Минеральный пластинчатый наполнитель для композиционных материалов
Формула / Реферат
1. Минеральный пластинчатый наполнитель для композиционных материалов, полученный плавлением исходного минерала, формованием из расплава твердых пластинчатых стекловиднных частиц и их химико-термической обработкой в окислительной газовой среде до получения кристаллической фазы, отличающийся тем, что он получен химико-термической обработкой при температуре в интервале от 680 до 850шС до достижения не менее 12% по массе кристаллической фазы и более 7 ъ 1019 спин/см3 химически активных ПМЦ и охлажден на воздухе.
2. Минеральный пластинчатый наполнитель по п.1, отличающийся тем, что он имеет частицы со средним поперечником около 100 мкм в количестве не менее 30% от их общей массы и парамагнитные центры в концентрации не менее 14 ъ 1019 спин/см3.
Текст
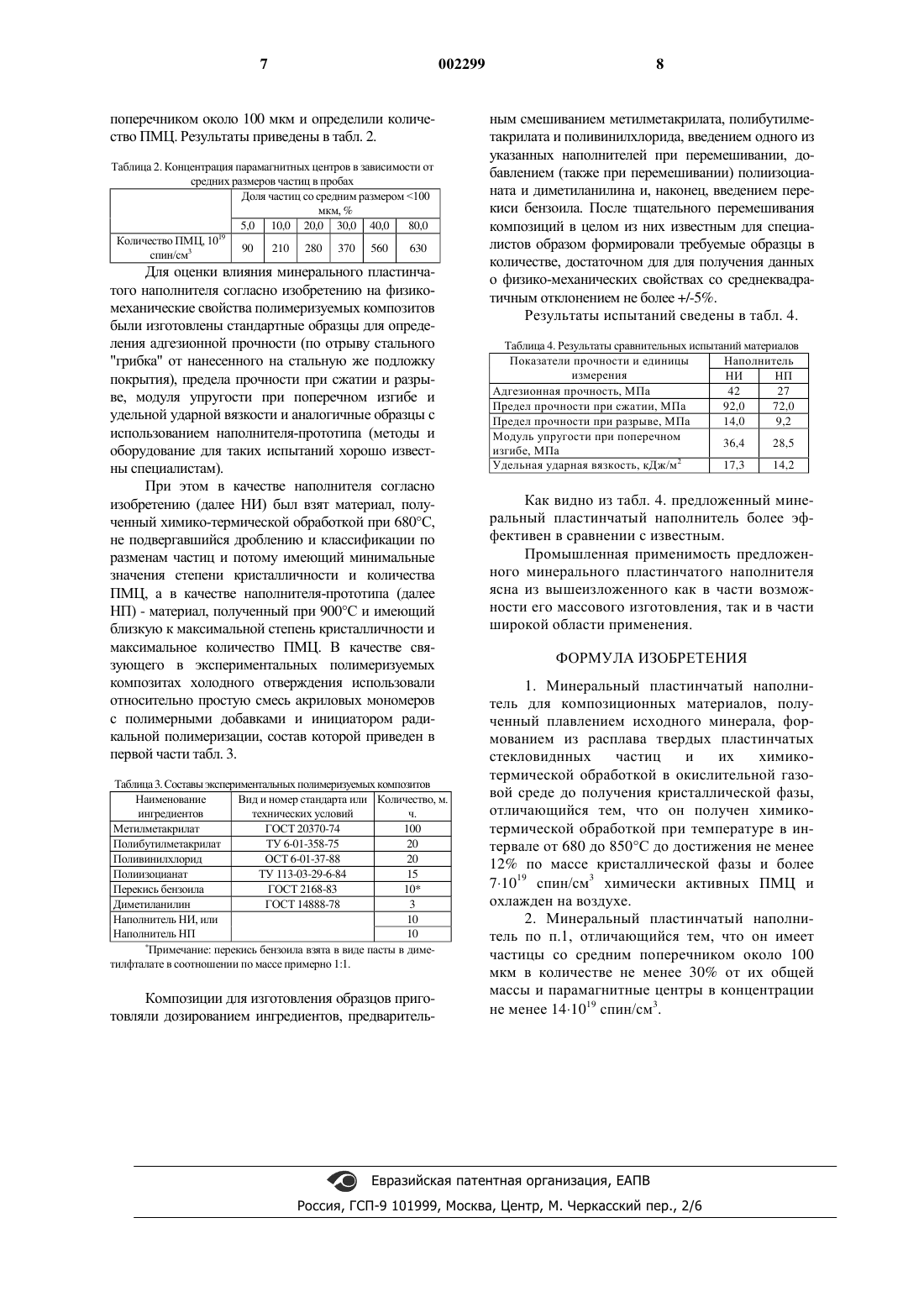
1 Изобретение относится к имеющим неопределенный химический состав дисперсным пластинчатым материалам, которые могут быть изготовлены из содержащих низшие оксиды железа минералов (предпочтительно базальта, барханных песков и т.п.) плавлением, дис-пергированием расплавов с получением остоклованных твердых чешуек или хлопьев и последующей химической модификацией и частичной кристаллизацией материала этих чешуек или хлопьев при химико-термической обработке в окислительной газовой среде. Ныне довольно широко известно, что такие чешуйки или хлопья могут служить химически активными наполнителями разнообразных композиционных материалов (предпочтительно полимеризуемых композитов) для получения защитных и защитно-декоративных покрытий с высокими показателями по атмосферo- и водостойкости (при защите металлических резервуаров, мостов, морских буровых платформ и т.д.) и/или стойкости к абразивному износу (например, трубопроводов для перекачки пульпы). Как ясно из описания области применения,потребность в наполнителях указанного типа имеет массовый характер. Соответственно, они должны удовлетворять комплексу систематически ужесточающихся трудносовместимых требований, из которых наиболее важны: как можно более высокая химическая активность, оцениваемая, по меньшей мере, по их удельной поверхности, а предпочтительно, по наличию на поверхности чешуек или хлопьев активных центров, способствующих полимеризации различных олигомерных связующих и установлению химической взаимосвязи между макромолекулами полимеров и неорганическими компонентами; как можно более высокая механическая прочность, обуславливающая в готовых композитах заметный армирующий эффект даже при небольших концентрациях пластинчатых наполнителей; как можно более высокая химическая стабильность (в частности, коррозионная стойкость),облегчающая хранение наполнителей и их применение в составе многих композитов, обычно включающих в исходных неотвержднных смесях коррелирующие ингредиенты, и доступность для широкого круга потребителей, определяемая возможностью массового производства и затратами ресурсов. Раздельное выполнение указанных требований не представляет существенных затруднений. Например, из патента США 4363889 в качестве доступного и обладающего некоторой химической активностью наполнителя для полимеризуемых композитов известны стеклянные хлопья со средними толщиной 0,5-5,0 мкм и диаметром 100-400 мкм и смеси 10-70 м.ч. таких хлопьев с 10-150 м.ч. чешуйчатых металлических пигментов (здесь и далее сокращение "м.