Электротехническая проволока из алюминиевого сплава
Формула / Реферат
Электротехническая проволока из алюминиевого сплава, характеризующаяся тем, что содержит сердечник и расположенный вокруг него упрочненный слой микросплошности, полученный пластической деформацией поверхности проволочной заготовки, плотность и микросплошность которого больше плотности и микросплошности сердечника, сопротивление проволоки на разрыв составляет 16-18 кгс/мм2, а сплав содержит, мас.%: железо - 0,5-0,7; кремний - 0,2-0,4; церий, лантан, празеодим в сумме 6,0-10,0; примеси - 0,1-0,3; остальное - алюминий.
Текст
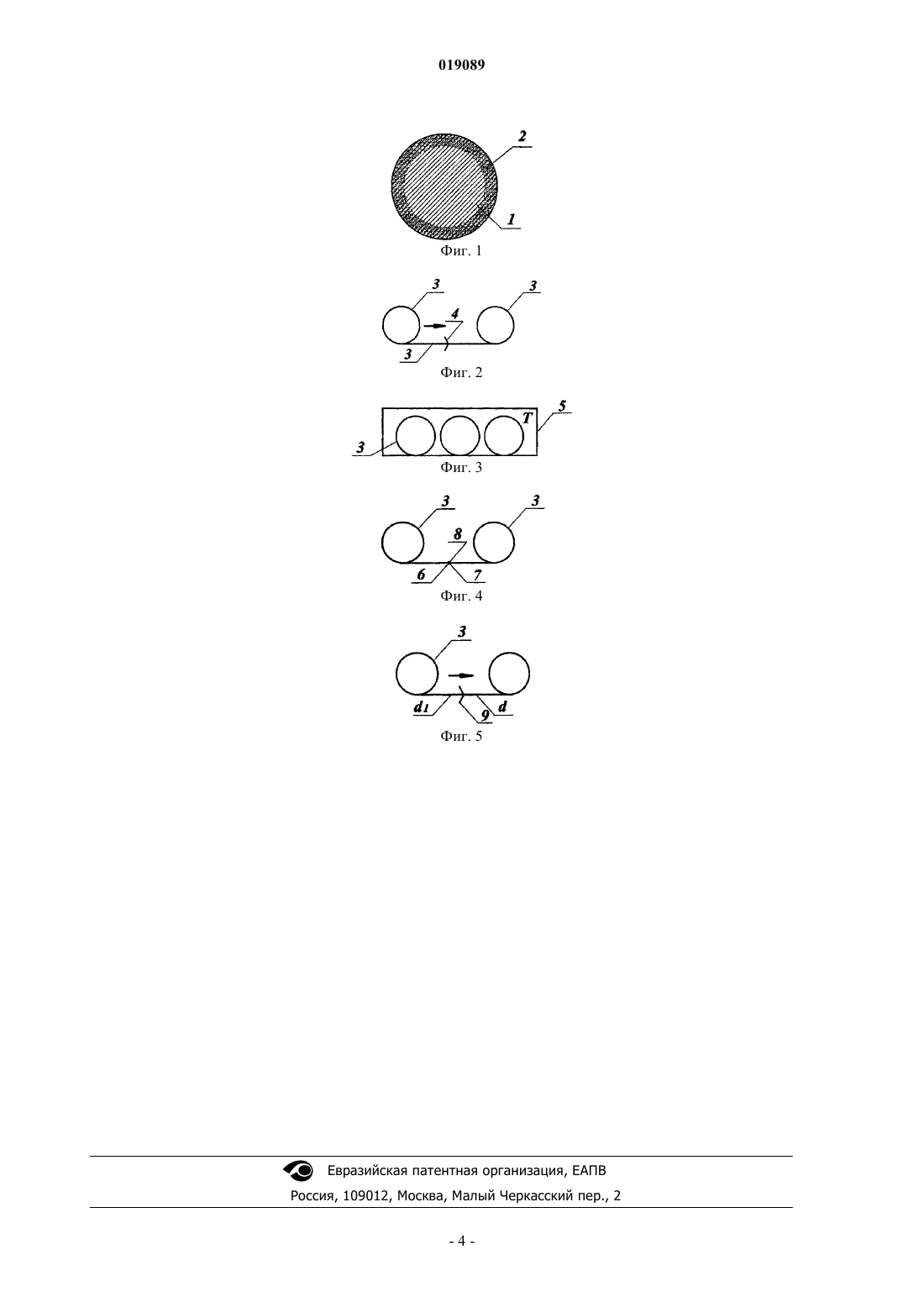
ЭЛЕКТРОТЕХНИЧЕСКАЯ ПРОВОЛОКА ИЗ АЛЮМИНИЕВОГО СПЛАВА Техническое решение относится к области обработки металлов давлением, в частности к изготовлению проволоки методом ее многократного волочения, причем такая проволока,в частности, изготовлена из алюминиевого сплава, отвечающего по своим физическим и механическим свойствам большим нагрузкам на разрыв при растяжении и большой электропроводности. Техническое решение предназначено для использования в области металлургии и электротехнической промышленности. Техническим результатом представленного в данном описании технического решения задачи является повышение микросплошности поверхности проволоки, ее прочности и электропроводности. Технический результат получен электротехнической проволокой из алюминиевого сплава, характеризующейся тем, что она содержит сердечник и расположенный вокруг него упрочненный слой микросплошности,полученный пластической деформацией поверхности проволочной заготовки, плотность и микросплошность которого больше плотности и микросплошности сердечника, сопротивление проволоки на разрыв составляет 16-18 кгс/мм 2, а сплав содержит, мас.%: железо - 0,5-0,7; кремний - 0,2-0,4; церий, лантан, празеодим - в сумме 6,0-10,0; примеси - 0,1-0,3; остальное алюминий. Аникеев Юрий Георгиевич (RU) Туленинов Н.А. (RU)(71)(73) Заявитель и патентовладелец: ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ОБЪЕДИНЕНИЕ Техническое решение относится к области обработки металлов давлением, в частности к изготовлению проволоки методом ее многократного волочения, причем такая проволока, в частности, изготовлена из алюминиевого сплава, отвечающего по своим физическим и механическим свойствам большим нагрузкам на разрыв при растяжении и большой электропроводности. Техническое решение предназначено для использования в области металлургии. Проволока предназначена для использования в области электротехнической промышленности. Известны конструктивные решения проволоки и способы ее изготовлении, причем каждое техническое решение включает операции волочения проволоки, отжига, нормализации, проволока выполнена из мягких металлических сплавов, отвечающих условиям обработки металлов давлением путем волочения,причем при изготовлении проволоки волочение заготовки проволоки производят многократно (CN1188810-A, 1998-07-29, IRON Y.I. (CN); CN-1255413-A, 2000-06-07, UNIV DONGBEI (CN); CN-1851834A, 2006-10-25, WUJIN HENGTONG METAL STEEL WIR (CN); CN-1978686, 2007-06-13, SHANGHAIJAMES ARTHUR DONELAN (GB); GB 1380175, 24.05.1973, PETER MICHAEL RAW (GB. Известна проволока, обладающая высокой электропроводностью и прочностью на разрыв, при этом проволока выполнена из сплава на основе бронзы, которая содержит, мас.