Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки
Номер патента: 6670
Опубликовано: 24.02.2006
Авторы: Пикулин Виктор Алексеевич, Бирюков Борис Александрович, Фетисов Василий Павлович, Павлов Андрей Владимирович, Давыдов Алексей Владимирович
Формула / Реферат
Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки, включающий барабан, оснащенный редуктором, электродвигателем с короткозамкнутым ротором, управляемым ориентированным полем скорости вращения, мыльницу с волокодержателем, двухроликовое устройство для деформации проволоки знакопеременным изгибом с растяжением с регулируемым межосевым расстоянием роликов и имеющих как минимум два ручья на наружной поверхности, верхний и нижний обводные ролики, расположенные в корпусе на одной оси, и натяжной ролик, отличающийся тем, что нижний обводной ролик выполнен в виде тягового шкива, оснащен синхронным электродвигателем с постоянными магнитами, управляемым от сервопривода, и расположен соосно с нижним ручьем двухроликового устройства для деформации проволоки знакопеременным изгибом с растяжением.

Текст
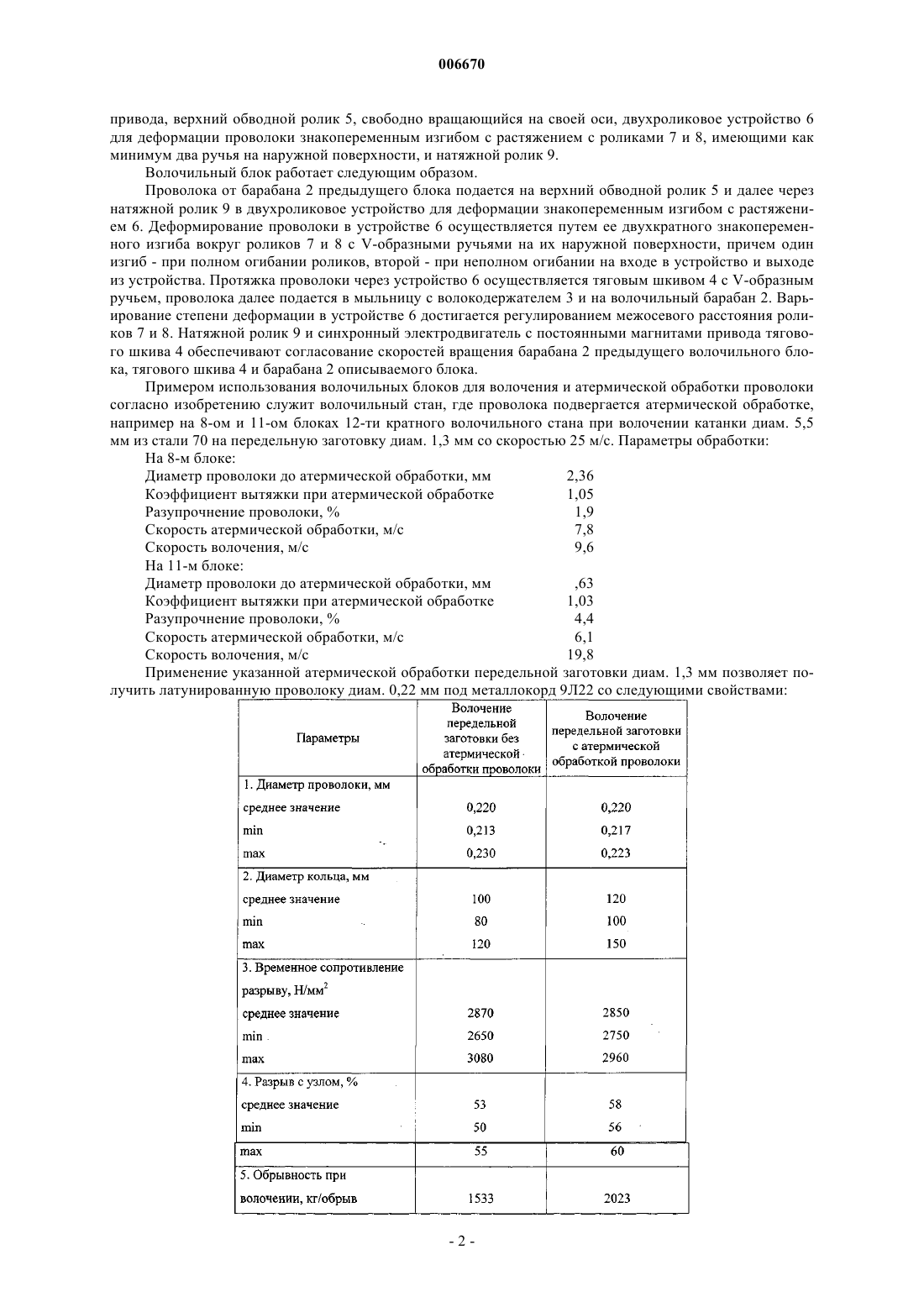
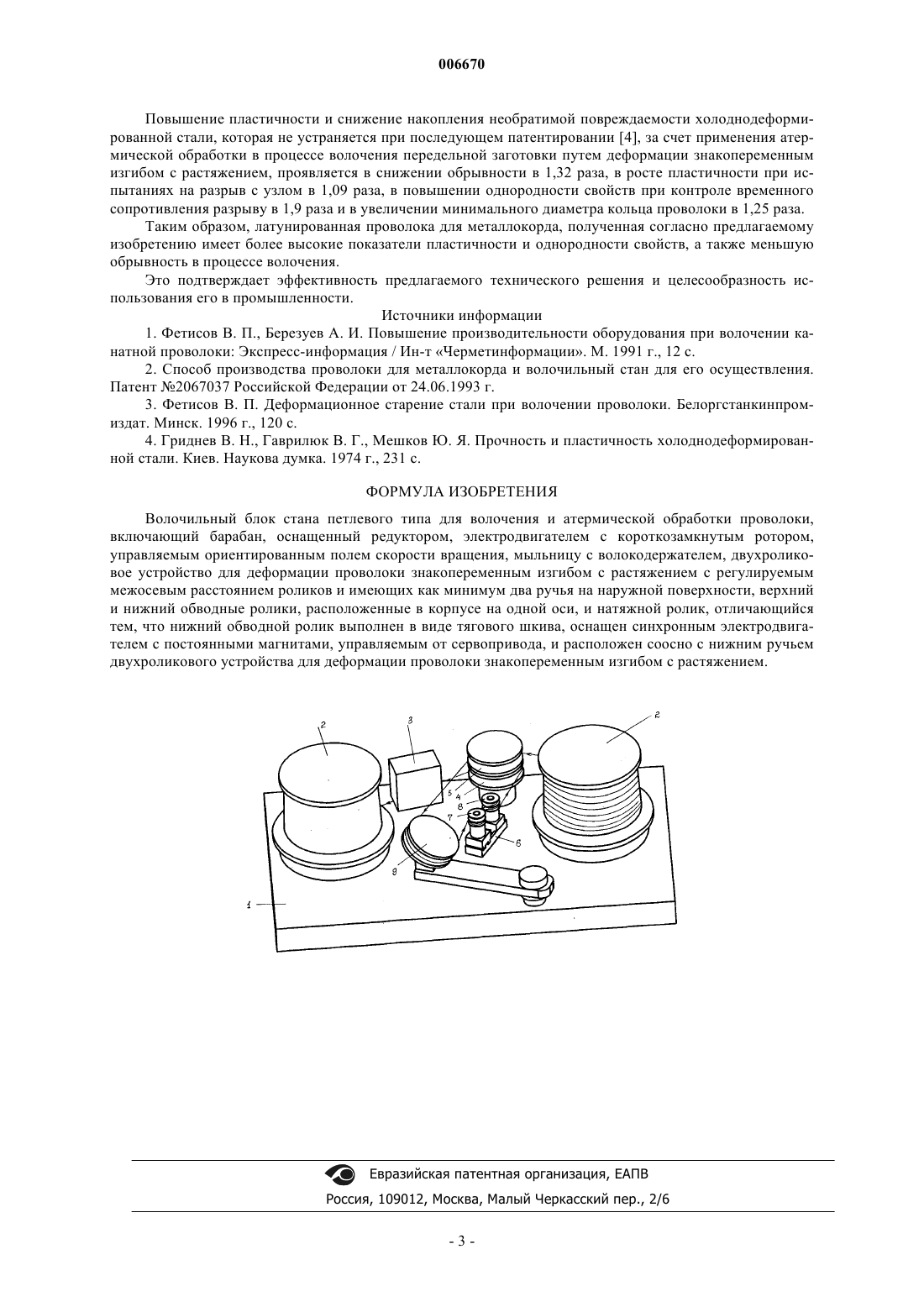
006670 Изобретение относится к сталепроволочной отрасли металлургической промышленности и, в частности, к изготовлению передельной заготовки на многократном волочильном стане при производстве латунированной проволоки для металлокорда, а также к волочению канатной проволоки с повышенной пластичностью и усталостной долговечностью. Известен волочильный блок для волочения и атермической обработки проволоки [1], включающий мыльницу с волокодержателем, устройства для охлаждения проволоки и деформации ее знакопеременным изгибом с растяжением в виде двух роликов; двухступенчатый барабан, верхняя ступень которого служит для протяжки проволоки через устройство для деформации знакопеременным изгибом с растяжением. Недостатком известного волочильного блока является невозможность регулирования межосевого расстояния между роликами, необходимого для изменения степени деформации проволоки знакопеременным изгибом с растяжением. Наиболее близким по техническому решению к предлагаемому волочильному блоку является волочильный блок для волочения и атермической обработки проволоки [2], оснащенный мыльницей с волокодержателем, двухступенчатым барабаном с отношением диаметров и конусности верхней и нижней ступени соответственно 1,01-1,03 и 1,17-1,33 и устройством для деформации знакопеременным изгибом с растяжением в виде двух роликов с несколькими ручьями на поверхности каждого ролика. Ролики размещены с возможностью регулирования межосевого расстояния на основании, закрепленном с помощью шарнира соосно с линией волочения на второй ступени барабана. Преимуществом прототипа [2] по сравнению с