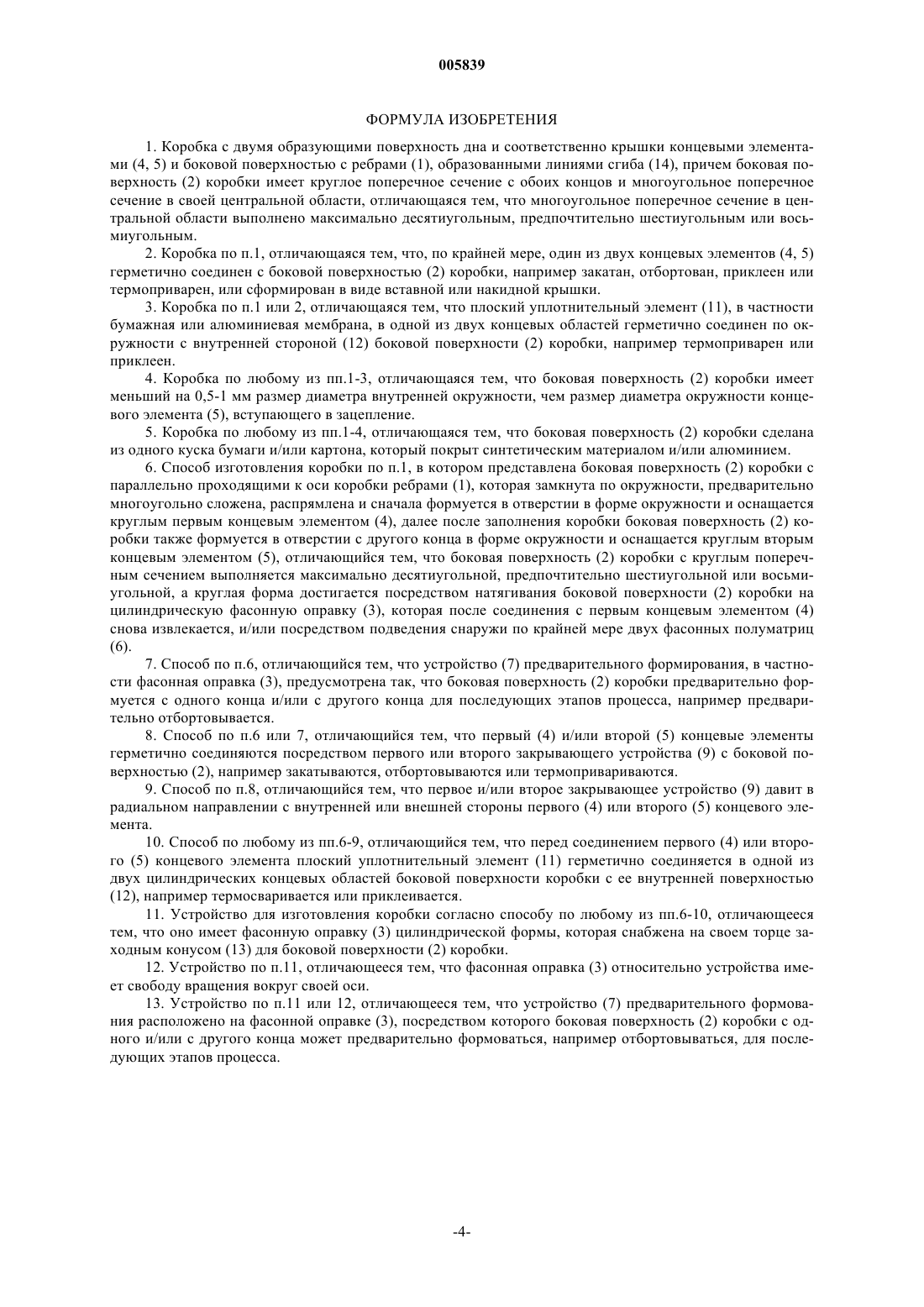
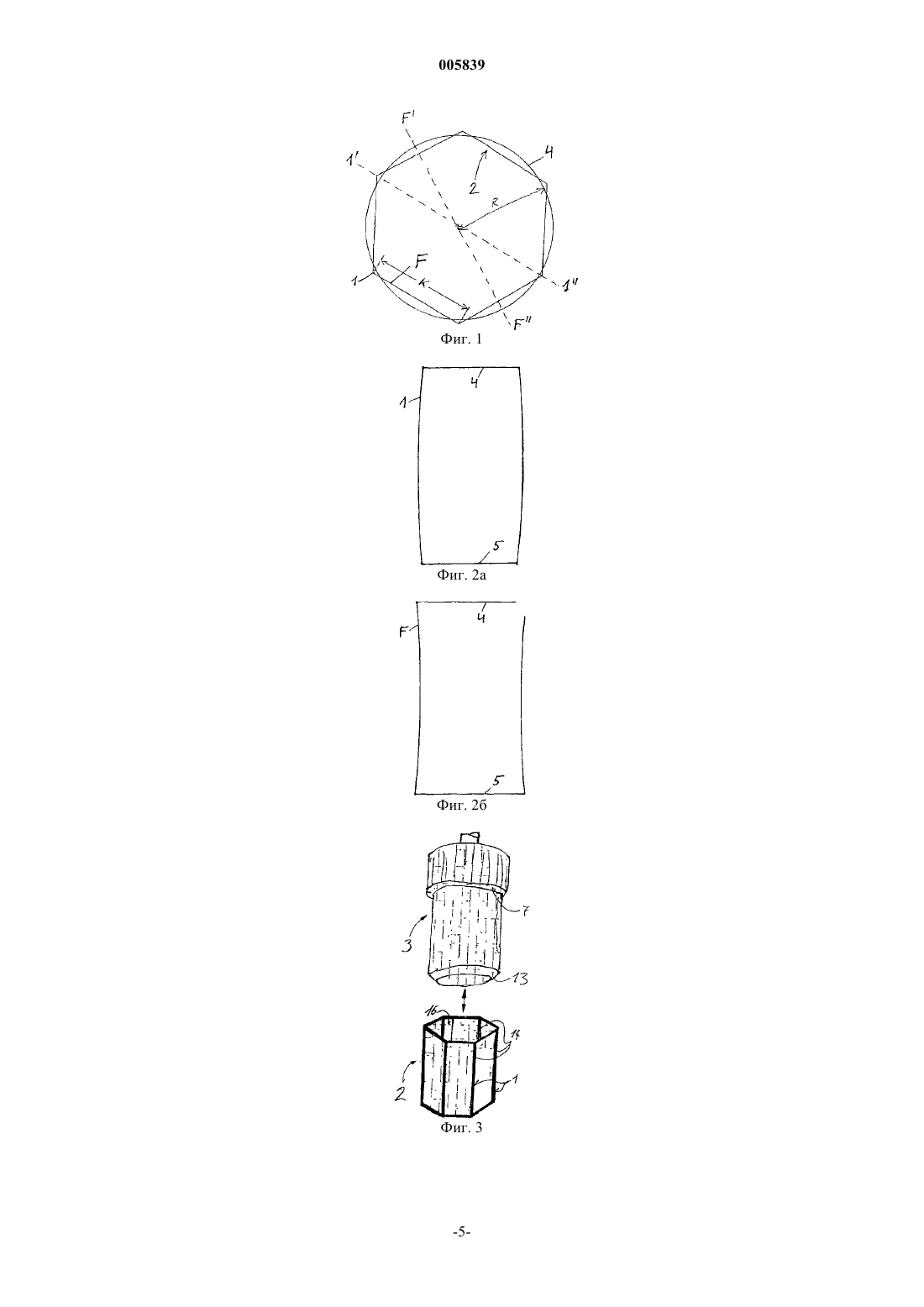
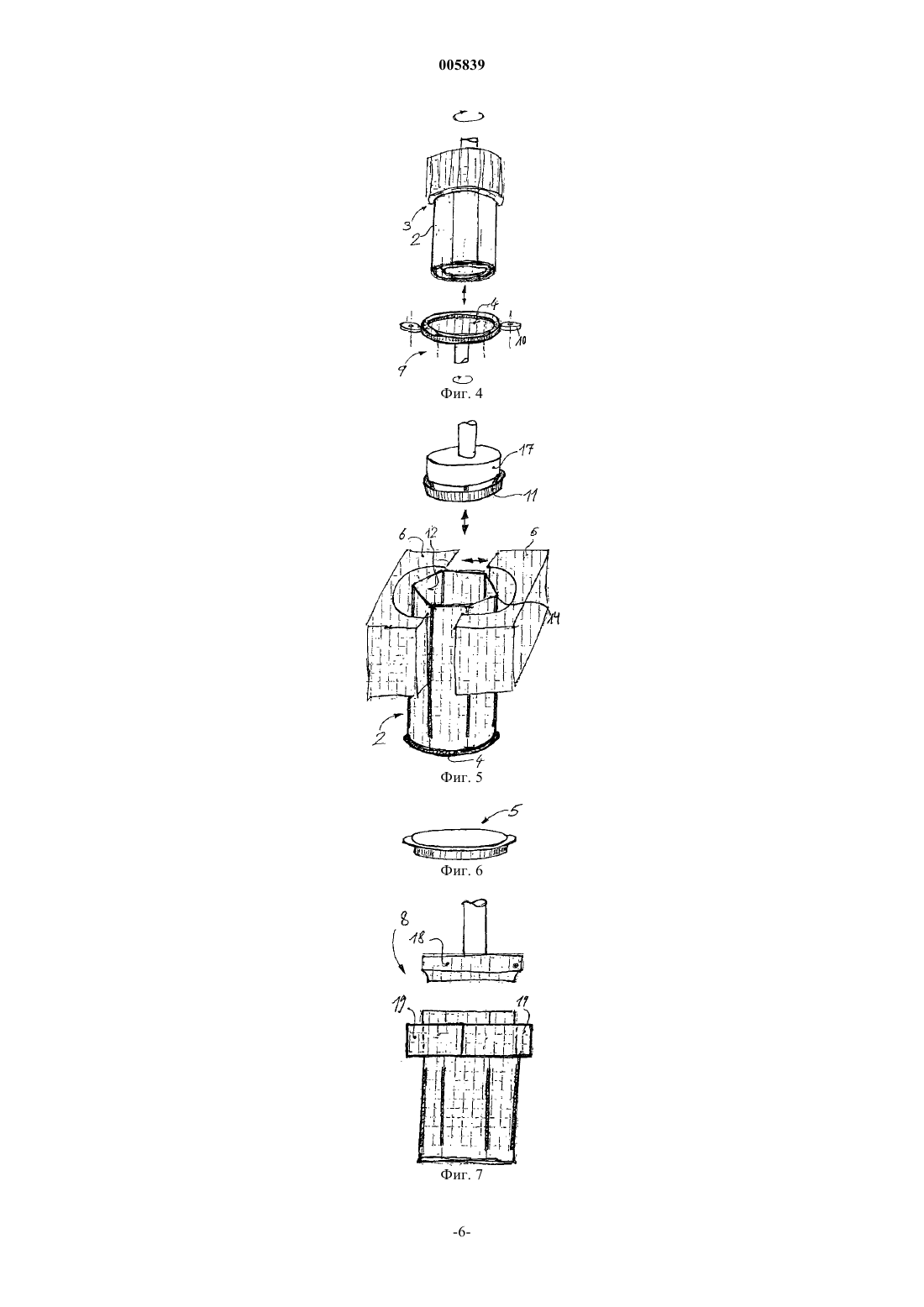
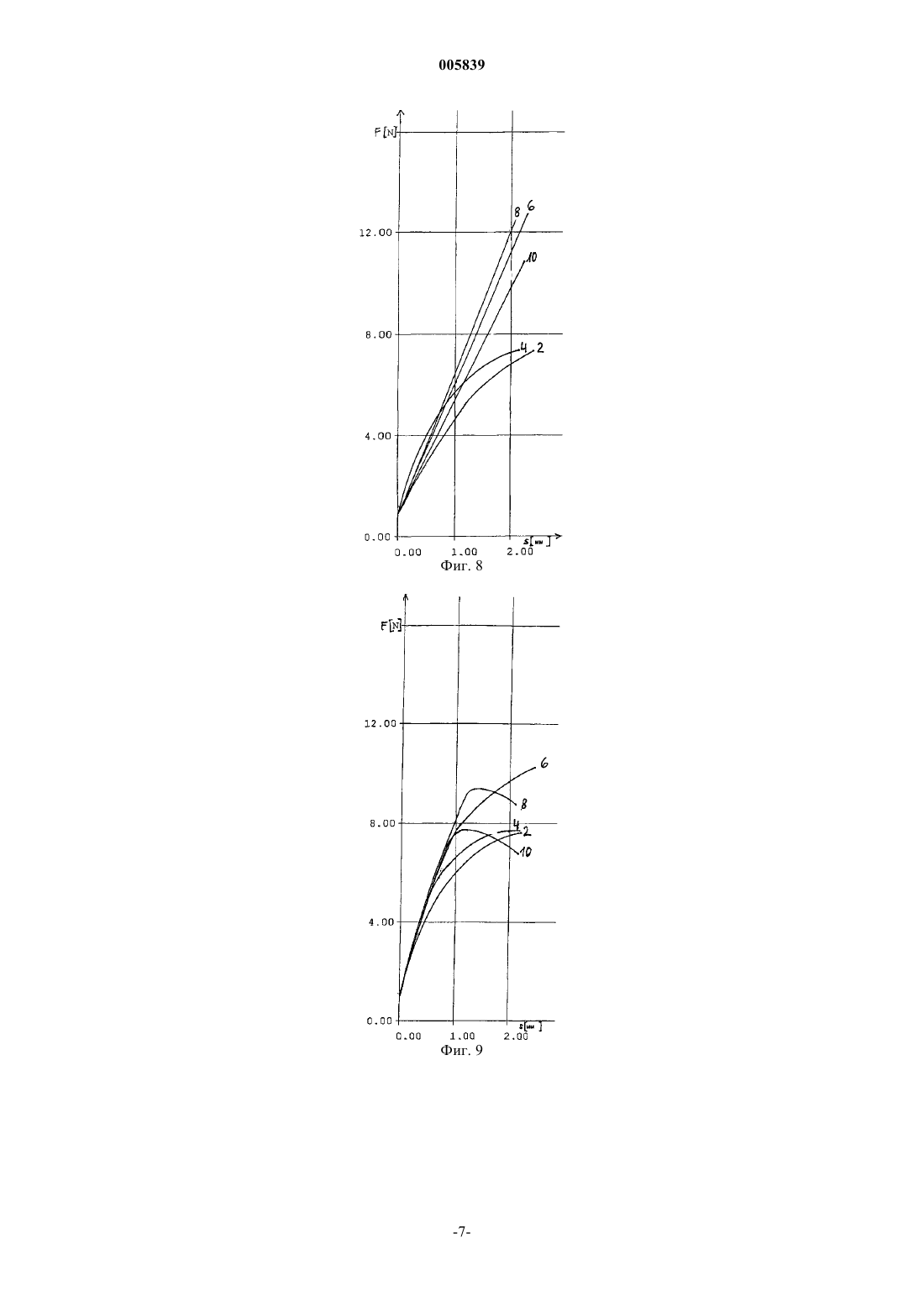
005839 Изобретение относится к коробке согласно родовому понятию п.1 формулы изобретения, а также к способу и устройству для изготовления данной коробки согласно пп.6 и 13 соответственно. Известно, что транспортирование к пункту заполнения и складское хранение на пункте заполнения пустых коробок обусловлены значительными издержками. Эти затраты, связанные с логистикой, заметно снижаются, если коробка собирается на пункте заполнения. Из DE-A1-3110697 известна упаковочная емкость, которая собирается из раскроя упаковочного материала в трехмерную коробку на заполняющей установке. Но при этом трудно достичь необходимой для дальнейшей герметичности точности стыка или совмещения в области обоих открытых концов боковой поверхности; с другой стороны, цилиндрические коробки с боковой поверхностью из плоского листа картона не обладают требуемой пользователем стабильностью захвата. Из WO 98/03403 известны многоугольные коробки с предварительно изготовленными боковыми поверхностями. Однако эта концепция коробки, предпочтительная, в частности, для мелкосерийного и среднесерийного производства, практически не применяется на практике, так как необходимы дополнительные затраты на обработку и уплотнение многоугольных концевых элементов. Барабаноподобная емкость с наличием большого количества вертикальных линий сгиба на боковой поверхности коробки описана в US-A-3712530. Такого рода емкость хотя и удовлетворяет желаемому требованию малого объема боковой поверхности в сложенном состоянии, но при этом использует дорогостоящую конструкцию крышки, кроме того, барабан может вращаться, что не улучшает жесткость по сравнению с коробками, не имеющими линий сгиба. Следующий вариант бочкообразной емкости с многоугольным поперечным сечением и круглыми дном и крышкой описывается в US-А-2989219, причем задача раскрытого в нем изобретения, в первую очередь, состоит в том, чтобы найти надежную конструкцию крышки, пригодную для больших емкостей. В свою очередь, в US-A-5778639 описываются способ и устройство, с помощью которых упаковка не с круглым поперечным сечением оснащается круглым дном. Поэтому задачей настоящего изобретения является устранение недостатков уровня техники. Так,должна предлагаться коробка, при использовании которой затраты на транспорт и складирование пустых коробок сохраняются малыми, обеспечивается применение стандартных круглых крышек и улучшаются жесткость и соответственно стабильность захвата боковой поверхности наполненной коробки. Эта задача решается впервые посредством отличительных признаков п.1 формулы изобретения. Дальнейшие предпочтительные или альтернативные развития изобретения, в частности также способ и устройство для изготовления