ч." означает "массовая часть"). 2 Стеклянные хлопья обычно весьма непрочны,их поверхностная химическая активность без дополнительной обработки (например, вакуумной металлизации) невелика, а металлические чешуйки с высокой удельной поверхностью нестойки к коррозии. Известны также пластинчатые наполнители типа искусственных слюдоподобных железооксидных пигментов (Carter E. Micaceous iron oxide pigment in high performance coating//POLYMER PAINTCOLOUR JOURNAL, 1986, V.176,4164, р.226,228, 230, 232, 234). В сравнении со стеклянными хлопьями они более прочны и химически стойки. Однако они дороги, из-за чего их применение целесообразно при нанесении защитных покрытий только на такие изделия или сооружения, потери от выхода которых из строя заметно превосходят затраты на защиту. Поэтому одним из наиболее предпочтительных направлений создания пластинчатых наполнителей для преимущественно полимерных композитов следует признать изготовление хлопьев или чешуек из природных минералов. Так, применительно к базальту с участием автора этого изобретения был разработан технологический комплекс, включающий способ получения тонкодисперсных чешуйчатых частиц (патент СССР 1831856),устройство для получения тонкодисперсных чешуйчатых частиц (патент СССР 1823293) и способ термообработки дисперсных хлопьевидных частиц и устройство для его осуществления(патент РФ 2036748). Минеральный пластинчатый наполнитель согласно патенту СССР 1831856 получен плавлением базальта и диспергированием расплава в виде эллипсовидных чешуек. Их коэффициент отклонения от правильной окружности, вычисленный по результатам микроскопических исследований их формы и размеров как отношение малой и большой осей эллипса, находится в пределах от 0,80 до 0,95. Материал таких чешуек стеклообразен, химически нестабилен, в частности из-за характерного для исходных базальтов (и барханных песков) присутствия низших оксидов железа, и имеет низкую химическую активность. Минеральный пластинчатый наполнитель согласно патенту СССР 1823293 получен практически тем же способом и в сравнении с вышеописанным наполнителем имеет лишь более благоприятный гранулометрический состав, а именно содержит до 99% чешуек практически одинаковой формы и одинаковых же размеров. Однако стеклообразная структура, химическая нестабильность и низкая химическая активность при этом сохраняются. В заметной степени эти недостатки устранены в наиболее близком к предлагаемому по технической сущности минеральном пластинчатом наполнителе по патенту РФ 2036748. Он получен плавлением исходного минерала(базальта), формованием из расплава твердых ос 3 теклованных пластинчатых частиц и химикотермической обработкой таких частиц в окислительной газовой среде до придания им преимущественно кристаллической структуры, включающей нагрев стекловидных частиц со скоростью от 40 до 190 С/мин до температуры в интервале 600-950 С с одновременной продувкой воздухом в течение 5-30 мин и последующее принудительное охлаждение со скоростью не ниже 950 С/мин. Минеральный пластинчатый наполнитель после такой обработки практически не содержит FeO и характеризуется высокой (3 г/см 3 и более) плотностью, что, по меньшей мере, в 1,5 раза превышает плотность остеклованных частиц, высокой (до 53% по массе) долей кристаллической фазы (именуемой далее"степень кристалличности") и заметным количеством химически активных парамагнитных центров(далее ПМЦ). Указанные преимущества позволили заметно улучшить свойства содержащих описанный минеральный пластинчатый наполнитель полимеризуемых композитов и получаемых из них защитных и защитно-декоративных покрытий (Веселовский Р.