Способ сборки цепи и заклепка, предназначенная для использования в такой сборке
Формула / Реферат
1. Заготовка заклепки для взаимного соединения двух боковых звеньев и центрального звена пильной цепи, отличающаяся тем, что она включает в себя центральный фланец (33), главным образом, цилиндрической формы, идущий вдоль центральной оси заклепки, и два барабана, предназначенные для их расклепывания и деформирования с заполнением при этом отверстий соответствующих боковых звеньев пильной цепи, причем барабаны выступают наружу с противоположных сторон фланца вдоль его центральной оси, при этом барабаны до их деформирования содержат внешнюю по оси конусную секцию и внутреннюю по оси цилиндрическую секцию.
2. Заготовка заклепки по п.1, отличающаяся тем, что каждая цилиндрическая секция занимает ориентировочно половину осевой длины соответствующего барабана.
3. Заготовка заклепки по п.1, отличающаяся тем, что внутренний по оси конец конусной секции совпадает с внешним по оси концом объединенной с ней цилиндрической секции.
4. Заготовка заклепки по п.3, отличающаяся тем, что каждая цилиндрическая секция (34А) занимает больше половины осевой длины соответствующего барабана.
5. Заготовка заклепки по п.4, отличающаяся тем, что внешняя поверхность конусной секции образует угол в диапазоне ориентировочно от 5 до 20 градусов с линией, параллельной центральной оси.
6. Заготовка заклепки по п.5, отличающаяся тем, что указанный угол составляет главным образом 10 градусов.
7. Заготовка заклепки по п.1, отличающаяся тем, что внешняя поверхность конусной секции образует угол в диапазоне ориентировочно от 5 до 20 градусов с линией, параллельной центральной оси.
8. Заготовка заклепки по п.1, отличающаяся тем, что центральный фланец имеет слегка поднутренные обращенные к оси поверхности.
9. Способ образования пильной цепи, отличающийся тем, что он включает в себя следующие операции:
A) предусматривание двух боковых звеньев (20) и одного центрального звена (21), размещенного между боковыми звеньями таким образом, что отверстия в боковых звеньях и в центральном звене совмещены друг с другом, причем каждое отверстие боковых звеньев содержит цилиндрический участок (22) и скошенный участок (23), при этом скошенный участок расположен на внешней поверхности (20А) бокового звена, причем эта внешняя поверхность обращена в противоположную сторону от центрального звена;
B) предусматривание заготовки заклепки, которая содержит главным образом цилиндрический фланец (33) и два барабана, выступающих наружу с противоположных сторон цилиндрического фланца вдоль продольной оси цилиндрического фланца, причем каждый барабан содержит внутреннюю по оси цилиндрическую секцию (34А) и внешнюю по оси конусную секцию (34В);
C) установку заготовки заклепки таким образом, что главным образом цилиндрический фланец размещен в отверстии центрального звена, а каждый барабан размещен в отверстии соответствующего бокового звена, причем цилиндрическая секция барабана размещена в цилиндрическом участке отверстия, а конусная секция барабана размещена в скошенном участке отверстия; и
D) расклепывание барабанов таким образом, что цилиндрическая и конусная секции барабана деформируются с заполнением соответствующих цилиндрического и скошенного участков отверстия.
10. Способ по п.9, отличающийся тем, что операция D предусматривает прижим расклепанных барабанов после их деформации к стенкам цилиндрических участков отверстий с усилием первой величины и их прижим к стенкам скошенного участка с усилием второй величины, превышающим первую величину.
11. Способ по п.9, отличающийся тем, что операция D предусматривает образование головки заклепки из конусной секции каждого барабана, заполняющей соответствующий скошенный участок отверстия и имеющей выпуклую внешнюю поверхность (7), выходящую наружу из внешней связующей поверхности (20А).

