Водонепроницаемая и воздухопроницаемая подошва для обуви и способ ее изготовления
Формула / Реферат
1. Водонепроницаемая воздухопроницаемая подошва (10) для обуви, отличающаяся тем, что она содержит подошву (11), изготовленную из кожи или аналогичного воздухопроницаемого и водопроницаемого материала, которая, по меньшей мере частично, покрыта на верхнем участке мембраной (12), изготовленной из воздухопроницаемого и водонепроницаемого материала и присоединяемой по периметру к подошве (11) уплотняющим кольцом (14), полученным способом трафаретной печати.
2. Подошва по п.1, отличающаяся тем, что указанная водонепроницаемая и воздухопроницаемая мембрана (12) изготовлена из расширенного политетрафторэтилена.
3. Подошва по п.1, отличающаяся тем, что указанная водонепроницаемая и паропроницаемая мембрана (12) не имеет основы и обладает толщиной от 5 до 40 мкм.
4. Подошва по п.1, отличающаяся тем, что указанная мембрана (12) по периметру отстоит от краев указанной подошвы (11).
5. Подошва по п.1, отличающаяся тем, что указанная мембрана (12) прикреплена к указанной подошве (11) при помощи местами нанесенного клея (13).
6. Способ изготовления подошвы по одному или более предшествующим пунктам, при котором
готовят раму (15), которая содержит, по меньшей мере, на периметрических участках мембраны (12) в выбранном положении на подошве (11) ткань с переплетением, которое является достаточно широким для обеспечения прохождения раствора или дисперсии полимера, имеющих сухой осадок, по меньшей мере 60 вес.% с добавлением структурообразующих реагентов;
располагают указанную мембрану (12) на указанной подошве (11);
помещают указанную подошву (11) и указанную мембрану (12) под указанную раму (15), выливают указанный раствор или дисперсию полимера на указанную раму (15) и пропускают его через переплетение указанной рамы (15), образуя по меньшей мере один слой уплотняющего кольца (14);
снимают систему, состоящую из подошвы (11), мембраны (12) и кольца (14); и
сушат систему.
7. Способ по п.6, отличающийся тем, что указанный раствор или дисперсия полимера, которая дает сухой осадок приблизительно 60 вес.%, является раствором или дисперсией полиуретана.
8. Способ по п.6 и 7, отличающийся тем, что к вышеуказанному раствору или дисперсии полиуретанового полимера, который дает сухой осадок приблизительно 60 вес.%, добавляют структурообразующие реагенты.
9. Способ по п.8, отличающийся тем, что вышеуказанные структурообразующие реагенты являются катализированными изоцианатами.
10. Способ по одному или более из пп.6-9, отличающийся тем, что после образования вышеуказанного кольца (14) для усиления структурообразования вышеуказанного раствора или дисперсии полимера осуществляют его нагрев.
11. Способ по п.10, отличающийся тем, что вышеуказанный нагрев осуществляют, по существу, при 60-80шC.
12. Способ по п.6, при котором на подошву (11) предварительно наносят активаторы клея, состоящие из растворов или дисперсий полиуретановых полимеров, имеющих такую низкую вязкость, чтобы обеспечить их способность проникать через волокна вышеуказанной кожи.
13. Способ по п.6, при котором на подошву (11) предварительно наносят полиуретаны, имеющие низкую относительную молекулярную массу в растворе или дисперсии.
14. Способ по п.13, отличающийся тем, что к указанным полиуретанам, имеющим низкую относительную молекулярную массу в растворе или дисперсии, добавляют структурообразующие реагенты.
15. Способ по п.14, отличающийся тем, что указанные структурообразующие реагенты являются катализированными изоцианатами.
16. Способ по п.6, при котором перед установкой указанной мембраны (12) на указанной раме (15) покрывают способом фототипии техникой участки указанной рамы (15), которые следует оставить непокрытыми указанным раствором или дисперсией полимера.
17. Способ по п.16, отличающийся тем, что указанные участки, покрытые фототипией, являются участками, по существу, покрытыми вышеуказанной мембраной (12), за исключением участков, которые соответствуют ее краям.
18. Способ по п.6, отличающийся тем, что при установке указанной мембраны (12) на указанной подошве (11) также приклеивают указанную мембрану (12), на которую заранее наносятся точки клея (13), к указанной подошве (11).
19. Способ по п.18, отличающийся тем, что указанное приклеивание осуществляют путем горячей прессовки.
