Высокоактивная каталитическая композиция в виде суспензии
Формула / Реферат
1. Каталитическая композиция, подходящая для гидропереработки тяжелой нефти, которую получают с помощью:
(a) смешивания оксида металла VIB группы и водного раствора аммиака с образованием водной смеси соединения металла VI группы;
(b) сульфидирования в первичном реакторе водной смеси со стадии (а) газом, включающим в себя сернистый водород в количестве более чем 8 SCF сернистого водорода на фунт металла VIB группы, с формированием суспензии;
(c) промотирования суспензии соединением металла VIII группы;
(d) смешивания суспензии со стадии (с) с углеводородным маслом, имеющим вязкость по меньшей мере 2 сСт при 212шF, с образованием смеси X;
(e) объединения смеси X с газообразным водородом во второй реакционной зоне в условиях, при которых сохраняется вода в смеси X в жидкой фазе, таким образом формируя активную каталитическую композицию, которую добавляют к углеводородному маслу со стадии (d); и
(f) отделения активной каталитической композиции.
2. Каталитическая композиция по п.1, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 80 до примерно 200шF, а давление в диапазоне по меньшей мере от примерно 100 до примерно 3000 фунтов/кв.дюйм.
3. Каталитическая композиция по п.2, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 100 до примерно 180шF, а давление в диапазоне по меньшей мере от примерно 200 до примерно 1000 фунтов/кв.дюйм.
4. Каталитическая композиция по п.3, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 130 до примерно 160шF, а давление в диапазоне по меньшей мере от примерно 300 до примерно 500 фунтов/кв.дюйм.
5. Каталитическая композиция по п.1, в которой вязкость углеводородного масла находится в диапазоне от по меньшей мере примерно от 2 сСт при 212шF до примерно 15 сСт при 212шF.
6. Каталитическая композиция по п.1, в которой соединение металла VIII группы со стадии (с) выбрано из группы, состоящей из сульфатов никеля и сульфатов кобальта.
7. Каталитическая композиция по п.1, в которой смешивание компонентов происходит в условиях высоких сдвиговых усилий в диапазоне от 100 до 1600 об./мин.
8. Каталитическая композиция по п.6, в которой массовое соотношение никеля или кобальта к молибдену находится в диапазоне от 1:100 до примерно 1:2.
9. Каталитическая композиция по п.1, в которой отношение оксида металла VIB группы к маслу составляет по меньшей мере менее чем 1,0, предпочтительно менее чем 0,5 и более предпочтительно менее чем 0,1.
10. Каталитическая композиция по п.1, в которой углеводородное масло является вакуумным газойлем.
11. Каталитическая композиция по п.1, в которой условия протекания реакции во второй реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 350 до примерно 600шF, а давление в диапазоне по меньшей мере от примерно 100 до примерно 3000 фунтов/кв.дюйм.
12. Каталитическая композиция по п.11, в которой условия протекания реакции во второй реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 350 до примерно 600шF, а давление в диапазоне по меньшей мере от примерно 200 до примерно 1000 фунтов/кв.дюйм.
13. Композиция по п.12, в которой водород непрерывно добавляют во вторую реакционную зону, а смешивание в условиях высоких сдвиговых усилий используют для сохранения гомогенной суспензии.
14. Каталитическая композиция по п.1, которую извлекают с помощью сепаратора высокого давления.
15. Каталитическая композиция по п.1, которую сохраняют в активном и концентрированном состояниях.
16. Каталитическая композиция по п.14, которую непрерывно перемешивают в резервуаре-хранилище для сохранения гомогенной суспензии.

