Способ измерения высоты поверхности слоя материала, направляемого на конвейерной ленте на тепловую обработку
Номер патента: 6752
Опубликовано: 28.04.2006
Авторы: Тулкки Олави, Вянянен Эро, Пирттима Йоуко, Ниемеля Пекка, Рованен Раймо
Формула / Реферат
1. Способ регулирования высоты поверхности слоя материала, транспортируемого на конвейерной ленте для непрерывно действующей тепловой обработки, когда указанный слой материала образован из отдельных сферических и хрупких частиц, отличающийся тем, что слой (3) материала, образованный на конвейерной ленте (4), освещают, по существу, в поперечном направлении конвейерной ленты (4) с помощью по меньшей мере одного источника (5) света, так что луч (6) света образует, по существу, линейную световую полоску (7) на поверхности слоя (3) материала, регистрируют указанную световую полоску (7) с помощью по меньшей мере одной камеры (8) и по меньшей мере одной системы (9) обработки изображения, соединенной с камерой (8), после чего в системе (9) обработки изображения полученное изображение высоты поверхности сравнивают с изображением требуемой высоты поверхности для формирования сведений об отклонениях в высоте поверхности и полученные сведения об отклонениях передают в блок (10) автоматизации для исправления отклонений в высоте поверхности, при этом источник (5) света установлен относительно слоя (3) материала так, что луч (6) света, излучаемый источником (5) света, падает на слой (3) материала под острым углом.
2. Способ по п.1, отличающийся тем, что луч (6) света падает на слой (3) материала под углом не более 45° .
3. Способ по любому из пп.1 или 2, отличающийся тем, что луч (6) света падает на слой (3) материала под углом, который находится в диапазоне 30-40° .
4. Способ по любому из пп.1-3, отличающийся тем, что используемый источник (5) света является источником лазерного света.
5. Способ по любому из пп.1-4, отличающийся тем, что световую полоску (7), образованную лучом (6) света, регистрируют с помощью камеры (8), которая установлена в направлении движения конвейерной ленты (4), по существу, в том же месте, что и световая полоска (7).
6. Способ по любому из пп.1-5, отличающийся тем, что скорость конвейерной ленты (4) можно регулировать на основе изображения, создаваемого полоской (7) света.

Текст
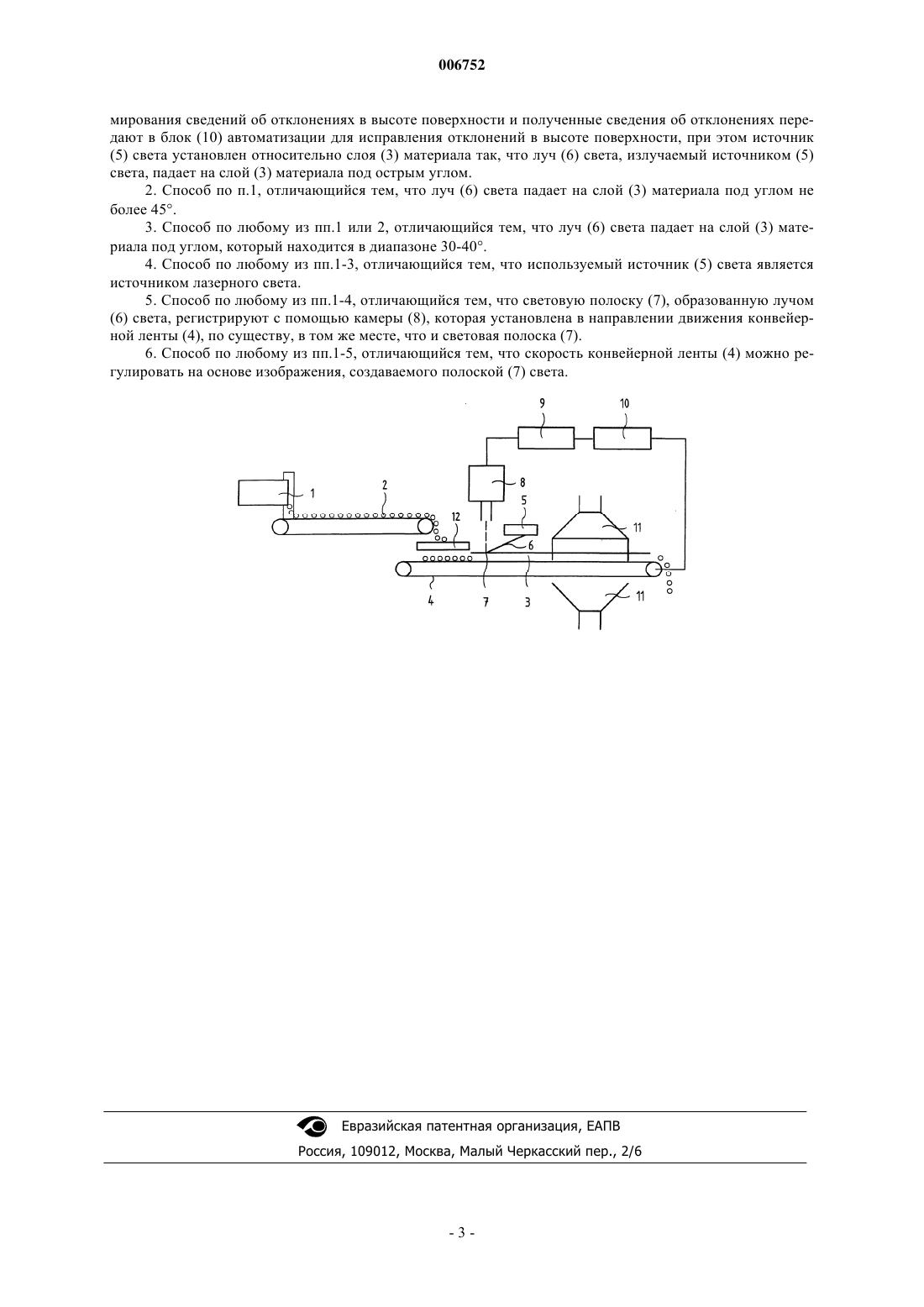
006752 Данное изобретение относится к способу измерения высоты поверхности слоя материала, направляемого на конвейерной ленте на непрерывно действующую тепловую обработку, непрерывно действующее спекание, по существу, на всей ширине конвейерной ленты. При непрерывно осуществляемом спекании в настоящее время используют спекающее устройство конвейерного типа, в котором на конвейерной ленте сначала формируют слой материала. Слой материала состоит обычно из сферических, хрупких окатышей, которые с помощью высокотемпературной обработки, т.е. спекания, делают прочными, так что окатыши можно подавать на дальнейшую обработку,например, в плавильную печь. При спекании слоя материала через слой материала, находящийся на конвейерной ленте, и одновременно через саму конвейерной ленту сначала пропускают горячий газ, так что температура слоя материала повышается, например, в случае ферросплавных окатышей до диапазона 1300-1600 С. При высокой температуре хрупкие окатыши реагируют с горячим газом и затвердевают. После этого затвердевшие окатыши, полученные в слое материала, охлаждают за счет пропускания холодного газа через слой материала и конвейерную ленту. Таким образом, конвейерная лента, применяемая в непрерывно действующем спекании, используется при значительных изменениях температуры. Для получения хорошего спекаемого продукта слой