Способ подготовки и чистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, и соответствующее устройство
Номер патента: 13442
Опубликовано: 30.04.2010

Формула / Реферат
1. Способ подготовки и чистки элементов оснастки, таких как пресс-формы, пуансоны, уголки и модули-вкладыши, используемой для изготовления компонентов из композиционных материалов, преимущественно в производстве компонентов для авиационной промышленности, отличающийся тем, что
путем обдувки и всасывания с элементов оснастки удаляют слои поверхностной смолы,
выполняют стадию чистки с помощью лазера и всасывания, удерживая элемент (3) оснастки позиционирующим приспособлением (4) под лазерной головкой (2) для чистки всех поверхностей и выемок,
путем распыления наносят на элемент (3) оснастки разделительный состав,
высушивают разделительный состав при помощи лазерной головки, использовавшейся на стадии чистки, применяя лазерную головку с другими рабочими параметрами.
2. Устройство (1) для осуществления способа по п.1, содержащее позиционирующее приспособление (4) для размещения элемента (3) оснастки, подлежащего подготовке и чистке, под головкой (2) робота, причем головка робота имеет три различных функциональных положения и в нее встроены три следующие системы:
лазерная система с независимыми функциями чистки и высушивания, а также с программами числового программного управления, настроенными на определенные зоны подлежащих обработке элементов (3) оснастки, снабженная средствами охлаждения лазерной системы и средствами управления ею,
система распыления разделительного состава и
система обдувки и всасывания.
3. Устройство по п.2, в котором средства управления лазерной системой выполнены с возможностью проверки, регулирования и записи рабочих параметров, таких как угол падения луча лазера, расстояние до элемента (3) оснастки, мощность лазера и температура лазера.
Текст
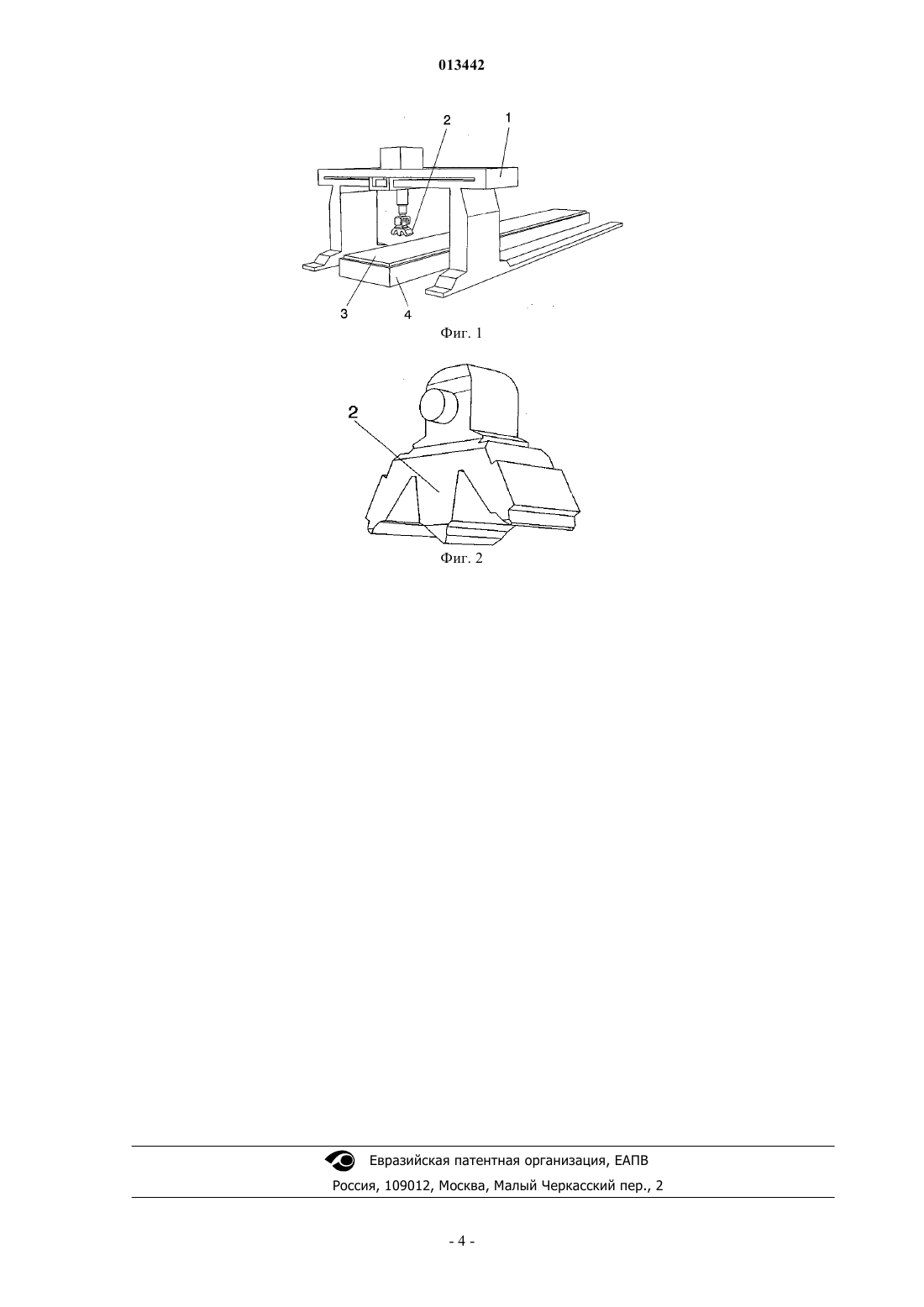
013442 Область техники, к которой относится изобретение Настоящее изобретение, как указано в названии, относится к способу подготовки и чистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, и к устройству для осуществления способа, причем указанными элементами оснастки являются, например, прессформы, пуансоны, уголки и модули-вкладыши, которые используются преимущественно в производстве компонентов для авиационной промышленности. Целью изобретения является автоматизация и усовершенствование способов подготовки и очистки, обычно выполняемых вручную, которые обеспечивают возможность очистки элементов оснастки, распыления на них разделительного состава и высушивания этого разделительного состава, после чего указанные элементы будут готовы к использованию. Уровень техники В настоящее время очистка пресс-форм (матриц), пуансонов, уголков и малых модулей-вкладышей,необходимых для изготовления компонентов для авиационной промышленности, и нанесение на них разделительного состава осуществляется вручную, что сопряжено с определенными проблемами, поскольку для обеспечения оптимального уровня чистоты приходится использовать агрессивные способы для очистки некоторых зон таких элементов оснастки. Это влечет за собой ухудшение характеристик оснастки и увеличивает время выполнения работ, что приводит к дальнейшему износу элементов оснастки. Известны различные способы очистки частей оснастки, такие как очистка с использованием лазера и СО 2 (сухой лед). Общепринятой является следующая последовательность подготовки частей оснастки,которые используются для изготовления компонентов в авиационной промышленности: с помощью чистой ткани, губки или других аналогичных средств на элемент оснастки наносятся растворители. Затем,прежде чем растворитель испарится, элемент оснастки протирают чистой тканью. Затем наносят три тонких равномерных слоя разделительного состава (форморазделителя) Frekote 