Сокращение времени цикла замедленного коксования
Формула / Реферат
1. Способ замедленного коксования, в котором каждый из пары коксовых барабанов, поддерживаемый опорным поясом, приваренным к барабану, попеременно заполняют и опорожняют, и в котором часть цикла, связанная с опорожнением, включает операции
а) пропаривания заполненного коксового барабана для удаления оставшегося летучего материала из барабана;
б) гашения горячего коксового слоя водой;
в) слива охлаждающей воды из коксового барабана;
г) открытия верхней крышки коксового барабана и просверливание вспомогательного отверстия сквозь коксовый слой;
д) высверливания кокса из коксового слоя между вспомогательным отверстием и стенкой коксового барабана радиально направленной бурильной водой и удаления кокса через отверстие в днище коксового барабана;
е) закрытия верхнего и нижнего отверстий коксового барабана;
ж) предварительного прогревания опорожненного барабана пропусканием через барабан горячих паров из коксового барабана до введения сырья в опорожненный барабан,
в котором термические напряжения у соединения коксового барабана с опорным поясом уменьшены путем применения нагрева внешней части указанного коксового барабана, примыкающей к соединению корпуса барабана с опорным поясом указанного барабана, до введения горячего нефтяного сырья в указанный барабан, что предотвращает чрезмерные термические напряжения.
2. Способ по п.1, в котором нагрев применяют к внешней поверхности указанного барабана путем использования паровой рубашки, окружающей указанный барабан вблизи соединения корпуса и поддерживающего его опорного пояса.
3. Способ по п.1, в котором нагрев применяют к внешней поверхности указанного барабана путем использования электронагревательной полосы, окружающей указанный барабан вблизи соединения корпуса с поддерживающим его опорным поясом.
4. Способ по любому из предшествующих пунктов, в котором указанный нагрев, применяемый к внешней поверхности указанного барабана, начинают после того, как бурильная вода станет ударять по внутренней стенке барабана ниже соединения корпуса барабана и поддерживающего его опорного пояса.
5. Установка замедленного коксования, включающая коксовую ректификационную колонну, коксовую печь и пару коксовых барабанов, каждый из которых поддерживается прикрепленным опорным поясом, в которой каждый из указанных коксовых барабанов включает соединенные с ним средства для применения внешнего источника нагрева в месте соединения указанного коксового барабана и его опорного пояса.
6. Установка замедленного коксования по п.5, в которой указанные средства для применения внешнего нагрева включают паровую рубашку, окружающую соединение указанного коксового барабана и его опорного пояса.