20. Способ по п.6, отличающийся тем, что пропускание вышеуказанного раствора или дисперсии полимера через переплетение указанной рамы (15) осуществляют при помощи ракеля.

Текст
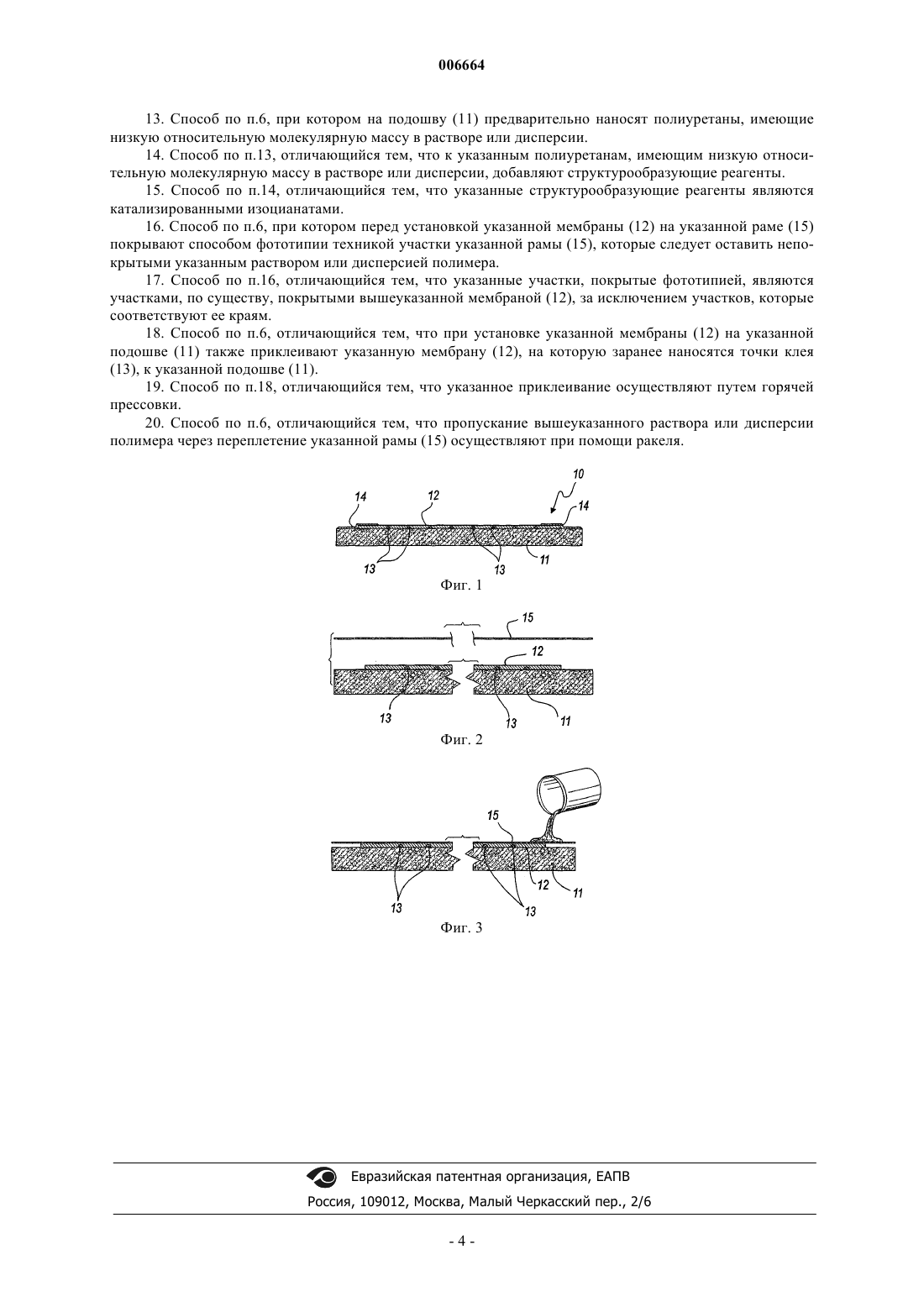
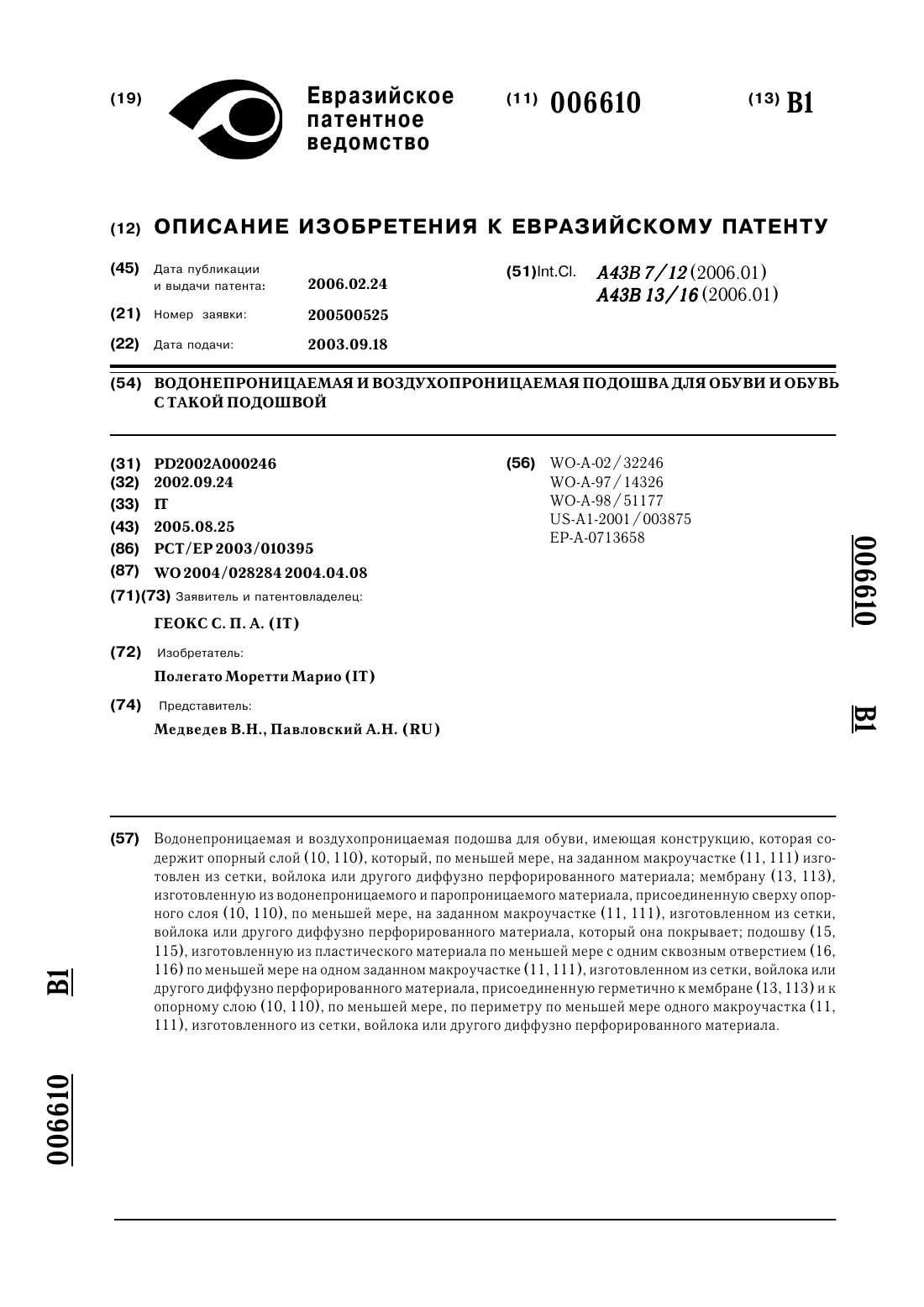
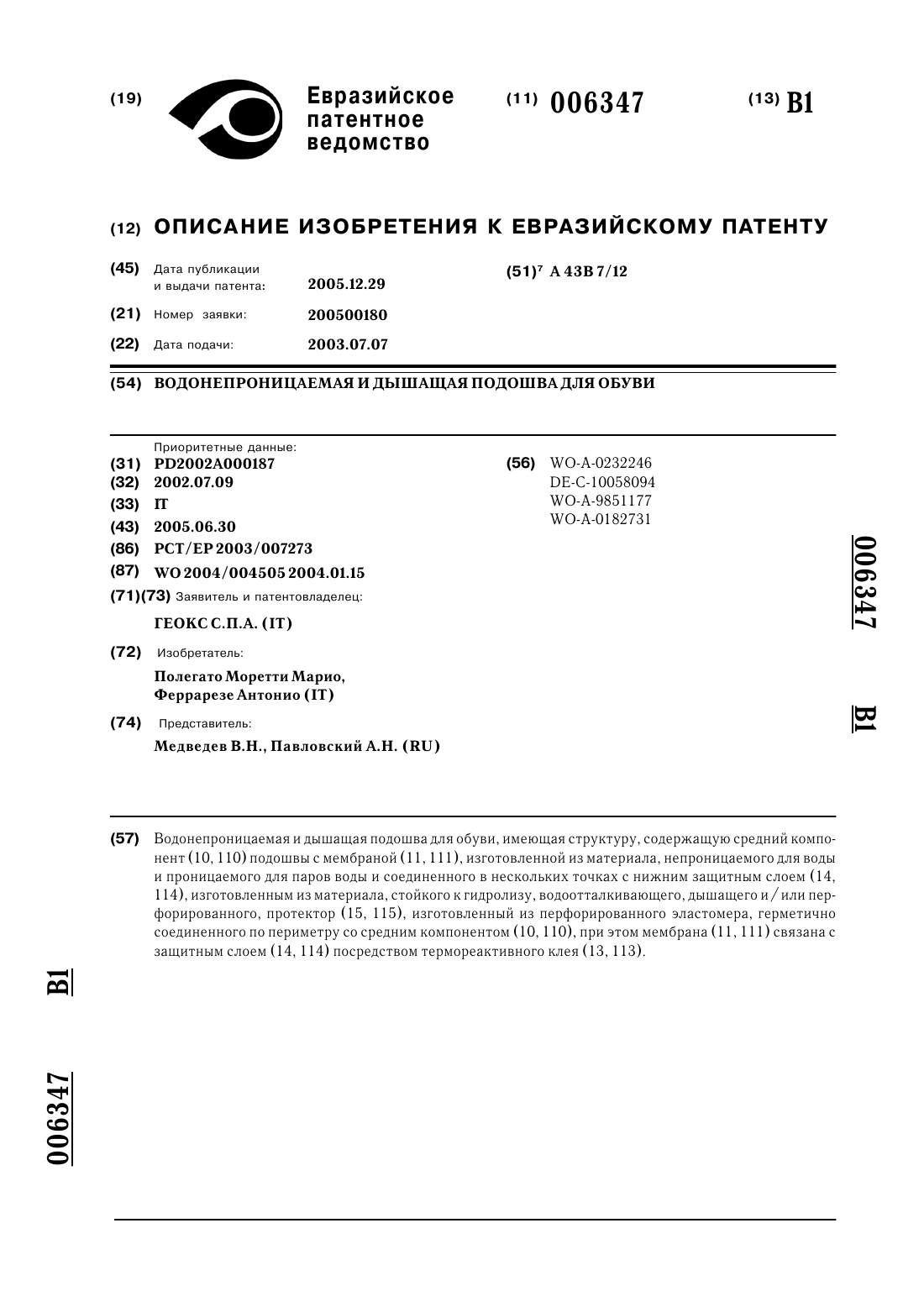
006664 Область техники Настоящее изобретение относится к улучшенной водонепроницаемой и воздухопроницаемой (дышащей) подошве для обуви и к способу ее изготовления. Предшествующий уровень техники Известно, что основную проблему, наблюдаемую при эксплуатации обуви с обыкновенной подошвой, изготовленной из природного материала, такого как кожа или ее эквиваленты, составляют мокрые области ходьбы. Когда улицы мокрые и скользкие из-за дождя и плохой погоды, фактически нецелесообразно использовать обувь на кожаной подошве, так как кожа, несмотря на то, что она воздухопроницаема и полезна для ступней, не является водонепроницаемой, а фактически впитывает воду. Чем тоньше кожа, тем выше скорость ее пропитывания водой или жидкостью, в конечном счете намачивающей ступни потребителя. Соответственно, использование подошв с кожаной основой ограничивается погодными условиями,и поэтому обувь, сделанная из такого типа материала, в основном, производится изготовителями в летних коллекциях в странах, где сухой период более долгий. Была разработана подошва (описанная в US 5598644 и ЕР 0619959), которая содержит подошву (основу), изготовленную из кожи или похожего материала, которая, по меньшей мере, частично защищена на верхнем участке мембраной, изготовленной из паропроницаемого и водонепроницаемого материала. Водонепроницаемая и воздухопроницаемая мембрана крепится к подошве посредством клея, наносимого точками, и периметрическое уплотнительное кольцо, изготовленное из полимерного материала,например из полиуретана, помещается в пресс-форму для сбора всех частей. Несмотря на то, что эта подошва заметно технически совершеннее тем, что она делает кожаную подошву водонепроницаемой, она, в любом случае, имеет некоторые ограничения по изготовлению и эксплуатации. Первое ограничение возникает из самой природы кожи, которая, как уже сказано, является воздухопроницаемым материалом, но ее воздухопроницаемость не такая высокая, чтобы рассеять за короткое время все тепло и пар, которые образуются внутри ботинка во время использования. Второе ограничение связано с вышеупомянутым фактом того, что уплотнение производится опрессовкой под давлением кольца из пластмассы. Этот процесс требует обеспечения толстых уплотнений и, соответственно, увеличивает жесткость подошвы, так что некоторые типы обуви, в