%: хром - 0,15-0,25; цирконий 0,15-0,25; кальций - 0,03-0,10; медь - остальное, причем после закалки заготовки проволоки, нагрева, отпуска, волочения, повторного нагрева и времени пребывания проволоки в печи достигаются указанные показатели ее физико-механических свойств (RU-77806-U1, 10.11.2007, ОАО "Каменск-Уральский завод по обработке цветных металлов" (RU. В описании этого патента содержится информация, что при многократном волочении волочение осуществляется по маршрутам, мм: 5,0-1,7 или 5,0-1,0. Известна проволока, выполненная из сплава, содержащего никель 2,2-2,8, хром 0,5-1,0, кремний 0,6-0,8 и медь - остальное, при этом проволока подвержена закалке, волочению и старению (RU-71914U1, 27.03.2008, ОАО "Каменск-Уральский завод по обработке цветных металлов" (RU. Данная проволока отвечает основным физико-механическим показателям, в частности сопротивлению на разрыв не менее 736-785-844 МПа. Проволока подвержена многократному волочению по маршрутам, мм: 16-14-1210-9-8; 8-7-6-5-4-3,5. Известна проволока диаметром от 0,1 до 8,0 мм, имеющая в холоднотянутом состоянии в зависимости от диаметра предел прочности не менее 844-961 МПа, относительное удлинение 1,4-2,5% и полностью выдерживающая испытание на навивание, подверженная дополнительной термодеформационной обработке, включающей низкотемпературный отжиг при температуре 220-240 С и выдержке 0,75-1,0 ч,проводимой перед каждым не менее чем тремя последними проходами волочения, причем каждый из трех последних проходов многократного волочения осуществляют с частными относительными обжатиями в интервале 20-31% (RU-72886-U1, 10.05.2008, ОАО "Каменск-Уральский завод по обработке цветных металлов" (RU. Проволока подвержена многократному волочению по маршрутам, мм: 10,58,5-7,5-6,5-5,7-5-4; 8-7-6-5-4-3,5. В патенте RU-2141389-C1 представлена электротехническая проволока, выполненная из алюминиевого сплава типа Al-Mg-Si, которая предусматривает способ ее изготовления, при этом способ включает закалку проволоки, естественное старение в течение 84-168 ч, холодное волочение со степенью деформации 30-50%, искусственное старение с последующим волочением со степенью деформации 2-25%, при этом суммарную степень деформации выбирают в пределах 35-57%. Способом достигается заданный уровень и стабильность механических и электрических свойств проволоки, в частности повышен предел прочности на 4-6% и снижено удельное электросопротивление в пределах 0,0322-0,0328 Ом на мм 2/м. Техническое решение, представленное в патенте RU-2141389-C1, является близким техническим решением к изложенному в данном описании техническому решению. Следует отметить, что согласно патенту RU-2141389-C1 закалку осуществляют путем нагрева бухты до температуры более 500 С и охлаждения