А., Ефанова В.В., Петухов И.П. Исследование физико-химических, термодинамических и механических свойств граничных слоев сетчатых полимеров//Механика композитных материалов, 1994, т. 30.5, с. 3-11). Однако позже было установлено, что этот наполнитель имеет не более 61019 спин/см 3 активных в процессах полимеризации моно- и/или олигомеров ПМЦ (Ефанова В.В. Исследование свойств нового активированного базальтового наполнителя для покрытий//Экотехнологии и ресурсосбережение, 1993,5, с.67-72). Иначе говоря, указанная степень кристалличности и химическая активность известного наполнителя не "сбалансированы". Более того, наши неопубликованные экспериментальные исследования показали, что стремление к достижению как можно более высокой степени кристалличности минерального пластинчатого наполнителя не оправдано и технологически. Так, химико-термическая обработка до 30 мин при температурах, выбранных в начале указанного интервала (т.е. несколько более 600 С), не обеспечивает ни заметной кристаллизации, ни заметного повышения химической активности, а увеличение длительности обработки сверх 30 мин существенно снижает производительность процесса. Переход же к относительно кратковременной (примерно в течение 5-10 мин) химико-термической обработке при температурах около 900 С и более чреват (что оказалось весьма неожиданным) повторным неконтролируемым остеклованием частиц и ослаблением их химической активности, которые тем более заметны, чем выше температура нагрева исходных частиц и скорость охлаждения обработанных частиц. И, наконец, выяснилось, что скорость нагрева исходных остеклованных частиц до введения в контакт с газообразным окислителем (воздухом) практически не влияет на ход и исход химикотермической обработки и, следовательно, исполь 002299 4 зование для этих нужд дополнительной контрольной и регулирующей аппаратуры неоправданно удорожает целевой продукт. В связи с изложенным, в основу изобретения положена задача путем усовершенствования режимов химико-термической обработки стекловидных пластинчатых частиц и охлаждения после нее создать такой минеральный пластинчатый наполнитель для композиционных материалов, который был бы существенно более "сбалансирован" по степени кристалличности и по химической активности и более доступен потребителям и применение которого обеспечивало бы получение более прочных защитных и защитно-декоративных или износостойких покрытий из полимеризуемых композитов. Поставленная задача решена тем, что минеральный пластинчатый наполнитель для композиционных материалов, полученный плавлением исходного минерала, формованием из расплава твердых пластинчатых стекловидных частиц и их химико-термической обработкой в окислительной газовой среде до получения кристаллической фазы,согласно изобретению,получен химикотермической обработкой при температуре в интервале от 680 до 850 С до достижения не менее 12 мас.