аналогом [1] является наличие устройства регулирования межосевого расстояния между роликами, что позволяет изменять степень деформации металла знакопеременным изгибом с растяжением и, соответственно, степень атермического разупрочнения проволоки. Недостатком прототипа предлагаемого волочильного блока является наличие жестко фиксированного отношения диаметров верхней и нижней ступени барабана, что не позволяет варьировать степенью деформации проволоки при ее знакопеременном изгибе с растяжением без скольжения проволоки на второй ступени барабана или без демонтажа и установки нового двухступенчатого барабана. Скольжение проволоки на барабане и связанный с этим разогрев металла способствуют развитию процессов статического деформационного старения, приводящих к снижению пластичности проволоки [3], а замена барабана сопровождается снижением производительности волочильного стана. Задача, решаемая изобретением, заключается в повышении пластичности металла и в снижении обрывности заготовки при последующем волочении латунированной проволоки для металлокорда за счет устранения развития процессов деформационного старения и накопления необратимой повреждаемости металла в процессе пластической деформации. Технический результат, достигаемый при использовании изобретения, состоит в оптимальной степени деформации проволоки знакопеременным изгибом с растяжением в зависимости от степени предварительной деформации волочением; в отсутствии скольжения проволоки на волочильном барабане. Поставленная задача в предлагаемом волочильном блоке, включающем барабан, оснащенный редуктором, электродвигателем с короткозамкнутым ротором, управляемым ориентированным полем скорости вращения, мыльницу с волокодержателем, двухроликовое устройство для деформации проволоки знакопеременным изгибом с растяжением с регулируемым межосевым расстоянием роликов, верхний и нижний обводной ролики, а также натяжной ролик, решается тем, что нижний обводной ролик выполнен в виде тягового шкива, оснащен синхронным электродвигателем с постоянными магнитами, управляемым от сервопривода и расположен соосно с нижним ручьем двухроликового устройства для деформации проволоки знакопеременным изгибом с растяжением. Сравнение с аналогом показывает, что возможность изменения межосевого расстояния роликов в устройстве для деформации проволоки знакопеременным изгибом с растяжением и, соответственно,варьирование степенью деформации обеспечивают повышение эффекта атермического разупрочнения проволоки в зависимости от степени предварительной деформации проволоки. По сравнению с прототипом предлагаемый волочильный блок устраняет скольжение и дополнительный разогрев проволоки на второй ступени барабана, вызывающий развитие процессов статического деформационного старения и