материала должен быть, по существу, ровным по всей ширине конвейерной ленты. Для измерения равномерности слоя материала используют, например, провода, равномерно распределенные по конвейерной ленте, при этом указанные провода на одном конце соединены с общим стержнем, установленным параллельно конвейерной ленте, так что провода перемещаются вдоль верхней поверхности слоя материала. Дополнительно к этому, в измерительном устройстве установлены отдельные стержни для верхней поверхности слоя материала, при этом указанные стержни задают допустимые верхний и нижний пределы слоя материала. Если положение стержня,соединенного с измерительными проводами, находится вне разрешенного положения верхнего и нижнего пределов, то передается аварийное сообщение, для того чтобы иметь возможность регулирования слоя материала на желательный уровень перед процессом спекания. Для измерения высоты поверхности слоя материала используют также оптические измерительные устройства, установленные у кромки конвейерной ленты. Аналогично указанным выше проводам, указанные оптические измерительные устройства измеряют только верхнюю поверхность слоя материала относительно направления движения конвейерной ленты. Однако с помощью этого оборудования невозможно обнаруживать, например, ямы или щели в слое материала, т.е. места, в которых количество подлежащего спеканию материала недостаточно или вообще отсутствует. Такие ямы или щели могут приводить к сильным повреждениям конвейерной ленты, поскольку сама конвейерная лента обычно выдерживает температуру только до около 500 С, в то время как в зоне спекания слоя материала температура в верхней части слоя материала может повышаться вплоть до 1300 С и выше. В основу данного изобретения положена задача устранения некоторых недостатков уровня техники и создания улучшенного способа измерения высоты поверхности слоя материала, направляемого на непрерывно действующую тепловую обработку, то есть непрерывно действующее спекание, с помощью которого можно измерять высоту слоя материала, по существу, на всей ширине конвейерной ленты. Существенные новые признаки изобретения следуют из прилагаемой формулы изобретения. Согласно изобретению для измерения высоты поверхности слоя материала при непрерывно действующей тепловой обработке указанного слоя материала, т.е. при непрерывно действующем спекании,над конвейерной лентой, используемой для транспортировки слоя материала через различные стадии тепловой обработки, по существу, непосредственно после подачи слоя материала на конвейерную ленту в направлении движения указанной конвейерной ленты, устанавливают по меньшей мере один источник света, излучающий, по существу, узкий, линейный луч света, который используется для освещения слоя материала, состоящего из отдельных сферических и хрупких частиц, по существу, по всей ширине слоя материала. Луч света образует на поверхности слоя материала линию, представляющую высоту слоя материала. Для обнаружения линии, заданной источником света, по существу, над местом создания линии устанавливают по меньшей мере одну камеру, с помощью которой линия, представляющая поверхность слоя материала, передается по меньшей мере в одну систему обработки изображения. Изображение слоя материала, полученное системой обработки изображения, сравнивают с желаемым, заданным и, по существу, предпочтительным изображением высоты поверхности слоя материала. Система обработки изображения дополнительно соединена с системой, с помощью которой можно при необходимости регулировать, например, скорость конвейерной ленты с целью регулирования высоты поверхности слоя материала на желаемую величину. В предпочтительном варианте выполнения изобретения