7. Способ увеличения производительности коксовой установки путем сокращения времени цикла для попеременно заполняемых и опорожняемых коксовых барабанов, в котором уменьшение времени цикла осуществляют посредством внешнего нагревания коксового барабана в области, где коксовый барабан прикреплен к секции опорного пояса, непосредственно перед введением прогретых паров коксования внутрь коксового барабана, или перед введением и во время него, причем указанный способ включает уменьшение термических напряжений между коксовым барабаном и прикрепленной секцией опорного пояса путем обеспечения более однородной температуры между указанными коксовым барабаном и опорным поясом с использованием указанного внешнего нагрева, что сокращает время предварительного прогрева коксового барабана и тем самым сокращает общее время цикла замедленного коксования.

Текст
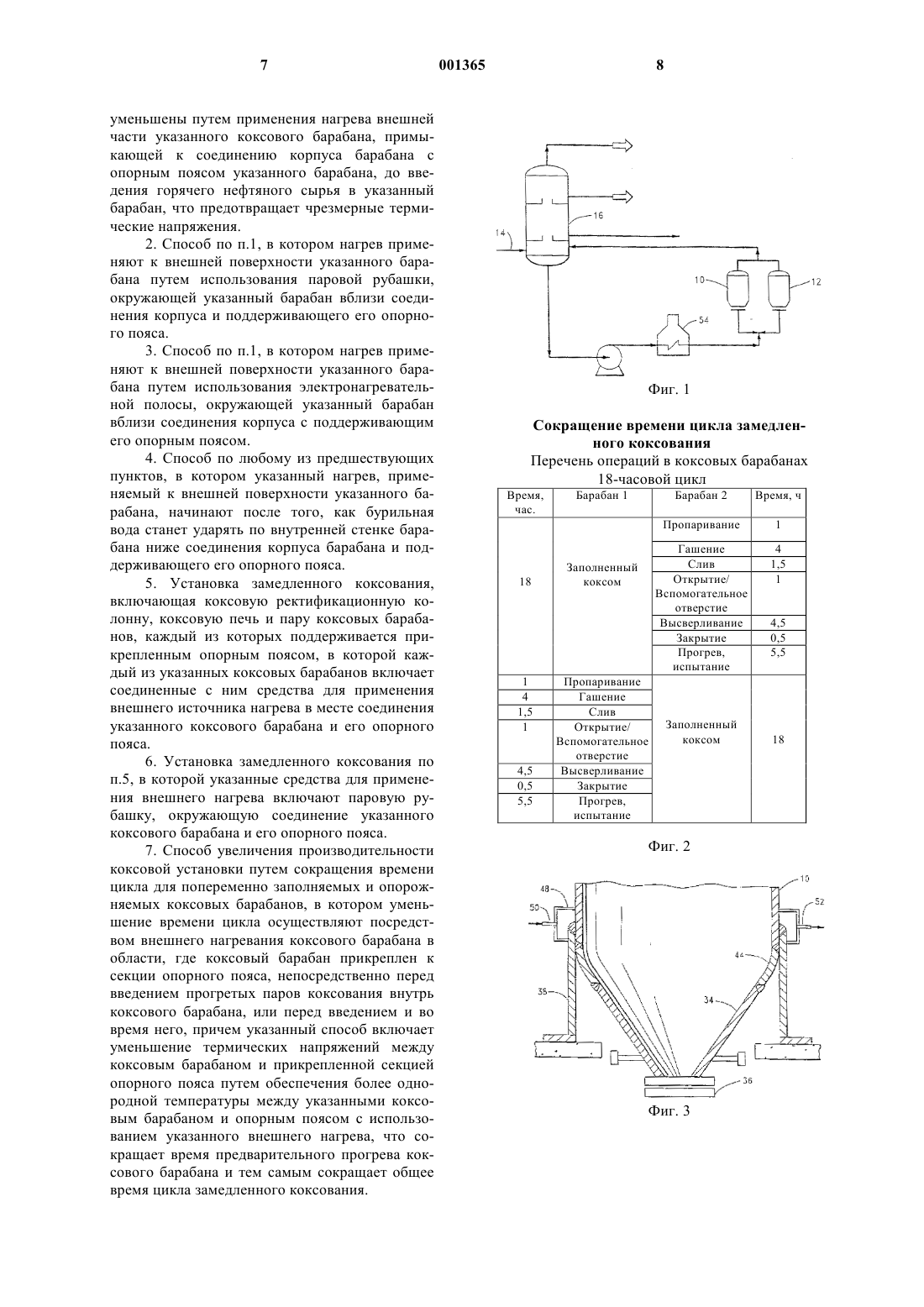
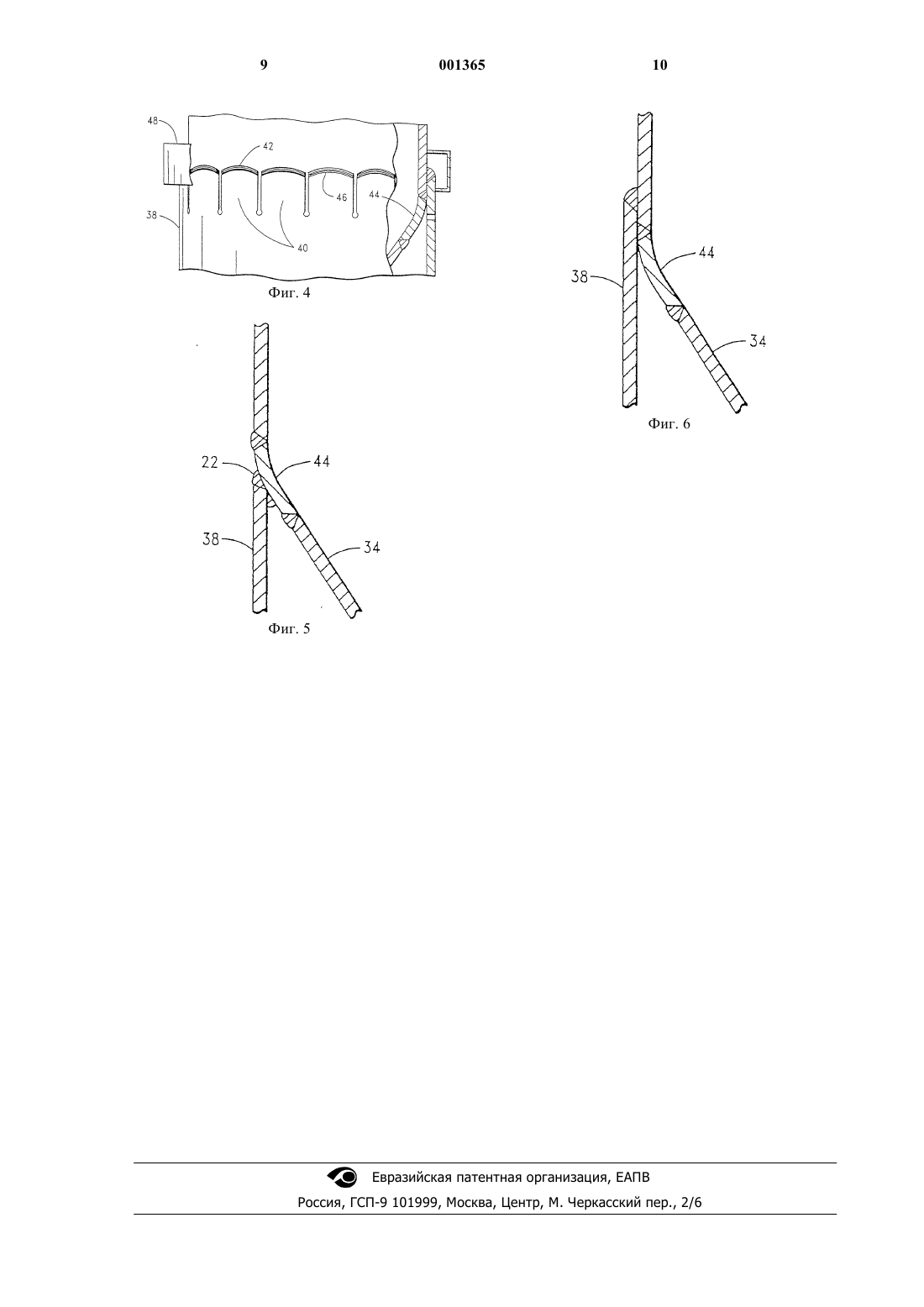
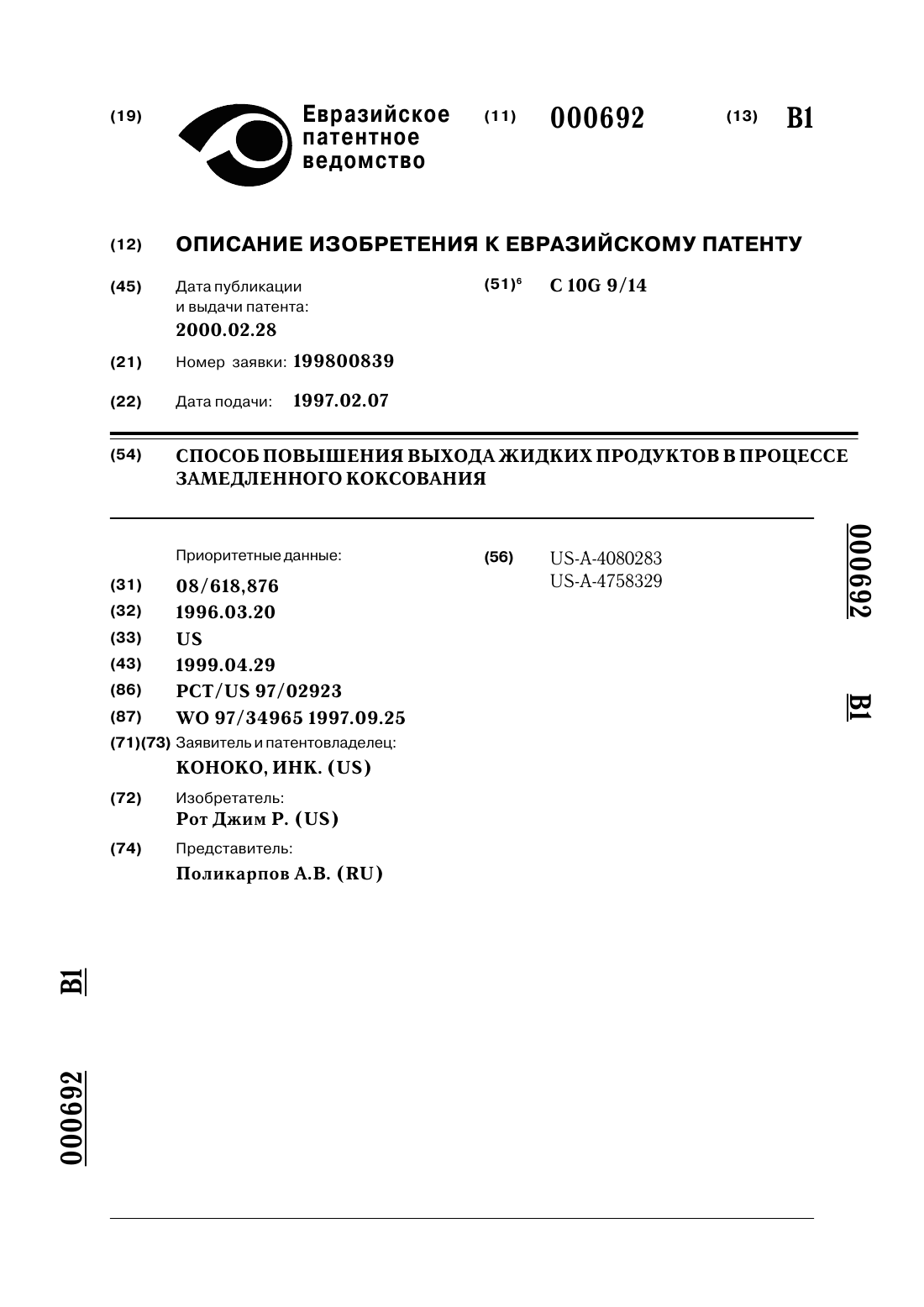
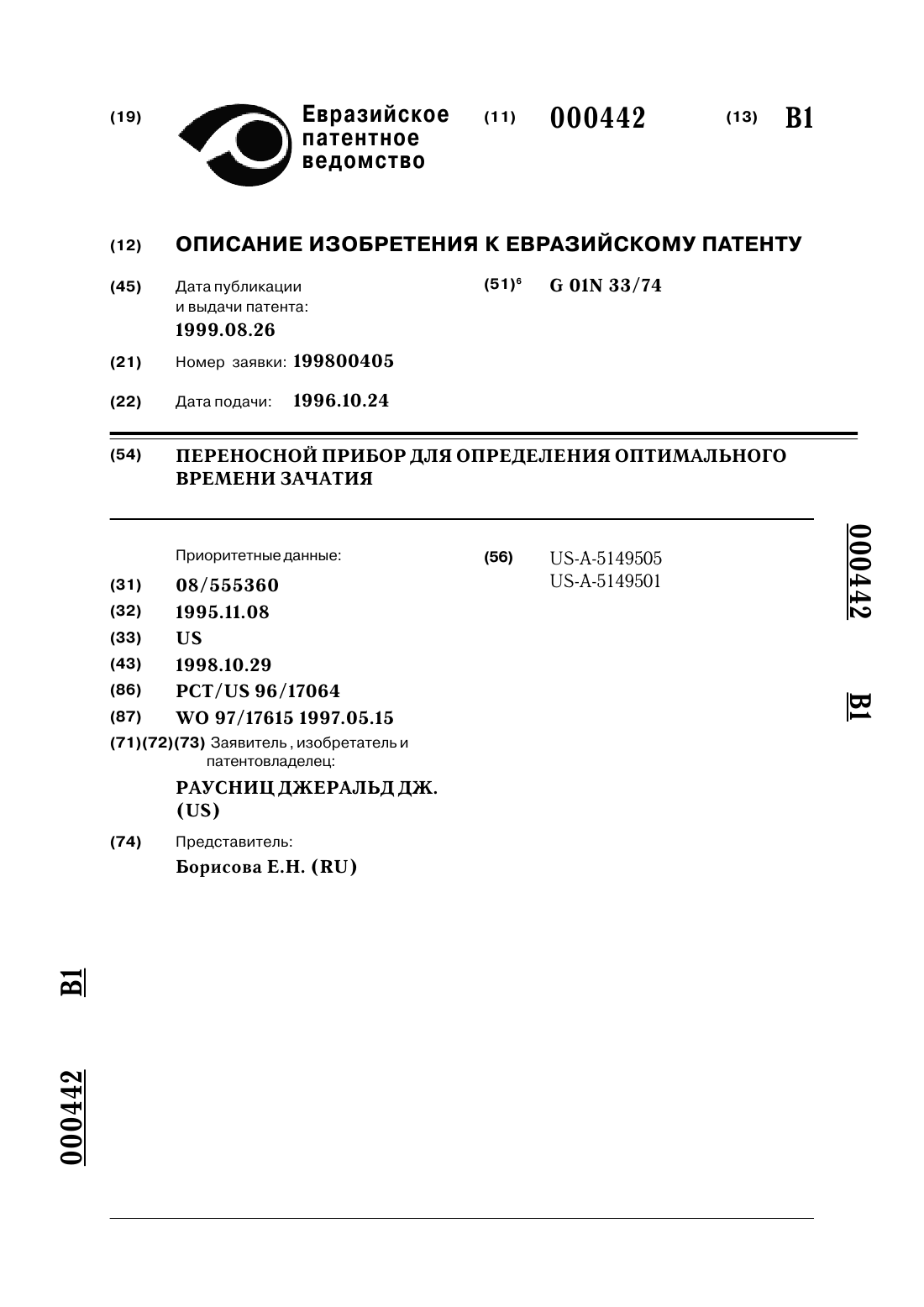
1 Изобретение касается замедленного коксования, более конкретно, способа увеличения производительности установки замедленного коксования путем уменьшения времени цикла установки. В типичной установке замедленного коксования пару коксовых барабанов (коксовики) попеременно заполняют и опорожняют, причем коксовое сырье подают насосом в один из барабанов, в то время как другой барабан опорожняют от кокса и подготавливают для следующего цикла заполнения. Производительность установки замедленного коксования определяется несколькими факторами, включающими размер коксовых барабанов, производительность печи,производительность насоса и время цикла. Так как размер барабана, производительность печи и насоса трудно изменить, иногда единственным легким путем увеличения производительности коксовой установки является сокращение времени цикла, что позволяет увеличить число операций заполнения барабана за данный период времени. Обычный способ коксования включает (в процессе опорожнения заполненного барабана) операции пропаривания заполненного барабана для удаления остаточного летучего материала из барабана, гашения пропаренного коксового слоя водой, слив гасящей воды из барабана, открывания крышки и днища коксового барабана(обезглавливания барабана), просверливания вспомогательного отверстия в слое кокса сверху, высверливания оставшегося кокса радиально направленной струeй воды, удаления высверленного кокса из донной части барабана, закрывания верхнего и нижнего отверстий коксового барабана и предварительного прогрева опорожненного барабана путем пропускания горячих паров из другого барабана, заполненного горячей коксовой шихтой. Операция предварительного прогрева является необходимой для подъема температуры опорожненного коксового барабана до переключения горячего коксового сырья во вновь опорожненный барабан, так как в противном случае термические напряжения от поступающего горячего сырья в относительно холодный барабан могут вызвать серьезное повреждение. Когда производительность не является проблемой, операция предварительного прогрева может протекать в течение значительного периода времени и термические напряжения являются управляемыми. Когда