снижение пластичности металла, путем плавного изменения скорости вращения нижнего обводного ролика, выполненного в виде тягового шкива, управлением синхронного электродвигателя от сервопривода. На основании этого делается вывод о том, что предлагаемый волочильный блок стана петлевого типа для волочения и атермической обработки проволоки отвечает требованиям новизны и изобретательского уровня, так как известные технические решения не позволяют решить поставленную задачу. Изобретение поясняется чертежом. Волочильный блок включает основание 1, барабан 2, оснащенный редуктором, электродвигателем с короткозамкнутым ротором, управляемым ориентированным полем скорости вращения, мыльницу с волокодержателем 3, нижний обводной ролик в виде тягового шкива 4, оснащенного синхронным электродвигателем с постоянными магнитами, управляемым от серво-1 006670 привода, верхний обводной ролик 5, свободно вращающийся на своей оси, двухроликовое устройство 6 для деформации проволоки знакопеременным изгибом с растяжением с роликами 7 и 8, имеющими как минимум два ручья на наружной поверхности, и натяжной ролик 9. Волочильный блок работает следующим образом. Проволока от барабана 2 предыдущего блока подается на верхний обводной ролик 5 и далее через натяжной ролик 9 в двухроликовое устройство для деформации знакопеременным изгибом с растяжением 6. Деформирование проволоки в устройстве 6 осуществляется путем ее двухкратного знакопеременного изгиба вокруг роликов 7 и 8 с V-образными ручьями на их наружной поверхности, причем один изгиб - при полном огибании роликов, второй - при неполном огибании на входе в устройство и выходе из устройства. Протяжка проволоки через устройство 6 осуществляется тяговым шкивом 4 с V-образным ручьем, проволока далее подается в мыльницу с волокодержателем 3 и на волочильный барабан 2. Варьирование степени деформации в устройстве 6 достигается регулированием межосевого расстояния роликов 7 и 8. Натяжной ролик 9 и синхронный электродвигатель с постоянными магнитами привода тягового шкива 4 обеспечивают согласование скоростей вращения барабана 2 предыдущего волочильного блока, тягового шкива 4 и барабана 2 описываемого блока. Примером использования волочильных блоков для волочения и атермической обработки проволоки согласно изобретению служит волочильный стан, где проволока подвергается атермической обработке,например на 8-ом и 11-ом блоках 12-ти кратного волочильного стана при волочении катанки диам. 5,5 мм из стали 70 на передельную заготовку диам. 1,3 мм со скоростью 25 м/с. Параметры обработки: На 8-м блоке: Диаметр проволоки до атермической обработки, мм 2,36 Коэффициент вытяжки при атермической обработке 1,05 Разупрочнение проволоки, % 1,9 Скорость атермической обработки, м/с 7,8 Скорость волочения, м/с 