соответствующей изобретению коробки, описаны в отличительной части других пунктов формулы изобретения. Если в связи с изобретением речь идет о круглой форме, то под этим необходимо понимать и небольшие отклонения от правильной круглой формы, например эллипсы с незначительной разностью длин полуосей. Коробки с круглыми концевыми частями имеют ряд преимуществ. К одним преимуществам относят возможность использования стандартизированных, имеющих круглую форму концевых или уплотняющих элементов, и, прежде всего, существующих запечатывающих машин. К другим - то, что уплотнить круглые отверстия известным образом технологически дешевле. При ручном захвате коробки на боковую поверхность коробки воздействуют направленные по существу перпендикулярно к оси коробки усилия сжатия, которые коробка должна выдержать. Если же коробка состоит из двух круглых концевых элементов и боковой поверхности, которая изготовлена из элемента соединения гладкой бумаги и/или картона, то в этом случае стабильность формы не является удовлетворительной. В известном способе стабильность формы плоскостного тела при вертикальном распределении усилия сжатия после определенной величины усилия больше не выдерживается. Так возникают изгибы и выпуклости. В противоположность этому, стабильность формы значительно улучшается у плоскостного тела, оснащенного ребрами. Изгибы и выпуклости проявляются лишь в случае значительно больших усилий сжатия. Также известно, что посредством предусмотренной линии сгиба необходимая для деформации плоскостного, изготовленного, в частности, из бумаги и/или картона тела работа изгиба значительно уменьшается. Поэтому изгиб тела происходит преимущественно по линии сгиба, благодаря чему в области линии сгиба образуется ребро. Изобретение основывается на положении, что замкнутая по окружности боковая поверхность, которая изготовлена из бумаги и/или картона и соединяет друг с другом два круглых концевых элемента,самостоятельно образует ребра, если боковая поверхность коробки по периметру оснащена вертикальными линиями сгиба. Отдельные сегменты между линиями сгиба изгибаются внутрь, вынуждаемые на обоих концах концевых элементов круговым поперечным сечением, а ребра, образованные линиями сгиба, изгибаются наружу. Благодаря этому определенно улучшается стабильность коробки, в частности, в области ручного захвата. С применением соответствующей изобретению коробки традиционные толщины стенок из плоской бумаги и/или картона могут быть уменьшены более чем на половину. Таким образом, обеспечена легкая,-1 005839 не требующая больших затрат энергии, экологически чистая, стабильная, изготовленная со стандартизированной крышкой на общеприменяемом стандартизированном оборудовании коробка. Сильно уменьшенные толщины стенок имеют также преимущество при необходимости немеченого, герметичного соединения боковой поверхности коробки с двумя