% кристаллической фазы и более 71019 спин/см 3 химически активных ПМЦ и охлаждн на воздухе. Этот наполнитель стабилен по механической прочности в силу достаточной степени кристалличности и, вследствие гармоничного сочетания степени кристалличности и химической активности, может служить высокоэффективным средством повышения качества преимущественно толстослойных (1, а обычно 3 мм) защитных, защитнодекоративных и износостойких покрытий с применением преимущественно таких связующих, которые образуются при полимеризации моно- и/или олигомеров. Следует отметить, что в производстве предложенного наполнителя удается снизить как капитальные затраты на оборудование для нагрева и охлаждения и для управления этими процессами так и эксплуатационные затраты на энергию для химико-термической обработки и для подготовки и подачи хладоагента. Это делает целевой продукт более доступным для потребителей. Дополнительное отличие состоит в том, что указанный минеральный пластинчатый наполнитель имеет частицы со средним поперечником около 100 мкм в количестве не менее 30% от их общей массы и более 141019 спин/см 3 ПМЦ, что наиболее предпочтительно при использовании целевого продукта в полимеризуемых композитах. Далее сущность изобретения поясняется описанием в общем виде и конкретными данными об экспериментальном осуществлении способа изготовления предложенного минерального пластинчатого наполнителя для полимеризуемых композиционных материалов с указанием дости 5 гаемых при этом значений физико-химических свойств,примерами использования наполнителя в полимеризуемых композиционных материалах для нанесения защитных покрытий и результатами сравнительных испытаний таких покрытий. В общем случае способ изготовления предложенного минерального пластинчатого наполнителя предусматривает(1) получение стекловидных тврдых частиц(обычно в виде чешуек или хлопьев) путм дробления выбранного минерала до получения подходящих для загрузки в плавильную печь кусков,нагрева этих кусков до получения текучего расплава (в частности, до температуры 1400-1500 С для базальта и более 1500 С для барханных песков),формования стекловидных частиц диспергированием (например, турбинкой и/или потоком воздуха) струи расплава, истекающей через обогреваемую фильеру;(2) химико-термическую обработку полученного на стадии (1) сырья в окислительной газовой среде (предпочтительно в воздухе) при температуре от 680 до 850 С (предпочтительно 680-780 С) до частичной кристаллизации материала с получением кристаллической фазы не менее 12% по массе и появления более чем 71019 спин/см 3 химически активных ПМЦ с последующим охлаждением на воздухе; и, при желании,(3) механическую обработку (например,дробление и сортировку частиц по размерам) до получения минерального пластинчатого наполнителя со средним поперечником частиц около 100 мкм в количестве не менее 30% от их общей массы и доведения количества химически активных ПМЦ до уровня более 141019 спин/см 3. Для изготовления тврдых стекловидных чешуек использовали базальт Костопольского месторождения (Украина), содержащий около 10% FeO. Базальтовый щебень размером от 5 до 40 мм плавили в модифицированной плавильной печи, аналогичной по конструкции печам для получения кварцевого стекла, с использованием газовых горелок. Расплав доводили до температуры 1400-1450 С и выдавливали через обогреваемую фильеру из жаропрочной стали струй диаметром от 8 до 10 мм. Расплав в струе диспергировали турбинкой, имеющей температуру обычно около 1300 С, в потоке охлаждающего воздуха. Полученные чешуйки серого цвета толщиной около 3 мкм и диаметром от 25 мкм до преимущественно 