9,6 На 11-м блоке: Диаметр проволоки до атермической обработки, мм,63 Коэффициент вытяжки при атермической обработке 1,03 Разупрочнение проволоки, % 4,4 Скорость атермической обработки, м/с 6,1 Скорость волочения, м/с 19,8 Применение указанной атермической обработки передельной заготовки диам. 1,3 мм позволяет получить латунированную проволоку диам. 0,22 мм под металлокорд 9 Л 22 со следующими свойствами:-2 006670 Повышение пластичности и снижение накопления необратимой повреждаемости холоднодеформированной стали, которая не устраняется при последующем патентировании [4], за счет применения атермической обработки в процессе волочения передельной заготовки путем деформации знакопеременным изгибом с растяжением, проявляется в снижении обрывности в 1,32 раза, в росте пластичности при испытаниях на разрыв с узлом в 1,09 раза, в повышении однородности свойств при контроле временного сопротивления разрыву в 1,9 раза и в увеличении минимального диаметра кольца проволоки в 1,25 раза. Таким образом, латунированная проволока для металлокорда, полученная согласно предлагаемому изобретению имеет более высокие показатели пластичности и однородности свойств, а также меньшую обрывность в процессе волочения. Это подтверждает эффективность предлагаемого технического решения и целесообразность использования его в промышленности. Источники информации 1. Фетисов В. П., Березуев А. И. Повышение производительности оборудования при волочении канатной проволоки: Экспресс-информация / Ин-т Черметинформации. М. 1991 г., 12 с. 2. Способ производства проволоки для металлокорда и волочильный стан для его осуществления. Патент 2067037 Российской Федерации от 24.06.1993 г. 3. Фетисов В. П. Деформационное старение стали при волочении проволоки. Белоргстанкинпромиздат. Минск. 1996 г., 120 с. 4. Гриднев В. Н., Гаврилюк В. Г., Мешков Ю. Я. Прочность и пластичность холоднодеформированной стали. Киев. Наукова думка. 1974 г., 231 с. ФОРМУЛА ИЗОБРЕТЕНИЯ Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки,включающий барабан, оснащенный редуктором, электродвигателем с короткозамкнутым ротором,управляемым ориентированным полем скорости вращения, мыльницу с волокодержателем, двухроликовое устройство для деформации проволоки знакопеременным изгибом с растяжением с регулируемым межосевым расстоянием роликов и имеющих как минимум два ручья на наружной поверхности, верхний и нижний обводные ролики, расположенные в корпусе на одной оси, и натяжной ролик, отличающийся тем, что нижний обводной ролик выполнен в виде тягового шкива, оснащен синхронным электродвигателем с постоянными магнитами, управляемым от сервопривода, и расположен соосно с нижним ручьем двухроликового устройства для деформации проволоки знакопеременным изгибом с растяжением.
