Способ замедленного коксования
Формула / Реферат
1. Способ замедленного коксования, в котором поочередно заполняют и опорожняют два коксовых барабана, каждый из которых опирается на приваренную к нему юбку, и в котором стадия опорожнения, составляющая часть цикла, включает:
(а) обработку паром наполненного коксового барабана для удаления из него остаточного летучего вещества;
(б) тушение водой горячего коксового слоя;
(в) слив воды для тушения из коксового барабана;
(г) открывание верхнего отверстия коксового барабана и бурение направляющего отверстия в коксовом слое;
(д) отделение кокса от коксового слоя между направляющим отверстием и стенкой коксового барабана путем бурения радиально направленной водяной струей и удаление кокса через отверстие в нижней части коксового барабана;
(е) закрывание верхнего и нижнего отверстий коксового барабана, и
(ж) предварительный нагрев опорожненного барабана, перед введением в него сырья, путем пропускания через этот барабан горячих паров из другого коксового барабана,
отличающийся тем, что при введении в коксовый барабан воды для тушения уменьшают напряжения в металле в месте соединения этого барабана с его юбкой путем подачи охлаждающей текучей среды к наружной части барабана вблизи соединения его корпуса с юбкой и тем самым предотвращают появление чрезмерных термических напряжений.
2. Способ по п.1, отличающийся тем, что охлаждающую текучую среду подают к наружной части барабана при введении в него воды для тушения с помощью охлаждающей рубашки, окружающей барабан вблизи соединения его корпуса с его опорной юбкой.
3. Способ по п.2, отличающийся тем, что охлаждающей текучей средой является газ.
4. Способ по п.3, отличающийся тем, что охлаждающей текучей средой является воздух.
5. Способ по п.3, отличающийся тем, что охлаждающей текучей средой является пар низкого давления.
6. Способ по п.2, отличающийся тем, что охлаждающей текучей средой является жидкость.
7. Способ по п.6, отличающийся тем, что охлаждающей текучей средой является вода.
8. Способ уменьшения напряжений в металле в коксовом барабане, возникающих во время операции тушения, включающий подачу охлаждающей текучей среды к наружной части коксового барабана вблизи места соединения барабана с юбкой, на которую он опирается, и уменьшение разности температур между внутренней частью барабана и местом соединения с указанной юбкой, в результате чего напряжения в металле во время операции тушения уменьшаются.
Текст
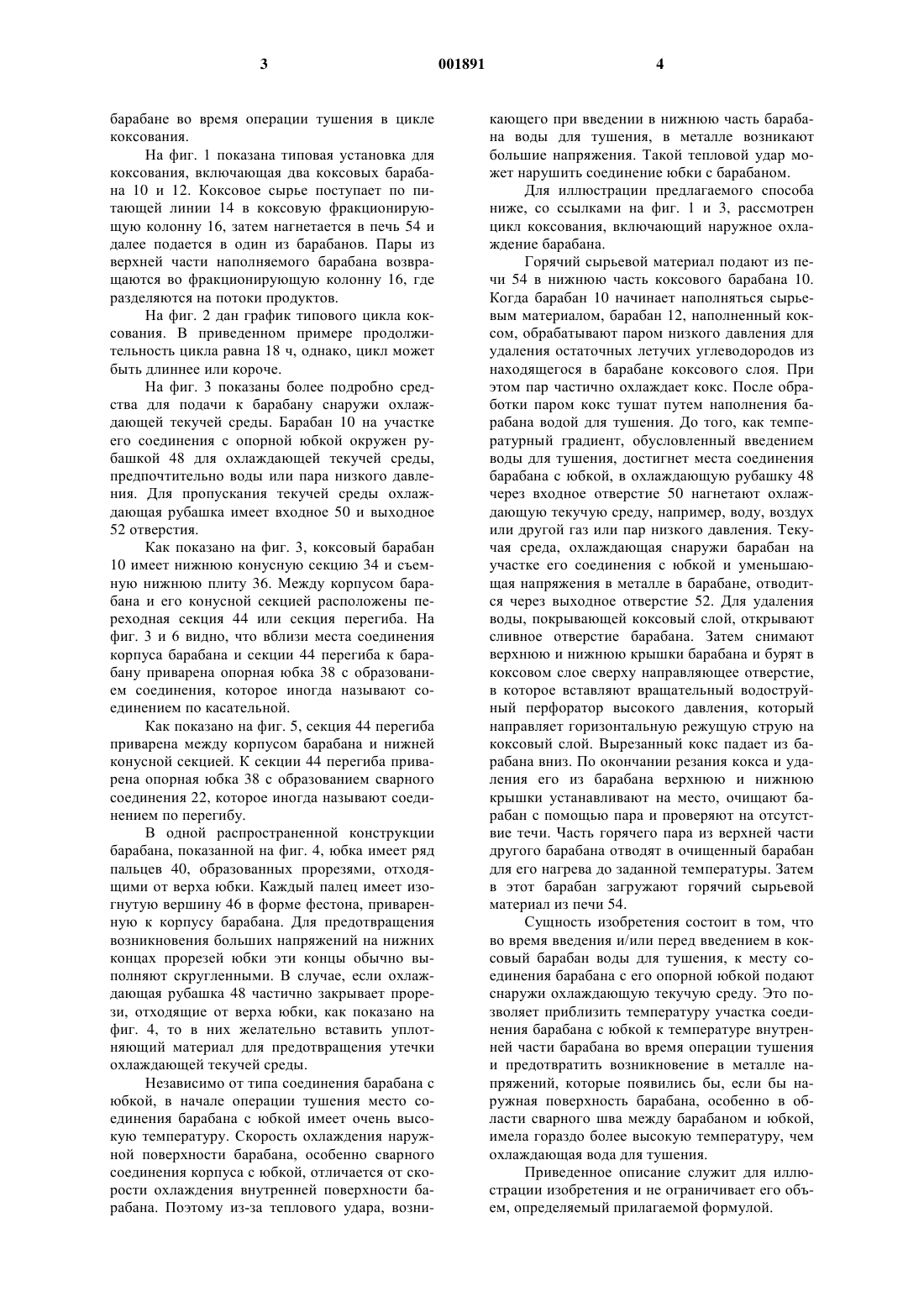
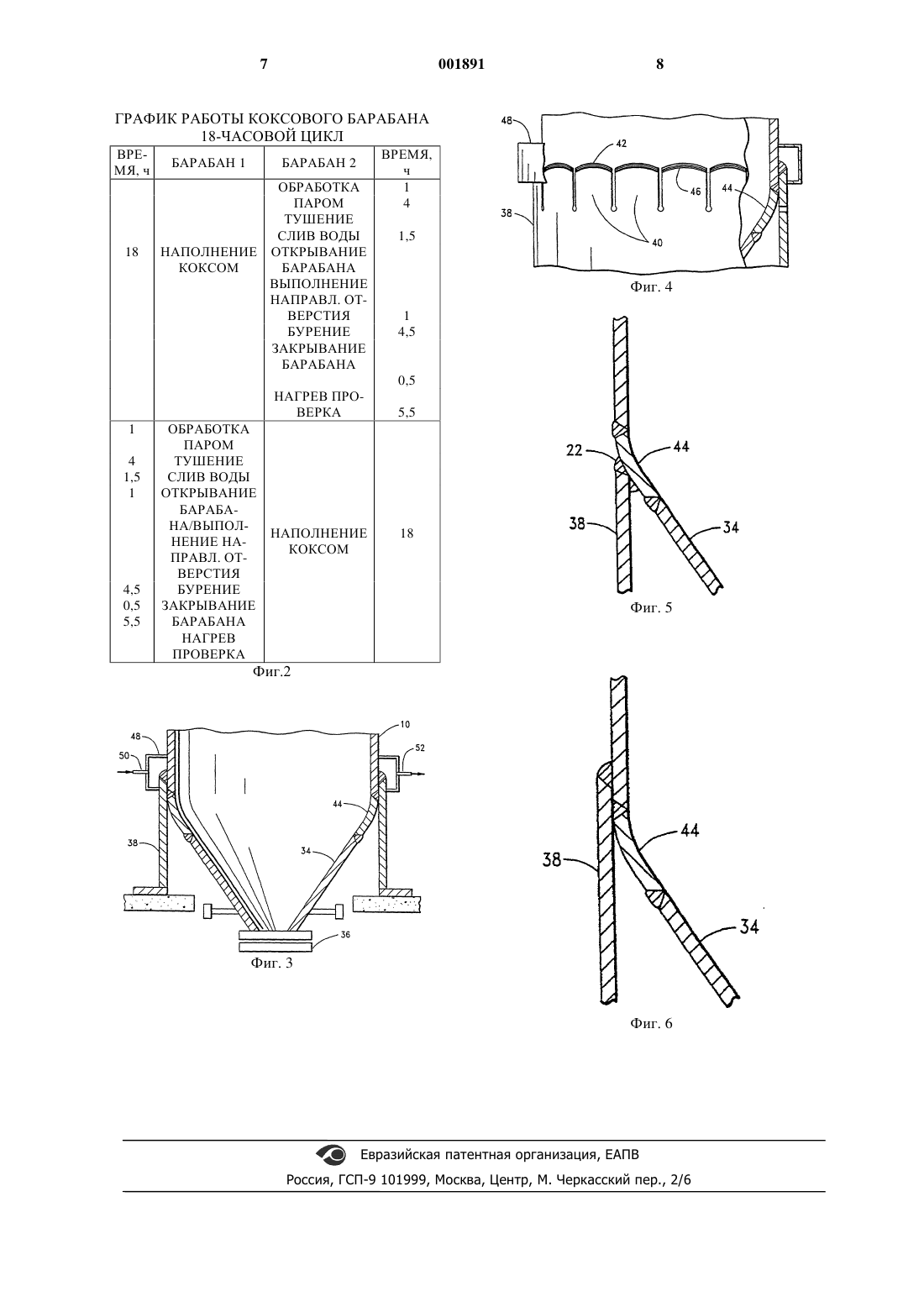