концевыми элементами. Улучшенная жесткость и соответственно стабильность захвата соответствующей изобретению коробки могут подтверждаться измерениями. Выяснено, что в случае стандартного размера коробки с высотой 120 мм и диаметром 73 мм максимальное повышение может быть достигнуто у шести- и восьмиугольной боковой поверхности коробки, в то время как для случаев с одной стороны с двумя или четырьмя и соответственно с другой стороны с десятью и двенадцатью линиями сгиба и соответственно ребрами кривая хода усилия уже близка к таковой у круглой коробки. В способе изготовления согласно изобретению, например, окружная замкнутая, многоугольная,предварительно сложенная боковая поверхность коробки формуется на круглой фасонной оправке, благодаря чему предварительно сложенная многоугольная коробка принимает цилиндрическую форму. Край коробки без затруднений может быть соединен со стандартизированным круговым концевым элементом посредством традиционного оборудования. Далее изобретение описывается более подробно на примере шестиугольной коробки и с помощью чертежей. Одинаковые детали в различных вариантах осуществления, которые выполняют одни и те же функции, снабжены одинаковыми позициями и символами. На чертежах показано следующее: фиг. 1 - вид сверху крышки, установленной на отверстие открытой шестиугольной боковой поверхности; фиг. - 2 а и 2 б: продольные сечения вдоль линии 1'-1 и F'-F согласно фиг. 1; фиг. 3 - цилиндрическая фасонная оправка вертикально над распрямленной боковой поверхностью коробки гексагональной формы в перспективе; фиг. 4 - натянутая на фасонную оправку боковая поверхность над закрывающим устройством в перспективе; фиг. 5 - плоскостной уплотнительный элемент над позиционированной между фасонными полуматрицами боковой поверхностью коробки; фиг. 6 - второй концевой элемент; фиг. 7 - круглая, удерживаемая приспособлением, формирующим фланец, боковая поверхность коробки на виде сбоку; фиг. 8-11 - кривые хода усилия для давления на боковую поверхность коробки с многоугольным поперечным сечением. Согласно фиг. 1 стандартный круглый концевой элемент 4, например крышка, с радиусом R располагается концентрично на разложенной шестиугольной боковой поверхности 2 коробки. Длина К ребра данной коробки составляет 2R/6. Если боковой поверхности 2 коробки со стороны отверстия придается круглая форма, например, с помощью прикладывания внешней круговой формы (фасонные полуматрицы 6 на фиг. 5), таким образом, чтобы крышка 4 могла быть посажена на отверстие и/или могла быть накручена на край боковой поверхности (фиг. 4, нижний фрагмент), то в случае закрытой коробки ребра 1 в области крышки 4 втягиваются внутрь. Это неизбежно ведет к тому, что ребра 1 в середине высоты коробки между обеими крышками 4, 5 незначительно выступают наружу, т.