Способ лазерного спекания изделий из порошковых материалов и устройство для его осуществления
Номер патента: 7448
Опубликовано: 27.10.2006
Авторы: Медведев Сергей Викторович, Чивель Юрий Александрович, Павленко Валерий Константинович, Белявин Климентий Евгеньевич
Формула / Реферат
1. Способ лазерного спекания изделий из порошковых материалов, заключающийся в спекании последовательно наносимых слоев порошкового материала сканирующим лучом лазера, отличающийся тем, что лазерное излучение фокусируют на поверхности порошковой засыпки из сферических частиц в пятно, центр которого в каждом импульсе лазера совмещен с центром промежутка между соседними тремя сферическими частицами, а диаметр равен или меньше диаметра частиц.
2. Устройство лазерного спекания изделий из порошковых материалов, содержащее импульсно-периодический лазер, оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки, управляющий компьютер, отличающееся тем, что устройство дополнительно снабжено видеокамерой, оптически связанной с системой фокусировки лазерного излучения и электрически связанной с управляющим компьютером, системой сканирования луча и лазером.

Текст
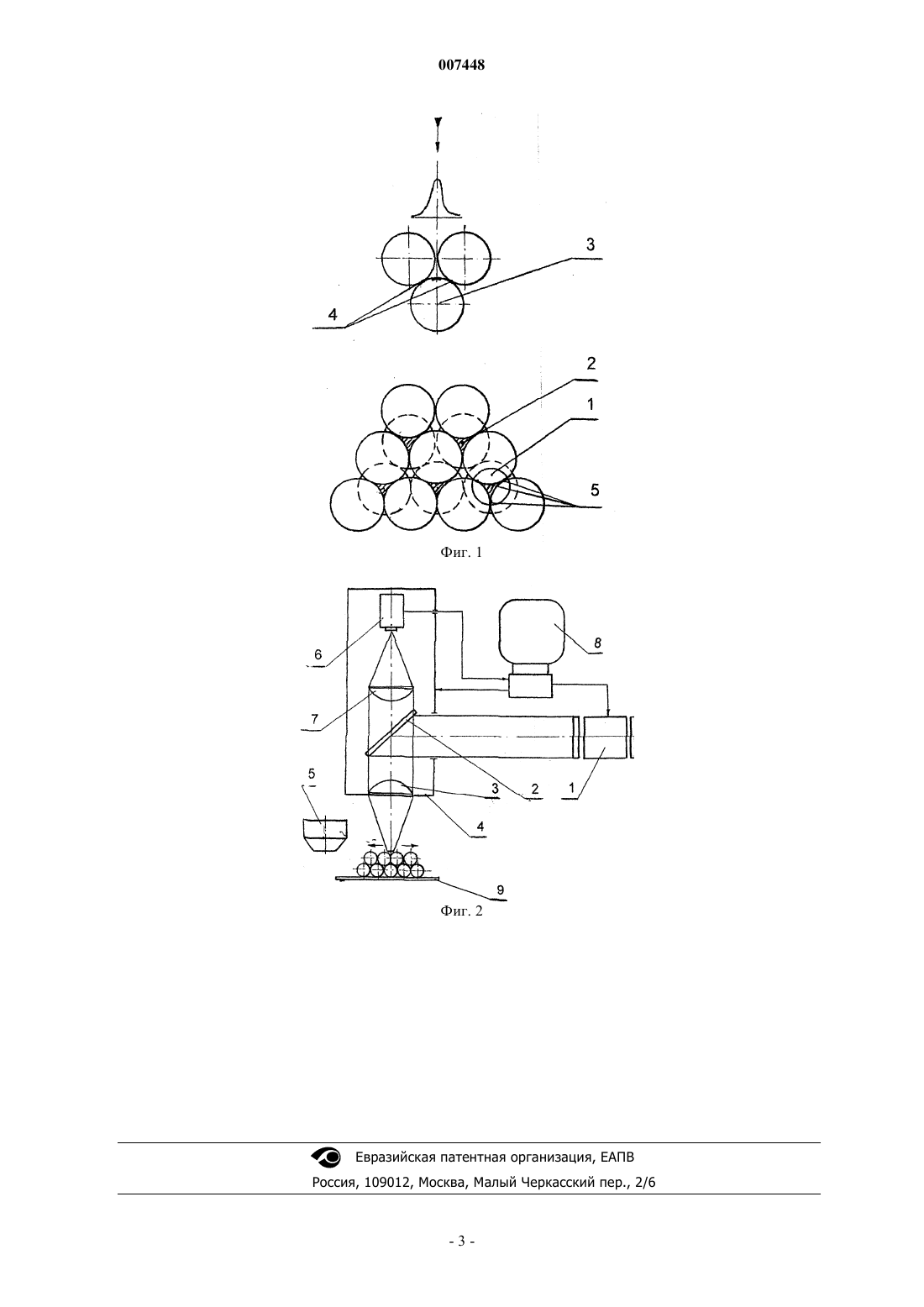
007448 Данное изобретение относится к области лазерной обработки материалов и может быть использовано при спекании изделий из порошков крупных фракций различных материалов лазерным излучением и в лазерной стереолитографии с применением порошковых материалов. Известен способ лазерного спекания изделий из порошковых материалов [1], при котором порошковый материал подают в область расплава на поверхности заготовки, поддерживаемую в пятне фокусировки непрерывного лазерного излучения. Недостатком данного способа является то, что имеет место полное расплавление частиц порошка,невозможно обеспечить заданную степень пористости изделия. При спекании металлических порошков поддержание области расплава требует значительных затрат энергии, что снижает КПД процесса. Наиболее близким по технической сущности к заявляемому изобретению является представленный в [2] способ лазерного спекания порошковых материалов, при котором производят спекание последовательно наносимых слоев порошкового материала сканирующим лучом непрерывного или импульснопериодического лазера. Недостатком данного способа является полное проплавление слоев порошковой засыпки для обеспечения межслойного спекания, что требует повышенной мощности воздействующего лазерного излучения, ограничивает размер спекаемых частиц и не обеспечивает заданной пористости изделия. Задачей заявляемого изобретения является создание способа спекания изделий из порошковых материалов с помощью лазерного излучения и устройства для его реализации, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, обеспечение возможности ее регулировки при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного спекания сферических порошковых материалов, при котором производят спекание последовательно наносимых слоев порошкового материала сканирующим лучом импульсно-периодического лазера; Новым, по мнению авторов, является то, что лазерное излучение фокусируют на поверхности порошковой засыпки из сферических частиц в пятно, центр которого в каждом импульсе лазера совмещен с геометрическим центром промежутка между тремя соседними сферическими частицами, а диаметр равен или меньше диаметра частиц. Сущность изобретения поясняется схемой (фиг. 1). При сканировании поверхности порошковой засыпки центр пятна фокусировки 1 