которых требуется высокая гибкость, например женскую обувь, сложно изготовить. Высокая стоимость этой технологии (обеспечение алюминиевой пресс-формы для каждой производимой модели обуви и каждого размера) также имеет значение. Была предпринята попытка исключить проблему толщины за счет применения для периметрического уплотнения мембран, изготовленных из термопластического полиуретанового материала, с толщиной в 200 мкм. Несмотря на то, что этот способ позволяет получить качественно приемлемые изделия, он является чрезвычайно дорогостоящим, так как он является почти полностью ручным. Описание изобретения Целью настоящего изобретения является создание подошвы и способа ее изготовления, которые преодолевают вышеописанные недостатки известной водонепроницаемой воздухопроницаемой обуви с подошвой, изготовленной из кожи или эквивалентного материала. Следовательно, основной задачей является создание подошвы, которая может быть тонкой и гибкой. Другая задача состоит в повышении воздухопроницаемости. Другой важной задачей является создание подошвы, которая характеризуется высокой гибкостью при производстве. Еще одна задача состоит в повышении комфорта потребителя. Другая задача состоит в создании подошвы, которая может быть изготовлена по низкой стоимости и, таким образом, может быть продана по конкурентоспособной цене. Другой задачей является создание подошвы, которая может быть изготовлена при помощи известных оборудования и технологий. Эта цель и эти и другие задачи, которые станут более понятны далее, достигаются посредством создания водонепроницаемой воздухопроницаемой подошвы для ботинок, характеризующейся тем, что она представляет собой подошву, изготовленную из кожи или подобного воздухопроницаемого и водопроницаемого материала, который, по меньшей мере, частично покрыт на верхнем участке мембраной, изготовленной из воздухопроницаемого и водонепроницаемого материала, и присоединен по периметру к подошве посредством трафаретной печати уплотнительного кольца. Краткое описание чертежей Дополнительные особенности и преимущества настоящего изобретения станут более очевидными из подробного описания некоторых вариантов его воплощений, показанных в виде неограничивающего примера на прилагаемых чертежах, где-1 006664 фиг. 1 - схематический разрез подошвы в соответствии с изобретением; фиг. 2 - схематический разрез, показывающий этап процесса для изготовления подошвы с фиг. 1; фиг. 3 - схематический разрез, показывающий этап процесса изготовления, следующий за этапом с фиг. 2. Способы осуществления изобретения Как видно на фиг. 1, усовершенствованная водонепроницаемая и воздухопроницаемая подошва для обуви, как правило, обозначается ссылочной позицией 10 и представляет собой подошву 11, изготовленную из кожи или аналогично воздухопроницаемого и водонепроницаемого материала (такого, как кожа из синтетического материала с открытыми порами и т.