бухты в воде, а старение осуществляют путем вылеживания бухты при комнатной температуре в течение 84-168 ч. Операция закалки проволоки отрицательно влияет на однородность структуры заготовки, которая выполнена из сплава Al-Mg-Si, и соответственно на качество волочения проволоки, особенно при проведении финишной операции волочения, поскольку не полностью исключает микронесплошности поверхности готовой проволоки. Холодное волочение проволоки со степенью деформации 30-50% после закалки проволоки может приводить к микротрещинам материала заготовки, естественное старение проволоки путем ее вылеживания в пределах 84-168 ч увеличивает издержки производства, суммарная деформация проволоки в пределах 35-57% является сравнительно высокой, отрицательно влияющей на качество проволоки. Последующее многократное волочение заготовки проволоки со степенью деформации 2-25% также отрицательно влияет на качество проволоки, поскольку проценты нижнего и среднего пределов деформации являются сравнительно высокими, могущими приводить к микротрещинам материала заготовки и микронеровностям ее наружного слоя, особенно финишного слоя, качество поверхности которого существенно влияет на электропроводность. Все указанные выше замечания отрицательно влияют на сопротив-1 019089 ляемость проволоки на разрыв, на ее изгиб и электропроводность. Указанные замечания также отрицательно влияют на затраты времени и трудоемкость изготовления проволоки. Техническим результатом представленного в данном описании технического решения задачи является повышение микросплошности поверхности проволоки, ее прочности, ее электропроводности. Технический результат получен электротехнической проволокой из алюминиевого сплава, характеризующейся тем, что она содержит сердечник и расположенный вокруг него упрочненный слой микросплошности, полученный пластической деформацией поверхности проволочной заготовки, плотность и микросплошность которого больше плотности и микросплошности сердечника, сопротивление проволоки на разрыв составляет 16-18 кгс/мм 2, а сплав содержит, мас.%: железо - 0,5-0,7; кремний - 0,2-0,4; церий, лантан, празеодим в сумме 6,0-10,0; примеси - 0,1-0,3; остальное - алюминий. Следует отметить, что поскольку основными показателями проволоки, имеющей площадь поперечного сечения менее 1 мм, являются сопротивление ползучести материала, степень пластичности, пределы вязкости и упругости, а также прочности на разрыв при растяжении, показатель удлинения при разрыве и электрическое сопротивление проволоки, то, как показала практика, наиболее приемлемыми сплавами для изготовления тонкой электротехнической алюминиевой проволоки, являются сплавы, содержащие алюминий, железо и другие компоненты, существенно влияющие на прочность проволоки, ее электропроводность и сопротивляемость волочению, связанную с затратами электроэнергии. Для получения проволоки и реализации способа ее изготовления наиболее отвечающим указанным требованиям является полученный алюминиевый сплав 01417 М, из которого выполнена нагартованная и отожженная