Моноволоконная металлическая пильная проволока
Формула / Реферат
1. Моноволоконная металлическая пильная проволока для проволочной пилы, выполненная из металлической проволоки диаметром d и имеющая множество волнообразных складок, при этом волнообразные складки расположены по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d.
2. Пильная проволока по п.1, у которой волнообразные складки имеют максимальную длину волны 10 мм, а микрометр имеет пластинки на концах измеряющих стержней для измерения между ними контурного диаметра, причем эти пластинки имеют диаметр не менее 20 мм.
3. Пильная проволока по п.1, у которой описанный пильной проволокой с волнообразными складками диаметр превышает в 1,10-1,30 раза диаметр d.
4. Пильная проволока по п.1, у которой диаметр d пильной проволоки равен 0,15-0,50 мм.
5. Пильная проволока по п.1, у которой диаметр d пильной проволоки равен 0,20-0,30 мм.
6. Пильная проволока по п.1, у которой пильная проволока имеет множество чередующихся первых и вторых секций, причем в любой из первых и вторых секций пильная проволока изогнута, по меньшей мере, в первой и второй плоскостях.
7. Пильная проволока по п.6, у которой волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости.
8. Пильная проволока по п.6, у которой первая плоскость практически перпендикулярна второй плоскости.
9. Пильная проволока по п.1, у которой пильная проволока имеет множество чередующихся первых и вторых секций, причем в первой секции пильная проволока более изогнута в первой плоскости, а во второй секции пильная проволока более изогнута во второй плоскости.
10. Пильная проволока по п.9, у которой первая плоскость практически перпендикулярна второй плоскости.
11. Пильная проволока по п.1, у которой волнообразные складки имеют зигзагообразную форму.
12. Пильная проволока по п.1, дополнительно содержащая покрытие из абразивного материала.
13. Способ производства моноволоконной металлической пильной проволоки для проволочной пилы, включающий в себя стадии
подготовки прямой моноволоконной металлической пильной проволоки, выполненной из металлической проволоки диаметром d;
изгибания пильной проволоки в первой плоскости путем пропускания пильной проволоки между первой парой обжимных роликов и
изгибания пильной проволоки во второй плоскости путем пропускания пильной проволоки между второй парой обжимных роликов,
при этом обжимные ролики первой и второй пар обжимных роликов имеют практически параллельные друг другу оси;
обжимные ролики первой и второй пар обжимных роликов выполнены таким образом, что волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости;
а волнообразные складки расположены таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d.
14. Способ получения моноволоконной металлической пильной проволоки по п.13, который включает в себя стадии
получения прямой моноволоконной металлической пильной проволоки и
изгибания пильной проволоки путем ее пропускания между парой обжимных роликов при вращении вокруг своей оси.
15. Проволочная пила для распиливания твердого материала, в которой проволочная пила имеет моноволоконную металлическую пильную проволоку, выполненную из металлической проволоки диаметром d и имеющую множество волнообразных складок, расположенных по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d.
16. Способ распиливания твердого материала, который включает в себя стадии
протягивания моноволоконной металлической пильной проволоки на высокой скорости через твердый материал, при этом пильная проволока выполнена из металлической проволоки диаметром d и имеет множество волнообразных складок, расположенных по меньшей мере вдвух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d,
добавления абразивного материала таким образом, что абразивный материал удерживается вышеупомянутыми изгибами в пильной проволоке.
17. Применение моноволоконной металлической пильной проволоки для распиливания твердого материала, причем пильная проволока выполнена из металлической проволоки диаметром d и имеет множество волнообразных складок, расположенных по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d.

Текст
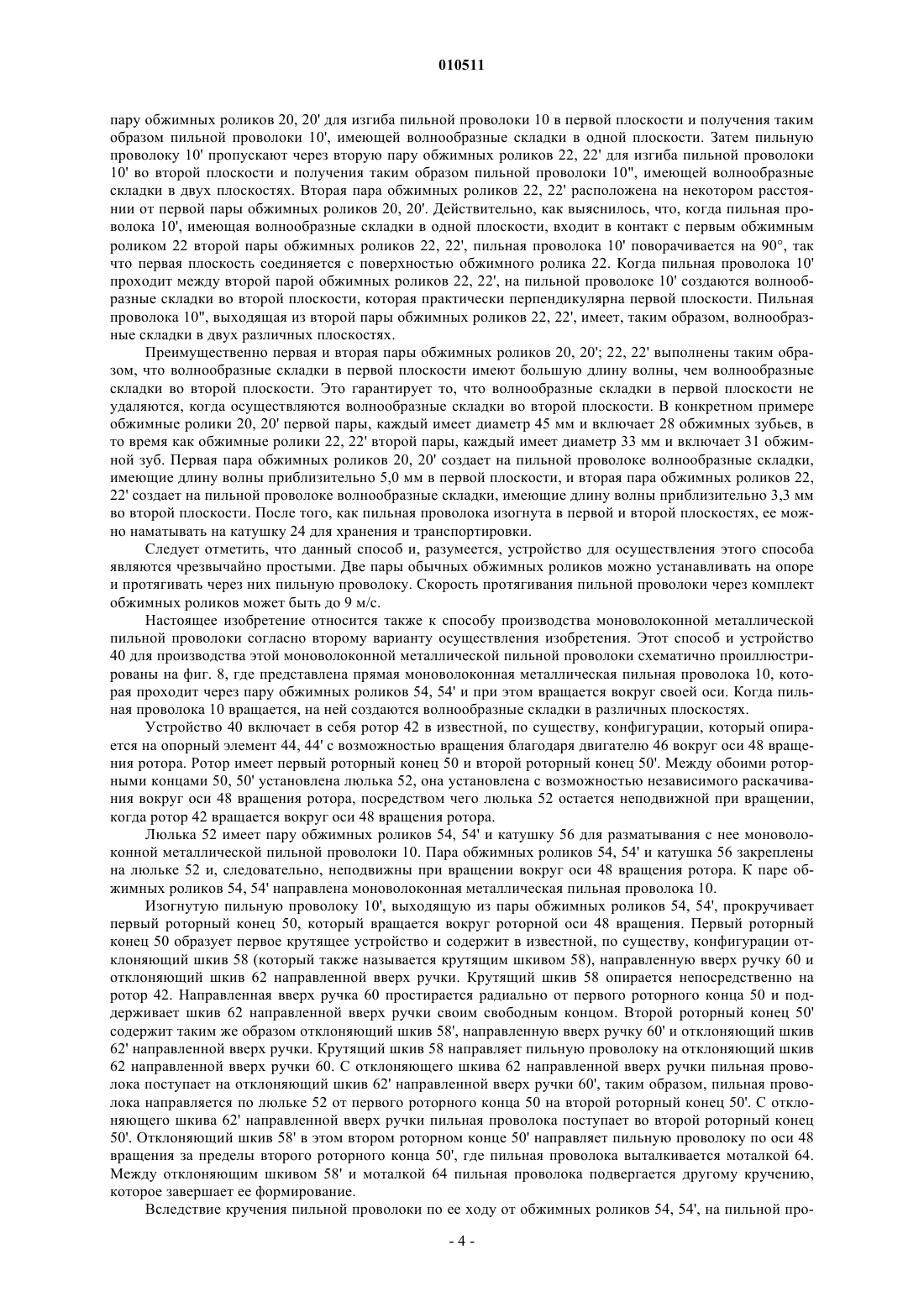
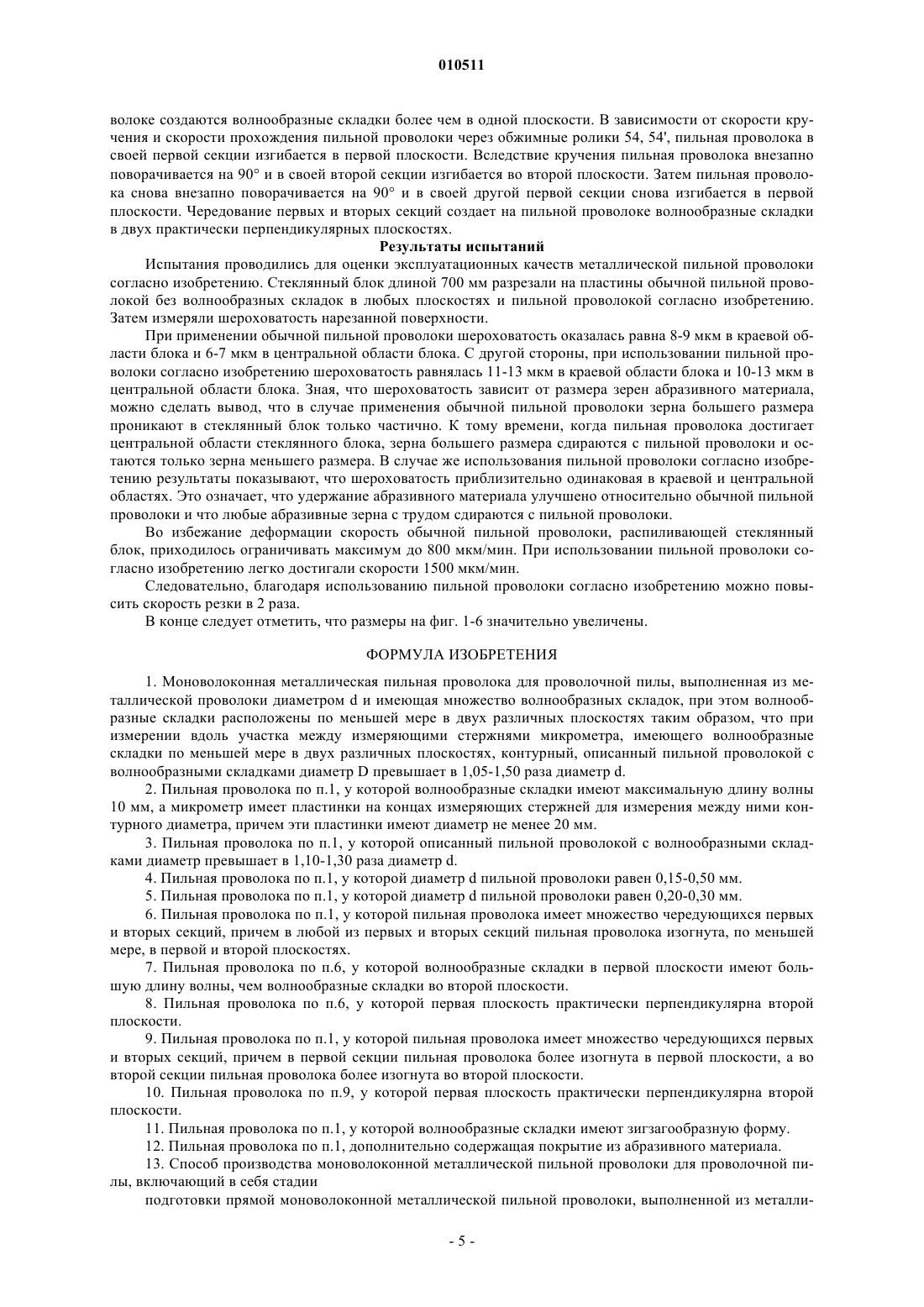
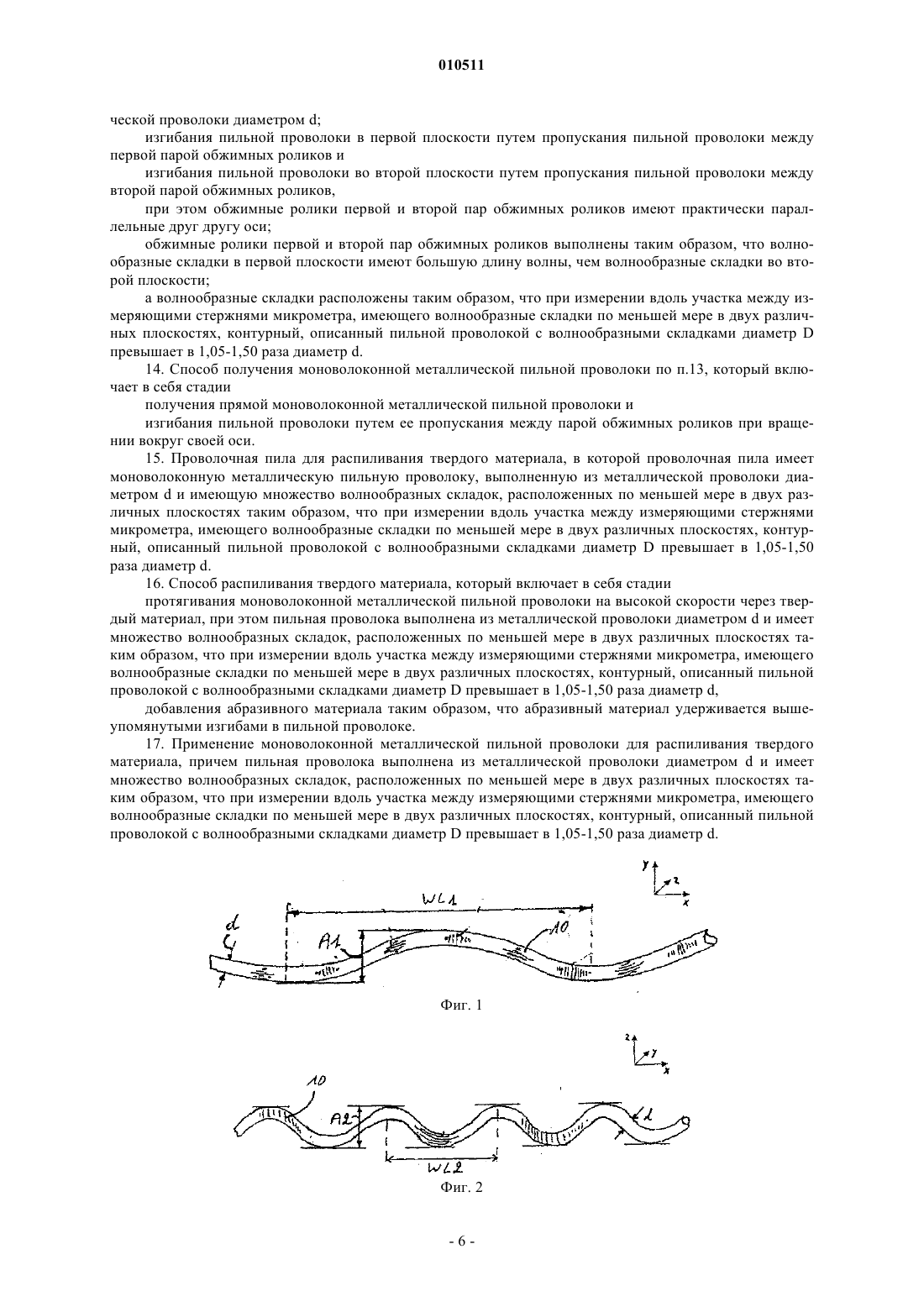
