Способ сборки шарового шарнира
Формула / Реферат
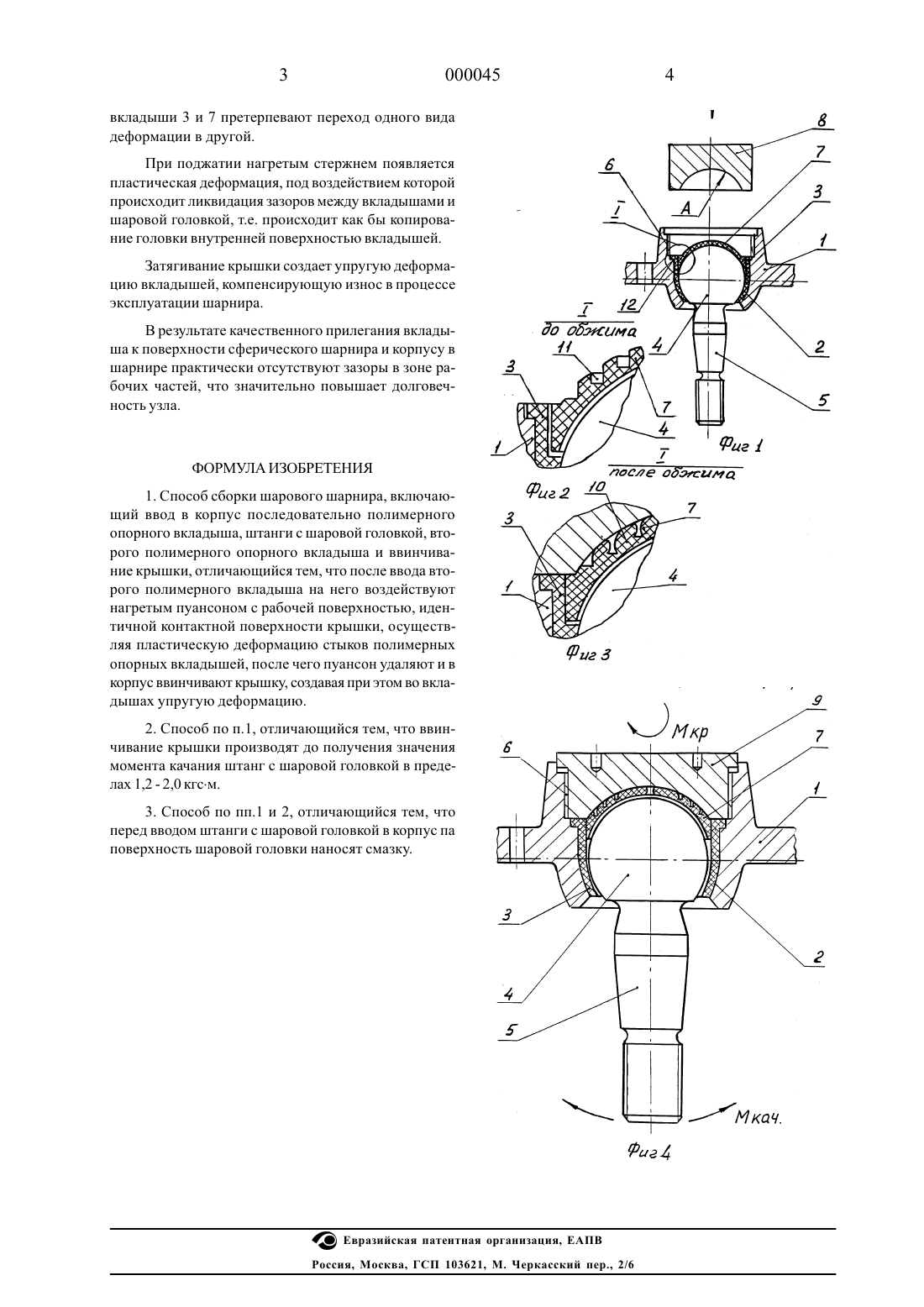
1. Способ сборки шарового шарнира, включающий ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладыша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего пуансон удаляют и в корпус ввинчивают крышку, создавая при этом во вкладышах упругую деформацию.
2. Способ по п.1, отличающийся тем, что ввинчивание крышки производят до получения значения момента качания штанг с шаровой головкой в пределах 1,2 - 2,0 кгсЧм.