Текст
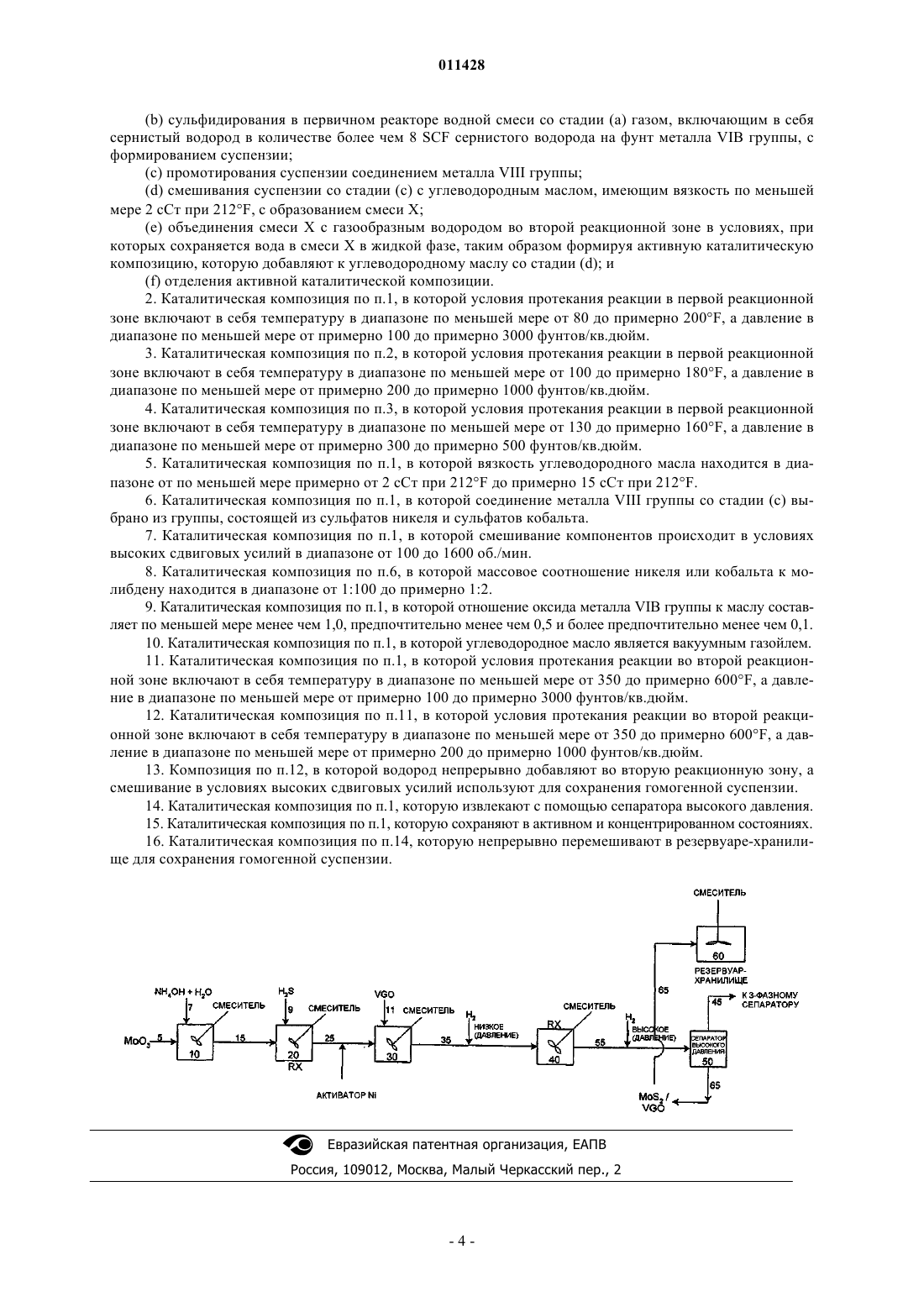
011428 Область техники, к которой относится изобретение Настоящее изобретение относится к получению каталитической композиции в виде суспензии, пригодной для обработки тяжелой нефти. Такие сорта нефти характеризуются низкими отношениями водорода к углероду и высокими содержаниями углеродистых остатков, асфальтенов, азота, серы и металлов. Уровень техники Каталитические композиции в виде суспензии и устройства для их получения известны квалифицированным специалистам в данной области техники. Некоторые примеры рассмотрены ниже. В патенте США 4710486 раскрыт способ получения катализатора на основе диспергированного сульфида металла VIB группы для осуществления гидрообработки углеводородного масла. Стадии способа получения включают в себя взаимодействие водного раствора аммиака и соединения металла VIB группы, такого как оксид молибдена или оксид вольфрама, с получением водорастворимого, кислородсодержащего соединения, такого как молибдат или вольфрамат аммония. В патенте США 4970190 раскрыт способ получения катализатора на основе диспергированного сульфида металла VIB группы для использования при гидрообработке углеводородного масла. Указанный катализатор промотируют металлом VIII группы. Стадии способа получения включают в себя растворение соединения металла VIB группы, такого как оксид молибдена или оксид вольфрама, при добавлении аммиака для получения водорастворимого соединения, такого как водный молибдат аммония или вольфрамат аммония. В патентах США 5164075 и 5484755 (последний патент включен в качестве ссылки) раскрыты способы получения высокоактивных катализаторов в виде суспензии на основе соединений металловVIB группы для гидрообработки тяжелых углеводородных масел. Водную смесь соединения металла сульфидизируют так, чтобы на фунт металла VIB группы приходилось от примерно более чем 8 до примерно 14 ст.куб.футов сернистого водорода. В указанных патентах продемонстрирован способ образования предшественника катализатора в виде суспензии и его добавления в подаваемую тяжелую нефть с целью образования активного катализатора. В указанных патентах, однако, не установлено ни критическое значение вязкости нефти при образовании высокоактивной каталитической композиции, ни важность сохраняющейся воды в жидкой фазе на решающей стадии протекания реакции. В изобретениях, раскрытых в патентах США 5164075 и 5484755, неудавшиеся попытки получить нефтяную и водную эмульсию или фазу в виде суспензии привели в результате к неактивному катализатору или катализатору, имеющему низкую активность. Настоящая заявка на изобретение раскрывает новую каталитическую композицию в виде суспензии, являющуюся высокоактивной композицией. Эта отмеченная активность достигнута в результате получения катализатора при использовании способа, в котором применяют одно углеводородное масло(предпочтительно вакуумный газойль), имеющее подходящий диапазон вязкости при 212F. Сущность изобретения Настоящее изобретение направлено на получение высокоактивной каталитической композиции, которая применима для обработки тяжелых углеводородных масел. Катализатор получают с помощью последовательных стадий, приводящих в результате к каталитической композиции, применимой для гидропереработки тяжелых нефтей, при этом композицию получают с помощью:(a) смешивания оксида металла VIB группы и водного раствора аммиака с образованием водной смеси соединения металла VI группы;(b) сульфидирования в первичном реакторе водной смеси со стадии (а) газом, включающим в себя сернистый водород в количестве более чем 8 SCF (ст.