периодически,синхронно с импульсами лазера, работающего с установленной частотой, программно устанавливается управляющим компьютером посредством системы сканирования на геометрический центр промежутка 2 между тремя соседними частицами и фиксируется на время длительности импульса лазера. Часть излучения проникает в нижележащий слой и разогревает до плавления поверхность частицы 3 этого слоя и посредством теплопроводности области контакта 4, 5 частиц верхнего и нижнего слоев, а оставшаяся часть излучения разогревает до плавления поверхность частиц верхнего слоя в областях 6 их контактов. Диаметр пятна фокусировки d выбирается равным или меньше диаметра частиц, что как видно из фиг. 1 обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50% мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности части верхнего и нижнего слоя в области контакта частиц и оптимизировать процесс спекания для получения изделия с заданной пористостью. Обеспечивается высокий КПД процесса, так как осуществляется импульсный, поверхностный разогрев частиц порошка в областях контакта частиц и образование манжет, соединяющих частицы. В зависимости от доли жидкой фазы соединение частиц сопровождается изменением пористости. Известно устройство для спекания изделий из порошковых материалов методом послойного лазерного спекания [3], содержащее непрерывный лазер, оптически связанный с фокусирующей системой,систему сканирования луча, систему порошковой засыпки, управляющий компьютер. Недостатком данного устройства является непрерывный режим сканирования для полного проплавления слоев порошка, что требует значительных затрат энергии, не обеспечивает заданной пористости, ограничивает размер применяемых порошков, снижает КПД процесса. Наиболее близким по технической сущности к заявляемому устройству является устройство для лазерного спекания изделий из порошковых материалов [2], содержащее импульсно-периодический лазер,оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки, управляющий компьютер. Недостатком данного устройства является непрерывный режим сканирования с перекрытием пятен фокусировки для полного проплавления слоев порошка, что требует значительных затрат энергии, не обеспечивает заданной пористости, ограничивает размер применяемых порошков, снижает КПД процесса. Задачей данного изобретения является создание устройства для лазерного спекания изделий из порошковых материалов, обеспечивающего спекание порошковых изделий из сферических порошков с высокой точностью, с высоким КПД процесса при сохранении исходной пористости засыпки и обеспечении возможности ее регулировки.-1 007448 Для решения поставленной задачи предложено устройство для лазерного спекания изделий из порошковых материалов, содержащее импульсно-периодический лазер, оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки, управляющий компьютер. Новым по мнению авторов является то, что устройство дополнительно снабжено видеокамерой, оптически связанной с системой фокусировки лазерного излучения и электрически связанной с управляющим компьютером, системой сканирования луча и лазером. Предлагаемое устройство изображено на фиг. 2. Устройство содержит импульсно-периодический лазер 1, систему фокусировки излучения, состоящую из поворотного зеркала 2 и объектива 3, систему сканирования луча лазера 4, систему порошковой засыпки 5, видеокамеру 6 с объективом 7, управляющий компьютер 8. Устройство работает следующим образом. Пучок лазерного излучения посредством дихроичного зеркала 