МПК / Метки
МПК: B21C 1/02
Метки: петлевого, проволоки, типа, обработки, стана, волочения, атермической, блок, волочильный
Код ссылки
<a href="https://eas.patents.su/4-6670-volochilnyjj-blok-stana-petlevogo-tipa-dlya-volocheniya-i-atermicheskojj-obrabotki-provoloki.html" rel="bookmark" title="База патентов Евразийского Союза">Волочильный блок стана петлевого типа для волочения и атермической обработки проволоки</a>
Способ волочения высоко-, сверхвысоко – и ультравысокопрочной латунированной проволоки.
Номер патента: 2443
Опубликовано: 25.04.2002
Авторы: Давыдов Алексей Владимирович, Пикулин Виктор Алексеевич, Фетисов Василий Павлович, Филиппов Вадим Владимирович, Труфанов Юрий Васильевич, Феоктистов Юрий Васильевич, Бирюков Борис Александрович
МПК: B21C 1/00
Метки: латунированной, проволоки, способ, сверхвысоко, ультравысокопрочной, высоко, волочения
Формула / Реферат:
Способ волочения высоко-, сверхвысоко- и ультравысокопрочной латунированной проволоки, включающий многократное волочение с единичными обжатиями q=8,0...17,0% патентированной и латунированной заготовки из высокоуглеродистой стали на стане со скольжением, оснащенным рабочими и обводными вытяжными конусами, отличающийся тем, что в области суммарных обжатий с натуральным логарифмом вытяжки ln m _ 2,79пластическую деформацию волочением осуществляют...
Устройство гидравлического управления в гидравлической системе для работы станка, такого как пресс, для обработки материала любого типа, в частности для работы ножниц для резки металлолома
Номер патента: 6497
Опубликовано: 29.12.2005
Авторы: Пост Карл-Хайнц, Клотер Андреас
МПК: B21D 28/20, B23D 15/14, B30B 15/00...
Метки: станка, ножниц, материала, металлолома, управления, системе, резки, такого, любого, частности, работы, гидравлической, обработки, пресс, устройство, типа, гидравлического
Формула / Реферат:
1. Устройство гидравлического управления в гидравлической системе для работы станка, такого как пресс, для обработки материала любого типа, в частности для работы ножниц для резки металлолома, содержащее гидравлические средства для установки более высокого максимального противодавления на стороне (1.1.1, 1.2.1) кольцевой полости по меньшей мере первого цилиндра (1.1, 1.2) с целью демпфирования удара, отличающееся тем, что при быстром, наподобие...
Валковая головка для планетарного прокатного стана
Номер патента: 3483
Опубликовано: 26.06.2003
Авторы: Луотола Харри, Кнаапи Хейкки
МПК: B21B 31/18
Метки: валковая, головка, стана, прокатного, планетарного
Формула / Реферат:
1. Валковая головка для планетарного прокатного узла, причем указанная валковая головка (1) содержит корпус (8), внутри которого установлены с возможностью вращения полый внешний вал (5) и средство (2, 3, 4) для вращения указанного внешнего вала, кроме того, внутри указанного внешнего вала с передачей его вращательного движения установлен центральный вал (6), выполненный с возможностью перемещения в осевом направлении, который может быть...
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках
Номер патента: 6522
Опубликовано: 24.02.2006
Авторы: Юнгер Игорь Борисович, Бурьков Владимир Васильевич
МПК: B21B 37/46
Метки: скоростного, стана, прокатки, клетей, непрерывной, промежутках, задания, межклетевых, способ, обеспечением, режима, прокатных, горячей, натяжения, группы, минимального, металла
Формула / Реферат:
Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла, включающий замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей по сформированным сигналам на основании параметров процесса прокатки, отличающийся тем, что замер параметров процесса прокатки и регулирование моментов приводных двигателей клетей осуществляют последовательно по группам клетей, причем каждая группа...
Дверной блок
Номер патента: 3450
Опубликовано: 26.06.2003
Автор: Кузнецов Станислав Вячеславович
Формула / Реферат:
1. Дверной блок, содержащий металлическую дверную коробку, состоящую из рамы и закрепленного на ней притвора, ограничивающих дверной проем, дверное полотно, шарнирно соединенное с дверной коробкой, и запорный механизм, фиксирующий дверное полотно в закрытом положении, отличающийся тем, что дверное полотно смещено в глубину дверного проема, рама дверной коробки образована первым металлическим профилем, часть которого установлена под углом к...