куб.футов) сернистого водорода на фунт металла(c) промотирования суспензии соединением металла VIII группы;(d) смешивания суспензии со стадии (с) с углеводородным маслом, имеющим вязкость по меньшей мере 2 сСт (или 32,8 с Сейболта) при 212F с образованием смеси X;(e) объединения смеси X с газообразным водородом во второй реакционной зоне в условиях, при которых сохраняется вода в смеси X в жидкой фазе, таким образом получая активную каталитическую композицию, которую добавляют к жидкому углеводороду; и(f) извлечения активной каталитической композиции. Указанная новая высокоактивная каталитическая композиция в виде суспензии может храниться в активном и концентрированном состояниях. Каталитическая композиция может быть непосредственно введена в любую известную тяжелую нефть или мазут, при этом улучшая способы при соблюдении существующих условий протекания указанных способов. Катализатор может улучшить качество наиболее высоковязкого углеродистого и/или высокопарафинистого сырья как без разбавления, так и с разбавлением сырья. Краткое описание фигуры На прилагаемой фигуре изображены стадии, осуществляемые при получении каталитической композиции. Подробное описание изобретения Настоящее изобретение относится к новой высокоактивной каталитической композиции в виде суспензии, образованной в результате объединения суспензии, включающей в себя металлы группы VIB иVIII, и углеводородного масла, имеющей вязкость по меньшей мере 2 сСт (или 32,8 с Сейболта) при-1 011428 212F. Предпочтительный диапазон вязкости углеводородного масла находится в пределах по меньшей мере от примерно 2 сСт (или 32,8 с Сейболта) при 212F до 15 сСт (или 77,9 с Сейболта) при 212F. На фигуре изображены стадии, осуществляемые в способе согласно настоящему изобретению. Активную каталитическую композицию в виде суспензии получают смешением потока из технологической линии 5, содержащей оксид металла VIB группы, такой как вольфрам или молибден, и технологической линии 7, содержащей водный раствор аммиака, в зоне смешивания 10. Температура в зоне смешивания находится обычно в диапазоне от примерно 80 до примерно 200F, предпочтительно от примерно 100 до примерно 150F и наиболее предпочтительно от примерно 110 до примерно 120F. Давление в зоне смешивания 10 составляет обычно от примерно атмосферного давления до примерно 100 фунтов на кв.дюйм, предпочтительно от примерно 5 до примерно 35 фунтов на кв.дюйм и наиболее предпочтительно от примерно 10 до примерно 35 фунтов на кв.дюйм. Оксид металла VIB группы растворяют в воде,содержащей аммиак. Количество добавляемого аммиака основывается на значении отношения NH3 к оксиду металла VIB группы в фунтах/фунт и обычно находится в диапазоне от 0,1 до примерно 1,0 фунта/фунт, предпочтительно от примерно 0,15 до примерно 0,5 фунта/фунт и наиболее предпочтительно от примерно 0,2 до примерно 0,3 фунта/фунт. Растворенный оксид металла в водном растворе аммиака перемещают по технологической линии 15 к первой реакционной зоне. Количество сернистого водорода (из технологической линии 9), добавляемого в реакционную зону 20, основывается на значении отношения H2S к оксиду металла VIB группы в стандартных кубических футах/фунт (SCF/lbs) и обычно находится в диапазоне от 4,0 до примерно 20 SCF/lbs, предпочтительно