2 и объектива системы фокусировки 3 фокусируют на поверхность порошковой засыпки 8 в пятно диаметром d. Управляющий компьютер посредством системы сканирования 4 перемещает систему фокусировки в горизонтальной плоскости программно по двум координатам, обуславливая движение пятна фокусировки по поверхности порошковой засыпки. На видеокамеру с помощью объектива фокусирующей системы 3 и объектива 7 передается увеличенное изображение поверхности порошковой засыпки в области пятна фокусировки. Изображение обрабатывается и сигнальная информация поступает на управляющий компьютер. Режим работы лазера и движение пятна фокусировки при сканировании в векторном режиме корректируются таким образом,что импульсное воздействие осуществляется в ближайшие к траектории движения промежутки между тремя соседними частицами (векторно-растровый режим). Диаметр пятна фокусировки d выбирается равным или меньше диаметра частиц порошка и зависит от распределения плотности мощности лазерного излучения по площади сечения пятна. Таким образом заявляемый способ лазерного спекания изделий из порошковых материалов и устройство для его реализации обеспечивают спекание изделий с заданной степенью пористости при высоком КПД процесса и высоком качестве изделия. Список литературы 1. D. Thoma, G. Lewis, et al. "Free-form processing of near-net shapes using directed light fabrication"//Proceedings XV International Thermal Spray Сonference, P.1205-1210, 1998. 2. Д. М. Гуреев, А. Л. Петров, И. В. Шишковский . "Селективное лазерное спекание биметаллических порошковых композиций"// Физика и химия обработки материалов. 6. С.92-96.1997. 3. С. Г. Баев, В. П. Бессмельцев, В. М. Крылов и др. "Разработка прототипа рабочей станции для изготовления трехмерных моделей методами послойного лазерного спекания и/или абляции"// Оптическая техника. 1.С 15-17. 1998. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ лазерного спекания изделий из порошковых материалов, заключающийся в спекании последовательно наносимых слоев порошкового материала сканирующим лучом лазера, отличающийся тем, что лазерное излучение фокусируют на поверхности порошковой засыпки из сферических частиц в пятно, центр которого в каждом импульсе лазера совмещен с центром промежутка между соседними тремя сферическими частицами, а диаметр равен или меньше диаметра частиц. 2. Устройство лазерного спекания изделий из порошковых материалов, содержащее импульснопериодический лазер, оптически связанный с фокусирующей системой, систему сканирования луча, систему порошковой засыпки, управляющий компьютер, отличающееся тем, что устройство дополнительно снабжено видеокамерой, оптически связанной с системой фокусировки лазерного излучения и электрически связанной с управляющим компьютером, системой сканирования луча и лазером.
МПК / Метки
МПК: B22F 3/105, B23K 26/00
Метки: способ, изделий, лазерного, материалов, порошковых, спекания, осуществления, устройство
Код ссылки
<a href="https://eas.patents.su/4-7448-sposob-lazernogo-spekaniya-izdelijj-iz-poroshkovyh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Евразийского Союза">Способ лазерного спекания изделий из порошковых материалов и устройство для его осуществления</a>
Способ прессования изделий из порошковых материалов и пресс-форма для его осуществления
Номер патента: 5325
Опубликовано: 24.02.2005
Авторы: Похолков Юрий Петрович, Соколов Виталий Михайлович, Двилис Эдгар Сергеевич, Хасанов Олег Леонидович
МПК: B22F 3/03, B30B 15/02, B22F 3/02...