производительность становится проблемой, одним из путей ее увеличения является сокращение времени цикла, что дает возможность получить больше барабанов кокса за данный период времени. Операция подогрева, рассмотренная выше,составляет значительную часть времени цикла и является областью, в которой имеются наибольшие возможности для сокращения времени цикла, так как многие другие стадии цикла яв 001365 2 ляются более или менее фиксированными или,во всяком случае, трудно сокращаемыми без значительных капитальных затрат. Типичный коксовый барабан поддерживают опорным поясом, который приваривают к кожуху барабана вблизи соединения корпуса барабана с нижней конусной частью. Максимальные термические напряжения возникают во время включения подачи горячего нефтяного сырья при температуре около 482 С (900F) в подогретый барабан. Эти термические напряжения частично обуславливаются тем фактом, что внутренняя поверхность подогретого барабана является более горячей, чем внешняя поверхность барабана, включая область, где опорный пояс приварен к корпусу барабана. Скорость расширения внутренней поверхности корпуса при контакте с горячим нефтяным сырьем изначально больше, чем скорость расширения более холодной внешней части. Если имеется достаточно времени, стадия предварительного нагрева может быть выполнена за период, достаточный для нагрева внешней поверхности барабана до температуры, близкой к температуре внутренней поверхности барабана. Однако это является проблемой, если время предварительного нагрева должно быть минимизировано, чтобы уменьшить общее время цикла. Существует постоянная необходимость в способе сокращения времени цикла без увеличения термических напряжений в барабане, особенно в области вблизи соединения барабана и его опорного пояса. Согласно настоящему изобретению производительность коксовой установки увеличивают путем уменьшения времени цикла попеременного заполнения и опорожнения парных коксовых барабанов. Сокращение времени цикла достигается посредством внешнего нагрева поверхности коксового барабана в области, где опорный пояс соединяется с барабаном, в течение подачи подогревающих паров внутрь барабана и/или непосредственно перед ней. Этот внешний нагрев поднимает температуру внешней поверхности барабана до уровня, более близкого к температуре прогретой внутренней части барабана, и уменьшает термические напряжения, возникающие при введении горячего нефтяного сырья в барабан. При использовании внешнего нагрева температура барабана от внутренней до наружной поверхности является более однородной, и время, требуемое для предварительного прогревания барабана, существенно уменьшается, так как горячее нефтяное сырье может быть подано раньше. Общее время цикла соответственно уменьшается. Фиг. 1 - схематическое изображение установки замедленного коксования, представляющей собой пару коксовых барабанов и связанное с ними оборудование; фиг. 2 - таблица, представляющая перечень операций в коксовом барабане