010511 Введение Данное изобретение относится к моноволоконной металлической пильной проволоке, в частности,для использования вместе с проволочной пилой для распиливания твердого материала, такого как кремниевые или кварцевые блоки. Общеизвестно, что проволочные пилы используют для распиловки твердого материала, например для разрезания кремниевого блока на пластины. Такие проволочные пилы имеют моноволоконную металлическую пильную проволоку, помещаемую на кремниевый блок и приводимую в непрерывное или возвратно-поступательное движение для протягивания ее через кремниевый блок. Моноволоконную металлическую пильную проволоку обычно покрывают абразивным материалом для ускорения процесса распиливания. Абразивный материал обычно наносят на пильную проволоку незадолго до того, как последняя входит в зону распиливания, где пильная проволока входит в контакт с кремниевым блоком. Эффективность процесса распиливания зависит от ряда параметров, таких как, например, характеристики блока твердого материала, подлежащего разрезанию, скорость пильной проволоки. Важным фактором является способность пильной проволоки удерживать абразивный материал. В прошлом часто использовали ровные пильные проволоки. Однако такие моноволоконные металлические пильные проволоки имеют недостаток в том, что их ровная внешняя поверхность не способствует удержанию абразивного материала. Кроме того, при распиливании абразивный материал легко снимается с пильной проволоки,ставя, таким образом, под угрозу эффективность и качество процесса распиливания. Поэтому существовала потребность улучшить удержание абразивного материала пильной проволокой. Международная заявка на изобретение WO 90/12670 описывает моноволоконную металлическую пильную проволоку, в которой абразивный материал хорошо удерживается пильной проволокой и удаляется с трудом. Это достигается путем изменения внешней поверхности пильной проволоки. Согласно одному примеру воплощения изобретения WO 90/12670 в поверхности пильной проволоки располагают микрополости. Согласно другому примеру пильную проволоку изготавливают с переменным диаметром посредством выполнения на внешней поверхности пильной проволоки множества кольцевых канавок. Несмотря на то, что эти решения предусматривают лучшее удержание абразивного материала, модификация внешней поверхности пильной проволоки, в целом, является длительной и трудоемкой. Цель изобретения Цель настоящего изобретения состоит в создании улучшенной моноволоконной металлической пильной проволоки для проволочной пилы. Эта цель достигается посредством моноволоконной металлической пильной проволоки, как она заявлена в п.1 формулы. Другой целью изобретения является создание способа производства улучшенной моноволоконной металлической пильной проволоки для проволочной пилы. Эта цель достигается способом, как он заявлен в пп.12 и 13 формулы. Еще одной целью изобретения является создание улучшенной проволочной пилы. Эта цель достигается посредством проволочной пилы, как она заявлена в п.14 формулы. И еще одной целью изобретения является создание способа распиливания твердого материала. Эта цель достигается посредством способа, как он заявлен в п.15 формулы. Общее описание изобретения Для преодоления проблем настоящее изобретение предлагает моноволоконную металлическую пильную проволоку для проволочной пилы, выполненную из металлической проволоки диаметром d и имещую множество волнообразных складок. Эти волнообразные складки расположены по меньшей мере в двух различных плоскостях, таким образом, что при измерении между измеряющими стержнями микрометра вдоль участка проволоки, включающего в себя волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный диаметр D пильной проволоки с волнообразными складками превышает в 1,05-1,50 раза диаметр d самой пильной проволоки. Моноволоконная металлическая пильная проволока согласно изобретению имеет улучшенные характеристики удержания абразивного материала. Волнообразные складки, в самом деле, создают на пильной проволоке ниши, в которых может удерживаться абразивный материал. Кроме того, моноволоконную металлическую пильную проволоку согласно изобретению легко производить. Волнообразные складки на прямой пильной проволоке можно создать, например, пропустив ее через пару обжимных роликов, при этом поверхность пильной проволоки не нуждается в изменении. Благодаря лучшему удержанию абразивного материала может быть увеличена скорость процесса распиливания. Выяснилось, что при использовании пильной проволоки согласно изобретению скорость распиливания можно увеличить в 2 раза, что приводит к значительно более высокой эффективности процесса. Кроме того, благодаря лучшему удержанию абразивного материала скорость абразивного материала относительно самой пильной проволоки снижается, что приводит к пониженному износу пильной проволоки. Следовательно, пильная проволока согласно изобретению имеет более долгий срок службы,чем обычные пильные проволоки. Благодаря тому, что волнообразные складки пильной проволоки расположены в по меньшей мере двух различных плоскостях, пильная проволока во время процесса распиливания остается прямолинейной. Это приводит к более стабильному процессу