3. Способ по пп.1 и 2, отличающийся тем, что перед вводом штанги с шаровой головкой в корпус па поверхность шаровой головки наносят смазку.
Текст
(54) СПОСОБ СБОРКИ ШАРОВОГО ШАРНИРА Ф Ф Ф Ф д О Приоритетные Данные: (56) СсЬ 1 лКИ: шИЗОбРСТСНИС ОТНОСИТСЯ К МЗШИНОСТрОСНИЮ В частности К ТСХНОЛОГИИ СбОрКИ шаровых шарниров подвески автомобиля.Известен способ изготовления шарового шарнира, заключающийся в том, что в корпус с внутренней вогнутой сферической поверхностью, с малым отверстием на одном конце и большим на другом вводят опорный вкладыш из полимерного материала, штангу с шаровой головкой, второй опорный вкладыш и ввинчивают крышку (КН, 2029895).Известный способ сложен и Шаровые опоры по этому способу не подлежат ремонту и регулировке усилия момента сопротивления качанию опорной штанги шарнира.Техническим результатом изобретения является упрошение сборки шаровых опор с гарантируемой плотностью посадки шаровой головки и с увеличением его надежности.Это достигается тем, что в способе сборки шарового шарнира, заключающемся в том, что в корпус шарнира с внутренней вогнутой сферической поверхностью, с резьбовым отверстием на одном конце и меньшим по отношению к нему отверстием на другом последовательно вводят опорный вкладыш из полимерного материала, штангу с шаровой головкой,второй вкладыш и ввинчивают крышку, до установки крышки второй вкладыш совместно с торцем первого вкладыша предварительно обжимают нагретым стержнем при температуре и давлении, приводящим к пластиче ской деформации материала вкладышей, а крь 1 шку затягивают крутящим моментом, создающим во вкладышах упругую деформацию, при этом внутреннюю поверхность стержня выполняют идентичной контактным поверхностям крышки и вкладыша. Кроме этого, затягивание крышки обеспечивают при достижении момента качания штанги шарнира в пределах 1,2 - 2,0 кгс-м. Далее перед вводом штанги с шаровой головкой в корпус на поверхность шаровой головки наносят смазку.На фиг.1 изображена схема обжима вкладышей; на фиг.2 - фрагмент установки вкладышей до обжима стержнем; на фиг.3 то же, после обжима стержнем; на фиг.4 - схема проверки затяжки резьбовой крышки.Способ сборки шарового шарнира заключается в том, что в корпус 1 со стороны резьбового отверстия 6 вводят первый опорный вкладыш 3, вь 1 полненный из полимерного материала с цилиндрической и сферической поверхностями и кольцевым фланцевым пояском до плотного прилегания к внутренней сферической поверхности корпуса 2. Кольцевой фланцевь 1 й торец опорного вкладыша 3 располагается на кольцевой ступеньке 12 корпуса.На шаровую головку 4 наносят слой смазки и через резьбовое отверстие 6 вводят палец 5 внутрь опорного вкладыша 3 до упора в сферическую поверхность 2 корпуса. Второй вкладыш 7 вводят в цилинд рическую часть опорного вкладыша 3 до упора в шаровую головку. При этом фланцеобразный торец опорного вкладыша 3 совпадает по высоте по наружному диаметру внешней сферической поверхности второго вкладыша 7. На внешнюю сферическую поверхность вкладыша 7 и на фланцеобразный торец опорного вкладыша 3 прикладывают нагрузку Р нагретым стержнем 8, приводящую к пластической деформации вкладышей 3 и 7.Очень важно, что форма контактной поверхности А стержня 8 должна соответствовать внутренней поверхности резьбовой крышки, контактирующей с вкладышами 3 и 7 после затягивания этой крышки.Резьбовую крышку 9 затягивают крутящим моментом Мкрр, приводящим к упругой деформации вкладышей 3 и 7. Момент затяжки проверяется качанием пальца шаровой головки, оптимальные значения которого могут находиться в пределах 1,2 - 2,0 кгсм.