Текст
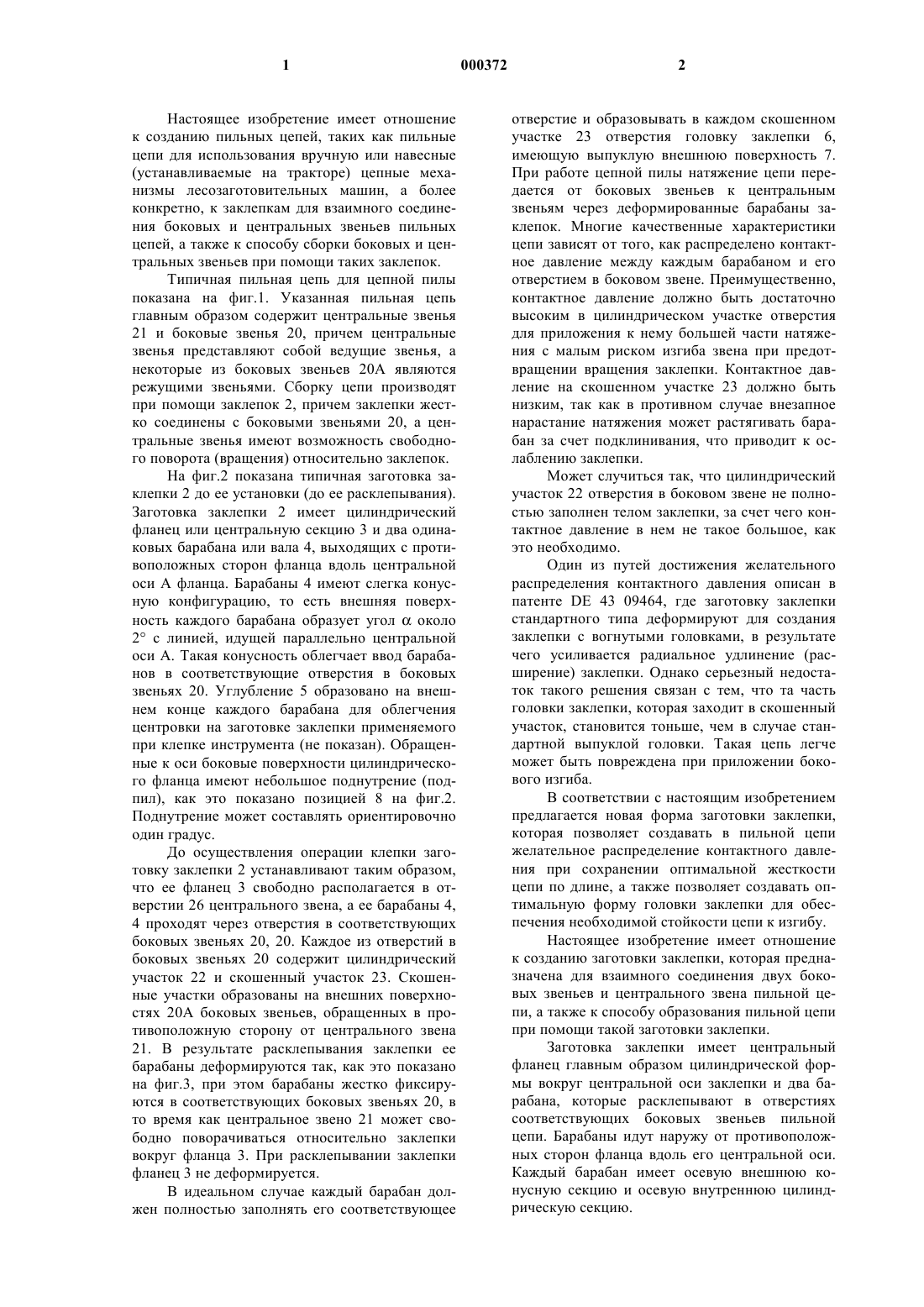
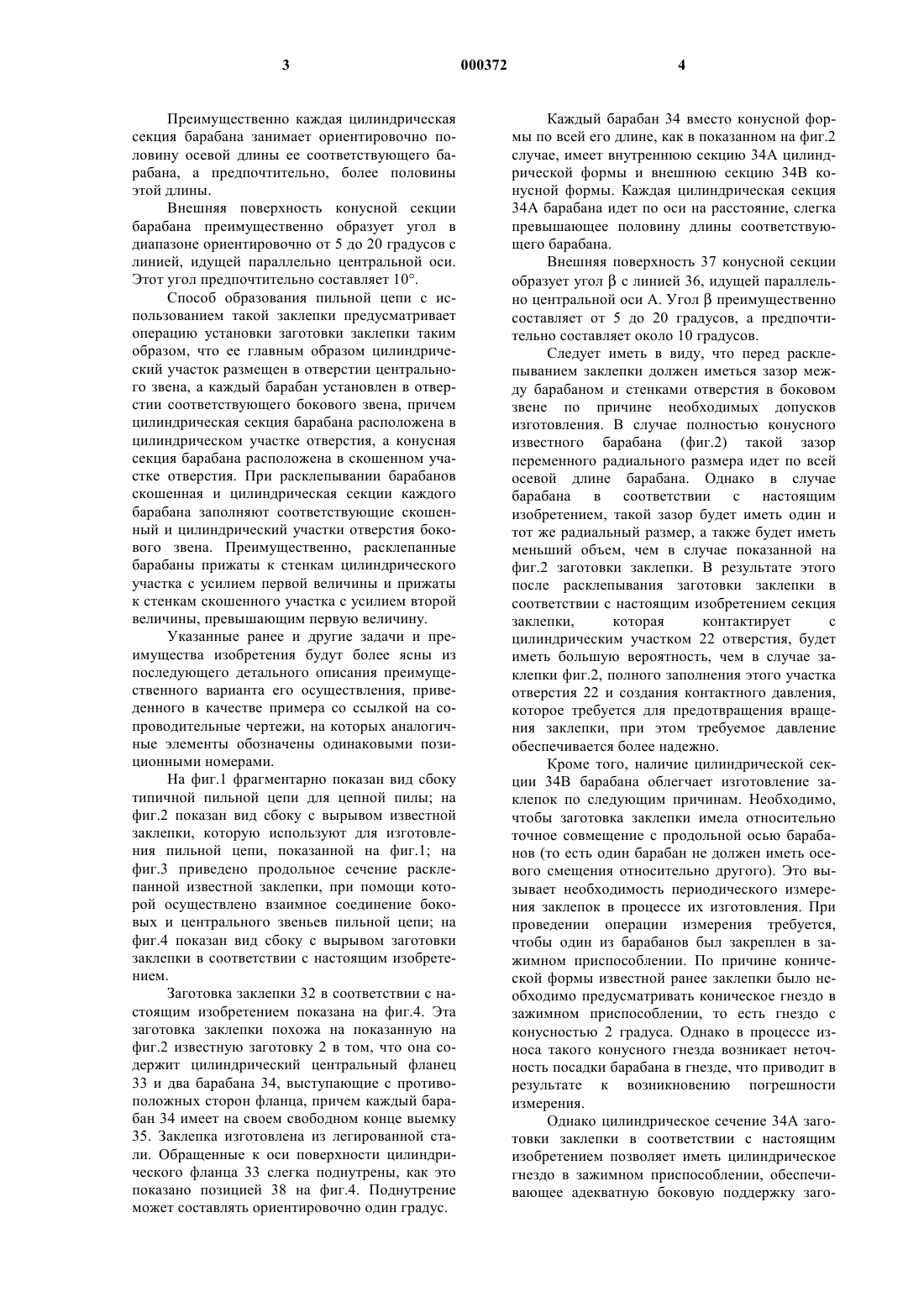
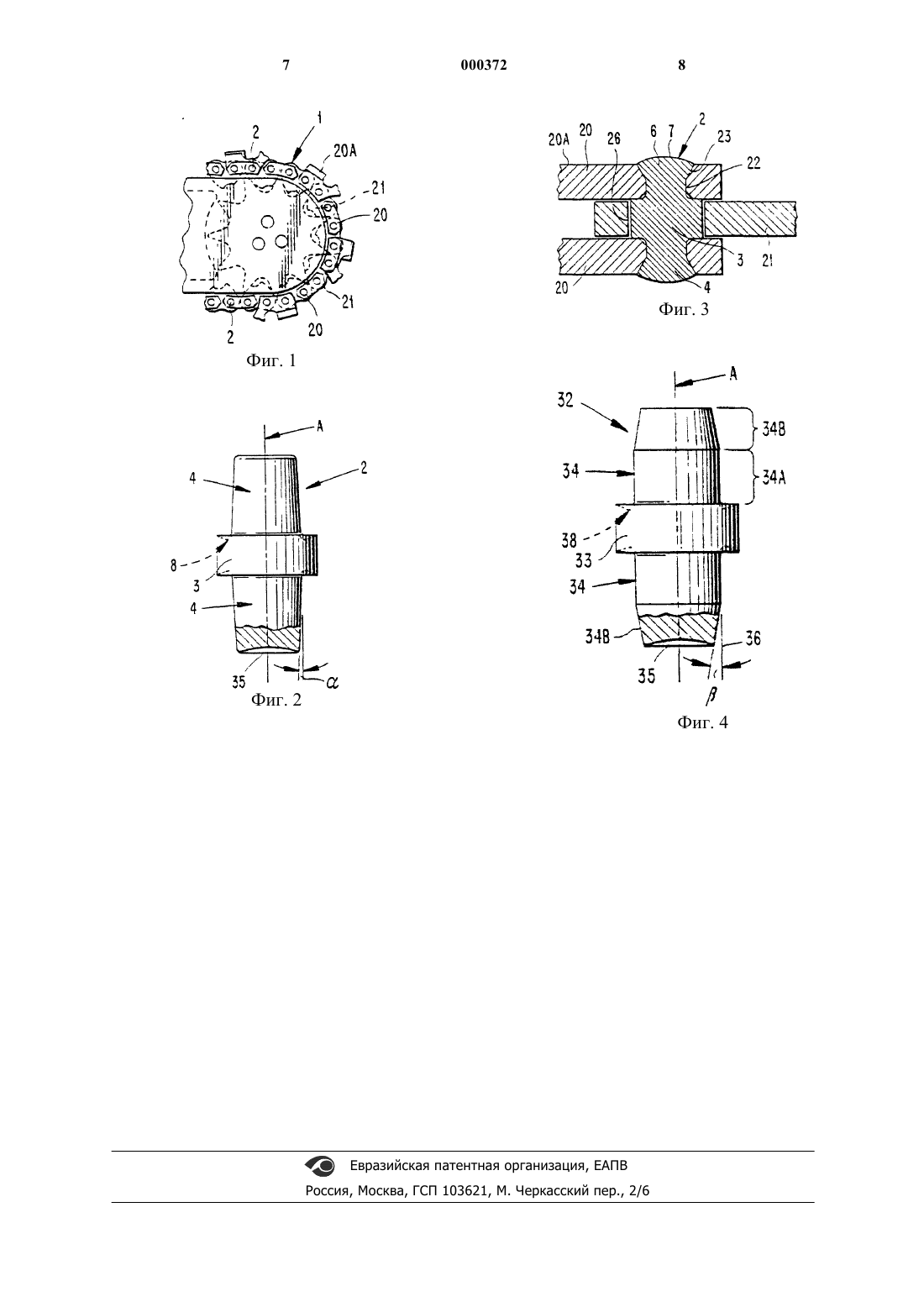
1 Настоящее изобретение имеет отношение к созданию пильных цепей, таких как пильные цепи для использования вручную или навесные(устанавливаемые на тракторе) цепные механизмы лесозаготовительных машин, а более конкретно, к заклепкам для взаимного соединения боковых и центральных звеньев пильных цепей, а также к способу сборки боковых и центральных звеньев при помощи таких заклепок. Типичная пильная цепь для цепной пилы показана на фиг.1. Указанная пильная цепь главным образом содержит центральные звенья 21 и боковые звенья 20, причем центральные звенья представляют собой ведущие звенья, а некоторые из боковых звеньев 20 А являются режущими звеньями. Сборку цепи производят при помощи заклепок 2, причем заклепки жестко соединены с боковыми звеньями 20, а центральные звенья имеют возможность свободного поворота (вращения) относительно заклепок. На фиг.2 показана типичная заготовка заклепки 2 до ее установки (до ее расклепывания). Заготовка заклепки 2 имеет цилиндрический фланец или центральную секцию 3 и два одинаковых барабана или вала 4, выходящих с противоположных сторон фланца вдоль центральной оси А фланца. Барабаны 4 имеют слегка конусную конфигурацию, то есть внешняя поверхность каждого барабана образует уголоколо 2 с линией, идущей параллельно центральной оси А. Такая конусность облегчает ввод барабанов в соответствующие отверстия в боковых звеньях 20. Углубление 5 образовано на внешнем конце каждого барабана для облегчения центровки на заготовке заклепки применяемого при клепке инструмента (не показан). Обращенные к оси боковые поверхности цилиндрического фланца имеют небольшое поднутрение (подпил), как это показано позицией 8 на фиг.2. Поднутрение может составлять ориентировочно один градус. До осуществления операции клепки заготовку заклепки 2 устанавливают таким образом,что ее фланец 3 свободно располагается в отверстии 26 центрального звена, а ее барабаны 4,4 проходят через отверстия в соответствующих боковых звеньях 20, 20. Каждое из отверстий в боковых звеньях 20 содержит цилиндрический участок 22 и скошенный участок 23. Скошенные участки образованы на внешних поверхностях 20 А боковых звеньев, обращенных в противоположную сторону от центрального звена 21. В результате расклепывания заклепки ее барабаны деформируются так, как это показано на фиг.3, при этом барабаны жестко фиксируются в соответствующих боковых звеньях 20, в то время как центральное звено 21 может свободно поворачиваться относительно заклепки вокруг фланца 