д.), покрытую на верхнем участке мембраной 12,которая является водонепроницаемой и паропроницаемой (дышащей) и предпочтительно изготавливается из политетрафторэтилена (PTFE). Мембрана 12, которая в этом случае не имеет какой-либо основы, обладает толщиной, которая может изменяться от 5 до 40 мкм. Мембрана 12 удобно удалена по периметру от края подошвы 11. Мембрана 12 предпочтительно крепится к подошве 11 посредством местами нанесенного клея 13, и периметрическое уплотняющее кольцо 14 выполняется при помощи трафаретной печати. Процесс изготовления кольца 14 на первом этапе представляет собой выполнение рамы 15, которая состоит из ткани, которая имеет достаточно широкое переплетение (от 12 до 43 нитей на сантиметр), для обеспечения прохождения раствора или дисперсии полимера, в предпочтительном варианте воплощения полиуретана, который имеет сухой остаток приблизительно или, по существу, по меньшей мере 60%. Раствор или дисперсия сама по себе известна и коммерчески доступна. В этот материал, для обеспечения большего сопротивления температуре по меньшей мере 50-60 С и обеспечения его химической и структурной целостности (в частности, сопротивления гидролизу и старению), добавляют подходящие структурообразующие реагенты, т.е. реагенты, которые способствуют реакции структурообразования и, таким образом, способны реагировать с функциональными группами,которые все еще не связаны внутри полиуретана. Этими реагентами могут быть, например, изоцианаты (3-5%), соответствующим образом катализированные для повышения их реакционной способности, например, при помощи аминогрупп. В течение этого подготовительного этапа также возможно покрыть некоторые участки рамы при помощи фототипичного процесса на участках, которые не должны быть покрыты раствором, как, например, участки, по существу, затронутые или покрытые мембраной 12, естественно, за исключением участков, которые соответствуют ее периметрическим участкам или краям. Мембрана 12, уже с нанесенными точками 13 клея, затем наклеивается на подошву 11 горячей прессовкой при помощи горячего пресса (не показано на чертежах). Следующие этапы (фиг. 2) предназначены для расположения подошвы 11 под рамой 15 и для выливания (фиг. 3) вышеуказанного раствора или дисперсии полимера на вышеуказанную раму 15. Проникновение материала сквозь переплетение рамы 15 облегчается