е. их форма относительно оси коробки является слегка выгнутой наружу (фиг. 2 а). В противоположность этому, шесть поверхностей F боковой поверхности 2 выдавливаются соответственно наружу в области обеих крышек 4, 5, что неизбежно ведет к тому, что поверхности F в середине высоты коробки незначительно втягиваются вовнутрь между обеими крышками 4, 5, т.е. их форма относительно оси коробки слегка изгибается вовнутрь, и вместе с этим натягиваются (фиг. 2 б). Оба этих обстоятельства ведут к неожиданному увеличению жесткости и стабильности захвата коробки. На фиг. 3 показана фасонная оправка 3, которая позиционирована вертикально над боковой поверхностью 2 коробки. Предварительно изготовленная, замкнутая по окружности, снабженная линиями сгиба боковая поверхность 2 коробки извлекается из стопки сплющенных боковых поверхностей и посредством совместного сдвига двух противолежащих ребер сгиба выпрямляется в форму гексагональной призмы. Поверхность 2 коробки имеет в данном варианте осуществления шесть выполненных линий сгиба 14 параллельных оси боковой поверхности 2. Линии сгиба 14 образуют в вытянутом состоянии боковой поверхности 2 коробки ребра 1 по всей длине поверхности. Два края изделия из бумаги и/или картона, из которого состоит боковая поверхность 2 коробки, соединены внахлест между собой в области 16 перекрытия. Область 16 перекрытия сплющена до толщины слоя бумаги и/или картона. Хорошо также, если предварительно изготовленная боковая поверхность коробки могла бы иметь два стыковых примыкающих друг к другу края, которые были бы соединены известным способом посредством соединительной полосы. Фасонная оправка 3 имеет в данном случае круговую цилиндрическую форму. Ориентированный к боковой поверхности 2 коробки торец фасонной оправки 3 имеет заходный конус 13. В основании фасонной оправки 3 расположено устройство 7 предварительного формования, посредством которого в-2 005839 случае необходимости производится предварительное формование имеющейся боковой поверхности 2 коробки для последующих этапов процесса. Боковая поверхность 2 коробки натягивается на фасонную оправку 3, одновременно оправка прижимается к боковой поверхности 2 коробки. При этом показанные на фиг. 5 фасонные полуматрицы 6 могут охватывать с боков боковую поверхность 2 коробки на другой концевой области. Фиг. 4 показывает натянутую на фасонную оправку 3 боковую поверхность 2 коробки по фиг. 3 над закрывающим устройством 9, укомплектованным первым концевым элементом, например крышкой 4. Натянутая на фасонную оправку 3 боковая поверхность 2 коробки имеет теперь также цилиндрическую форму. Линии сгиба 14 также прилегают к фасонной оправке и больше не образуют ребер. Закрывающее устройство 9 сформировано здесь в виде традиционного закатывающего устройства. Рядом с не показанным на фиг. 4 зажимом для первого концевого элемента 4 закатывающее устройство 9 имеет две пары роликов 10, из которых видна лишь пара