распиливания и улучшенному качеству поверхности отпиленной пластины. Сохраняя контурный, описанный диаметр пильной проволоки, превышающий диаметр самой пильной проволоки в 1,05-1,50 раза, на пильной проволоке-1 010511 создают ниши достаточного размера для размещения и удержания абразивного материала, сохраняя в то же самое время необходимые параметры удлинения для пильной проволоки. Описывающий диаметр в любом радиальном направлении, к примеру, не должен превышать более чем в 1,50 раза диаметр пильной проволоки, для того чтобы не задавать пильной проволоке слишком высокие параметры удлинения,которые являются причиной деформации пильной проволоки во время процесса распиливания. Далее необходимо отметить, что абразивный материал на пильной проволоке снимается с нее с трудом. Из этого следует, что пильную проволоку можно использовать для распиливания достаточно больших блоков, состоящих из твердого материала. Использование данной пильной проволоки вполне допускает длину резки до 2 м. Преимущественно волнообразные складки имеют максимальную длину волны 10 мм, а микрометр имеет пластинки на концах измеряющих стержней для измерения между ними описывающего диаметра,причем эти пластинки имеют диаметр по меньшей мере 20 мм. При использовании таких пластинок описанный диаметр пильной проволоки может быть легко и точно измерен. Предпочтительно максимальный и минимальный контурные диаметры пильной проволоки измеряют путем вращения пильной проволоки между пластинками. Предпочтительно описанный диаметр пильной проволоки с волнообразными складками превышает диаметр d в 1,10-1,30 раза. Уменьшая максимальный описанный диаметр, можно уменьшить толщину распила и параметры удлинения пильной проволоки. Увеличивая минимальный описанный диаметр,увеличивают удержание абразивного материала. Следовательно, для пильной проволоки, имеющей диаметр 0,25 мм, описанный контурный диаметр будет предпочтительно составлять 0,275-0,325 мм. Диаметр d пильной проволоки может составлять от 0,15 до 0,50 мм, предпочтительно от 0,20 до 0,30 мм. Более предпочтительно диаметр d пильной проволоки составляет приблизительно 0,25 мм. Тем не менее,диаметр пильной проволоки нельзя рассматривать как ограничивающий. Согласно первому варианту осуществления изобретения пильная проволока имеет множество чередующихся первых и вторых секций, в которых в любой из первых и вторых секций пильная проволока изогнута, по меньшей мере, в первой и второй плоскостях. Длина волны волнообразных складок в первой плоскости предпочтительно больше длины волны волнообразных складок во второй плоскости. Получающаяся в результате пильная проволока имеет одинаковый изгиб по всей длине пильной проволоки. Согласно второму варианту осуществления изобретения пильная проволока имеет множество чередующихся первых и вторых секций, в которых в первой секции пильная проволока более изогнута в первой плоскости и во второй секции пильная проволока более изогнута во второй плоскости. Получающаяся в результате пильная проволока имеет чередующиеся секции волнообразных складок в различных плоскостях. Длина первой и второй секций предпочтительно не превышает 10 мм, таким образом, что деформация пильной проволоки не может произойти во время процесса распиливания. Кроме того, длина первых и вторых секций должна быть такой, чтобы пластинки микрометра всегда охватывали по меньшей мере одну первую и вторую секцию. Предпочтительно, чтобы первая плоскость была практически перпендикулярна второй плоскости. Следует отметить, что пильная проволока может иметь волнообразные складки в более чем двух плоскостях, в этом случае плоскости предпочтительно расположены так, что предпочтительно углы между соседними плоскостями были, по меньшей мере, приблизительно равными, тем самым, обеспечивая сохранение прямолинейности пильной проволоки во время процесса распиливания. Несмотря на то, что возможны волнообразные складки любой формы, для их лучшей стабильности предпочтительны волнообразные складки, имеющие зигзагообразную форму. Пильная проволока предпочтительно содержит покрытие из абразивного материала, такого как, например, абразивная суспензия. Настоящее изобретение относится также к способу изготовления моноволоконной металлической пильной проволоки. Согласно первому варианту осуществления изобретения способ состоит из этапов получения прямой моноволоконной металлической пильной проволоки, изгибания пильной проволоки в первой плоскости путем пропуска ее между первой парой обжимных роликов и изгибания пильной проволоки во второй плоскости путем пропуска ее между второй парой обжимных роликов. Обжимные ролики первой и второй пар обжимных роликов имеют параллельные друг другу оси. Обжимные ролики