3 мм осторожно (во избежание дробления и не уплотняя) насыпали на поддоны из жаростойкой стали рыхлыми слоями толщиной 80-100 мм и подвергали химико-термической обработке в воздушной среде в муфельной печи при температурах 660, 680, 750, 850 и 875 С в течение соответственно 90, 60, 30, 20 и 15 мин и затем извлекали из печи и 6 охлаждали в атмосферном воздухе до комнатной температуры. На пробах обработанных при указанных температурах чешуек методами, которые известны специалистам, определяли степень кристалличности и количество ПМЦ. Так, степень кристалличности Х рассчитывали по формулеdтп - плотность обработанных частиц,dсп - плотность исходных стекловидных частиц,dкф - плотность кристаллической фазы,dсф - плотность стеклофазы,по результатам пикнометрического определения указанных значений плотности в ксилоле (см. статью Рашин Г.А., Полковой Н.А. "Определение некоторых физико-технических свойств каменного литья" в журнале "Стекло и керамика", 1963, 10,с. 11-14). Количество парамагнитных центров определяли сравнение спектров электронного парамагнитного резонанса (ЭПР) минерального наполнителя и дифенилпикрилгидразина как эталонного вещества (см., например, статью "Электронный парамагнитный резонанс" "Краткой химической энциклопедии", т.5, М: Изд-во "Советская энциклопедия", с. 961-968). Спектры ЭПР были сняты на радиоспектрометре модели Е/х-2547 фирмы RADIOPAN (Польша). Результаты измерений сведены в табл. 1. Таблица 1. Концентрация кристаллической фазы и парамагнитных центров в зависимости от температуры химико-термической обработки Температура химико-термической обработки Показатели 660 С 680 С 750 С 850 С 875 С Степень кристаллич 5,8 14,8 35,2 52,3 49,8 ности, мас.% Количество ПМЦ,5,8 16 18 19 17 1019 спин/см 3 Примечание: те же показатели у исходных стекловидных частиц составляли соответственно 0,0% и 2,01019 спин/см 3, а у частиц наполнителя-прототипа, полученных химико-термической обработкой при 900 С до практически полного перехода FeO в Как видно из табл. 1, химико-термическая обработка стекловидных частиц нецелесообразна как при температурах ниже 680 С, ибо степень кристалличности и количество ПМЦ возрастают при этом незначительно, так и при температурах выше 850 С,ибо при этом они начинают, хотя и незначительно,ухудшаться. Далее для повышения химической активности минеральный пластинчатый наполнитель после химико-термической обработки измельчали и классифицировали по размеру частиц. В этих экспериментах использовали частицы, полученные химикотермической обработкой при 750 С. Из них приготовили пробы с разным содержанием части со средним поперечником около 100 мкм и определили количество ПМЦ. Результаты приведены в табл. 2. Таблица 2. Концентрация парамагнитных центров в зависимости от средних размеров частиц в пробах Доля частиц со средним размером 100 мкм, % 5,0 10,0 20,0 30,0 40,0 80,0 Количество ПМЦ, 1019 90 210 280 370 560 630 3 спин/см Для оценки влияния минерального пластинчатого наполнителя согласно изобретению на физикомеханические свойства полимеризуемых композитов были изготовлены стандартные образцы для определения адгезионной прочности (по отрыву стального"грибка" от нанесенного на стальную же подложку покрытия), предела прочности при сжатии и разрыве, модуля упругости при поперечном изгибе и удельной ударной вязкости и аналогичные образцы с использованием наполнителя-прототипа (методы и оборудование для таких испытаний хорошо известны специалистам). При этом в качестве наполнителя согласно изобретению (далее НИ) был взят материал, полученный химико-термической обработкой при 680 С,не подвергавшийся дроблению и классификации по разменам частиц и потому имеющий минимальные значения степени кристалличности и количества ПМЦ, а в качестве наполнителя-прототипа (далее НП) - материал, полученный при 900 С и имеющий близкую к максимальной степень кристалличности и максимальное количество ПМЦ. В качестве связующего в экспериментальных полимеризуемых композитах холодного отверждения использовали относительно простую смесь акриловых мономеров с полимерными добавками и инициатором радикальной полимеризации, состав которой приведен в первой части табл. 3. Таблица 3. Составы экспериментальных полимеризуемых композитов Наименование Вид и номер стандарта или Количество, м. ингредиентов технических условий ч. Метилметакрилат ГОСТ 20370-74 100 Полибутилметакрилат ТУ 6-01-358-75 20 Поливинилхлорид ОСТ 6-01-37-88 20 Полиизоцианат ТУ 113-03-29-6-84 15 Перекись бензоила ГОСТ 2168-83 10 Диметиланилин ГОСТ 14888-78 3 Наполнитель НИ, или 10 Наполнитель НП 10 Примечание: перекись бензоила взята в виде пасты в диметилфталате в соотношении по массе примерно 1:1. Композиции для изготовления образцов приготовляли дозированием ингредиентов, предваритель 8 ным смешиванием метилметакрилата, полибутилметакрилата и поливинилхлорида, введением одного из указанных наполнителей при перемешивании, добавлением (также при перемешивании) полиизоцианата и диметиланилина и, наконец, введением перекиси бензоила. После тщательного перемешивания композиций в целом из них известным для специалистов образом формировали требуемые образцы в количестве, достаточном для для получения данных о физико-механических свойствах со среднеквадратичным отклонением не более +/-5%. Результаты испытаний сведены в табл. 4. Таблица 4. Результаты сравнительных испытаний материалов Показатели прочности и единицы Наполнитель измерения НИ НП Адгезионная прочность, МПа 42 27 Предел прочности при сжатии, МПа 92,0 72,0 Предел прочности при разрыве, МПа 14,0 9,2 Модуль упругости при поперечном 36,4 28,5 изгибе, МПа Удельная ударная вязкость, кДж/м 2 17,3 14,2 Как видно из табл. 4. предложенный минеральный пластинчатый наполнитель более эффективен в сравнении с известным. Промышленная применимость предложенного минерального пластинчатого наполнителя ясна из вышеизложенного как в части возможности его массового изготовления, так и в части широкой области применения. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Минеральный пластинчатый наполнитель для композиционных материалов, полученный плавлением исходного минерала, формованием из расплава твердых пластинчатых стекловиднных частиц и их химикотермической обработкой в окислительной газовой среде до получения кристаллической фазы,отличающийся тем, что он получен химикотермической обработкой при температуре в интервале от 680 до 850 С до достижения не менее 12% по массе кристаллической фазы и более 71019 спин/см 3 химически активных ПМЦ и охлажден на воздухе. 2. Минеральный пластинчатый наполнитель по п.1, отличающийся тем, что он имеет частицы со средним поперечником около 100 мкм в количестве не менее 30% от их общей массы и парамагнитные центры в концентрации не менее 141019 спин/см 3.