3. При расклепывании заклепки фланец 3 не деформируется. В идеальном случае каждый барабан должен полностью заполнять его соответствующее 2 отверстие и образовывать в каждом скошенном участке 23 отверстия головку заклепки 6,имеющую выпуклую внешнюю поверхность 7. При работе цепной пилы натяжение цепи передается от боковых звеньев к центральным звеньям через деформированные барабаны заклепок. Многие качественные характеристики цепи зависят от того, как распределено контактное давление между каждым барабаном и его отверстием в боковом звене. Преимущественно,контактное давление должно быть достаточно высоким в цилиндрическом участке отверстия для приложения к нему большей части натяжения с малым риском изгиба звена при предотвращении вращения заклепки. Контактное давление на скошенном участке 23 должно быть низким, так как в противном случае внезапное нарастание натяжения может растягивать барабан за счет подклинивания, что приводит к ослаблению заклепки. Может случиться так, что цилиндрический участок 22 отверстия в боковом звене не полностью заполнен телом заклепки, за счет чего контактное давление в нем не такое большое, как это необходимо. Один из путей достижения желательного распределения контактного давления описан в патенте DE 43 09464, где заготовку заклепки стандартного типа деформируют для создания заклепки с вогнутыми головками, в результате чего усиливается радиальное удлинение (расширение) заклепки. Однако серьезный недостаток такого решения связан с тем, что та часть головки заклепки, которая заходит в скошенный участок, становится тоньше, чем в случае стандартной выпуклой головки. Такая цепь легче может быть повреждена при приложении бокового изгиба. В соответствии с настоящим изобретением предлагается новая форма заготовки заклепки,которая позволяет создавать в пильной цепи желательное распределение контактного давления при сохранении оптимальной жесткости цепи по длине, а также позволяет создавать оптимальную форму головки заклепки для обеспечения необходимой стойкости цепи к изгибу. Настоящее изобретение имеет отношение к созданию заготовки заклепки, которая предназначена для взаимного соединения двух боковых звеньев и центрального звена пильной цепи, а также к способу образования пильной цепи при помощи такой заготовки заклепки. Заготовка заклепки имеет центральный фланец главным образом цилиндрической формы вокруг центральной оси заклепки и два барабана, которые расклепывают в отверстиях соответствующих боковых звеньев пильной цепи. Барабаны идут наружу от противоположных сторон фланца вдоль его центральной оси. Каждый барабан имеет осевую внешнюю конусную секцию и осевую внутреннюю цилиндрическую секцию. 