первой и второй пар обжимных роликов выполнены таким образом, что волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости. Получающаяся в результате пильная проволока имеет множество чередующихся первых и вторых секций, в которых в любой из первых и вторых секций пильная проволока изогнута, по меньшей мере, в первой и второй плоскостях. Это обеспечивает очень легкий, быстрый и эффективный способ изгибания пильной проволоки в двух различных плоскостях. Согласно второму варианту осуществления изобретения способ включает в себя этапы получения прямой моноволоконной металлической пильной проволоки, изгибания пильной проволоки путем пропуска ее между первой парой обжимных роликов при одновременном кручении ее вокруг свой оси. Получающаяся в результате пильная проволока имеет множество чередующихся первых и вторых секций, в которых в первой секции пильная проволока более изогнута в первой плоскости и в которых во второй-2 010511 секции пильная проволока более изогнута во второй плоскости. Настоящее изобретение, кроме того, относится к проволочной пиле для распиливания твердого материала, например кремниевых или кварцевых блоков, где проволочная пила включает в себя вышеупомянутую моноволоконную металлическую пильную проволоку. Более того, настоящее изобретение относится к способу распиливания твердого материала, причем этот способ включает в себя этапы протягивания моноволоконной металлической пильной проволоки с высокой скоростью через твердый материал и добавления абразивного материала, так что абразивный материал удерживается волнообразными складками в пильной проволоке. Наконец, настоящее изобретение относится к использованию моноволоконной металлической пильной проволоки для распиливания твердого материала, такого как кремниевые или кварцевые блоки. Подробное описание изобретения со ссылками на чертежи Настоящее изобретение будет более ясным из следующего описания некоторых неограничивающих вариантов его осуществления со ссылкой на прилагаемые чертежи, в которых фиг. 1 - вертикальный вид сбоку моноволоконной металлической пильной проволоки согласно первому варианту осуществления изобретения в плоскости х-у; фиг. 2 - вертикальный вид сбоку пильной проволоки фиг. 1 в плоскости x-z; фиг. 3 - поперечное сечение пильной проволоки фиг. 1 в плоскости y-z; фиг. 4 - вертикальный вид сбоку моноволоконной металлической пильной проволоки согласно второму варианту осуществления изобретения в плоскости х-у; фиг. 5 - вертикальный вид сбоку пильной проволоки фиг. 4 в плоскости x-z; фиг. 6 - поперечное сечение пильной проволоки фиг. 4 в плоскости y-z; фиг. 7 - схематическая иллюстрация способа и устройства для изготовления пильной проволоки фиг. 1; фиг. 8 - схематическая иллюстрация способа и устройства для изготовления пильной проволоки фиг. 4. На фиг. 1-3 изображена моноволоконная металлическая пильная проволока согласно первому варианту осуществления изобретения. Пильная проволока представлена на фиг. 1 в плоскости х-у, на фиг. 2 в плоскости x-z и на фиг. 3 в плоскости y-z. Моноволоконная металлическая пильная проволока 10 имеет множество волнообразных складок 12 в двух различных плоскостях. В первой плоскости, как показано на фиг. 1, пильная проволока имеет волнообразные складки, имеющие длину волны WL1 и амплитуду А 1. Во второй плоскости, как показано на фиг. 2, пильная проволока имеет волнообразные складки,имеющие длину волны WL2 и амплитуду А 2. Длина волны WL2 короче длины волны WL1; например,длина волны WL1 может быть равна 5,0 мм, в то время как длина волны WL2 - 3,3 мм. Сама моноволоконная металлическая пильная проволока 10 имеет диаметр d 0,25 мм, который остается практически постоянным по всей длине пильной проволоки 10. Амплитуды A1, A2 предпочтительно превышают в 1,10-1,30 раза диаметр d пильной проволоки 10. Для моноволоконной металлической пильной проволоки 10, имеющей диаметр d, равный 0,25 мм, амплитуды A1, A2 тогда равны от 0,275 до 0,325 мм. Моноволоконная металлическая пильная проволока 10 с волнообразными складками согласно вышеупомянутым параметрам имеет контурный, описанный диаметр D от 0,275 до 0,325 мм. Фиг. 3, на которой моноволоконная металлическая пильная проволока 10 изображена в плоскости y-z, ясно демонстрирует, что пильная проволока имеет волнообразные складки в двух различных плоскостях. Пунктирной линией обозначен контурный, описанный периметр моноволоконной металлической пильной проволоки 10. Моноволоконная металлическая пильная проволока согласно второму варианту осуществления изобретения изображена на фиг. 4-6. Пильная проволока представлена на фиг. 4 в плоскости х-у, на фиг. 5 в плоскости x-z и на фиг. 6 в плоскости y-z. Моноволоконная металлическая пильная проволока 10 