1 Предпосылки создания изобретения 1. Область техники Изобретение относится к замедленному коксованию и, в частности к способу уменьшения напряжений в металле в барабанах для замедленного коксования во время операции охлаждения и тушения в цикле коксования. В типовой установке для замедленного коксования используют два коксовых барабана,которые поочередно заполняют и опорожняют,т.е. сырьевой материал для коксования нагнетают в один из барабанов, в то время как другой барабан освобождают от кокса и подготавливают к очередному заполнению. 2. Уровень техники Обычный процесс коксования включает опорожнение наполненного барабана с его обработкой паром для удаления остаточных летучих веществ, тушение водой обработанного паром коксового слоя, слив воды для тушения из барабана, открывание верхнего и нижнего отверстий барабана (снятие крышек), бурение сверху направляющего отверстия в коксовом слое, бурение оставшегося кокса водоструйным перфоратором с радиально направлением струи,удаление отделенного бурением кокса из нижнего отверстия барабана, закрывание верхнего и нижнего отверстий барабана и предварительный нагрев пустого барабана путем подачи в него горячих паров из другого барабана, наполняемого горячим сырьевым материалом для коксования. Предварительный нагрев необходим для повышения температуры только что освобожденного от кокса барабана перед очередной загрузкой в него горячего сырья для коксования. Если барабан предварительно не нагревать, то из-за подачи горячего материала в относительно холодный барабан в нем возникают температурные напряжения, которые могут привести к повреждению барабана. В одновременно рассматриваемой заявке США 08/79573 от 20.06.97 того же заявителя описан способ уменьшения времени, необходимого для предварительного нагрева. Этот способ включает подачу тепла снаружи на критический участок коксового барабана во время операции предварительного нагрева в цикле коксования. Типовой коксовый барабан опирается на юбку, приваренную к нему вблизи места соединения корпуса барабана с его нижним конусом. Как описано в указанной заявке, максимальные термические напряжения возникают в момент, когда горячее нефтяное сырье с температурой 900F (482C) начинают подавать в предварительно нагретый барабан. Эти термические напряжения вызваны отчасти тем, что внутренняя поверхность предварительно нагретого барабана имеет более высокую температуру, чем его наружная поверхность, в том числе и участок, где опорная юбка приварена к корпусу барабана. При контакте корпуса с горячим нефтяным сырьем скорость расширения его внутренней части сначала выше скорости расширения 2 более холодной наружной части. Если в распоряжении имеется много времени, то предварительный нагрев можно выполнять в течение времени, достаточного для нагрева наружной части барабана до температуры, близкой к температуре его внутренней части. Однако проблема состоит в том, что время предварительного нагрева должно быть минимальным, чтобы уменьшить общую продолжительность цикла коксования. Напряжения в металле на участке соединения коксового барабана с его опорной юбкой возникают также при введении в него воды для тушения обработанного паром кокса. В момент поступления воды для тушения температура наружной части