в течение цикла коксования; 3 фиг. 3 - вертикальный боковой разрез, частично в поперечном сечении, показывающий детали коксового барабана и его опорного устройства; фиг. 4 - вид сбоку, частично вскрытый, показывающий детали соединения коксового барабана с его опорным поясом; фиг. 5 - поперечное сечение, показывающее коксовый барабан, поддерживаемый опорным поясом, приваренным к изогнутой секции барабана; фиг. 6 - поперечное сечение, показывающее коксовый барабан, поддерживаемый опорным поясом, приваренным к цилиндрическому корпусу барабана. Задачей настоящего изобретения является увеличение производительности аппаратуры коксования без увеличения размеров технологического оборудования. Она может быть максимально решена путем увеличения скорости заполнения коксового барабана, в котором формируется кокс. Однако время цикла или время, в течение которого сырье вводят в барабан, не может быть сокращено до значения меньшего,чем требуется для удаления кокса из другого барабана. Процесс удаления кокса включает время, необходимое для пропаривания, гашения, слива гасящей воды, просверливания вспомогательного отверстия, высверливания кокса из барабана и прогрева барабана при подготовке к следующему циклу заполнения. Некоторые из этих стадий требуют минимального количества времени, и за меньшее время они практически не могут быть осуществлены. В том случае, когда это минимальное время достигнуто, время цикла и производительность установки для коксования являются более или менее фиксированными. Объектом данного изобретения является стадия предварительного подогрева. Эта стадия занимает значительную часть цикла. В стадии подогрева опорожненного от кокса барабана верхнюю и нижнюю крышки барабана снова прикрепляют. Барабан очищают паром и испытывают на утечки. Горячий пар из заполненного барабана затем отводят в холодный пустой барабан для подогрева пустого барабана до переключения барабанов и направления горячего сырья в пустой барабан. На фиг. 1 показана типичная установка для коксования, включающая парные коксовые барабаны (коксовики) 10 и 12. Коксовое сырье из питающей линии 14 поступает в коксовую ректификационную колонну 16, подается далее насосом в печь 54, а затем поступает в один из коксовых барабанов. Пары с верхней части заполняемого барабана возвращают в колонну 16,где они разделяются на потоки продуктов. Стадию подогрева барабана, не заполняемого коксовым сырьем, осуществляют отводом (посредством клапана, который не показан) части пара из подключенного барабана обратно, в верхнюю 4 часть отключенного барабана. В соответствии с данным изобретением, внешний нагрев применяют к области соединения барабана и опорного пояса во время и/или до пропускания горячих подогревающих паров через отключенный барабан и до введения горячего нефтяного сырья в этот барабан. При применении внешнего нагрева к барабану в области соединения барабана с опорным поясом во время и/или до пропускания подогревающего пара через