от примерно 8,0 до примерно 18 SCF/lbs и наиболее предпочтительно от примерно 12 до 14 SCF/lbs. Время протекания реакции в первой реакционной зоне находится в диапазоне примерно от 1 до 10 ч,предпочтительно от 3 до 8 ч и наиболее предпочтительно от примерно 4 до 6 ч на фунт оксида металлаVIB группы. Условия протекания реакции включают в себя температуру в диапазоне от 80 к 200F, предпочтительно в диапазоне от 100 к 180F и наиболее предпочтительно в диапазоне от 130 к 160F. Давление находится в диапазоне от 100 до 3000 фунтов/кв.дюйм, предпочтительно в диапазоне от 200 до 1000 фунтов/кв.дюйм и наиболее предпочтительно от 300 до 500 фунтов/кв.дюйм. Полученная в результате суспензия является предшественником катализатора, представляющим собой водную фазу в виде суспензии. Полученную в результате коллоидную суспензию объединяют с соединением металла VIII группы,таким как никель или кобальт, как раскрыто в патенте США 5484755. С целью улучшения способности к деазотированию активного катализатора в виде суспензии согласно настоящему изобретению,предпочтительно, чтобы соединение металла VIII группы было добавлено к суспензии перед смешиванием суспензии с подаваемым маслом и газом, содержащим водородом, при повышенных температуре и давлении. В качестве примера таких металлов VIII группы выбраны никель и кобальт. Предпочтительно,что массовое соотношение никеля или кобальта к молибдену находится в диапазоне от примерно 1:100 до примерно 1:2. Более предпочтительно, что массовое соотношение никеля к молибдену находится в диапазоне от примерно 1:25 до 1:10, то есть соотношение промотор/молибден составляет 4-10 мас.%. Металл VIII группы, такой как выбранный в качестве примера никель, обычно добавляют в форме сульфата и предпочтительно добавляют к суспензии после сульфилирования при рН примерно 10 или менее и предпочтительно при рН примерно 8 или менее. Нитраты, карбонаты или другие соединения VIII группы также могут быть использованы. Ввиду высокой активности катализатора в виде суспензии согласно настоящему изобретению, очень выгодна дальнейшая активация с помощью соединений металла VIII группы. Коллоидную суспензию, содержащую металл VIII группы в качестве активатора, перемещают посредством технологической линии 25 в зону смешивания 30. В зоне смешивания 30 используется инертная атмосфера, которая может включать в себя азот, газ нефтеперегонного завода, или любой другой газ с небольшим содержанием кислорода, или газ, не содержащий кислород. Коллоидную суспензию и углеводородное масло (из технологической линии 11), такое как VGO, непрерывно смешивают в условиях высоких сдвиговых усилий для сохранения гомогенной суспензии в смесителе 30. Смешивание в условиях высоких сдвиговых усилий охватывает диапазон от 100 до 1600 об./мин. Предпочтительно скорость смешивания составляет более чем 500 об./мин и наиболее предпочтительно более чем 1500 об./мин. Углеводородное масло имеет кинетическую вязкость по меньшей мере 2 сСт (или 32,8 с Сейболта) при 212F. Кинетическая вязкость может обычно располагаться в диапазоне от примерно 2 сСт (32,8 с Сейболта) при 212F до примерно 15 сСт (77,9 с Сейболта) при 212F, предпочтительно от примерно 4 сСт(39,5 с Сейболта) при 212F до примерно 10 сСт (59,2 с Сейболта) при 212F и наиболее предпочтительно от примерно 5 сСт (42,7 с Сейболта) при 212F до примерно 8 сСт (52,4 с Сейболта) при 212F. Углеводородное масло приводит к первичной трансформации