барабана намного выше температуры воды и большой градиент температуры вызывает появление больших напряжений в металле, особенно на участке крепления к барабану его опорной юбки. Верхняя часть опорной юбки сохраняет более высокую температуру, чем конус и корпус барабана. Разность температур указанных элементов приводит к более быстрому сжатию конуса по сравнению с нижним звеном. Из-за разных скоростей сжатия возникают напряжения в металле, когда сжимающиеся конус и корпус отходят от более горячей юбки. Сущность изобретения В соответствии с изобретением, напряжения в металле в коксовом барабане, возникающие на операции тушения в цикле коксования,уменьшают путем подачи охлаждающей текучей среды к наружной части коксового барабана вблизи участка, где барабан соединен с его опорной юбкой. Охлаждающая текучая среда,подаваемая снаружи, уменьшает разность между температурами внутренней части барабана и местом его соединения с опорной юбкой, в результате чего напряжения в металле, возникающие во время операции тушения, уменьшаются. Описание чертежей Фиг. 1 схематично изображает установку для замедленного коксования, включающую два коксовых барабана и соответствующее оборудование; фиг. 2 - график работы коксового барабана в цикле коксования; фиг. 3 - вид сбоку с частичным разрезом,на котором показаны элементы коксового барабана и его опорная юбка; фиг. 4 - вид сбоку с частичным разрезом,на котором показаны элементы соединения коксового барабана с его опорной юбкой; фиг. 5 - в разрезе коксовый барабан, опирающийся на опорную юбку, приваренную в месте перегиба на конусной секции барабана, и фиг. 6 - в разрезе коксовый барабан, опирающийся на опорную юбку, приваренную к корпусу барабана. Описание предпочтительных вариантов осуществления изобретения Основной целью изобретения является уменьшение напряжений в металле в коксовом 3 барабане во время операции тушения в цикле коксования. На фиг. 1 показана типовая установка для коксования, включающая два коксовых барабана 10 и 12. Коксовое сырье поступает по питающей линии 14 в коксовую фракционирующую колонну 16, затем нагнетается в печь 54 и далее подается в один из барабанов. Пары из верхней части наполняемого барабана возвращаются во фракционирующую колонну 16, где разделяются на потоки продуктов. На фиг. 2 дан график типового цикла коксования. В приведенном примере продолжительность цикла равна 18 ч, однако, цикл может быть длиннее или короче. На фиг. 3 показаны более подробно средства для подачи к барабану снаружи охлаждающей текучей среды. Барабан 10 на участке его соединения с опорной юбкой окружен рубашкой 48 для охлаждающей текучей среды,предпочтительно воды или пара низкого давления. Для пропускания текучей среды охлаждающая рубашка имеет входное 50 и выходное 52 отверстия. Как показано на фиг. 3, коксовый барабан 10 имеет нижнюю конусную секцию 34 и съемную нижнюю плиту 36. Между корпусом