барабан, температура в критической области сварки барабана и опоры является более однородной во время введения горячего нефтяного сырья в барабан, и время предварительного подогрева соответственно может быть уменьшено без возникновения возможных разрушительных термических напряжений во время введения горячего сырья. Средства, применяемые для внешнего предварительного нагрева барабана, лучше показаны на фиг. 3. Паровая рубашка 48 окружает барабан 10 вокруг области соединения опоры и барабана. Вход 50 нагревающей текучей среды и выход 52 предназначены для прохождения подогревающей текучей среды, предпочтительно пара или горячего технологического газа,такого как топочный газ, через паровую рубашку 48. В альтернативном варианте внешний подогрев может быть обеспечен электронагревательной полосой и т.п. На фиг. 2 приведен регламент типичного цикла. Пример иллюстрирует восемнадцатичасовой цикл, однако, обычно бывают и более длинные и более короткие циклы. В иллюстрируемом цикле для прогрева и испытания отводят 5,5 ч. Доля времени прогрева или предварительного подогрева может быть сокращена способом по данному изобретению без увеличения термических напряжений, которые могли бы возникнуть при отсутствии внешнего подогрева по изобретению. Как видно из фиг. 3, коксовый барабан 10 включает донную конусную секцию 34 и съемную нижнюю пластину 36. Между цилиндрической частью барабана и донной конусной секцией 34 имеется переходная секция, или секция 44 смены профиля. Как показано на фиг. 3 и 6,вблизи соединения цилиндрического корпуса барабана и переходной секции 44 опорный пояс 38 приварен к барабану по линии, которую иногда называют тангенциальной линией соединения. Как показано на фиг. 5, переходная секция 44 приварена между корпусом барабана и нижней конической секцией 34. Опорный пояс 38 приварен к изогнутой секции 44 в месте сварки 22, которое иногда называют переходным соединением. В одном распространенном варианте, как показано на фиг. 4, опорный пояс состоит из ряда пальцев 40, образованных прорезями, идущими от верхней части опорного пояса, причем 5 каждый палец имеет изогнутую вершину 46 для придания зубчатой формы, и закругленные вершины пальцев приварены к корпусу барабана. Как правило, формируют закругленные нижние края прорези в опорном поясе, чтобы предотвратить образование вертикальных напряжений у краев прорезей. В случаях, когда паровая рубашка 48 заходит за зону прорезей,идущих от верхней части опорного пояса, как показано на фиг. 4, желательно применять уплотнительный материал в прорезях, чтобы предотвратить утечку нагревающей текучей среды. Независимо от того, какой тип системы опора-барабан используют, соединение между корпусом барабана и опорой при начале стадии подогрева барабана является довольно холодным. Подогрев барабана обычно обеспечивают отводом части паров из верхней части заполненного барабана в верхнюю часть недавно опорожненного барабана. Эти пары очень горячие и быстро нагревают