имеет множество волнообразных складок 12 в двух различных плоскостях. В первой плоскости, как показано на фиг. 4, пильная проволока имеет волнообразные складки, имеющие длину волны WL3 и амплитудуA3. Во второй плоскости, как показано на фиг. 5, пильная проволока имеет волнообразные складки,имеющие длину волны WL4 и амплитуду А 4. Сама моноволоконная металлическая пильная проволока 10 имеет диаметр d, равный 0,25 мм, который остается практически постоянным по всей длине пильной проволоки 10. Амплитуды A3, А 4 предпочтительно превышают в 1,10-1,30 раза диаметр d пильной проволоки 10. Для моноволоконной металлической пильной проволоки 10, имеющей диаметр d 0,25 мм, амплитуды A3, А 4 равны в таком случае от 0,275 до 0,325 мм. Моноволоконная металлическая пильная проволока 10 с волнообразными складками согласно вышеупомянутым параметрам имеет контурный,описанный диаметр D от 0,275 до 0,325 мм. Фиг. 6, на которой моноволоконная металлическая пильная проволока 10 изображена в плоскости y-z, ясно демонстрирует, что пильная проволока имеет волнообразные складки в двух различных плоскостях. Пунктирной линией обозначен контурный, описанный периметр моноволоконной металлической пильной проволоки 10. Настоящее изобретение относится также к способу изготовления моноволоконной металлической пильной проволоки согласно первому варианту осуществления изобретения. Этот способ схематично проиллюстрирован на фиг. 7, где прямая моноволоконная металлическая пильная проволока 10 разматывается с катушки 18 или непосредственно принимается с волочильной машины и проходит через первую-3 010511 пару обжимных роликов 20, 20' для изгиба пильной проволоки 10 в первой плоскости и получения таким образом пильной проволоки 10', имеющей волнообразные складки в одной плоскости. Затем пильную проволоку 10' пропускают через вторую пару обжимных роликов 22, 22' для изгиба пильной проволоки 10' во второй плоскости и получения таким образом пильной проволоки 10", имеющей волнообразные складки в двух плоскостях. Вторая пара обжимных роликов 22, 22' расположена на некотором расстоянии от первой пары обжимных роликов 20, 20'. Действительно, как выяснилось, что, когда пильная проволока 10', имеющая волнообразные складки в одной плоскости, входит в контакт с первым обжимным роликом 22 второй пары обжимных роликов 22, 22', пильная проволока 10' поворачивается на 90, так что первая плоскость соединяется с поверхностью обжимного ролика 22. Когда пильная проволока 10' проходит между второй парой обжимных роликов 22, 22', на пильной проволоке 10' создаются волнообразные складки во второй плоскости, которая практически перпендикулярна первой плоскости. Пильная проволока 10", выходящая из второй пары обжимных роликов 22, 22', имеет, таким образом, волнообразные складки в двух различных плоскостях. Преимущественно первая и вторая пары обжимных роликов 20, 20'; 22, 22' выполнены таким образом, что волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости. Это гарантирует то, что волнообразные складки в первой плоскости не удаляются, когда осуществляются волнообразные складки во второй плоскости. В конкретном примере обжимные ролики 20, 20' первой пары, каждый имеет диаметр 45 мм и включает 28 обжимных зубьев, в то время как обжимные ролики 22, 22' второй пары, каждый имеет диаметр 33 мм и включает 31 обжимной зуб. Первая пара обжимных роликов 20, 20' создает на пильной проволоке волнообразные складки,имеющие длину волны приблизительно 5,0 мм в первой плоскости, и вторая пара обжимных роликов 22,22' создает на пильной проволоке волнообразные складки, имеющие длину волны приблизительно 3,3 мм во второй плоскости. После того, как пильная проволока изогнута в первой и второй плоскостях, ее можно наматывать на катушку 24 для хранения и транспортировки. Следует отметить, что данный способ и, разумеется, устройство для осуществления этого способа являются чрезвычайно простыми. Две пары обычных обжимных роликов можно устанавливать на опоре и протягивать через них пильную проволоку. Скорость протягивания пильной проволоки через комплект обжимных роликов может быть до 9 м/с. Настоящее изобретение относится также к способу производства моноволоконной металлической пильной проволоки согласно второму варианту осуществления изобретения. Этот способ и устройство 40 для производства этой моноволоконной металлической пильной проволоки схематично проиллюстрированы на фиг. 8, где представлена прямая моноволоконная металлическая пильная проволока 10, которая проходит через пару обжимных роликов 54, 54' и при этом вращается вокруг своей оси. Когда пильная проволока 10 вращается, на ней создаются волнообразные складки в различных плоскостях. Устройство 40 включает в себя