предшественника катализатора, имеющего водную основу, в предшественник катализатора на масляной основе. Отношение оксида металла VIB группы к маслу составляет по меньшей мере менее чем 1,0, предпочтительно менее чем 0,5 и более предпочтительно менее чем 0,1. Если кинетическая вязкость масла меньше примерно 2 сСт (32,8 с Сейболта) при 212F или больше примерно 15 сСт (77,9 с Сейболта) при 212F, то первичная трансформация предшественника катализатора в результате приведет к агломерации частиц катализатора или, в противоположном случае, к отсутствию смешивания. Указанная смесь обозначена в формуле изобретения в качестве смеси X.-2 011428 Вещество из зоны смешивания 30 (смесь X) перемещается в реакционную зону 40 по технологической линии 35. Водород непрерывно добавляется в зоне перемешивания реакционной смеси 40, и высокоинтенсивное сдвиговое перемешивание используют в реакционной зоне 40 для сохранения гомогенной суспензии. Водород добавляется под низким давлением перед поступлением (смеси) в реактор 40 и под высоким давлением после выхода (смеси) из реактора 40. Это сделано с целью сохранения воды в жидкой фазе в реакторе 40, превращение воды в паровую фазу осуществляют после выхода (смеси) из реактора 40 с целью испарения воды. Когда используется низкая скорость поступления Н 2 в реакторе 40, вода все еще находится в жидкой фазе. После выхода из реактора 40 добавляют большие количества Н 2, так что вода превращается в паровую фазу, что позволяет ее отделять от масляной суспензии в сепараторе высокого давления. Технологические условия протекания реакции в реакторе 40 являются особенно важными для образования катализатора на заключительной стадии. В жидкой фазе вода в смеси должна быть сохранена. Температура в реакционной зоне 40 обычно находится в диапазоне от примерно 300 до 600F,предпочтительно от примерно 350 до примерно 500F и наиболее предпочтительно от примерно 350 до примерно 450F. Давление в реакционной зоне 40 обычно находится в диапазоне от примерно 100 до примерно 3000 фунтов/кв.дюйм, предпочтительно от примерно 200 до примерно 1000 фунтов/кв.дюйм и наиболее предпочтительно от примерно 300 до примерно 500 фунтов/кв.дюйм. Поток водорода в реакционную зону 40 обычно находится в диапазоне от примерно 300 SCFB (стандартных кубических футов на баррель) до примерно 2000 SCFB, предпочтительно от примерно 300 до примерно 1000 SCFB и наиболее предпочтительно от примерно 300 до примерно 500 SCFB. Время протекания реакции в реакционной зоне 40 находится в области от примерно 10 мин до 5 ч, предпочтительно от 30 мин до 3 ч и наиболее предпочтительно примерно от 1 до 1,5 ч. Полученная в результате коллоидная суспензия представляет собой активную каталитическую композицию в смеси с углеводородным маслом. Смесь в виде суспензии передается через технологическую линию 55 на сепаратор высокого давления 50. Большее количество водорода добавляют на технологической линии 55, так что вода превращается в паровую фазу. Паровая фаза затем может быть отделена от масляной суспензии в сепараторе высокого давления. Сепаратор высокого давления работает в диапазоне от 300 до 700F. Газы и воду удаляют сверху через технологическую линию 45 и пропускают через трехфазный сепаратор. Активная каталитическая композиция передается через технологическую линию 65 в резервуар-хранилище 60. Активную каталитическую композицию непрерывно перемешивают в резервуаре-хранилище 60 для