3 Преимущественно каждая цилиндрическая секция барабана занимает ориентировочно половину осевой длины ее соответствующего барабана, а предпочтительно, более половины этой длины. Внешняя поверхность конусной секции барабана преимущественно образует угол в диапазоне ориентировочно от 5 до 20 градусов с линией, идущей параллельно центральной оси. Этот угол предпочтительно составляет 10. Способ образования пильной цепи с использованием такой заклепки предусматривает операцию установки заготовки заклепки таким образом, что ее главным образом цилиндрический участок размещен в отверстии центрального звена, а каждый барабан установлен в отверстии соответствующего бокового звена, причем цилиндрическая секция барабана расположена в цилиндрическом участке отверстия, а конусная секция барабана расположена в скошенном участке отверстия. При расклепывании барабанов скошенная и цилиндрическая секции каждого барабана заполняют соответствующие скошенный и цилиндрический участки отверстия бокового звена. Преимущественно, расклепанные барабаны прижаты к стенкам цилиндрического участка с усилием первой величины и прижаты к стенкам скошенного участка с усилием второй величины, превышающим первую величину. Указанные ранее и другие задачи и преимущества изобретения будут более ясны из последующего детального описания преимущественного варианта его осуществления, приведенного в качестве примера со ссылкой на сопроводительные чертежи, на которых аналогичные элементы обозначены одинаковыми позиционными номерами. На фиг.1 фрагментарно показан вид сбоку типичной пильной цепи для цепной пилы; на фиг.2 показан вид сбоку с вырывом известной заклепки, которую используют для изготовления пильной цепи, показанной на фиг.1; на фиг.3 приведено продольное сечение расклепанной известной заклепки, при помощи которой осуществлено взаимное соединение боковых и центрального звеньев пильной цепи; на фиг.4 показан вид сбоку с вырывом заготовки заклепки в соответствии с настоящим изобретением. Заготовка заклепки 32 в соответствии с настоящим изобретением показана на фиг.4. Эта заготовка заклепки похожа на показанную на фиг.2 известную заготовку 2 в том, что она содержит цилиндрический центральный фланец 33 и два барабана 34, выступающие с противоположных сторон фланца, причем каждый барабан 34 имеет на своем свободном конце выемку 35. Заклепка изготовлена из легированной стали. Обращенные к оси поверхности цилиндрического фланца 33 слегка поднутрены, как это показано позицией 38 на фиг.4. Поднутрение может составлять ориентировочно один градус. 