внутреннюю поверхность барабана. Внешняя поверхность барабана,особенно сварное соединение корпуса барабана и опорного пояса, не нагревается с такой же скоростью, как внутренняя поверхность барабана. При этом развиваются высокие термические напряжения вследствие термического удара,который имеет место, когда горячее нефтяное сырье вводят в донную часть барабана. Этот термический удар может потенциально разрушить соединение опоры и барабана. Для иллюстрации способа данного изобретения цикл коксования, включающий использование внешнего предварительного подогрева барабана, далее будет описан со ссылкой на фиг. 2 и 3. Горячее коксовое сырье из печи 54 подают в донную часть коксового барабана 10. Во время начала заполнения барабана 10 коксовый барабан 12, заполненный коксом, обрабатывают паром низкого давления для удаления остаточных летучих углеводородов из слоя кокса в барабане. Пар также отводит некоторое количество тепла от кокса. После операции пропаривания кокс гасят посредством заполнением барабана водой для гашения. После того, как коксовый слой покрывается водой, открывают слив барабана и спускают воду. Затем удаляют верхнюю и нижнюю крышки днищ барабана. Вспомогательное отверстие просверливают через коксовый слой сверху, а затем вращающийся гидромонитор высокого давления проводят вниз через вспомогательное отверстие и направляют режущую струю горизонтально на слой кокса. Высверленный кокс выпадает вниз из барабана. После того, как вырезание кокса закончили и кокс удалили из барабана, крышки днищ вновь устанавливают, барабан продувают паром и испытывают на герметичность. Часть горячего пара из верхней части подключенного барабана отводят в очищенный барабан, чтобы нагреть его до заданной температуры. Затем горячее 6 сырье из печи 54 переключают в очищенный барабан. Сущность изобретения заключается в применении наружного нагрева соединения коксового барабана и опорного пояса во время и/или до пропускания горячих паров для предварительного нагрева через барабан и до ввода горячего нефтяного сырья в барабан. Предпочтительно применение внешнего обогрева начинают после того, как бурильная струя окажется ниже уровня соединения барабана с опорой. Использование внешнего нагрева позволяет приблизить температуру области соединения барабана с опорой к температуре внутри барабана на стадии подогрева и дает возможность более раннего введения горячего нефтяного сырья без повреждающих термических напряжений, которые появились бы, если бы температура внешней поверхности барабана, особенно вокруг спая барабана с опорой, была бы намного ниже, чем внутри прогретого барабана. В результате применения внешнего нагрева время подогрева может быть уменьшено, что приводит к сокращению суммарного времени цикла с вытекающим из этого увеличением производительности установки коксования. Предшествующее описание предпочтительных вариантов выполнения изобретения является иллюстративным, а не ограничивающим объем изобретения, который