поддержания гомогенной суспензии в атмосфере водорода с небольшим содержанием кислорода или атмосфере, не содержащей кислород. Таким образом, поддерживаются активность и стабильность катализатора. Каталитическая композиция применима для улучшения качества углеродсодержащего сырья подачи, которое включает в себя атмосферные газойли, вакуумные газойли, деасфальтированные нефти, олефины, нефти, полученные из битуминозного песка или асфальта, нефти, полученные из каменноугольных, тяжелых сырых нефтей, синтетические нефти, полученные по технологии Фишера-Тропша, и нефти, полученные из переработанных нефтяных отходов и полимеров. Каталитическая композиция применима, но не ограничена усовершенствованием гидрогенизационных технологий, таких как термический гидрокрекинг, гидроочистка, гидродесульфуризация, гидроденитрация и гидродеметаллизация. Примеры Пример 1. Приготовление катализатора. 540 г МоО 3 смешивают с 79 г NH3 и 2381 г Н 2 О с образованием раствора общей массой 3000 г. Затем раствор вступает в реакцию взаимодействия с 10,71 SCF H2S с помощью пропускания газовой смеси 20% H2S в Н 2 в растворе при сильном перемешивании. Температура реактора равна 150F, и общее давление составляет 400 фунтов/кв.дюйм при времени протекания реакции 4 ч. После окончания реакции 460 г раствора NiSO4, который содержит 36 г никеля, добавляют к полученной выше суспензии. Полученную смесь суспензии затем смешивают с 8000 г вакуумного газойля при 100F. Вязкость VGO составляла 5 сСт при 212F. Полученную в результате смесь затем закачивают непрерывно в проточный корпусной реактор непрерывного действия (в полностью перемешивающий проточный реактор) совместно с Н 2. Скорость поступления газа Н 2 составляет 300 SCF/B. Давление в реакторе равно 400 фунтов/кв.дюйм, и температура реактора равна 400F, а полное время реакции - 1 ч. Продукты реакции смешивают с большим количеством Н 2, поступающим со скоростью 1500 SCF/B, и затем направляют в сепаратор,работающий в условиях высоких температур и давления, в котором поддерживают давление 400 фунтов/кв.дюйм, а температуру 500F для отделения газа и жидкой суспензии. Полученная жидкая коллоидная суспензия содержит высокоактивный каталитический компонент. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Каталитическая композиция, подходящая для гидропереработки тяжелой нефти, которую получают с помощью:(a) смешивания оксида металла VIB группы и водного раствора аммиака с образованием водной смеси соединения металла VI группы;(b) сульфидирования в первичном реакторе водной смеси со стадии (а) газом, включающим в себя сернистый водород в количестве более чем 8 SCF сернистого водорода на фунт металла VIB группы, с формированием суспензии;(c) промотирования суспензии соединением металла VIII группы;(d) смешивания суспензии со стадии (с) с углеводородным маслом, имеющим вязкость по меньшей мере 2 сСт при 212F, с образованием смеси X;(e) объединения смеси X с газообразным водородом во второй реакционной зоне в условиях, при которых сохраняется вода в смеси X в жидкой фазе, таким образом формируя активную каталитическую композицию, которую добавляют к углеводородному маслу со стадии (d); и(f) отделения активной каталитической композиции. 2. Каталитическая композиция по п.1, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 80 до примерно 200F, а давление в диапазоне по меньшей мере от примерно 100 до примерно 3000 фунтов/кв.