применением ракеля. Материал, который находится в жидком состоянии, благодаря испарению фазы растворителя, оставляет твердую фазу, содержащуюся в нем, расположенной на подошве 11 и на мембране 12, образуя уплотнительное кольцо 14. Система, состоящая из подошвы 11, мембраны 12 и уплотнительного кольца 14, соответствующая фиг. 1, снимается и высушивается. После образования кольца 14 возможно осуществить дальнейший этап нагрева, по существу, до 6080 С для усиления структурообразования. Этот этап нагрева может представлять альтернативу или быть скомбинированным с вышеуказанным этапом добавления изоцианатов (реагентов, усиливающих структурообразование). При помощи этой технологии возможно получить мембраны выбранной постоянной и воспроизводимой толщины (порядка от 100 до 500 мкм). Количество осаждаемой жидкости изменяется путем варьирования количества нитей на сантиметр рамы 15. В альтернативных вариантах воплощения изобретения можно подать к подошве 11 активаторы клея, также состоящие из дисперсий и растворов полиуретановых полимеров, которые, однако, имеют меньшую вязкость (менее 600 сП, по методу Бруксфилда), т.е. способны сами проникать через волокна кожи. В других альтернативных воплощениях возможно использование полиуретанов в растворах или дисперсиях, имеющих меньшую относительную молекулярную массу. В этом случае также удобно осуществить добавление структурообразующих реагентов, таких как катализированный изоцианат, для блокировки обратимости процесса из-за температуры. Другой вариант воплощения может содержать применение многочисленных слоев полимерной дисперсии для обеспечения непрерывности мембраны, образующей кольцо 14. На практике оказалось, что поставленные цели и задачи настоящего изобретения были достигнуты. Подошва имеет качественные характеристики кожаной подошвы, в частности воздухопроницае-2 006664 мость, совместно с качественными характеристиками подошв, изготовленных из резины или синтетического материала, в частности водонепроницаемостью, и все это достигается при уменьшенной толщине в силу обеспечения периметрического уплотнения способом трафаретной печати. Несмотря на то, что принцип трафаретной печати сам по себе известный, он, как правило, применяется исключительно для обеспечения декоративных деталей на предметах одежды и обуви. Практические испытания показали, что способ, соответственно осуществляемый, как описано выше, может быть удобно применен как средство выполнения периметрического уплотнения очень маленькой толщины между мембраной 12 и подошвой 11. Подошва 10, таким образом, может быть выполнена тонкой и гибкой и может применяться для