роликов, прижатая снаружи к концевому элементу 4. Теперь цилиндрическая боковая поверхность 2 коробки вставляется в круговой зазор первого концевого элемента 4. Посредством вращения фасонной оправки 3 и зажима относительно пар роликов концевой элемент 4, герметично закрываясь, соединяется с боковой поверхностью 2 коробки. После этого соединенная с одного края с концевым элементом 4 боковая поверхность 2 коробки опять может быть извлечена из закрывающего устройства 9. На фиг. 5 показана боковая поверхность 2 коробки, соединенная одним концом с первым концевым элементом 4, которая другим концом позиционирована между двумя фасонными полуматрицами 6 под известной распорной стойкой 17. Распорная стойка 17 укомплектована здесь уплотнительным элементом 11, например, сделанным в форме алюминиевой мембраны. После наполнения коробки боковая поверхность 2 коробки подвергается промежуточному формообразованию для придания цилиндричности другому концу в области открытого отверстия посредством обоюдного движения фасонных полуматриц 6. После этого уплотнительный элемент 11 устанавливается в области над распорной стойкой 17 и, герметично прилегая, термосваривается с внутренней стенкой 12 боковой поверхности 2. На фиг. 6 показан второй выполненный в форме вставной крышки концевой элемент 5. Вставная крышка после термоприваривания уплотнительного элемента 11 к боковой поверхности 2 коробки может разместиться на другом конце коробки. При этом фасонные полуматрицы 6 уже могут быть снова удалены от боковой поверхности 2 коробки, так как круглое поперечное сечение боковой поверхности 2 коробки уже осуществляет термоприваренный уплотнительный элемент 11. Сохранение круглой формы поперечного сечения может поддерживаться также посредством вставной крышки. Теперь заполненная и снабженная с обоих концов концевыми элементами 4 и 5 коробка имеет вдоль каждой из шести линий сгиба 14 соответствующее ребро, за исключением обеих концевых областей боковой поверхности 2 коробки, контур которого постоянно ярко выражен в центральной области. В центральной области боковая поверхность коробки имеет здесь гексагональное поперечное сечение. В центральной области боковой поверхности 2 коробки, в той ее части, где, как правило, осуществляется ручной захват, коробка при этом имеет наивысшую стабильность захвата. Фиг. 7 показывает альтернативный этап обработки, производимый для другого конца боковой поверхности 2 коробки. Над формирующим фланец устройством 8, которое имеет формовочный пуансон 18 и две ответные матрицы 19, боковая поверхность 2 коробки снабжается круговым фланцем. При этом формирующее фланец устройство 8 может подвергаться нагреву известным способом. На фиг. 8-11 показаны диаграммы изменения усилия при усилии сжатия извне, перпендикулярно оси коробки, действующего на картонную коробку диаметром 73 мм и высотой 120 мм, с толщиной стенок