4 Каждый барабан 34 вместо конусной формы по всей его длине, как в показанном на фиг.2 случае, имеет внутреннюю секцию 34 А цилиндрической формы и внешнюю секцию 34 В конусной формы. Каждая цилиндрическая секция 34 А барабана идет по оси на расстояние, слегка превышающее половину длины соответствующего барабана. Внешняя поверхность 37 конусной секции образует уголс линией 36, идущей параллельно центральной оси А. Уголпреимущественно составляет от 5 до 20 градусов, а предпочтительно составляет около 10 градусов. Следует иметь в виду, что перед расклепыванием заклепки должен иметься зазор между барабаном и стенками отверстия в боковом звене по причине необходимых допусков изготовления. В случае полностью конусного известного барабана (фиг.2) такой зазор переменного радиального размера идет по всей осевой длине барабана. Однако в случае барабана в соответствии с настоящим изобретением, такой зазор будет иметь один и тот же радиальный размер, а также будет иметь меньший объем, чем в случае показанной на фиг.2 заготовки заклепки. В результате этого после расклепывания заготовки заклепки в соответствии с настоящим изобретением секция заклепки,которая контактирует с цилиндрическим участком 22 отверстия, будет иметь большую вероятность, чем в случае заклепки фиг.2, полного заполнения этого участка отверстия 22 и создания контактного давления,которое требуется для предотвращения вращения заклепки, при этом требуемое давление обеспечивается более надежно. Кроме того, наличие цилиндрической секции 34 В барабана облегчает изготовление заклепок по следующим причинам. Необходимо,чтобы заготовка заклепки имела относительно точное совмещение с продольной осью барабанов (то есть один барабан не должен иметь осевого смещения относительно другого). Это вызывает необходимость периодического измерения заклепок в процессе их изготовления. При проведении операции измерения требуется,чтобы один из барабанов был закреплен в зажимном приспособлении. По причине конической формы известной ранее заклепки было необходимо предусматривать коническое гнездо в зажимном приспособлении, то есть гнездо с конусностью 2 градуса. Однако в процессе износа такого конусного гнезда возникает неточность посадки барабана в гнезде, что приводит в результате к возникновению погрешности измерения. Однако цилиндрическое сечение 34 А заготовки заклепки в соответствии с настоящим изобретением позволяет иметь цилиндрическое гнездо в зажимном приспособлении, обеспечивающее адекватную боковую поддержку заго 5 товки заклепки в процессе измерения. При этом исключаются указанные выше проблемы износа, связанные с известными