используемый источник света является источником лазерного света, который установлен над конвейерной лентой, транспортирующей слой материала, так что луч света, излучаемого из источника света, падает на поверхность слоя материала под острым углом. Источник света установлен относительно конвейерной ленты так, что свет падает на слой материала, по существу, вблизи места подачи слоя материала на конвейерную ленту. Угол между лучом света и поверхностью слоя материала находится внутри диапазона 0-45, предпочтительно 30-40. Однако источник света может быть установлен относительно поверхности слоя материала так, что луч света,-1 006752 приходящий из источника света, образует, по существу, прямой угол относительно направления движения конвейерной ленты, при этом луч света падает, по существу, перпендикулярно слою материала. Для обнаружения линии, образованной лучом света на поверхности слоя материала, над местом образования линии предпочтительно устанавливают камеру и изображение, создаваемое указанной камерой, передают в систему обработки изображения. В системе обработки изображения изображение разделяют на части, по существу, так, что заданная часть изображения соответствует заданной части линии,созданной на поверхности слоя материала в направлении, поперечном направлению движения конвейерной ленты. Полученное изображение затем обрабатывают, так что каждая часть представляется соответствующим столбиком на экране дисплея. По высоте каждый столбик соответствует высоте слоя материала, расположенного на конвейерной ленте. Полученное изображение сравнивают с изображением, создаваемым заданной, желательной высотой поверхности. В случае отклонения полученного изображения слоя материала от желаемого изображения слоя материала выдается аварийное сообщение, и на основе указанного сообщения слой материала регулируют до подходящей величины, например, с помощью регулирования скорости конвейерной ленты перед подачей слоя материала в различные стадии тепловой обработки. Регулирование скорости конвейерной ленты действует как регулирование высоты слоя материала, например, когда возникает необходимость увеличения высоты слоя материала, то скорость конвейерной ленты уменьшают, так что при равномерной скорости подачи на конвейерную ленту попадает в каждый отрезок времени больше материала. При применении способа согласно изобретению для измерения высоты поверхности слоя материала, подвергаемого тепловой обработке, измерение можно выполнять без механического соприкосновения с самим материалом. Это особенно предпочтительно, поскольку обычно слой материала образован хрупкими, влажными окатышами, которые легко разрушаются при механическом соприкосновении. Кроме того, при использовании способа согласно изобретению измерительное устройство не имеет механически изнашиваемых частей. Кроме того, при применении способа согласно изобретению при измерении высоты слоя материала нет необходимости в измерительных устройствах, которые могут создавать помеху для разглаживания слоя материала перед тепловой обработкой. Ниже приводится подробное описание изобретения со ссылками на прилагаемый чертеж, на котором схематично изображен предпочтительный вариант выполнения изобретения на виде сбоку. Как показано на фигуре, хрупкие и влажные окатыши 2, полученные из установки 1 гранулирования, подаются с помощью подающего конвейера 12, используемого в качестве подающего устройства,для образования слоя 2 материала на конвейерной ленте 4, которая затем транспортирует окатыши через стадии 11 спекания. Над плоскостью, образованной слоем 3 материала, по существу, вблизи места, в котором формируется слой 3 материала, установлен источник 5 лазерного света, и лучи 6 