картонной боковой поверхности 0,4 мм и радиусом сгиба 2 мм. На ординатах графиков обозначена сила F в ньютонах, а на абсциссах глубина вдавливания s в миллиметрах. Каждая из кривых обозначена цифрами от 2 до 10, соответствующими количеству линий сгиба (ребер). На фиг. 8 и 9 нанесены кривые средних значений из 8 измерений давления, действующего на коробку на высоте ее среднего сечения, а именно на фиг. 8 на ребра, на фиг. 9 на середины соответствующей плоской поверхности призмы. Примем, что коробка нагружается пуансоном с диаметром 20 мм с начальной нагрузкой 1 Н. Очевидно, что 6- и 8-угольная боковые поверхности коробки имеют самое большое сопротивление изменению формы, по сравнению с ними 10-угольная и 2- и 4-угольные боковые поверхности, которые уже более сильно похожи на цилиндрическую коробку, значительно отстают. Аналогичный результат получается, когда, как представлено на фиг. 10, значения давления измерялись на ребрах на величине 1/4 и 3/4 высоты коробки, или, как представлено на фиг. 11, значения давления измерялись на серединах ребер с пуансоном диаметром 10 мм и с начальной нагрузкой лишь 0,1 Н. Значения еще улучшаются, если коробка имеет меньший размер внутренней окружности на 0,5 до 1 мм по сравнению с окружностью элемента, который входит в захват, так как боковая поверхность коробки должна незначительно расширяться в своем отверстии и при этом сохраняет предварительное напряжение.-3 005839 ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Коробка с двумя образующими поверхность дна и соответственно крышки концевыми элементами (4, 5) и боковой поверхностью с ребрами (1), образованными линиями сгиба (14), причем боковая поверхность (2) коробки имеет круглое поперечное сечение с обоих концов и многоугольное поперечное сечение в своей центральной области, отличающаяся тем, что многоугольное поперечное сечение в центральной области выполнено максимально десятиугольным, предпочтительно шестиугольным или восьмиугольным. 2. Коробка по п.1, отличающаяся тем, что, по крайней мере, один из двух концевых элементов (4, 5) герметично соединен с боковой поверхностью (2) коробки, например закатан, отбортован, приклеен или термоприварен, или сформирован в виде вставной или накидной крышки. 3. Коробка по п.1 или 2, отличающаяся тем, что плоский уплотнительный элемент (11), в частности бумажная или алюминиевая мембрана, в одной из двух концевых областей герметично соединен по окружности с внутренней стороной (12) боковой поверхности (2) коробки, например термоприварен или приклеен. 4. Коробка по любому из пп.1-3, отличающаяся тем, что боковая поверхность (2) коробки имеет меньший на 0,5-1 мм размер диаметра внутренней окружности, чем размер диаметра окружности концевого элемента (5), вступающего в зацепление. 5. Коробка по любому из пп.1-4, отличающаяся тем, что боковая поверхность (2) коробки сделана из одного куска бумаги и/или картона, который покрыт синтетическим материалом и/или алюминием. 