заготовками. Следует иметь в виду, что из проведенного обсуждения становится ясно, что заготовка заклепки в соответствии с настоящим изобретением может заполнять отверстие более полно, чем известные ранее заготовки, что приводит к созданию более плотного контакта между заклепкой и боковыми звеньями, обеспечивающего отсутствие относительного вращения (поворота) между заклепкой и боковыми звеньями. Кроме того, в результате применения настоящего изобретения операция измерения заготовок заклепок в ходе процесса производства становится менее подверженной погрешностям. Несмотря на то, что был описан предпочтительный вариант осуществления изобретения,совершенно ясно, что в него специалистами в данной области могут быть внесены изменения,замены, удаления и дополнения, которые специально не были описаны, но которые не выходят однако за рамки приведенной далее формулы изобретения и соответствуют его сущности. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Заготовка заклепки для взаимного соединения двух боковых звеньев и центрального звена пильной цепи, отличающаяся тем, что она включает в себя центральный фланец (33), главным образом, цилиндрической формы, идущий вдоль центральной оси заклепки, и два барабана, предназначенные для их расклепывания и деформирования с заполнением при этом отверстий соответствующих боковых звеньев пильной цепи, причем барабаны выступают наружу с противоположных сторон фланца вдоль его центральной оси, при этом барабаны до их деформирования содержат внешнюю по оси конусную секцию и внутреннюю по оси цилиндрическую секцию. 2. Заготовка заклепки по п.1, отличающаяся тем, что каждая цилиндрическая секция занимает ориентировочно половину осевой длины соответствующего барабана. 3. Заготовка заклепки по п.1, отличающаяся тем, что внутренний по оси конец конусной секции совпадает с внешним по оси концом объединенной с ней цилиндрической секции. 4. Заготовка заклепки по п.3, отличающаяся тем, что каждая цилиндрическая секция(34 А) занимает больше половины осевой длины соответствующего барабана. 5. Заготовка заклепки по п.4, отличающаяся тем, что внешняя поверхность конусной секции образует угол в диапазоне ориентировочно от 5 до 20 градусов с линией, параллельной центральной оси. 6. Заготовка заклепки по п.5, отличающаяся тем, что указанный угол составляет главным образом 10 градусов. 6 7. Заготовка заклепки по п.1, отличающаяся тем, что внешняя поверхность конусной секции образует угол в диапазоне ориентировочно от 5 до 20 градусов с линией, параллельной центральной оси. 8. Заготовка заклепки по п.1, отличающаяся тем, что центральный фланец имеет слегка поднутренные обращенные к оси поверхности. 