определен в пунктах формулы изобретения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ замедленного коксования, в котором каждый из пары коксовых барабанов,поддерживаемый опорным поясом, приваренным к барабану, попеременно заполняют и опорожняют, и в котором часть цикла, связанная с опорожнением, включает операции а) пропаривания заполненного коксового барабана для удаления оставшегося летучего материала из барабана; б) гашения горячего коксового слоя водой; в) слива охлаждающей воды из коксового барабана; г) открытия верхней крышки коксового барабана и просверливание вспомогательного отверстия сквозь коксовый слой; д) высверливания кокса из коксового слоя между вспомогательным отверстием и стенкой коксового барабана радиально направленной бурильной водой и удаления кокса через отверстие в днище коксового барабана; е) закрытия верхнего и нижнего отверстий коксового барабана; ж) предварительного прогревания опорожненного барабана пропусканием через барабан горячих паров из коксового барабана до введения сырья в опорожненный барабан,в котором термические напряжения у соединения коксового барабана с опорным поясом 7 уменьшены путем применения нагрева внешней части указанного коксового барабана, примыкающей к соединению корпуса барабана с опорным поясом указанного барабана, до введения горячего нефтяного сырья в указанный барабан, что предотвращает чрезмерные термические напряжения. 2. Способ по п.1, в котором нагрев применяют к внешней поверхности указанного барабана путем использования паровой рубашки,окружающей указанный барабан вблизи соединения корпуса и поддерживающего его опорного пояса. 3. Способ по п.1, в котором нагрев применяют к внешней поверхности указанного барабана путем использования электронагревательной полосы, окружающей указанный барабан вблизи соединения корпуса с поддерживающим его опорным поясом. 4. Способ по любому из предшествующих пунктов, в котором указанный нагрев, применяемый к внешней поверхности указанного барабана, начинают после того, как бурильная вода станет ударять по внутренней стенке барабана ниже соединения корпуса барабана и поддерживающего его опорного пояса. 5. Установка замедленного коксования,включающая коксовую ректификационную колонну, коксовую печь и пару коксовых барабанов, каждый из которых поддерживается прикрепленным опорным поясом, в которой каждый из указанных коксовых барабанов включает соединенные с ним средства для применения внешнего источника нагрева в месте соединения указанного коксового барабана и его опорного пояса. 6. Установка замедленного коксования по п.5, в которой указанные средства для применения внешнего нагрева включают паровую рубашку, окружающую соединение указанного коксового барабана и его опорного пояса. 