6. Способ изготовления коробки по п.1, в котором представлена боковая поверхность (2) коробки с параллельно проходящими к оси коробки ребрами (1), которая замкнута по окружности, предварительно многоугольно сложена, распрямлена и сначала формуется в отверстии в форме окружности и оснащается круглым первым концевым элементом (4), далее после заполнения коробки боковая поверхность (2) коробки также формуется в отверстии с другого конца в форме окружности и оснащается круглым вторым концевым элементом (5), отличающийся тем, что боковая поверхность (2) коробки с круглым поперечным сечением выполняется максимально десятиугольной, предпочтительно шестиугольной или восьмиугольной, а круглая форма достигается посредством натягивания боковой поверхности (2) коробки на цилиндрическую фасонную оправку (3), которая после соединения с первым концевым элементом (4) снова извлекается, и/или посредством подведения снаружи по крайней мере двух фасонных полуматриц(6). 7. Способ по п.6, отличающийся тем, что устройство (7) предварительного формирования, в частности фасонная оправка (3), предусмотрена так, что боковая поверхность (2) коробки предварительно формуется с одного конца и/или с другого конца для последующих этапов процесса, например предварительно отбортовывается. 8. Способ по п.6 или 7, отличающийся тем, что первый (4) и/или второй (5) концевые элементы герметично соединяются посредством первого или второго закрывающего устройства (9) с боковой поверхностью (2), например закатываются, отбортовываются или термопривариваются. 9. Способ по п.8, отличающийся тем, что первое и/или второе закрывающее устройство (9) давит в радиальном направлении с внутренней или внешней стороны первого (4) или второго (5) концевого элемента. 10. Способ по любому из пп.6-9, отличающийся тем, что перед соединением первого (4) или второго (5) концевого элемента плоский уплотнительный элемент (11) герметично соединяется в одной из двух цилиндрических концевых областей боковой поверхности коробки с ее внутренней поверхностью(12), например термосваривается или приклеивается. 11. Устройство для изготовления коробки согласно способу по любому из пп.6-10, отличающееся тем, что оно имеет фасонную оправку (3) цилиндрической формы, которая снабжена на своем торце заходным конусом (13) для боковой поверхности (2) коробки. 12. Устройство по п.11, отличающееся тем, что фасонная оправка (3) относительно устройства имеет свободу вращения вокруг своей оси. 13. Устройство по п.11 или 12, отличающееся тем, что устройство (7) предварительного формования расположено на фасонной оправке (3), посредством которого боковая поверхность (2) коробки с одного и/или с другого конца может предварительно формоваться, например отбортовываться, для последующих этапов процесса.