700nc (z24224) под прямыми углами друг к другу, при этом время испарения растворителя между нанесением покрытий составляет 10-15 мин. При этом важно избегать попадания разделительного состава на зону вакуумного уплотнения мешка, поэтому эту зону закрывают (маскируют), и компонент отверждается при комнатной температуре в течение 60 мин. Когда материал начинает прилипать к поверхности в какой-то зоне элемента оснастки или там, где имеются царапины, возникшие при извлечении материала матрицы из соответствующего компонента, используется следующая процедура: 1. Затронутую зону отмечают клеящей лентой. 2. Проводят очистку, как указано выше. 3. Наносят разделительный состав, причем площадь зоны нанесения состава в два раза превышает площадь отмеченной зоны. Недостатком такого способа, осуществляемого вручную, является необходимость четкого контроля того, что маскирование выполнено полностью, разделительный состав нанесен правильно и разделительный состав высушен надлежащим образом. Краткое изложение сущности изобретения В основу настоящего изобретения была положена задача преодоления вышеупомянутых недостатков существующих технических решений, и в нем предложен способ подготовки и очистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, и устройство для осуществления способа, причем указанными элементами оснастки являются, например, пресс-формы(матрицы), пуансоны, уголки и модули-вкладыши, используемые преимущественно в производстве компонентов, т.е. узлов и деталей, для авиационной промышленности. Предлагаемый в изобретении способ включает в себя четыре стадии, осуществляемые в автоматическом режиме: путем обдувки и всасывания с элементов оснастки удаляют слои поверхностной смолы (первая стадия),выполняют стадию чистки с помощью лазера и всасывания, удерживая элемент оснастки позиционирующим приспособлением под лазерной головкой для чистки всех поверхностей и выемок (вторая стадия),путем распыления наносят на элемент оснастки разделительный состав (третья стадия),высушивают разделительный состав при помощи лазерной головки, использовавшейся на стадии чистки, применяя лазерную головку с другими рабочими параметрами, или параметрами настройки (четвертая стадия). Устройство, также являющееся объектом изобретения и предназначенное для осуществления вышеописанного способа, содержит позиционирующее приспособление для размещения элемента оснастки, подлежащего подготовке и чистке, под головкой робота (роботизированной рабочей головкой устройства). Головка робота имеет три различных функциональных положения и в нее встроены три следующие системы: лазерная система с независимыми функциями чистки и высушивания, а также с программами числового программного управления, настроенными на определенные зоны подлежащих обработке элементов оснастки; эта система снабжена средствами охлаждения лазерной системы и средствами управ-1 013442 ления ею,система распыления разделительного состава и система обдувки и всасывания. Средства управления лазерной системой могут быть выполнены с возможностью проверки, регулирования и записи рабочих параметров, таких как угол падения луча лазера, расстояние до элемента оснастки, мощность лазера, частота излучения лазера и температура лазера. Предлагаемые в изобретении способ и устройство для его осуществления обладают определенными достоинствами, поскольку использование изобретения дает возможность подготавливать и чистить всю поверхность обрабатываемых элементов независимо от их сложности, продолжая обработку до тех пор,пока они не станут чистыми, с последующим нанесением разделительного состава путем распыления и его высушиванием на завершающей стадии. Все вышеуказанные операции выполняются в автоматическом режиме, что позволяет уменьшить время выполнения операций, повысить безопасность труда и санитарно-гигиенические