Пример. В корпус 1 со стороны резьбового отверстия 6 вводят предварительно Отформованный из угленаполненного полиамида УПА 6/30 по ТУ 6-1231-654-89 первый фланцеобразный опорный вкладыш 3 до упора в сферическую поверхность 2 корпуса 1. При этом кольцевой фланец противоположного торца вкладыша 3 располагается в кольцевой ступеньке 12 корпуса 1.Для исключения скрипов во время эксплуатации шарнира на шаровую головку наносят тонкий слой смазки ШРБ, и палец вводят во внутрь корпуса 1 до упора шаровой головки 4 в сферическую часть корпуса 1 с опорным вкладышем 3. Оптимальное усилие при этом должно быть 15-20 кгс.Второй вкладыш 7, предварительно отформованный из угленаполненного полиамида и имеющий сферическую форму, а на наружной поверхности имеющий кольцевые канавки 11 и выступы 10, вводят во внутрь первого опорного вкладыша 3 до соприкосновения с шаровой головкой 4.На фиг.2 показан фрагмент сборки вкладышей 3 и 7 в корпусе 1 с шаровой головкой пальца 4 до пластической деформации обжатием нагретым стержнем.На фиг.3 показан тот же фрагмент после пластической деформации обжатием нагретым стержнем. В результате операции обжатия нагретым стержнем при г: 270 - 290 С и усилием 3000-3500 кгс ликвидируются инструментальные зазоры между корпусом 1, вкладышами 3 и 7 и шаровой головкой 4 пальца 5. Длительность обжатия осуществлялась в течение 5-7 с, при этом выступы 10 вкладыша 7 деформируются и принимают форму удобную для восприятия упругой деформации. Для создания упругой деформации во вкладышах 3 и 7 проводят моментную затяжку резьбовой крышки 9 (фиг.4) усилием Мкрь: 5 - 7 кгсм, при этом момент качания МКМ: 1,2 - 2,0 кгсм.В процессе изготовления шарового шарниравкладыши 3 и 7 претерпевают переход одного вида ' в Деформации в другой.ПрИ поджатии нагретым СТСрЖНСМ ПОЯВЛЯСТСЯ пластическая деформация, ПОД ВОЗДСЙСТВИСМ КОТОрОЙ ПрОИСХОДИТ ЛИКВИДЗЦИЯ ЗЗЗОрОВ МСЖДу вкладышами И шаровой ГОЛОВКОЙ, Т.С. ПрОИСХОДИТ как бЫ копироваНИС ГОЛОВКИ ВНуТрСННСЙ ПОВСрХНОСТЬЮ вкладышей.Затягивание крышки создает упругую деформацию вкладышей, компенсирующую износ в процессе эксплуатации шарнира.В результате качественного прилегания вкладь 1 ша к поверхности сферического шарнира и корпусу в шарнире практически отсутствуют зазоры в зоне рабочих частей, что значительно повышает долговечность узла.1. Способ сборки шарового шарнира, включаюший ввод в корпус последовательно полимерного опорного вкладыша, штанги с шаровой головкой, второго полимерного опорного вкладыша и ввинчивание крышки, отличающийся тем, что после ввода второго полимерного вкладЬ 1 ша на него воздействуют нагретым пуансоном с рабочей поверхностью, идентичной контактной поверхности крышки, осуществляя пластическую деформацию стыков полимерных опорных вкладышей, после чего пуансон удаляют и в корпус ввинчивают крышку, создавая при этом во вкладЬ 1 шах упругую деформацию.2. Способ по п.1, отличающийся тем, что ввинчивание крышки производят до получения значения момента качания штанг с шаровой головкой в пределах 1,2 - 2,0 кгс-м.3. Способ по пп.1 и 2, отличающийся тем, что перед вводом штанги с шаровой головкой в корпус па поверхность шаровой головки наносят смазку.
МПК / Метки
МПК: B23P 19/04, F16C 11/06, F16C 11/00, B23P 19/00
Метки: сборки, способ, шарнира, шарового
Код ссылки
<a href="https://eas.patents.su/3-45-sposob-sborki-sharovogo-sharnira.html" rel="bookmark" title="База патентов Евразийского Союза">Способ сборки шарового шарнира</a>
Предыдущий патент: Стимулятор
Следующий патент: Оральная композиция, содержащая s(+)-ибупрофен, и способ ее получения.
Случайный патент: Смеси полисахаридов на основе гепарина, их получение и фармацевтические композиции, их содержащие