проволока, имеющая диаметр от 7 до 9 мм. На фиг. 1 показана электротехническая проволока в поперечном разрезе; на фиг. 2 - схема калибровки проволочных заготовок, поясняющая способ изготовления проволоки; на фиг. 3 - схема отжига проволочных заготовок в печи, поясняющая способ изготовления проволоки; на фиг. 4 - схема сварки концов проволочных заготовок, поясняющая способ изготовления проволоки; на фиг. 5 - схема уменьшения диаметра плети проволочной заготовки, поясняющая способ изготовления проволоки (финишная обработка проволочной заготовки). Электротехническая проволока из алюминиевого сплава в поперечном сечении (фиг. 1) содержит сердечник 1 и расположенный вокруг него упрочненный слой 2 микросплошности, полученный пластической деформацией поверхности проволочной заготовки. Плотность и микросплошность упрочненного слоя больше плотности и микросплошности сердечника. Сопротивление проволочной заготовки и проволоки на разрыв составляет 16-18 кгс/мм 2. Сплав проволочной заготовки и проволока содержит, мас.%: железо - 0,5-0,7; кремний - 0,2-0,4; церий, лантан, празеодим в сумме 6,0-10,0; примеси - 0,1-0,3; остальное - алюминий. Проволочной заготовкой является проволока большего диаметра D, из которой методом волочения изготавливается проволока меньшего диаметра. Изготавливают проволоку следующим образом. Выбирают проволочные заготовки из алюминиевого сплава в виде нескольких проволок, например, в бухтах 3 (фиг. 2), при этом каждая проволочная заготовка в поперечном сечении имеет диаметр D от 7 до 9 мм или предпочтительно проволочная заготовка может иметь некалиброванный диаметр D 8 мм, размер, отвечающий стандартной промышленно изготавливаемой проволоке. Диаметр D проволочной заготовки является большим в сравнении с диаметром d готовой электротехнической проволоки. Осуществляют холодное волочение проволочных заготовок через калиброванный волок 4 (фиг. 2),при этом волочение каждой проволочной заготовки осуществляют последовательно через один указанный волок, затем проводят отжиг проволочных заготовок в печи 5 и естественное охлаждение проволочных заготовок до температуры окружающей среды 0-20 С. Отжиг в печи проводят таким образом, что проволочные заготовки в бухтах 3 загружают в холодную печь, имеющую температуру окружающей среды, далее разогревают заготовки в печи до 350-450 С, выдерживают проволочные заготовки в нагретом состоянии в печи в течение 35-70 мин, извлекают бухты 3 проволочных заготовок из печи и остужают их до температуры окружающей среды. Далее по установленной технологии сваривают концы 6 и 7 (фиг. 4) отожженных и охлажденных проволочных заготовок в точке 8, образуя из двух или нескольких проволочных заготовок длинную плеть одной проволочной заготовки, которую затем подвергают волочению. Изложенный цикл обработки плети проволочной заготовки, т.