света, излучаемые из указанного источника света, направляются относительно слоя 3 материала так, что лучи 6 света образует угол около 30 со слоем 3 материала. Лучи 6 лазерного света образуют на поверхности слоя 3 материала, по существу, линейную лазерную полоску 7. Для обнаружения лазерной полоски 7 над конвейерной лентой 4, по существу, в том же месте, что и создаваемая лазерная полоска 7, установлена камера 8, которая создает изображение лазерной полоски 7, расположенной на поверхности слоя 3 материала, и указанное изображение электрически передают в систему 9 обработки изображения, соединенную с камерой 8. В системе 9 обработки изображения принятое изображение разделяют на части в поперечном направлении конвейерной ленты 4, и указанные части отображаются, например, на экране дисплея в виде гистограммы. В гистограмме столбик, соответствующий каждой части, отображает высоту поверхности слоя 3 материала в соответствующем месте в поперечном направлении конвейерной ленты 4. Дополнительно к этому, система 9 обработки изображения сравнивает новое созданное изображение с изображением заданной, желаемой высоты поверхности. Если новое созданное изображение существенно отклоняется от желаемой высоты, по меньшей мере, в наиболее критических местах, то система 9 обработки изображения также выдает сигнал тревоги. С целью коррекции возможных отклонений система 9 обработки изображения дополнительно соединена с блоком 10 автоматизации, который регулирует при необходимости скорость конвейерной ленты 4 для исправления отклонений. При необходимости, отклонения можно исправлять вручную. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Способ регулирования высоты поверхности слоя материала, транспортируемого на конвейерной ленте для непрерывно действующей тепловой обработки, когда указанный слой материала образован из отдельных сферических и хрупких частиц, отличающийся тем, что слой (3) материала, образованный на конвейерной ленте (4), освещают, по существу, в поперечном направлении конвейерной ленты (4) с помощью по меньшей мере одного источника (5) света, так что луч (6) света образует, по существу, линейную световую полоску (7) на поверхности слоя (3) материала, регистрируют указанную световую полоску (7) с помощью по меньшей мере одной камеры (8) и по меньшей мере одной системы (9) обработки изображения, соединенной с камерой (8), после чего в системе (9) обработки изображения полученное изображение высоты поверхности сравнивают с изображением требуемой высоты поверхности для фор-2 006752 мирования сведений об отклонениях в высоте поверхности и полученные сведения об отклонениях передают в блок (10) автоматизации для исправления отклонений в высоте поверхности, при этом источник(5) света установлен относительно слоя (3) материала так, что луч (6) света, излучаемый источником (5) света, падает на слой (3) материала под острым углом. 2. Способ по п.1, отличающийся тем, что луч (6) света падает на слой (3) материала под углом не более 45. 3. Способ по любому из пп.1 или 2, отличающийся тем, что луч (6) света падает на слой (3) материала под углом, который находится в диапазоне 30-40. 4. Способ по любому из пп.1-3, отличающийся тем, что используемый источник (5) света является источником лазерного света. 5. Способ по любому из пп.1-4, отличающийся тем, что световую полоску (7), образованную лучом(6) света, регистрируют с помощью камеры (8), которая установлена в направлении движения конвейерной ленты (4), по существу, в том же месте, что и световая полоска (7). 6. Способ по любому из пп.1-5, отличающийся тем, что скорость конвейерной ленты (4) можно регулировать на основе изображения, создаваемого полоской (7) света.