дюйм. 3. Каталитическая композиция по п.2, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 100 до примерно 180F, а давление в диапазоне по меньшей мере от примерно 200 до примерно 1000 фунтов/кв.дюйм. 4. Каталитическая композиция по п.3, в которой условия протекания реакции в первой реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 130 до примерно 160F, а давление в диапазоне по меньшей мере от примерно 300 до примерно 500 фунтов/кв.дюйм. 5. Каталитическая композиция по п.1, в которой вязкость углеводородного масла находится в диапазоне от по меньшей мере примерно от 2 сСт при 212F до примерно 15 сСт при 212F. 6. Каталитическая композиция по п.1, в которой соединение металла VIII группы со стадии (с) выбрано из группы, состоящей из сульфатов никеля и сульфатов кобальта. 7. Каталитическая композиция по п.1, в которой смешивание компонентов происходит в условиях высоких сдвиговых усилий в диапазоне от 100 до 1600 об./мин. 8. Каталитическая композиция по п.6, в которой массовое соотношение никеля или кобальта к молибдену находится в диапазоне от 1:100 до примерно 1:2. 9. Каталитическая композиция по п.1, в которой отношение оксида металла VIB группы к маслу составляет по меньшей мере менее чем 1,0, предпочтительно менее чем 0,5 и более предпочтительно менее чем 0,1. 10. Каталитическая композиция по п.1, в которой углеводородное масло является вакуумным газойлем. 11. Каталитическая композиция по п.1, в которой условия протекания реакции во второй реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 350 до примерно 600F, а давление в диапазоне по меньшей мере от примерно 100 до примерно 3000 фунтов/кв.дюйм. 12. Каталитическая композиция по п.11, в которой условия протекания реакции во второй реакционной зоне включают в себя температуру в диапазоне по меньшей мере от 350 до примерно 600F, а давление в диапазоне по меньшей мере от примерно 200 до примерно 1000 фунтов/кв.дюйм. 13. Композиция по п.12, в которой водород непрерывно добавляют во вторую реакционную зону, а смешивание в условиях высоких сдвиговых усилий используют для сохранения гомогенной суспензии. 14. Каталитическая композиция по п.1, которую извлекают с помощью сепаратора высокого давления. 15. Каталитическая композиция по п.1, которую сохраняют в активном и концентрированном состояниях. 16. Каталитическая композиция по п.14, которую непрерывно перемешивают в резервуаре-хранилище для сохранения гомогенной суспензии.
МПК / Метки
МПК: B01J 27/02, B01J 27/051, B01J 35/12
Метки: суспензии, высокоактивная, каталитическая, виде, композиция
Код ссылки
<a href="https://eas.patents.su/5-11428-vysokoaktivnaya-kataliticheskaya-kompoziciya-v-vide-suspenzii.html" rel="bookmark" title="База патентов Евразийского Союза">Высокоактивная каталитическая композиция в виде суспензии</a>
Композиция зипразидона в виде суспензии
Номер патента: 3907
Опубликовано: 30.10.2003
Авторы: Аренсон Даниэл Рей, Кви Хонг
МПК: A61K 31/496
Метки: суспензии, композиция, зипразидона, виде
Формула / Реферат:
1. Композиция в виде суспензии, включающая свободное основание зипразидона или фармацевтически приемлемую кислотно-аддитивную соль зипразидона, воду, полисорбат, агент вязкости и коллоидный диоксид кремния. 2. Композиция по п.1, в которой указанной кислотно-аддитивной солью зипразидона является гидрохлорид зипразидона. 3. Композиция по п.1, в которой указанным полисорбатом является полисорбат 20, 21, 40, 60, 61, 65, 80, 81, 85 или 120. 4....