е. ее отжиг, охлаждение и волочение проводят многократно. В процессе многократного волочения проволочной заготовки уменьшают первоначальный диаметр D заготовки до диаметра d1 (фиг. 5) проволочной заготовки в пределах d1=D(0,130,12). Уменьшение диаметра проволочной заготовки с D до d1 проводят ступенчато по установленным маршрутам. После проведения последнего маршрута волочения свернутую в бухту плеть проволочной заготовки подвергают окончательному отжигу, охлаждению. Затем ее подвергают финишному волочению (фиг. 5), в процессе которого диаметр d1 уменьшают до диаметра d, до получения заданного диаметра готовой проволоки. При выполнении финишного волочения через волок 9 (фиг. 5) проволочную заготовку доводят до заданного диаметра путем уменьшения диаметра d1 заготовки в пределах соотношения d=d1(0,55-0,45). Следует отметить, что перед началом изготовления проволочную заготовку из алюминиевого сплава подвергают испытанию и выбирают такую заготовку, которая отвечает условию ее сопротивления на разрыв в пределах 16-18 кгс/мм 2, при длине проволочной заготовки 0,9-1,1 м и диаметре проволочной заготовки 7-9 мм. При изготовлении проволоки, имеющей диаметр 0,50 мм и менее, на первом маршруте волочения заготовки ее диаметр уменьшают в пределах 8,00-7,20 мм, на втором маршруте волочения диаметр плети проволочной заготовки уменьшают от 7,20 до 6,48 мм, на последующих маршрутах волочения плети проволочной заготовки ее диаметр уменьшают соответственно от 6,48 до 5,83 мм; от 5,83 до 5,24 мм; от 5,24 до 2,25 мм; от 2,25 до 1,00 мм и на последнем маршруте волочения диаметр проволочной заготовки уменьшают от 1,0 до 0,50 мм и менее указанного значения. На последнем маршруте волочения проволоки диаметр проволочной заготовки из-за погрешностей волочения может составлять от 1,01 до 0,99 мм и вследствие этого уменьшение диаметра проволочной заготовки может быть также выполнено с погрешностью от 0,51 до 0,49 мм. Опытным путем установлено, что дальнейшее уменьшение диаметра проволоки ниже нижнего указанного предела для указанного материала с его свойствами и сопротивляемости на разрыв приводит к обрывам проволочной заготовки в процессе ее изготовления. Для проволочной заготовки, имеющей указанные пределы сопротивления на разрыв, первый маршрут характеризуется многоступенчатым уменьшением диаметра проволочной заготовки по схеме: 8,007,20-6,48-5,83-5,24 мм, второй маршрут уменьшения диаметра заготовки характеризуется схемой: 5,244,72-4,25-3,8-3,44-3,10-2,79-2,51-2,25, третий и четвертый маршруты характеризуются соответственно схемами: 2,25-2,03-1,83-1,65-1,48-1,33-1,20-1,08-1,00 и 1,0-0,90-0,81-0,73-0,66-0,59-0,53-0,50, при этом после последнего маршрута волочения отжиг заготовки не проводят. ФОРМУЛА ИЗОБРЕТЕНИЯ Электротехническая проволока из алюминиевого сплава, характеризующаяся тем, что содержит сердечник и расположенный вокруг него упрочненный слой микросплошности, полученный пластической деформацией поверхности проволочной заготовки, плотность и микросплошность которого больше плотности и микросплошности сердечника, сопротивление проволоки на разрыв составляет 16-18 кгс/мм 2, а сплав содержит, мас.%: железо - 0,5-0,7; кремний - 0,2-0,4; церий, лантан, празеодим в сумме 6,0-10,0; примеси - 0,1-0,3; остальное - алюминий.