условия для рабочих благодаря тому, что исключается использование ацетона при очистке, и снизить риск повреждения элементов оснастки. Далее использование различных программ числового программного управления, учитывающих требования к обработке определенных зон элементов оснастки, которые подлежат очистке, обеспечивает возможность задания разных рабочих параметров для разных зон, например, использование повышенной мощности лазерного излучения для зон, которые имеют царапины или просверленные отверстия. Кроме того, при очистке с помощью лазера используются два физических явления: грязь испаряется путем возгонки, и удаление грязи также происходит за счет тепловой индукции. Такой нагрев происходит в течение нескольких миллисекунд, поскольку импульсы лазера имеют большую мощность, но они очень короткие, в результате чего элементы оснастки могут обрабатываться без воздействия на них повышенных температур, в частности повышение температуры некоторой зоны элемента оснастки может составлять всего лишь 5 каждый раз, когда луч лазера действует на эту зону, даже при многократном воздействии. Кроме того, очистка с помощью лазерного излучения позволяет предотвратить коррозию элементов оснастки. Другое достоинство, при надлежащем использовании лазера (то есть при правильной настройке мощности и длины волны, необходимых для очистки определенного элемента оснастки) заключается в том, что металлы не повреждаются, то есть исключается эрозия элементов оснастки, которая может происходить при ручной чистке. Применение лазерного излучения для элементов оснастки, изготовленных из алюминия, стали и инвара, дает отличные результаты. Характеристики расширения не влияют на процесс чистки, поскольку нагрев минимален благодаря использованию коротких импульсов (более чем 110000 в секунду). Кроме того, при использовании лазерной чистки любой разделительный состав, который может оставаться на оснастке, также удаляется с поверхности, и затем наносится новый слой состава. Другое достоинство лазерной чистки заключается в том, что исключается накопление на элементах оснастки разделительного состава, который затем переносится на компоненты из углеволокна, в результате чего затрудняется их ультразвуковой контроль. Расстояние от лазерной головки до поверхности, которую необходимо очистить, находится в диапазоне, обеспечиваемом лазером. Другое достоинство заключается в том, что предлагаемые в изобретении способ и устройство не загрязняют окружающую среду, так как нет выбросов вредных веществ, поскольку пыль, возникающая в результате возгонки, удаляется всасывающим устройством. Кроме того, уровень шума при использовании предлагаемой в изобретении технологии ниже уровня шума, возникающего при чистке оснастки с использованием СО 2. Предлагаемые в изобретении способ и устройство обеспечивают быструю чистку, после которой качество обработанной поверхности гораздо выше, чем в случае выполнения работы вручную. Краткое описание чертежей Сущность настоящего изобретения поясняется ниже с привлечением чертежей, которые иллюстрируют возможности осуществления изобретения, не ограничивая их, и на которых показано на фиг. 1 - схематический вид в аксонометрии устройства для подготовки и чистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, в котором осуществляется предлагаемый в изобретении способ,на фиг. 2 - местный вид в увеличенном масштабе рабочей головки устройства, показанного на фиг. 1, также схематический и выполненный в аксонометрии. Осуществление изобретения Ниже приводится описание одного примера осуществления изобретения. Ссылочные номера, приведенные в описании, соответствуют номерам, приведенным на фигурах. Рассматриваемый способ подготовки и чистки элементов оснастки, используемых для изготовления компонентов из композиционных материалов, может использоваться применительно к пресс-формам(матрицам), пуансонам, уголкам и модулям-вкладышам, применяемым преимущественно в производстве компонентов для авиационной промышленности.