любого дизайна обуви, в том числе и для женской обуви. Следует отметить, что вышеуказанная подошва может быть изготовлена без особых сложностей при помощи процесса изготовления, который функционально более гибок, чем используемый в настоящее время. Таким образом, представленное изобретение может иметь многочисленные модификации и изменения, которые находятся в объеме прилагаемой формулы изобретения. Все детали также могут быть заменены другими технически эквивалентными элементами. На практике, применяемые материалы, поскольку они соответствуют конкретному применению,так же как и размеры, могут быть любыми, в соответствии с требованиями. Описание итальянской патентной заявкиPD2002A000264, являющейся приоритетной для данной заявки, включено в настоящую заявку путем ссылки. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Водонепроницаемая воздухопроницаемая подошва (10) для обуви, отличающаяся тем, что она содержит подошву (11), изготовленную из кожи или аналогичного воздухопроницаемого и водопроницаемого материала, которая, по меньшей мере частично, покрыта на верхнем участке мембраной (12),изготовленной из воздухопроницаемого и водонепроницаемого материала и присоединяемой по периметру к подошве (11) уплотняющим кольцом (14), полученным способом трафаретной печати. 2. Подошва по п.1, отличающаяся тем, что указанная водонепроницаемая и воздухопроницаемая мембрана (12) изготовлена из расширенного политетрафторэтилена. 3. Подошва по п.1, отличающаяся тем, что указанная водонепроницаемая и паропроницаемая мембрана (12) не имеет основы и обладает толщиной от 5 до 40 мкм. 4. Подошва по п.1, отличающаяся тем, что указанная мембрана (12) по периметру отстоит от краев указанной подошвы (11). 5. Подошва по п.1, отличающаяся тем, что указанная мембрана (12) прикреплена к указанной подошве (11) при помощи местами нанесенного клея (13). 6. Способ изготовления подошвы по одному или более предшествующим пунктам, при котором готовят раму (15), которая содержит, по меньшей мере, на периметрических участках мембраны(12) в выбранном положении на подошве (11) ткань с переплетением, которое является достаточно широким для обеспечения прохождения раствора или дисперсии полимера, имеющих сухой осадок, по меньшей мере 60 вес.% с добавлением структурообразующих реагентов; располагают указанную мембрану (12) на указанной подошве (11); помещают указанную подошву (11) и указанную мембрану (12) под указанную раму (15), выливают указанный раствор или дисперсию полимера на указанную раму (15) и пропускают его через переплетение указанной рамы (15), образуя по меньшей мере один слой уплотняющего кольца (14); снимают систему, состоящую из подошвы (11), мембраны (12) и кольца (14); и сушат систему. 