МПК / Метки
МПК: G01B 11/00, G01B 11/06
Метки: конвейерной, направляемого, поверхности, измерения, слоя, материала, тепловую, обработку, способ, высоты, ленте
Код ссылки
<a href="https://eas.patents.su/4-6752-sposob-izmereniya-vysoty-poverhnosti-sloya-materiala-napravlyaemogo-na-konvejjernojj-lente-na-teplovuyu-obrabotku.html" rel="bookmark" title="База патентов Евразийского Союза">Способ измерения высоты поверхности слоя материала, направляемого на конвейерной ленте на тепловую обработку</a>
Устройство для опоры конвейерной ленты, используемой при непрерывно выполняемом спекании слоя материала
Номер патента: 4016
Опубликовано: 25.12.2003
Авторы: Тулкки Олави, Янккила Мартти, Вянянен Эро
МПК: B65G 15/60, F27B 21/06
Метки: конвейерной, устройство, слоя, непрерывно, спекании, используемой, выполняемом, ленты, материала, опоры
Формула / Реферат:
1. Устройство для опоры конвейерной ленты, используемой при непрерывно выполняемой тепловой обработке, т.е. спекании, слоя материала, при этом устройство обеспечивает по существу беспрепятственное прохождение технологических газов к конвейерной ленте и далее через отверстия, предусмотренные в конвейерной ленте, и в верхней части рамной конструкции (17) ленточного конвейера (14) установлен по меньшей мере один опорный элемент (1, 18), с помощью...
Устройство для управления конвейерной лентой, используемой при непрерывной тепловой обработке слоя материала
Номер патента: 4336
Опубликовано: 29.04.2004
Авторы: Вянянен Эро, Янккила Мартти
МПК: B65G 15/64
Метки: слоя, тепловой, устройство, управления, лентой, обработке, непрерывной, используемой, конвейерной, материала
Формула / Реферат:
1. Устройство для управления конвейерной лентой, используемой при непрерывной тепловой обработке слоя материала, например при непрерывном спекании, где конвейерная лента установлена с возможностью перемещения приводным барабаном и направляющим барабаном, отличающееся тем, что для управления конвейерной лентой (4, 23) по меньшей мере на части пути от приводного барабана (2) к направляющему барабану (3, 22) конвейерная система оснащена по меньшей...
Лента для термической обработки слоя материала при непрерывном ведении процесса
Номер патента: 3482
Опубликовано: 26.06.2003
Авторы: Вянянен Эро, Янккила Мартти, Ниемеля Пекка
МПК: B65G 15/60, F27B 21/06
Метки: обработки, непрерывном, материала, слоя, ведении, процесса, лента, термической
Формула / Реферат:
1. Конвейерная лента, предназначенная для применения в непрерывном процессе термической обработки на конвейере, т.е. процессе агломерации, слоя материала, причем упомянутая конвейерная лента имеет перфорированные отверстия, выполненные в ней с обеспечением возможности прохождения потока газов, которые используются для нагревания слоя материала или его охлаждения, сквозь указанный слой материала и через соответствующие отверстия в конвейерной...
Способ и установка для обработки слоя материала, состоящего из макрочастиц
Номер патента: 229
Опубликовано: 24.12.1998
Авторы: Фонс Могенс Юль, Туборг Йорн
МПК: F27B 15/10, B01J 8/44, F27D 15/02...
Метки: установка, состоящего, обработки, способ, материала, макрочастиц, слоя
Формула / Реферат:
1. Способ обработки слоя (6, 78) материала, состоящего из макрочастиц, поддерживаемого газораспределяющим дном (9, 75), при котором используют обрабатывающий газ, подаваемый по каналам. (19, 35, 77) посекционно и направляемый вверх через газораспределяющее дно и слой материала из одного или нескольких нижележащих отсеков (15; 76), регулируют расход обрабатывающего газа через каждый канал (19, 35, 77) посредством регулятора (21) расхода,...
Устройство для измерения уровня загружаемого материала в резервуаре
Номер патента: 5706
Опубликовано: 28.04.2005
Авторы: Краузе Михаель, Нойхауз Йоахим, Гриттке Удо, Вартманн Герд
МПК: G01F 23/26
Метки: уровня, устройство, материала, загружаемого, резервуаре, измерения
Формула / Реферат:
1. Устройство для измерения уровня загружаемого материала в резервуаре, содержащее чувствительный элемент, входящий в резервуар, и блок регулирования и оценки, при этом чувствительный элемент (2) выполнен с возможностью работы по меньшей мере в двух различных режимах, в первом из которых обеспечивается измерение времени прохождения высокочастотного импульсного или частотно-модулированного непрерывного электромагнитного сигнала, а во втором -...
Предыдущий патент: Способ повышения урожайности хлопчатника
Следующий патент: Многослойная пленка для нанесения защитной информации методом горячего тиснения и способ ее изготовления
Случайный патент: Зенитная управляемая ракета