барабана и его конусной секцией расположены переходная секция 44 или секция перегиба. На фиг. 3 и 6 видно, что вблизи места соединения корпуса барабана и секции 44 перегиба к барабану приварена опорная юбка 38 с образованием соединения, которое иногда называют соединением по касательной. Как показано на фиг. 5, секция 44 перегиба приварена между корпусом барабана и нижней конусной секцией. К секции 44 перегиба приварена опорная юбка 38 с образованием сварного соединения 22, которое иногда называют соединением по перегибу. В одной распространенной конструкции барабана, показанной на фиг. 4, юбка имеет ряд пальцев 40, образованных прорезями, отходящими от верха юбки. Каждый палец имеет изогнутую вершину 46 в форме фестона, приваренную к корпусу барабана. Для предотвращения возникновения больших напряжений на нижних концах прорезей юбки эти концы обычно выполняют скругленными. В случае, если охлаждающая рубашка 48 частично закрывает прорези, отходящие от верха юбки, как показано на фиг. 4, то в них желательно вставить уплотняющий материал для предотвращения утечки охлаждающей текучей среды. Независимо от типа соединения барабана с юбкой, в начале операции тушения место соединения барабана с юбкой имеет очень высокую температуру. Скорость охлаждения наружной поверхности барабана, особенно сварного соединения корпуса с юбкой, отличается от скорости охлаждения внутренней поверхности барабана. Поэтому из-за теплового удара, возни 001891 4 кающего при введении в нижнюю часть барабана воды для тушения, в металле возникают большие напряжения. Такой тепловой удар может нарушить соединение юбки с барабаном. Для иллюстрации предлагаемого способа ниже, со ссылками на фиг. 1 и 3, рассмотрен цикл коксования, включающий наружное охлаждение барабана. Горячий сырьевой материал подают из печи 54 в нижнюю часть коксового барабана 10. Когда барабан 10 начинает наполняться сырьевым материалом, барабан 12, наполненный коксом, обрабатывают паром низкого давления для удаления остаточных летучих углеводородов из находящегося в барабане коксового слоя. При этом пар частично охлаждает кокс. После обработки паром кокс тушат путем наполнения барабана водой для тушения. До того, как температурный градиент, обусловленный введением воды для тушения, достигнет места соединения барабана с юбкой, в охлаждающую рубашку 48 через входное отверстие 50 нагнетают охлаждающую текучую среду, например, воду, воздух или другой газ или пар низкого давления. Текучая среда, охлаждающая снаружи барабан на участке его соединения с юбкой и уменьшающая напряжения в металле в барабане, отводится через выходное отверстие 52. Для удаления воды, покрывающей коксовый слой, открывают сливное отверстие барабана. Затем снимают верхнюю и нижнюю крышки барабана и бурят в коксовом слое сверху направляющее отверстие,в которое вставляют вращательный водоструйный перфоратор высокого давления, который