7. Способ по п.6, отличающийся тем, что указанный раствор или дисперсия полимера, которая дает сухой осадок приблизительно 60 вес.%, является раствором или дисперсией полиуретана. 8. Способ по пп.6 и 7, отличающийся тем, что к вышеуказанному раствору или дисперсии полиуретанового полимера, который дает сухой осадок приблизительно 60 вес.%, добавляют структурообразующие реагенты. 9. Способ по п.8, отличающийся тем, что вышеуказанные структурообразующие реагенты являются катализированными изоцианатами. 10. Способ по одному или более из пп.6-9, отличающийся тем, что после образования вышеуказанного кольца (14) для усиления структурообразования вышеуказанного раствора или дисперсии полимера осуществляют его нагрев. 11. Способ по п.10, отличающийся тем, что вышеуказанный нагрев осуществляют, по существу, при 60-80 С. 12. Способ по п.6, при котором на подошву (11) предварительно наносят активаторы клея, состоящие из растворов или дисперсий полиуретановых полимеров, имеющих такую низкую вязкость, чтобы обеспечить их способность проникать через волокна вышеуказанной кожи.-3 006664 13. Способ по п.6, при котором на подошву (11) предварительно наносят полиуретаны, имеющие низкую относительную молекулярную массу в растворе или дисперсии. 14. Способ по п.13, отличающийся тем, что к указанным полиуретанам, имеющим низкую относительную молекулярную массу в растворе или дисперсии, добавляют структурообразующие реагенты. 15. Способ по п.14, отличающийся тем, что указанные структурообразующие реагенты являются катализированными изоцианатами. 16. Способ по п.6, при котором перед установкой указанной мембраны (12) на указанной раме (15) покрывают способом фототипии техникой участки указанной рамы (15), которые следует оставить непокрытыми указанным раствором или дисперсией полимера. 17. Способ по п.16, отличающийся тем, что указанные участки, покрытые фототипией, являются участками, по существу, покрытыми вышеуказанной мембраной (12), за исключением участков, которые соответствуют ее краям. 18. Способ по п.6, отличающийся тем, что при установке указанной мембраны (12) на указанной подошве (11) также приклеивают указанную мембрану (12), на которую заранее наносятся точки клея(13), к указанной подошве (11). 19. Способ по п.18, отличающийся тем, что указанное приклеивание осуществляют путем горячей прессовки. 20. Способ по п.6, отличающийся тем, что пропускание вышеуказанного раствора или дисперсии полимера через переплетение указанной рамы (15) осуществляют при помощи ракеля.