ротор 42 в известной, по существу, конфигурации, который опирается на опорный элемент 44, 44' с возможностью вращения благодаря двигателю 46 вокруг оси 48 вращения ротора. Ротор имеет первый роторный конец 50 и второй роторный конец 50'. Между обоими роторными концами 50, 50' установлена люлька 52, она установлена с возможностью независимого раскачивания вокруг оси 48 вращения ротора, посредством чего люлька 52 остается неподвижной при вращении,когда ротор 42 вращается вокруг оси 48 вращения ротора. Люлька 52 имеет пару обжимных роликов 54, 54' и катушку 56 для разматывания с нее моноволоконной металлической пильной проволоки 10. Пара обжимных роликов 54, 54' и катушка 56 закреплены на люльке 52 и, следовательно, неподвижны при вращении вокруг оси 48 вращения ротора. К паре обжимных роликов 54, 54' направлена моноволоконная металлическая пильная проволока 10. Изогнутую пильную проволоку 10', выходящую из пары обжимных роликов 54, 54', прокручивает первый роторный конец 50, который вращается вокруг роторной оси 48 вращения. Первый роторный конец 50 образует первое крутящее устройство и содержит в известной, по существу, конфигурации отклоняющий шкив 58 (который также называется крутящим шкивом 58), направленную вверх ручку 60 и отклоняющий шкив 62 направленной вверх ручки. Крутящий шкив 58 опирается непосредственно на ротор 42. Направленная вверх ручка 60 простирается радиально от первого роторногоконца 50 и поддерживает шкив 62 направленной вверх ручки своим свободным концом. Второй роторный конец 50' содержит таким же образом отклоняющий шкив 58', направленную вверх ручку 60' и отклоняющий шкив 62' направленной вверх ручки. Крутящий шкив 58 направляет пильную проволоку на отклоняющий шкив 62 направленной вверх ручки 60. С отклоняющего шкива 62 направленной вверх ручки пильная проволока поступает на отклоняющий шкив 62' направленной вверх ручки 60', таким образом, пильная проволока направляется по люльке 52 от первого роторного конца 50 на второй роторный конец 50'. С отклоняющего шкива 62' направленной вверх ручки пильная проволока поступает во второй роторный конец 50'. Отклоняющий шкив 58' в этом втором роторном конце 50' направляет пильную проволоку по оси 48 вращения за пределы второго роторного конца 50', где пильная проволока выталкивается моталкой 64. Между отклоняющим шкивом 58' и моталкой 64 пильная проволока подвергается другому кручению,которое завершает ее формирование. Вследствие кручения пильной проволоки по ее ходу от обжимных роликов 54, 54', на пильной про-4 010511 волоке создаются волнообразные складки более чем в одной плоскости. В зависимости от скорости кручения и скорости прохождения пильной проволоки через обжимные ролики 54, 54', пильная проволока в своей первой секции изгибается в первой плоскости. Вследствие кручения пильная проволока внезапно поворачивается на 90 и в своей второй секции изгибается во второй плоскости. Затем пильная проволока снова внезапно поворачивается на 90 и в своей другой первой секции снова изгибается в первой плоскости. Чередование первых и вторых секций создает на пильной проволоке волнообразные складки в двух практически перпендикулярных плоскостях. Результаты испытаний Испытания проводились для оценки эксплуатационных качеств металлической пильной проволоки согласно изобретению. Стеклянный блок длиной 700 мм разрезали на пластины обычной пильной проволокой без волнообразных складок в любых плоскостях и пильной проволокой согласно изобретению. Затем измеряли шероховатость нарезанной поверхности. При применении обычной пильной проволоки шероховатость оказалась равна 8-9 мкм в краевой области блока и 6-7 мкм в центральной области блока. С другой стороны, при использовании пильной проволоки согласно изобретению шероховатость равнялась 11-13 мкм в краевой области блока и 10-13 мкм в центральной области блока. Зная, что шероховатость зависит от размера зерен абразивного материала,можно сделать вывод, что в случае применения обычной пильной проволоки зерна большего размера проникают в стеклянный блок только частично. К тому времени, когда пильная проволока достигает центральной области стеклянного блока, зерна большего размера сдираются с пильной проволоки и остаются только зерна меньшего размера. В случае же использования пильной проволоки согласно изобретению результаты показывают, что шероховатость приблизительно одинаковая в краевой и центральной областях. Это означает, что удержание абразивного материала улучшено относительно обычной пильной проволоки и что любые абразивные зерна с трудом сдираются с пильной проволоки. Во избежание деформации скорость обычной пильной проволоки, распиливающей стеклянный блок, приходилось ограничивать максимум до 800 мкм/мин. При использовании пильной проволоки согласно изобретению легко достигали скорости 1500 мкм/мин. Следовательно, благодаря использованию пильной проволоки согласно изобретению можно повысить скорость резки в 2 раза. В конце следует отметить, что размеры на фиг. 1-6 значительно увеличены. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Моноволоконная металлическая пильная проволока для проволочной пилы, выполненная из металлической проволоки диаметром d и имеющая множество волнообразных складок, при этом волнообразные складки расположены по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d. 2. Пильная проволока по п.1, у которой волнообразные складки имеют максимальную длину волны 10 мм, а микрометр имеет пластинки на концах измеряющих стержней для измерения между ними контурного диаметра, причем эти пластинки имеют диаметр не менее 20 мм. 3. Пильная проволока по п.1, у которой описанный пильной проволокой с волнообразными складками диаметр превышает в 1,10-1,30 разадиаметр d. 4. Пильная проволока по п.1, у которой диаметр d пильной проволоки равен 0,15-0,50 мм. 5. Пильная проволока по п.1, у которой диаметр d пильной проволоки равен 0,20-0,30 мм. 6. Пильная проволока по п.1, у которой пильная проволока имеет множество чередующихся первых и вторых секций, причем в любой из первых и вторых секций пильная проволока изогнута, по меньшей мере, в первой и второй плоскостях. 7. Пильная проволока по п.6, у которой волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости. 8. Пильная проволока по п.6, у которой первая плоскость практически перпендикулярна второй плоскости. 9. Пильная проволока по п.1, у которой пильная проволока имеет множество чередующихся первых и вторых секций, причем в первой секции пильная проволока более изогнута в первой плоскости, а во второй секции пильная проволока более изогнута во второй плоскости. 10. Пильная проволока по п.9, у которой первая плоскость практически перпендикулярна второй плоскости. 11. Пильная проволока по п.1, у которой волнообразные складки имеют зигзагообразную форму. 12. Пильная проволока по п.1, дополнительно содержащая покрытие из абразивного материала. 13. Способ производства моноволоконной металлической пильной проволоки для проволочной пилы, включающий в себя стадии подготовки прямой моноволоконной металлической пильной проволоки, выполненной из металли-5 010511 ческой проволоки диаметром d; изгибания пильной проволоки в первой плоскости путем пропускания пильной проволоки между первой парой обжимных роликов и изгибания пильной проволоки во второй плоскости путем пропускания пильной проволоки между второй парой обжимных роликов,при этом обжимные ролики первой и второй пар обжимных роликов имеют практически параллельные друг другу оси; обжимные ролики первой и второй пар обжимных роликов выполнены таким образом, что волнообразные складки в первой плоскости имеют большую длину волны, чем волнообразные складки во второй плоскости; а волнообразные складки расположены таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d. 14. Способ получения моноволоконной металлической пильной проволоки по п.13, который включает в себя стадии получения прямой моноволоконной металлической пильной проволоки и изгибания пильной проволоки путем ее пропускания между парой обжимных роликов при вращении вокруг своей оси. 15. Проволочная пила для распиливания твердого материала, в которой проволочная пила имеет моноволоконную металлическую пильную проволоку, выполненную из металлической проволоки диаметром d и имеющую множество волнообразных складок, расположенных по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d. 16. Способ распиливания твердого материала, который включает в себя стадии протягивания моноволоконной металлической пильной проволоки на высокой скорости через твердый материал, при этом пильная проволока выполнена из металлической проволоки диаметром d и имеет множество волнообразных складок, расположенных по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d,добавления абразивного материала таким образом, что абразивный материал удерживается вышеупомянутыми изгибами в пильной проволоке. 17. Применение моноволоконной металлической пильной проволоки для распиливания твердого материала, причем пильная проволока выполнена из металлической проволоки диаметром d и имеет множество волнообразных складок, расположенных по меньшей мере в двух различных плоскостях таким образом, что при измерении вдоль участка между измеряющими стержнями микрометра, имеющего волнообразные складки по меньшей мере в двух различных плоскостях, контурный, описанный пильной проволокой с волнообразными складками диаметр D превышает в 1,05-1,50 раза диаметр d.