направляет горизонтальную режущую струю на коксовый слой. Вырезанный кокс падает из барабана вниз. По окончании резания кокса и удаления его из барабана верхнюю и нижнюю крышки устанавливают на место, очищают барабан с помощью пара и проверяют на отсутствие течи. Часть горячего пара из верхней части другого барабана отводят в очищенный барабан для его нагрева до заданной температуры. Затем в этот барабан загружают горячий сырьевой материал из печи 54. Сущность изобретения состоит в том, что во время введения и/или перед введением в коксовый барабан воды для тушения, к месту соединения барабана с его опорной юбкой подают снаружи охлаждающую текучую среду. Это позволяет приблизить температуру участка соединения барабана с юбкой к температуре внутренней части барабана во время операции тушения и предотвратить возникновение в металле напряжений, которые появились бы, если бы наружная поверхность барабана, особенно в области сварного шва между барабаном и юбкой,имела гораздо более высокую температуру, чем охлаждающая вода для тушения. Приведенное описание служит для иллюстрации изобретения и не ограничивает его объем, определяемый прилагаемой формулой. 6 ждающей текучей среды к наружной части барабана вблизи соединения его корпуса с юбкой и тем самым предотвращают появление чрезмерных термических напряжений. 2. Способ по п. 1, отличающийся тем, что охлаждающую текучую среду подают к наружной части барабана при введении в него воды для тушения с помощью охлаждающей рубашки, окружающей барабан вблизи соединения его корпуса с его опорной юбкой. 3. Способ по п. 2, отличающийся тем, что охлаждающей текучей средой является газ. 4. Способ по п. 3, отличающийся тем, что охлаждающей текучей средой является воздух. 5. Способ по п. 3, отличающийся тем, что охлаждающей текучей средой является пар низкого давления. 6. Способ по п. 2, отличающийся тем, что охлаждающей текучей средой является жидкость. 7. Способ по п. 6, отличающийся тем, что охлаждающей текучей средой является вода. 8. Способ уменьшения напряжений в металле в коксовом барабане, возникающих во время операции тушения, включающий подачу охлаждающей текучей среды к наружной части коксового барабана вблизи места соединения барабана с юбкой, на которую он опирается, и уменьшение разности температур между внутренней частью барабана и местом соединения с указанной юбкой, в результате чего напряжения в металле во время операции тушения уменьшаются. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ замедленного коксования, в котором поочередно заполняют и опорожняют два коксовых барабана, каждый из которых опирается на приваренную к нему юбку, и в котором стадия опорожнения, составляющая часть цикла, включает:(а) обработку паром наполненного коксового барабана для удаления из него остаточного летучего вещества;(б) тушение водой горячего коксового слоя;(в) слив воды для тушения из коксового