9. Способ образования пильной цепи, отличающийся тем, что он включает в себя следующие операции:A) предусматривание двух боковых звеньев (20) и одного центрального звена (21), размещенного между боковыми звеньями таким образом, что отверстия в боковых звеньях и в центральном звене совмещены друг с другом,причем каждое отверстие боковых звеньев содержит цилиндрический участок (22) и скошенный участок (23), при этом скошенный участок расположен на внешней поверхности (20 А) бокового звена, причем эта внешняя поверхность обращена в противоположную сторону от центрального звена;B) предусматривание заготовки заклепки,которая содержит главным образом цилиндрический фланец (33) и два барабана, выступающих наружу с противоположных сторон цилиндрического фланца вдоль продольной оси цилиндрического фланца, причем каждый барабан содержит внутреннюю по оси цилиндрическую секцию (34 А) и внешнюю по оси конусную секцию (34 В);C) установку заготовки заклепки таким образом, что главным образом цилиндрический фланец размещен в отверстии центрального звена, а каждый барабан размещен в отверстии соответствующего бокового звена, причем цилиндрическая секция барабана размещена в цилиндрическом участке отверстия, а конусная секция барабана размещена в скошенном участке отверстия; иD) расклепывание барабанов таким образом, что цилиндрическая и конусная секции барабана деформируются с заполнением соответствующих цилиндрического и скошенного участков отверстия. 10. Способ по п.9, отличающийся тем, что операция D предусматривает прижим расклепанных барабанов после их деформации к стенкам цилиндрических участков отверстий с усилием первой величины и их прижим к стенкам скошенного участка с усилием второй величины, превышающим первую величину. 11. Способ по п.9, отличающийся тем, что операция D предусматривает образование головки заклепки из конусной секции каждого барабана, заполняющей соответствующий скошенный участок отверстия и имеющей выпуклую внешнюю поверхность (7), выходящую наружу из внешней связующей поверхности
МПК / Метки
МПК: B27B 33/14
Метки: использования, цепи, предназначенная, заклепка, сборке, сборки, способ
Код ссылки
<a href="https://eas.patents.su/5-372-sposob-sborki-cepi-i-zaklepka-prednaznachennaya-dlya-ispolzovaniya-v-takojj-sborke.html" rel="bookmark" title="База патентов Евразийского Союза">Способ сборки цепи и заклепка, предназначенная для использования в такой сборке</a>
Способ сборки шарового шарнира
Номер патента: 45
Опубликовано: 26.02.1998
Автор: Недиков Владимир Петрович
МПК: B23P 19/00, F16C 11/00, B23P 19/04...