7. Способ увеличения производительности коксовой установки путем сокращения времени цикла для попеременно заполняемых и опорожняемых коксовых барабанов, в котором уменьшение времени цикла осуществляют посредством внешнего нагревания коксового барабана в области, где коксовый барабан прикреплен к секции опорного пояса, непосредственно перед введением прогретых паров коксования внутрь коксового барабана, или перед введением и во время него, причем указанный способ включает уменьшение термических напряжений между коксовым барабаном и прикрепленной секцией опорного пояса путем обеспечения более однородной температуры между указанными коксовым барабаном и опорным поясом с использованием указанного внешнего нагрева, что сокращает время предварительного прогрева коксового барабана и тем самым сокращает общее время цикла замедленного коксования. Фиг. 1 Сокращение времени цикла замедленного коксования Перечень операций в коксовых барабанах 18-часовой цикл Время,час. Пропаривание Гашение Слив Открытие/ Вспомогательное отверстие Высверливание Закрытие Прогрев,испытание Гашение Слив Открытие/ Вспомогательное отверстие Высверливание Закрытие Прогрев,испытание
МПК / Метки
МПК: C10G 9/14
Метки: замедленного, цикла, времени, коксования, сокращение
Код ссылки
<a href="https://eas.patents.su/6-1365-sokrashhenie-vremeni-cikla-zamedlennogo-koksovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Сокращение времени цикла замедленного коксования</a>
Способ повышения выхода жидких продуктов в процессе замедленного коксования
Номер патента: 692
Опубликовано: 28.02.2000
Автор: Рот Джим Р.
МПК: C10G 9/14
Метки: повышения, жидких, замедленного, способ, коксования, выхода, продуктов, процессе
Формула / Реферат:
1. Способ замедленного коксования, в котором жидкое сырье для коксования нагревают до повышенной температуры и загружают в коксовый барабан в условиях замедленного коксования, при которых такое жидкое исходное сырье прогревают содержащимся в нем теплом, достаточным для превращения исходного сырья в крекинг-пар, который при охлаждении конденсируют в жидкие продукты и кокс, отличающийся тем, что в коксовый барабан вводят некоксующийся...
Переносной прибор для определения оптимального времени зачатия
Номер патента: 442
Опубликовано: 26.08.1999
Автор: Раусниц Джеральд Дж.
МПК: G01N 33/74
Метки: зачатия, оптимального, определения, времени, переносной, прибор
Формула / Реферат:
1. Прибор для определения оптимального времени зачатия, содержащий: -круглый диск, имеющий верхнюю часть, днище и ряд, по меньшей мере, частично прозрачных площадок, расположенных вдоль него на одной оси; -поддерживающее средство, на котором указанный диск установлен с возможностью вращения; - маскирующее средство, установленное неподвижно относительно указанного поддерживающего средства и перекрывающее часть указанного диска, в результате...
Предыдущий патент: Стереоспецифический синтез хиральных 1-арил- и 1-гетероарил-2-замещенных этил-2-аминов
Следующий патент: Способ для сталкивания предмета с транспортера при помощи толкателя и устройство для его осуществления
Случайный патент: Молекулы распознавания на клеточной поверхности, содержащие иммуноглобулиновый домен