-2 013442 Предлагаемый в изобретении способ содержит четыре стадии, выполняемые в автоматическом режиме: первую стадию обдувки и всасывания, на которой с элементов оснастки удаляют слои поверхностной смолы,вторую стадию чистки с помощью лазера и всасывания, на которой элемент 3 оснастки удерживают на позиционирующем приспособлении 4 под лазерной головкой 2 для чистки всех поверхностей и выемок,третью стадию нанесения на элемент 3 оснастки разделительного состава путем распыления,четвертую стадию высушивания разделительного состава, на которой лазерную головку, использовавшуюся на второй стадии, применяют с другими параметрами настройки. Устройство 1 для осуществления рассмотренного выше способа показано на фиг. 1 и содержит позиционирующее приспособление 4, на котором элемент 3 оснастки, подлежащий подготовке и чистке,устанавливается и удерживается под головкой 2 робота, которая имеет три различных функциональных положения и в которую встроены три системы, отличные друг от друга. Головка 2 показана на фиг. 2 отдельно от остальных частей устройства в увеличенном по сравнению с фиг. 1 масштабе. Тремя встроенными в головку 2 системами являются лазерная система с независимыми функциями чистки и высушивания, а также с программами числового программного управления, настроенными на требования к обработке определенных зон подлежащих обработке элементов 3 оснастки. Предусматривается, что лазерная система устройства 1 будет снабжена средствами водяного и/или воздушного охлаждения и средствами управления, выполненными с возможностью проверки, регулирования и записи рабочих параметров, включающих угол падения луча лазера, расстояние до элемента оснастки, мощность лазера и температуру лазера; система распыления разделительного состава; система обдувки и всасывания. Вышеописанный способ используется с указанными тремя системами, встроенными в головку 2, и в соответствии с ее тремя функциями. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ подготовки и чистки элементов оснастки, таких как пресс-формы, пуансоны, уголки и модули-вкладыши, используемой для изготовления компонентов из композиционных материалов, преимущественно в производстве компонентов для авиационной промышленности, отличающийся тем, что путем обдувки и всасывания с элементов оснастки удаляют слои поверхностной смолы,выполняют стадию чистки с помощью лазера и всасывания, удерживая элемент (3) оснастки позиционирующим приспособлением (4) под лазерной головкой (2) для чистки всех поверхностей и выемок,путем распыления наносят на элемент (3) оснастки разделительный состав,высушивают разделительный состав при помощи лазерной головки, использовавшейся на стадии чистки, применяя лазерную головку с другими рабочими параметрами. 2. Устройство (1) для осуществления способа по п.1, содержащее позиционирующее приспособление (4) для размещения элемента (3) оснастки, подлежащего подготовке и чистке, под головкой (2) робота, причем головка робота имеет три различных функциональных положения и в нее встроены три следующие системы: лазерная система с независимыми функциями чистки и высушивания, а также с программами числового программного управления, настроенными на определенные зоны подлежащих обработке элементов (3) оснастки, снабженная средствами охлаждения лазерной системы и средствами управления ею,система распыления разделительного состава и система обдувки и всасывания. 3. Устройство по п.2, в котором средства управления лазерной системой выполнены с возможностью проверки, регулирования и записи рабочих параметров, таких как угол падения луча лазера, расстояние до элемента (3) оснастки, мощность лазера и температура лазера.