Металлоорганическая композиция, каталитическая композиция для (со) полимеризации олефинов, способ ее получения и фторированное органическое соединение
Номер патента: 3246
Опубликовано: 27.02.2003
Авторы: Санти Роберто, Борсотти Джампьетро, Мази Франческо, Соммадзи Анна, Прото Антонио
МПК: C07C 23/40, C08F 4/649
Метки: способ, композиция, каталитическая, получения, металлоорганическая, соединение, со, фторированное, олефинов, органическое, полимеризации
Формула / Реферат:
1. Металлоорганическая композиция, которую можно использовать в качестве активатора металлоценового комплексного соединения металла 4 группы для получения катализатора (со)полимеризации a-олефинов, отличающаяся тем, что включает продукт реакции между (A) фторированным органическим соединением, включающим, по меньшей мере, одно диненасыщенное кольцо с 5 или 6 атомами углерода и отвечающим следующей формуле (I) где каждая группа Ri (i - целое...
Каталитическая композиция для получения полиэтилена, способ приготовления предшественника катализатора и способ (co-) полимеризации этилена
Номер патента: 1786
Опубликовано: 27.08.2001
Авторы: Аштон Дейвид Джон, Минк Роберт Айван, Киссин Юри Виктор
МПК: C08F 4/654
Метки: co, приготовления, катализатора, полимеризации, композиция, предшественника, этилена, полиэтилена, получения, способ, каталитическая
Формула / Реферат:
1. Каталитическая композиция для (со-)полимеризации этилена необязательно с альфа-олефином с 3-10 атомами углерода, включающая предшественник катализатора и алюминийорганический сокатализатор, предшественник катализатора которой включает I) кремнийдиоксидный носитель, содержащий 0,3-1,2 ммоля групп ОН на грамм диоксида кремния, II) диалкилмагниевое соединение формулы RMgR1, где R и R1 обозначают одинаковые или различные С2-С12алкильные группы, в...
Молекулярно-ситовая каталитическая композиция, её получение и применение в процессах конверсии
Номер патента: 10152
Опубликовано: 30.06.2008
Авторы: Чан Юньфэн, Вон Стивен Н., Мартенс Лук Р.М.
МПК: B01J 29/85, C07C 1/20, C01B 37/08...
Метки: получение, применение, молекулярно-ситовая, композиция, процессах, каталитическая, конверсии
Формула / Реферат:
1. Способ приготовления молекулярно-ситовой каталитической композиции, включающий следующие стадии: (а) выделение синтезированного молекулярного сита в присутствии коагулянта; (б) нагревание выделенного синтезированного молекулярного сита при температуре, составляющей от 25 до менее чем 450шС; (в) приготовление суспензии прогретого синтезированного молекулярного сита, связующего и необязательно матричного материала; (г) формование суспензии с...
Молекулярно – ситовая каталитическая композиция, её получение и применение в процессах конверсии
Номер патента: 10038
Опубликовано: 30.06.2008
Авторы: Чан Юньфэн, Мартенс Лук Р.М., Сюй Вейго, Клем Кеннет Р., Вон Стивен Н.
МПК: B01J 29/06, B01J 29/85, B01J 29/84...
Метки: молекулярно, процессах, применение, получение, конверсии, каталитическая, ситовая, композиция
Формула / Реферат:
1. Способ получения частиц молекулярно-ситового катализатора, включающий следующие стадии: а) приготовление раствора или суспензии содержащих предшественник неорганического оксида алюминия в жидкой среде, причем раствор или суспензию хранят при температуре 15-50шC в течение не более 8 ч; б) соединение указанных раствора или суспензии с молекулярным ситом с получением суспензии катализатора; в) выдерживание суспензии катализатора при температуре...
Предыдущий патент: Водонепроницаемое паропроницаемое многослойное изделие
Следующий патент: Устройство беспроводной передачи и способ беспроводной передачи
Случайный патент: Неразрушаемый стреляющий перфоратор