МПК / Метки
МПК: C03B 37/005, C04B 35/00, C08K 3/00
Метки: наполнитель, пластинчатый, материалов, минеральный, композиционных
Код ссылки
<a href="https://eas.patents.su/5-2299-mineralnyjj-plastinchatyjj-napolnitel-dlya-kompozicionnyh-materialov.html" rel="bookmark" title="База патентов Евразийского Союза">Минеральный пластинчатый наполнитель для композиционных материалов</a>
Устройство для вихревого измельчения материалов
Номер патента: 1
Опубликовано: 31.03.1997
Авторы: Размаитов Владимир Иванович, Фатеев Александр Николаевич
МПК: B02C 23/08, B02C 19/06
Метки: измельчения, устройство, вихревого, материалов
Формула / Реферат:
1. Устройство для вихревого измельчения материалов, включающее вихревую помольную камеру с загрузочным узлом и соединенным с выгрузочным узлом классификатором, отличающееся тем, что помольная камера снабжена дополнительным средством для вывода из пылегазовой смеси, образующейся в процессе измельчения материала, порошка наиболее тонкой фракции, выполненным в виде стакана с отводящим патрубком и установленного в нем аксиально с входным отверстием...
Способ разделения смешанных порошковых материалов
Номер патента: 326
Опубликовано: 29.04.1999
Автор: Нельсон Бенджамин В.
МПК: B04B 1/00
Метки: порошковых, разделения, смешанных, материалов, способ
Формула / Реферат:
1. Способ разделения смешанных порошковых материалов разного удельного веса в суспензии, включающий в себя вращение барабана центрифуги, имеющего периферийную стенку и открытую входную часть, вокруг продольной оси совместно с периферийной стенкой, загрузку материалов в барабан с обеспечением дальнейшего их прохождения по периферийной стенке и побуждение более тяжелых частиц улавливаться на периферийной стенке, а более легких частиц выходить в...
Способ биообработки твердых материалов в поверхностном биореакторе без перемешивания
Номер патента: 429
Опубликовано: 24.06.1999
Автор: Кор Уильям Дж.
МПК: C22B 1/00, B01D 11/00, C01G 7/00...
Метки: биообработки, перемешивания, поверхностном, твердых, материалов, способ, биореакторе
Формула / Реферат:
1. Способ биообработки твердого материала для удаления нежелательного соединения с применением поверхностного биореактора без перемешивания, включающий стадии: а.) покрытия поверхности множества крупнозернистых подложек, имеющих размер частиц более чем 0,3 см, подвергаемым биообработке твердым материалом и образования вследствие этого множества покрытых крупнозернистых подложек, при этом биообрабатываемый твердый материал имеет размер частиц...
Электрохимическая обработка материалов
Номер патента: 1606
Опубликовано: 25.06.2001
Авторы: Алтена Херманус С.Й., Де Силва Аньяли К.
МПК: B23H 3/02
Метки: обработка, материалов, электрохимическая
Формула / Реферат:
1. Способ электрохимической обработки заготовки с помощью электрода, содержащий следующие стадии: - создают зазор между электродом и заготовкой, заполняют этот зазор электролитом; - пропускают электрический ток через электролит в зазор между электродом и заготовкой с целью обработки заготовки; - формируют измеряемый сигнал, содержащий информацию о возможных искровых разрядах в зазоре, и - защищают электрод и/или заготовку от повреждения...
Фрезерная машина с вращающейся фрезой для камнеподобных материалов
Номер патента: 1282
Опубликовано: 25.12.2000
Автор: Вендель Николаус
МПК: B28D 1/18, E01C 23/09, E21C 25/18...
Метки: материалов, фрезой, вращающейся, камнеподобных, машина, фрезерная
Формула / Реферат:
1. Фрезерная машина с вращающимся валиком (5) и распределенными по окружности фрезерными резцами (2), отличающаяся тем, что для нескольких или для всех фрезерных резцов (2) предусмотрены создающие ударное действие маятники (1), которые установлены с возможностью вращения во фрезерном валике (5). 2. Фрезерная машина по п.1, отличающаяся тем, что фрезерные резцы (2) установлены с возможностью поворота или направлены линейно и с помощью точек упора...
Предыдущий патент: Клапан для аэрозольного баллончика
Следующий патент: Способ хранения идентификации на носителе записи, устройство и носитель записи.
Случайный патент: Система и способ для управления множеством инструментов посредством одной управляющей линии