МПК / Метки
МПК: B23D 61/18, B24B 27/06
Метки: проволока, металлическая, моноволоконная, пильная
Код ссылки
<a href="https://eas.patents.su/8-10511-monovolokonnaya-metallicheskaya-pilnaya-provoloka.html" rel="bookmark" title="База патентов Евразийского Союза">Моноволоконная металлическая пильная проволока</a>
Металлическая сетка
Номер патента: 7479
Опубликовано: 27.10.2006
Автор: Мюлдер Доминикус Фредерикус
МПК: B21D 31/04, B23P 15/26, F28F 9/00...
Метки: металлическая, сетка
Формула / Реферат:
1. Лист металлической сетки, изготовленный посредством прорезки листа металла и растяжением его с образованием решетки с отверстиями, которая имеет первую повторяющуюся длину в направлении растяжки и вторую повторяющуюся длину в направлении, перпендикулярном направлению растяжки, причем разница между первой и второй повторяющимися длинами составляет 2% или меньше, т.е. первая и вторая повторяющиеся длины являются по существу равными. 2. Лист по...
Устройство для формирования пресс-формы и используемая в нем металлическая пресс-форма
Номер патента: 8841
Опубликовано: 31.08.2007
Авторы: Асано Норихиро, Зенпо Тосихико, Нисикава Казуюки, Танака Мотоясу, Нагасака Масахико, Като Юсуке
МПК: B22C 15/08, B22C 5/04
Метки: используемая, пресс-форма, металлическая, устройство, нем, пресс-формы, формирования
Формула / Реферат:
1. Устройство для формирования пресс-формы посредством сжатия вспененной смеси, состоящей из частиц заполнителя, растворимых водой связующих веществ и воды, и инжекции ее в полость нагреваемой металлической пресс-формы, при этом устройство содержит полый корпус в форме прямоугольного параллелепипеда, имеющий нижнюю плиту, при этом нижняя плита имеет отверстие для впрыска вспененной смеси, средство удерживания вспененной смеси, имеющее функции...
Провод для полевой связи
Номер патента: 8654
Опубликовано: 29.06.2007
Авторы: Корольчук Александр Григорьевич, Базилевский Владимир Александрович
МПК: H01B 7/18, H01B 11/02
Формула / Реферат:
1. Провод для полевой связи с двумя сталемедными жилами, обложенными изоляцией из полиэтилена и скрученными в пару, содержащими каждая стальные и медные проволоки, отличающийся тем, что проволоки не скручены в повив и расположены параллельно, каждая стальная проволока выполнена гофрированной (имеет волнообразную форму) с синусоидальной, треугольной либо любой другой формой волны, гофрированные проволоки расположены без смещения либо со смещением...
Проволочная структура
Номер патента: 2865
Опубликовано: 31.10.2002
Авторы: Фетисов Василий Павлович, Труфанов Юрий Васильевич, Феоктистов Юрий Васильевич, Давыдов Алексей Владимирович, Пикулин Виктор Алексеевич, Бирюков Борис Александрович
МПК: B21F 15/04, D07B 1/06
Метки: проволочная, структура
Формула / Реферат:
Проволочная структура, включающая два элемента, один из которых состоит из основы в виде параллельно уложенных длинномерных проволок, а вторым являются внешние проволоки, навитые на основу с шагом спирали "t", отличающаяся тем, что проволоки основы имеют волнообразную форму с параметрами волны: амплитуда A_ d1+d2, где d1 - диаметр проволок основы, d2 - диаметр проволок внешнего повива, и период, равный шагу "t" навивки внешних проволок, причем...
Ленточная пила по металлу с подвесной пильной рамкой
Номер патента: 6255
Опубликовано: 27.10.2005
Автор: Динер Марк
МПК: B23D 53/04
Метки: подвесной, пильной, металлу, пила, рамкой, ленточная
Формула / Реферат:
1. Горизонтальная ленточная пила (1) по металлу для распиловки под углом удлиненных заготовок, содержащая станину (2), которая имеет опорное устройство (11, 12) для подлежащей обработке заготовки (16), главную балку (3), поворотную опору (21), которая расположена на главной балке (3) выше опорного устройства (11, 12) и определяет вертикальную ось (25) вращения, которая проходит через опорное устройство (11, 12), промежуточную балку (4), которая...
Предыдущий патент: Устройство для защиты металлических поверхностей от воздействия конденсатов коррозионных сред с высокой температурой в технических установках
Следующий патент: Рама, в частности, для двери, окна или фасадного элемента
Случайный патент: Комплекс ifnar2/ifn