МПК / Метки
МПК: B21C 1/00
Метки: проволока, электротехническая, алюминиевого, сплава
Код ссылки
<a href="https://eas.patents.su/5-19089-elektrotehnicheskaya-provoloka-iz-alyuminievogo-splava.html" rel="bookmark" title="База патентов Евразийского Союза">Электротехническая проволока из алюминиевого сплава</a>
Способ обработки алюминиевого сплава, содержащего алюминий и кремний
Номер патента: 2898
Опубликовано: 31.10.2002
Авторы: Тундал Ульф, Оддвин Рейсо
МПК: C22C 21/02
Метки: обработки, алюминиевого, сплава, способ, кремний, содержащего, алюминий
Формула / Реферат:
1. Способ обработки алюминиевого сплава, состоящего из 0,5-2,5 мас.% легирующей смеси магния и кремния, причем молярное соотношение Mg/Si составляет от 0,70 до 1,25, дополнительного количества Si, равного 1/3 количества Fe, Mn и Сr в сплаве, выраженного в мас.%, других легирующих добавок и неизбежных примесей и остальной части, приходящейся на алюминий, где указанный сплав после охлаждения подвергают гомогенизации, предварительному нагреву перед...
Способ изготовления улучшенного листового изделия из алюминиевого сплава
Номер патента: 586
Опубликовано: 29.12.1999
Авторы: Ньютон Уильям, Томес Дэвид А.
МПК: C22F 1/04
Метки: улучшенного, листового, изделия, алюминиевого, изготовления, сплава, способ
Формула / Реферат:
US-A-4929285
US-A-4976790
Моноволоконная металлическая пильная проволока
Номер патента: 10511
Опубликовано: 30.10.2008
Автор: Вобур Жан-Пьер
МПК: B23D 61/18, B24B 27/06
Метки: моноволоконная, пильная, металлическая, проволока
Формула / Реферат:
1. Моноволоконная металлическая пильная проволока для проволочной пилы, выполненная из металлической проволоки диаметром d и имеющая множество волнообразных складок, при этом волнообразные складки расположены по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной...
Нерасслаивающаяся стальная проволока, предназначенная для армирования бортов резиновых шин, способы производства проволоки и определения знака напряжений в ее поверхностном слое
Номер патента: 13701
Опубликовано: 30.06.2010
Авторы: Андрианов Николай Викторович, Веденеев Александр Владимирович, Демидов Александр Васильевич, Савенок Анатолий Николаевич, Игнатенко Олег Иванович, Ежов Виктор Васильевич
МПК: B21C 1/00
Метки: знака, стальная, напряжений, проволоки, армирования, резиновых, слое, шин, поверхностном, определения, нерасслаивающаяся, бортов, проволока, способы, производства, предназначенная
Формула / Реферат:
1. Нерасслаивающаяся стальная проволока, предназначенная для армирования бортов резиновых шин, имеющая диаметр d в диапазоне от 0,75 до 2,50 мм, прочность на разрыв выше 3100-600´d MPa, где d выражается в мм, адгезионное покрытие на основе медных сплавов с массой от 0,10 до 1,40 г на 1 кг стальной проволоки, отличающаяся тем, что на значительной части тонкого поверхностного слоя она имеет сжимающие окружные и растягивающие радиальные...
Биметаллическая электродная проволока, способ изготовления биметаллической электродной проволоки и устройство для изготовления биметаллической электродной проволоки
Номер патента: 17255
Опубликовано: 30.11.2012
Автор: Аникеев Юрий Георгиевич
МПК: B21F 17/00, B21F 15/00, B21F 19/00...
Метки: электродной, электродная, изготовления, проволока, устройство, способ, проволоки, биметаллическая, биметаллической
Формула / Реферат:
1. Биметаллическая электродная проволока, характеризующаяся тем, что она содержит сердечник, выполненный из центральной алюминиевой жилы круглого сечения, вокруг которой в контакте с ней симметрично расположены никелевые жилы круглого сечения равного с ней диаметра, при этом никелевые жилы контактируют между собой с образованием воздушных полостей f1 между ними и алюминиевой жилой вдоль проволоки, диаметр каждой жилы составляет от 0,8 до 0,85...
Предыдущий патент: Замещенные производные дейтерированных ксантинов и их применение
Следующий патент: Электрохимический аккумуляторный элемент с отводными клапанами
Случайный патент: Компактный каталитический реактор и способ сжигания водорода