МПК / Метки
МПК: A43B 7/12
Метки: обуви, подошва, водонепроницаемая, воздухопроницаемая, изготовления, способ
Код ссылки
<a href="https://eas.patents.su/5-6664-vodonepronicaemaya-i-vozduhopronicaemaya-podoshva-dlya-obuvi-i-sposob-ee-izgotovleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Водонепроницаемая и воздухопроницаемая подошва для обуви и способ ее изготовления</a>
Водонепроницаемая и воздухопроницаемая подошва для обуви и обувь с такой подошвой
Номер патента: 6610
Опубликовано: 24.02.2006
Автор: Полегато Моретти Марио
МПК: A43B 13/16, A43B 7/12
Метки: обувь, воздухопроницаемая, подошва, подошвой, водонепроницаемая, обуви
Формула / Реферат:
1. Водонепроницаемая и воздухопроницаемая подошва для обуви, имеющая конструкцию, которая отличается тем, что она содержит опорный слой (10, 110), который, по меньшей мере, на заданном макроучастке (11, 111) изготовлен из сетки, войлока или другого диффузно перфорированного материала; мембрану (13, 113), изготовленную из водонепроницаемого и паропроницаемого материала и присоединенную сверху к указанному опорному слою (10, 110), по меньшей мере,...
Водонепроницаемая и дышащая подошва для обуви
Номер патента: 6347
Опубликовано: 29.12.2005
Авторы: Феррарезе Антонио, Полегато Моретти Марио
МПК: A43B 7/12
Метки: дышащая, обуви, подошва, водонепроницаемая
Формула / Реферат:
1. Водонепроницаемая и дышащая подошва для обуви, имеющая структуру, содержащую средний компонент (10, 110) подошвы с мембраной (11, 111) изготовленной из материала, непроницаемого для воды и проницаемого для паров воды, и связанной в нескольких точках с нижним защитным слоем (14, 114), изготовленным из материала, стойкого к гидролизу, водоотталкивающего, дышащего и/или перфорированного, протектор (15, 115), изготовленный из перфорированного...
Паропроницаемая и водонепроницаемая подошва для обуви
Номер патента: 2796
Опубликовано: 31.10.2002
Автор: Полегато Моретти Марио
МПК: A43B 7/12
Метки: подошва, паропроницаемая, водонепроницаемая, обуви
Формула / Реферат:
1. Паропроницаемая и водонепроницаемая подошва (10, 110, 210) для обуви, содержащая нижний плоский элемент (11, 111, 213), изготовленный из фасонного резиноподобного материала, верхний элемент (22, 120, 214), простилку (19, 116, 215), изготовленную из паропроницаемого и водонепроницаемого материала, при этом нижний и верхний элементы и простилка герметично соединены по периферийным частям (26, 27) взаимного контакта, отличающаяся тем, что нижний...
Способ и устройство для заключения обуви в оболочку типа галоши
Номер патента: 5610
Опубликовано: 28.04.2005
Автор: Азиси Язар Бозкурт
МПК: A43D 11/00, A43B 3/16
Метки: заключения, обуви, устройство, способ, оболочку, галоши, типа
Формула / Реферат:
1. Устройство (1) для заключения обуви в оболочку типа галоши, содержащее площадку (20) для ноги, на которую помещается обувь; нишу (2) для катушки, в которой размещается катушка для пленки, на которую наматывается пленка (21), используемая для образования галоши, в которую должна быть заключена обувь; натяжной узел (10) для удерживания пленки (21), снятой с катушки, в расправленном состоянии и для предотвращения ее самопроизвольного смещения,...
Блок воздушного насоса для вентилируемой обуви
Номер патента: 5733
Опубликовано: 30.06.2005
Автор: Парк Кванг-Сеук
МПК: A43B 7/06
Метки: насоса, блок, обуви, вентилируемой, воздушного
Формула / Реферат:
1. Блок воздушного насоса для вентилируемой обуви, который включает в себя опорную пластину 14 с обратными клапанами 22a и 22b для регулирования воздушного потока, установленными на обеих сторонах; верхнюю жесткую пластину 16; пружину сжатия 18, введенную между опорной пластиной 14 и верхней жесткой пластиной 16; упругую крышку 12, закрывающую верхнюю жесткую пластину 16, кромки которой герметично приклеены термореактивным клеем к опорной...
Предыдущий патент: Автоматическая планетарная передача
Следующий патент: Круглая опалубка
Случайный патент: Способ ликвидации органических отходов и устройство для его осуществления