Метки: сборки, шарнира, шарового, способ
Формула / Реферат:
1. Способ сборки шарового шарнира, включающий ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладыша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего...
Выключатель для электрической цепи
Номер патента: 21
Опубликовано: 30.12.1997
Авторы: Рафар Дени, Собуль Раймон
МПК: H01H 33/18
Метки: электрической, выключатель, цепи
Формула / Реферат:
1. Выключатель для электрической цепи средней величины напряжения, помещенный в изолированный корпус (12), наполненный газом с высоким диэлектрическим сопротивлением, и содержащий контейнер (43) в форме камеры (34) гашения электрической дуги с самогасящим расширением, содержащий неподвижный дуговой контакт (36), взаимодействующий с подвижным дуговым контактом (38), - электромагнитную катушку (122), расположенную вокруг неподвижного дугового...
Ручка из синтетической смолы и бутылка с такой ручкой
Номер патента: 213
Опубликовано: 24.12.1998
Автор: Маесима Масаки
МПК: B65D 1/02
Метки: ручка, смолы, бутылка, ручкой, синтетической
Формула / Реферат:
1. Ручка из синтетической смолы, состоящая из захватной части (2), имеющей достаточную длину для размещения от верхней кромки до нижней кромки паза, выполненного в боковой части бутылки, удерживающей части (3), выполненной на верхнем конце захватной части (2), верхнего контактного элемента (4), расположенного на верхнем конце захватной части и имеющего зацепляющий элемент (6), выступающий вверх и обращенный к удерживающей части (3), нижнего...
Сигарета и нагреватель для использования в электрической курительной системе
Номер патента: 244
Опубликовано: 25.02.1999
Авторы: Хэйес Патрик Х., Сандерсон Весли Дж., Ваткинс Майкл Л., Хаджалигол Мохаммад Р., Каунтс Мэри Эллен, Кларк Дэвид А., Ренн Сьюзн Е., Каулинг Патрик С., Уль Ричард Дж., Мур Майкл А., Шарп Дэвид Е., Хаук Вилли Дж.Мл., Николс Вальтер А., Флейшхауэр Грир С., Бэджит Джеймс Д.Мл., Морган Констанс Х.
МПК: A24F 47/00
Метки: использования, курительной, нагреватель, системе, электрической, сигарета
Формула / Реферат:
1. Сигарета (23), содержащая табачный стержень, включающий трубчатую табачную пластинку (66) и штранг из табака (80), расположенный внутри трубчатой табачной пластинки, упомянутый табачный стержень имеет свободный конец (78) и противоположный конец (72), а трубчатая табачная пластинка содержит основную пластинку (68) и слой (70) табачного ароматического материала, поддерживаемого основной пластинкой, которая приспособлена для переноса тепла от...
Адгезионные фотохромные матричные слои для использования в оптических изделиях
Номер патента: 365
Опубликовано: 24.06.1999
Авторы: Гупта Амитава, Блум Рональд Д., Иер Венкатрамани С.
МПК: B29D 11/00
Метки: слои, фотохромные, матричные, оптических, адгезионные, использования, изделиях
Формула / Реферат:
1. Оптическое изделие, содержащее адгезионный матричный слой, приклеенный к оптической основе, причем упомянутый адгезионный матричный слой имеет плотность поперечных связей меньше, чем 3 моль/л и температуру стеклования (Тg) между 10-60шС, при этом упомянутый адгезионный матричный слой содержит одну или несколько фотохромных добавок. 2. Оптическое изделие по п.1, отличающееся тем, что дополнительно содержит наружный барьерный слой, приклеенный...
Предыдущий патент: Зубная щетка
Следующий патент: Плазменный пиролиз и витрификация городских отходов
Случайный патент: Соединения пирроло[2,3-d]пиримидина