барабана;(г) открывание верхнего отверстия коксового барабана и бурение направляющего отверстия в коксовом слое;(д) отделение кокса от коксового слоя между направляющим отверстием и стенкой коксового барабана путем бурения радиально направленной водяной струей и удаление кокса через отверстие в нижней части коксового барабана;(е) закрывание верхнего и нижнего отверстий коксового барабана, и(ж) предварительный нагрев опорожненного барабана, перед введением в него сырья, путем пропускания через этот барабан горячих паров из другого коксового барабана,отличающийся тем, что при введении в коксовый барабан воды для тушения уменьшают напряжения в металле в месте соединения этого барабана с его юбкой путем подачи охла Фиг. 1 ГРАФИК РАБОТЫ КОКСОВОГО БАРАБАНА 18-ЧАСОВОЙ ЦИКЛ ВРЕМЯ, ч ОБРАБОТКА ПАРОМ ТУШЕНИЕ СЛИВ ВОДЫ НАПОЛНЕНИЕ ОТКРЫВАНИЕ КОКСОМ БАРАБАНА ВЫПОЛНЕНИЕ НАПРАВЛ. ОТВЕРСТИЯ БУРЕНИЕ ЗАКРЫВАНИЕ БАРАБАНА ОБРАБОТКА ПАРОМ ТУШЕНИЕ СЛИВ ВОДЫ ОТКРЫВАНИЕ БАРАБАНА/ВЫПОЛНАПОЛНЕНИЕ НЕНИЕ НАКОКСОМ ПРАВЛ. ОТВЕРСТИЯ БУРЕНИЕ ЗАКРЫВАНИЕ БАРАБАНА НАГРЕВ ПРОВЕРКА
МПК / Метки
МПК: C10B 25/00
Метки: способ, коксования, замедленного
Код ссылки
<a href="https://eas.patents.su/5-1891-sposob-zamedlennogo-koksovaniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ замедленного коксования</a>
Сокращение времени цикла замедленного коксования
Номер патента: 1365
Опубликовано: 26.02.2001
Автор: Нелсен Дейвид К.
МПК: C10G 9/14
Метки: цикла, замедленного, времени, сокращение, коксования
Формула / Реферат:
1. Способ замедленного коксования, в котором каждый из пары коксовых барабанов, поддерживаемый опорным поясом, приваренным к барабану, попеременно заполняют и опорожняют, и в котором часть цикла, связанная с опорожнением, включает операции а) пропаривания заполненного коксового барабана для удаления оставшегося летучего материала из барабана; б) гашения горячего коксового слоя водой; в) слива охлаждающей воды из коксового барабана; г) открытия...
Способ повышения выхода жидких продуктов в процессе замедленного коксования
Номер патента: 692
Опубликовано: 28.02.2000
Автор: Рот Джим Р.
МПК: C10G 9/14
Метки: выхода, способ, продуктов, повышения, замедленного, процессе, коксования, жидких
Формула / Реферат:
1. Способ замедленного коксования, в котором жидкое сырье для коксования нагревают до повышенной температуры и загружают в коксовый барабан в условиях замедленного коксования, при которых такое жидкое исходное сырье прогревают содержащимся в нем теплом, достаточным для превращения исходного сырья в крекинг-пар, который при охлаждении конденсируют в жидкие продукты и кокс, отличающийся тем, что в коксовый барабан вводят некоксующийся...
Предыдущий патент: Производные индола и 2,3-дигидроиндола, их применение, фармацевтическая композиция и способ лечения
Следующий патент: Система для переработки отходов нефтепереработки
Случайный патент: Способ борьбы с сорняками