МПК / Метки
МПК: B31B 17/00, B65D 5/12
Метки: изготовления, также, способ, сгиба, линиями, коробка, устройство
Код ссылки
<a href="https://eas.patents.su/9-5839-korobka-s-liniyami-sgiba-a-takzhe-sposob-i-ustrojjstvo-dlya-ee-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Коробка с линиями сгиба, а также способ и устройство для ее изготовления</a>
Способ и устройство для оптимизации управления процессом, а также контроля за процессом в установке для изготовления макаронных изделий
Номер патента: 4529
Опубликовано: 24.06.2004
Авторы: Зайлер Вернер, Агарвал Мукул, Густер Франц, Брювилер Марсель, Тоблер Ханс
МПК: F26B 21/06
Метки: управления, также, контроля, макаронных, оптимизации, установке, устройство, процессом, способ, изделий, изготовления
Формула / Реферат:
1. Способ оптимизации управления процессом, а также контроля за процессом изготовления макаронных изделий, в частности изготовления длинных или коротких макаронных изделий, при котором сырье интенсивно месят в смесителе/мешалке, и заготовки макаронных изделий, покидающие прессующий шнек (3) в виде влажно-пластичных тестовых жгутов, направляют до окончательной сушки через по-разному нагретые и/или влажные климатические зоны сушилки, а затем...
Коробка для сигарет и складываемая заготовка
Номер патента: 5349
Опубликовано: 24.02.2005
Автор: Лутциг Бодо-Вернер
МПК: B65D 85/10
Метки: заготовка, коробка, складываемая, сигарет
Формула / Реферат:
1. Коробка (10) из складываемого материала, содержащая коробчатую часть (20), причем коробчатая часть (20) имеет переднюю стенку (22) коробки, заднюю стенку (24) коробки, боковые стенки (26, 28) коробки и дно (30) коробки, причем одна или несколько кромок коробки (10) за счет соответственно двух или более соседних, по существу, параллельных линий сгиба в складываемом материале скруглена или скошена, отличающаяся тем, что линии сгиба представляют...
Складываемая заготовка и изготавливаемая из нее коробка, в частности, для сигарет
Номер патента: 4819
Опубликовано: 26.08.2004
Автор: Лутциг Бодо-Вернер
МПК: B65D 85/10
Метки: частности, сигарет, коробка, изготавливаемая, заготовка, складываемая, нее
Формула / Реферат:
1. Складываемая заготовка (10) из складываемого материала для образования коробки в форме прямоугольного параллелепипеда, которая по меньшей мере с пяти сторон замкнута, при этом две диаметрально противолежащие площадки (20, 40) основных граней формируемой коробки в форме прямоугольного параллелепипеда и соединяющая их площадка (30) дна в складываемой заготовке (10) размещены прямолинейно друг за другом, и стороны, которые в изготавливаемой...
Фотогальванический модуль, а также способ его изготовления
Номер патента: 1908
Опубликовано: 22.10.2001
Авторы: Плессинг Альберт, Ланговски Хорст-Кристиан, Моозхаймер Ульрих
МПК: B32B 31/00, H01L 31/048
Метки: также, способ, изготовления, фотогальванический, модуль
Формула / Реферат:
1. Фотогальванический модуль (1) в виде слоистой структуры, имеющей в качестве сердцевинного слоя систему (2) солнечных элементов, а также нанесенные на нее с обеих сторон герметизирующие материалы (3, 3'), отличающийся тем, что, по меньшей мере, один слой герметизирующего материала (3') состоит из изолирующего (4') и барьерного (6) слоев, при этом барьерный слой (6) выполнен из однослойной или многослойной полимерной пленки, покрытой...
Способ торможения механической лебёдки и коробка передач для его реализации
Номер патента: 2533
Опубликовано: 27.06.2002
Авторы: Парамонов Виктор Алексеевич, Миронов Владимир Иванович, Полторацкий Борис Фёдорович, Козишкурт Валерий Иосифович
МПК: B66D 5/00, F16H 3/093
Метки: реализации, передач, способ, лебёдки, механической, торможения, коробка
Формула / Реферат:
1. Способ торможения механической лебедки, включающий в себя последовательное переключение силовых цепей коробки передач лебедки в сторону низшей ступени, которая соответствует максимальному замедляющему действию передаточных механизмов, отличающийся тем, что торможение от низшей ступени передач до полной остановки производится введением в действие голономного переменного передаточного механизма так, что его ведомое тело соединяется с валом...
Предыдущий патент: Система и способ распределения данных
Следующий патент: Скважинный перфоратор с внутренней системой ориентации
Случайный патент: Способ контроля потока текучей среды в подземной формации