МПК / Метки
МПК: B23K 26/36, C23C 4/02, B23K 26/16, B23K 26/42
Метки: способ, компонентов, материалов, используемой, изготовления, чистки, устройство, композиционных, элементов, подготовки, соответствующее, оснастки
Код ссылки
<a href="https://eas.patents.su/5-13442-sposob-podgotovki-i-chistki-elementov-osnastki-ispolzuemojj-dlya-izgotovleniya-komponentov-iz-kompozicionnyh-materialov-i-sootvetstvuyushhee-ustrojjstvo.html" rel="bookmark" title="База патентов Евразийского Союза">Способ подготовки и чистки элементов оснастки, используемой для изготовления компонентов из композиционных материалов, и соответствующее устройство</a>
Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов
Номер патента: 10534
Опубликовано: 30.10.2008
Авторы: Филлер Эрвин Вальтер, Кизель Бернд, Фом Орде Готтфрид
МПК: B09B 3/00, B28B 3/20, C04B 18/30...
Метки: способ, изготовления, отходов, частности, элементов, твердых, материалов, панелей, строительных
Формула / Реферат:
1. Способ изготовления строительных элементов, в частности строительных панелей, из отходов твердых материалов, при котором: а) подготавливают отходы твердых материалов в виде различных чистосортных фракций с заданным размером частиц; б) различные фракции смешивают в заданном соотношении с добавлением воды и связующего вещества; в) полученную смесь подвергают формообразованию для получения заготовок строительных элементов; г) заготовки...
Способ литья под давлением и устройство для изготовления изделий из двух компонентов
Номер патента: 1287
Опубликовано: 25.12.2000
Автор: Крамер Ханс
МПК: B29C 45/16
Метки: изготовления, компонентов, двух, давлением, изделий, способ, литья, устройство
Формула / Реферат:
1. Способ изготовления литого изделия, включающий следующие операции: формирование тела путем литья пластмассы под давлением в первой литейной полости, содержащей первый внутренний стержень, удаленный от внутренней стенки литейной полости, и имеющей один элемент или большее количество элементов, расположенных между указанной внутренней стенкой и стержнем, причем указанное тело имеет внутреннюю полость, форма которой по существу соответствует...
Подошва ботинка из трёх материалов, способ изготовления подошвы и устройство для изготовления подошвы
Номер патента: 10535
Опубликовано: 30.10.2008
Авторы: Велата Жан, Дидье Жан-Франсуа
МПК: B29D 31/51, B29D 31/50, A43B 13/24...
Метки: устройство, материалов, подошва, подошвы, ботинка, изготовления, трёх, способ
Формула / Реферат:
1. Подошва ботинка (1), содержащая нижнюю подошву (2) и верхнюю подошву (10), при этом верхняя подошва (10) является стелькой, а нижняя подошва (2) содержит пятку (5), геленок (4) и переднюю часть (3), отличающаяся тем, что нижняя подошва (2) содержит периферический элемент (N1) стабилизации и удержания ступни, выполненный на периферии геленка (4), передней части (3) и пятки (5); элемент поглощения ударов (N4), выполненный в середине пятки (5) и...
Минеральный пластинчатый наполнитель для композиционных материалов
Номер патента: 2299
Опубликовано: 28.02.2002
Автор: Ефанова Вера Васильевна
МПК: C04B 35/00, C03B 37/005, C08K 3/00...
Метки: материалов, наполнитель, композиционных, пластинчатый, минеральный
Формула / Реферат:
1. Минеральный пластинчатый наполнитель для композиционных материалов, полученный плавлением исходного минерала, формованием из расплава твердых пластинчатых стекловиднных частиц и их химико-термической обработкой в окислительной газовой среде до получения кристаллической фазы, отличающийся тем, что он получен химико-термической обработкой при температуре в интервале от 680 до 850шС до достижения не менее 12% по массе кристаллической фазы и...
Способ изготовления фильтровальных элементов блока контактных фильтров, блок контактных фильтров (варианты), и устройство для изготовления фильтровальных элементов блока контактных фильтров
Номер патента: 13171
Опубликовано: 26.02.2010
Автор: Клинкбю Джон
МПК: B29C 47/12, B01J 19/32, B29C 47/24...
Метки: блока, варианты, элементов, контактных, способ, фильтров, блок, фильтровальных, устройство, изготовления
Формула / Реферат:
1. Способ изготовления фильтровальных элементов блока контактных фильтров, предназначенных для биологической очистки воды, с использованием устройства (10), содержащегорезервуар для хранения гранулированного материала, имеющего первую точку плавления и включающего пенообразующую присадку, имеющую вторую точку плавления;блок (12) нагревания и сжатия гранулированного материала, включающий камеру, имеющую впускное отверстие (18), соединенное с...
Предыдущий патент: Способ непрерывного удаления сероводорода из газовых потоков
Следующий патент: Электромеханический преобразователь
Случайный патент: Способ сжигания с низким выделением soxдисперсии тяжелых нефтяных остатков в воде