Метки: порошковых, осуществления, прессования, способ, пресс-форма, материалов, изделий
Формула / Реферат:
1. Способ прессования изделий из порошковых материалов, заключающийся в том, что помещают порошковый материал в формообразующую полость пресс-формы, ограниченную активными и пассивными формообразующими поверхностями сплошных или составных формообразующих элементов пресс-формы, осуществляют взаимное перемещение формообразующих элементов пресс-формы вдоль оси прессования, при этом осуществляют передачу усилия прессования от формообразующих...
Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью и устройство для его осуществления
Номер патента: 6413
Опубликовано: 29.12.2005
Авторы: Якутович Николай Владимирович, Желудкевич Мечеслав Станиславович, Ознобишин Александр Николаевич, Герман Михаил Леонидович
МПК: C21D 11/00
Метки: термообработке, различных, изделий, сплавов, металлов, охлаждения, осуществления, управляемого, устройство, способ, водовоздушной, смесью, материалов
Формула / Реферат:
1. Способ управляемого охлаждения при термообработке изделий из различных материалов, металлов и их сплавов водовоздушной смесью, включающий регулируемое для каждой зоны охлаждение, рассчитанное с помощью ЭВМ до температур, определяющих окончание фазовых преобразований, отличающийся тем, что регулирование осуществляется импульсным методом воздействия водовоздушной среды на нагретую поверхность, причем параметры импульса выбираются таким образом,...
Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов и портативный рентгеновский дифрактометр для его осуществления
Номер патента: 345
Опубликовано: 29.04.1999
Авторы: Маклашевский Виктор Яковлевич, Лютцау Александр Всеволодович, Брейгин Виктор Давидович, Агеев Олег Иванович, Матвеев Дмитрий Борисович, Лютцау Всеволод Григорьевич, Котелкин Александр Викторович, Звонков Александр Дмитриевич
МПК: G01N 23/20
Метки: кристаллических, дифрактометр, материалов, рентгеновский, осуществления, крупногабаритных, определения, способ, напряженно-деформированного, изделий, состояния, портативный
Формула / Реферат:
1. Способ определения напряженно-деформированного состояния крупногабаритных изделий из кристаллических материалов, заключающийся в размещении рентгеновского дифрактометра и исследуемого объекта один относительно другого, фокусировки с обеспечением заданных расстояний "фокус - объект", "объект - детектор", облучении его рентгеновским излучением от двух источников, регистрации распределения в пространстве интенсивности...
Способ нагрева газа в газовом канале при непрерывном процессе спекания и устройство для его осуществления
Номер патента: 4854
Опубликовано: 26.08.2004
Авторы: Пирттимаа Йоуко, Тулкки Олави, Ниемеля Пекка, Вянянен Эро
МПК: F27B 21/06, C21D 1/767
Метки: спекания, нагрева, непрерывном, газа, процессе, способ, устройство, канале, осуществления, газовом
Формула / Реферат:
1. Непрерывно работающее устройство для спекания, содержащее печь (2) для спекания, агломерационную ленту (1), вращающуюся внутри указанной печи и по меньшей мере один канал (3, 4, 5) для циркуляции газа, из которого газ подается сквозь агломерационную ленту, отличающееся тем, что часть канала (4, 5) для циркуляции газа, расположенная над агломерационной лентой (1), сформирована как кольцо (16, 17) горелок, причем указанное кольцо горелок...
Способ разделения смешанных порошковых материалов
Номер патента: 326
Опубликовано: 29.04.1999
Автор: Нельсон Бенджамин В.
МПК: B04B 1/00
Метки: способ, смешанных, материалов, разделения, порошковых
Формула / Реферат:
1. Способ разделения смешанных порошковых материалов разного удельного веса в суспензии, включающий в себя вращение барабана центрифуги, имеющего периферийную стенку и открытую входную часть, вокруг продольной оси совместно с периферийной стенкой, загрузку материалов в барабан с обеспечением дальнейшего их прохождения по периферийной стенке и побуждение более тяжелых частиц улавливаться на периферийной стенке, а более легких частиц выходить в...
Предыдущий патент: Лотерейный билет
Следующий патент: Картирование размеров разрыва
Случайный патент: Соединения хинолинамида в качестве положительных аллостерических модуляторов мускаринового рецептора m1